Smart Production Planning and Control: Concept, Use-Cases and Sustainability Implications


Abstract
:1. Introduction
- RQ1: What are the elements of a smart PPC system?
- RQ2: What are the constraints, enablers and use-cases of smart PPC in practice?
- RQ3: What are the implications of smart PPC for sustainable manufacturing?
2. Theoretical Background
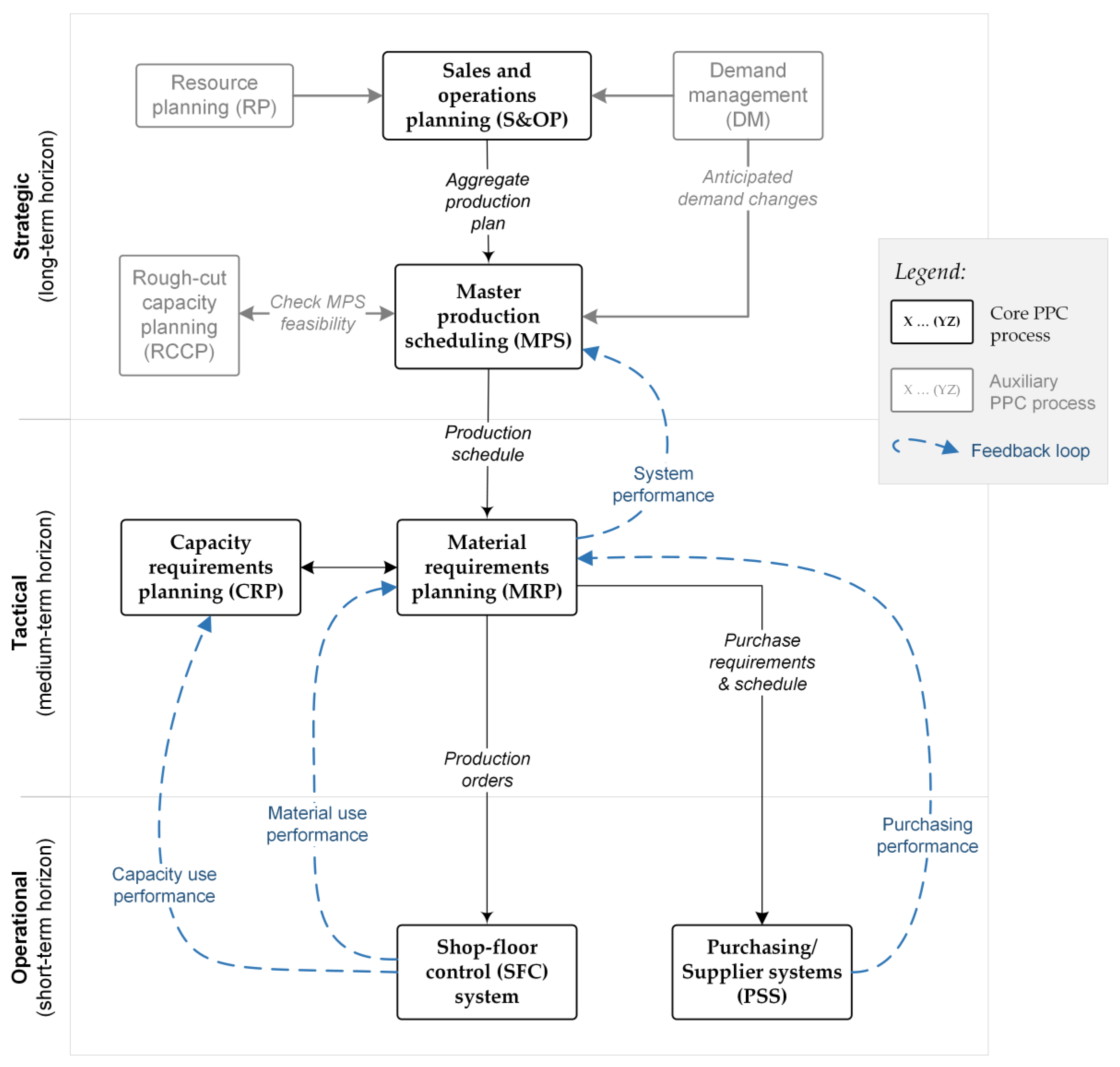
2.1. The PPC System and Processes
2.2. PPC Challenges
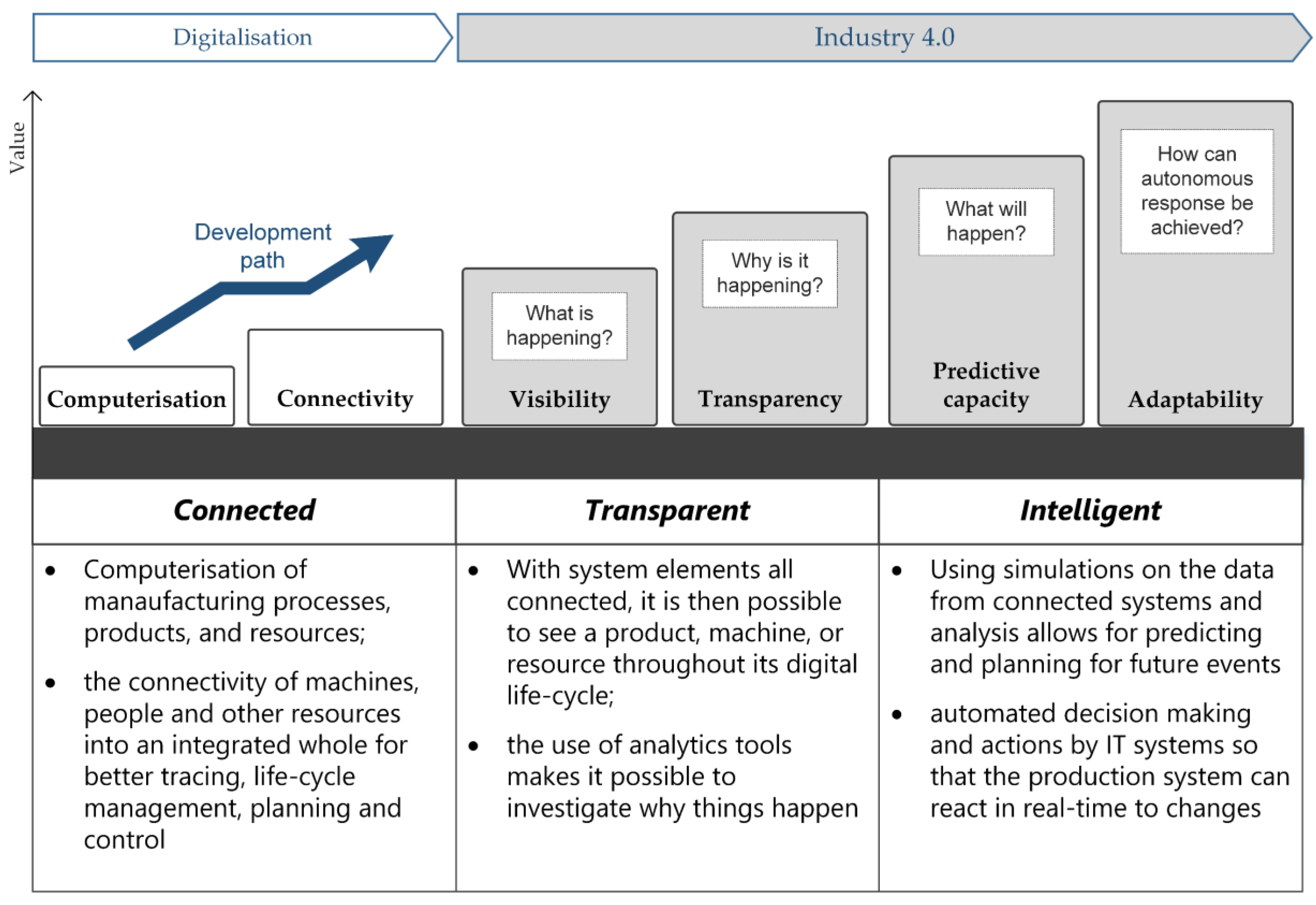
2.3. Towards Smart PPC in the Era of Industry 4.0
2.4. Constraints, Enablers and the Structural Contingency Theory
3. Methodology
3.1. Conceptual Model Development
3.2. Data Collection and Analysis
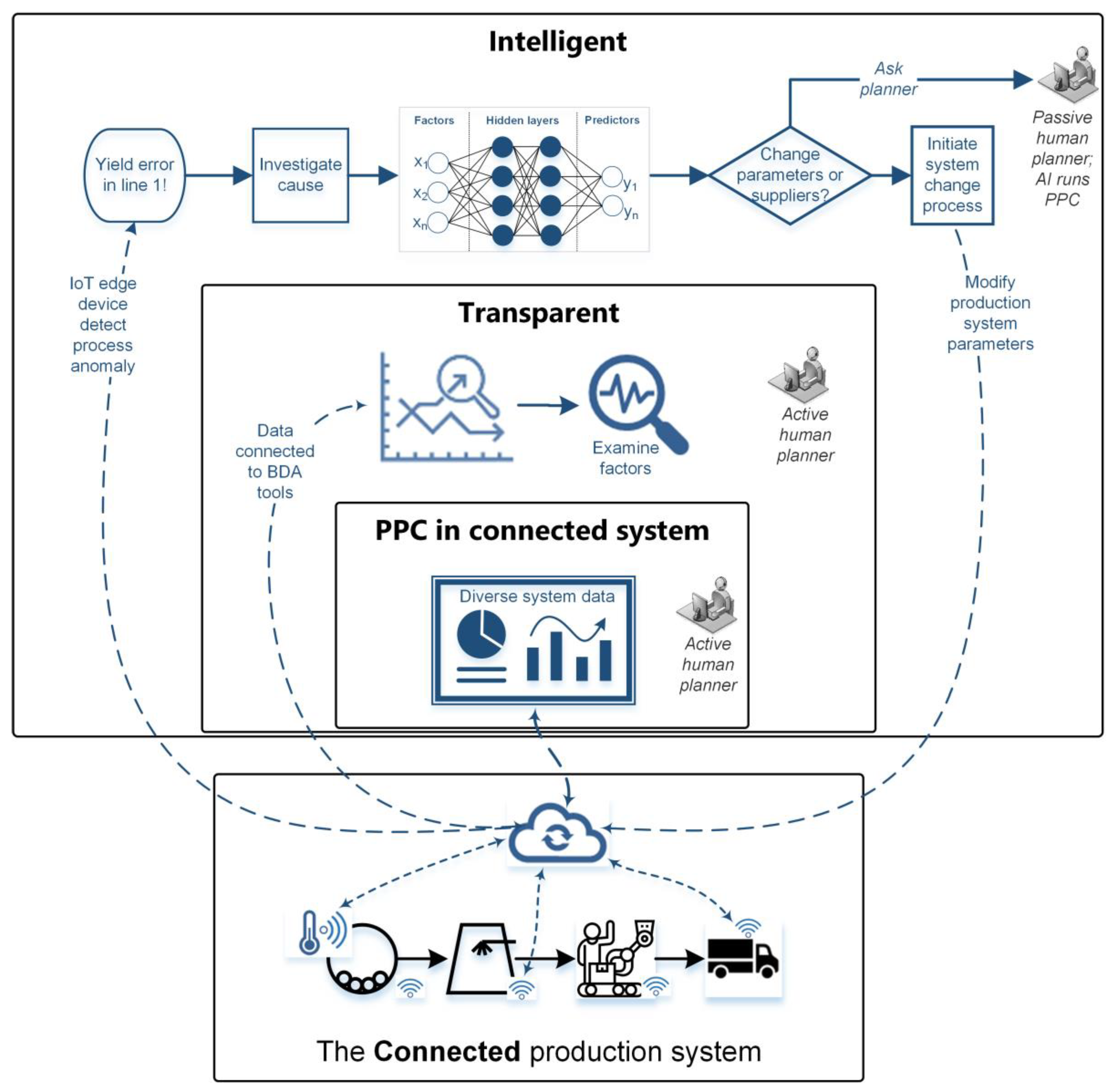
4. The Smart PPC Concept
4.1. Connected
4.2. Transparent
4.3. Intelligent
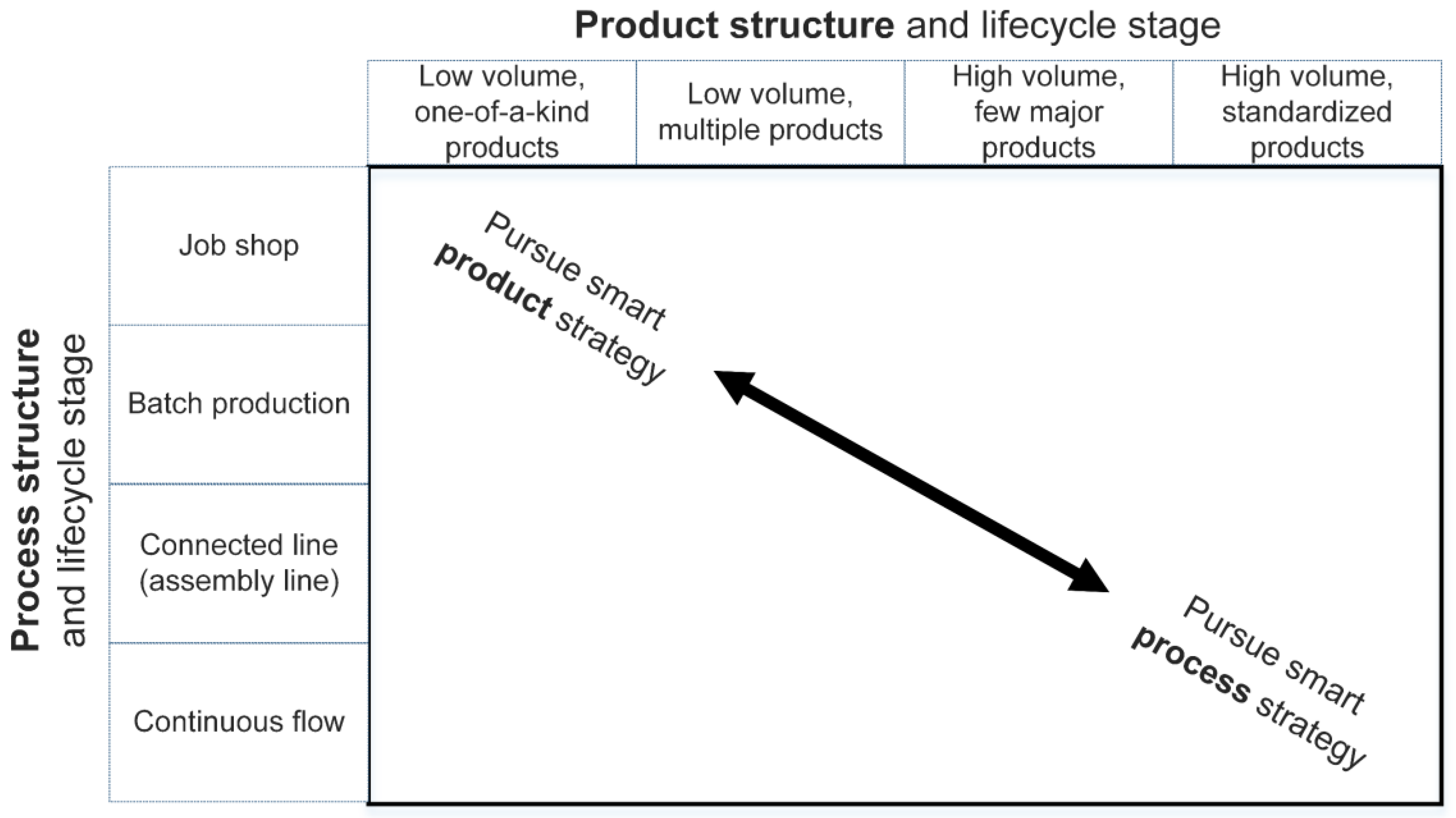
4.4. Conceptual Model and Matrix of Use-Cases for Smart PPC
5. Case Studies
5.1. Company A: Confectionery Products
5.2. Company B: Plastic Pipes and Custom Drainage Subsystems
5.3. Company C: Equipment for Small and Large Ship Manufacturers
5.4. Company D: Agricultural and Industrial Balers
6. Insights from the Literature and Case Studies
6.1. Cross-Case Summary
6.2. Constraints and Enablers in Transitioning towards Smart PPC
6.2.1. The Influence of Extant Enterprise and Data Systems Influence Smart PPC
6.2.2. The Influence of Planning Environment Variables
6.3. Sustainability and Managerial Implications
7. Conclusions
7.1. Contributions to Theory
7.2. Limitations and Future Research
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A—Interview Guide
- About the PPC environment variables: demand and supply characteristics, product attributes, and production system:
- Describe the demand characteristics of your market
- Describe the supply characteristics of your market
- Describe your products’ attributes in terms of
- Bill of materials levels
- Level of digital/electronic functions;
- Shelf-life;
- Number of process routes (no. of production lines could be an indicator)
- Describe your production system in terms of
- layout;
- level of automation;
- level of product customization;
- intensity of operator input
- PPC process and system: process, inputs, outputs, technologies, key stakeholders, current challenges
- Describe the planning process from beginning to the end, step-by-step.
- Level of standardization:
- To what extent is the planning process standardized? What decisions is a planner allowed to use his discretion for?
- Highlight the following for the planning process:
- Frequency of production planning meeting;
- General planning accuracy and how much planning buffer is usual;
- Planning horizon;
- Detailed scheduling horizon;
- Frequency of rescheduling
- PPC process data:
- Describe the input and output data for every step of the planning process;
- What are the sources of these data and in what format is it?
- Are these data used for improvement of the planning process?
- Describe (if any) the technology used for each step of the process (Excel, paper, SAP modules, etc.)
- History of use of data-driven decision-making:
- Data-driven methods in planning and controlling operations. This is with regards to not just having data from automated production lines, but do you use this data in planning and scheduling or is it used mostly for quality control?
- Does your company use any of the following:
- General business KPIs?
- KPIs for PPC process performance?
- Lean manufacturing elements: 5S, Visual control, SMED, Kanban, Heijunka, Just-in-time, etc.?
- Data-intensive improvement methodologies such as statistical process control, six-sigma, etc.
- Digitalization approach and initiatives in general
- Has your company completed any digitalization initiative/project in the last 3 years?
- If yes, how many?
- Which technologies and which use-cases?
- What was the expected business or operations outcome?
- Which initiatives failed, and succeeded?
- What challenges did you face during the implementation and use?
- Is your company currently working on any digitalization initiative/project?
- If yes, how many?
- Which technologies and which use-cases?
- What was the expected business or operations outcome?
- What challenges are you facing with the development, implementation and use?
- Is your company planning any future (within the next 1–3 years) digitalization initiative/project?
- If yes, how many?
- Which technologies and which use-cases?
- What is the expected business or operations outcome?
- Smart PPC decision making initiatives and the supply chain
- In addition to the initiatives/projects mentioned above, are there any others that perhaps where smaller, but addressed or affected the PPC process directly or indirectly?
- Has the company considered any initiative because other partners in the SC are developing that?
- Or was is mandated by the SC partner(s)? If yes, rank this customer among several other customers?
- What is your opinion on potential of smart technologies in improving the PPC process? (process, inputs, challenges eliminated)
- Which elements of your planning process and system can be enhanced using smart technologies?
- What do you think are possible limitations of having smart PPC?
- How does this contribute to your sustainability goals?
- Do you have specific sustainability goals for the year? If yes, what are they?
- Do you currently have KPIs related to sustainability goals?
- How do the company’s sustainability goals affect your PPC processes and activities?
- Do planners use sustainability parameters when driving the PPC process?
References
- Bragdon, J.H.; Marlin, J. Is Pollution Profitable. Risk Manag. 1972, 19, 9–18. [Google Scholar]
- Galpin, T.; Whitttington, J.L.; Bell, G. Is your sustainability strategy sustainable? Creating a culture of sustainability. Corp. Gov.: Int. J. Bus. Soc. 2015, 15, 1–17. [Google Scholar] [CrossRef]
- Flint, D.J.; Golicic, S.L. Searching for competitive advantage through sustainability. Int. J. Phys. Distrib. Logist. Manag. 2009, 39, 841–860. [Google Scholar] [CrossRef]
- Singhal, K. Sustainable Operations Management. Ssrn Electron. J. 2005, 14, 482–492. [Google Scholar] [CrossRef]
- Wiendahl, H.-H.; Von Cieminski, G.; Wiendahl, H.-P. Stumbling blocks of PPC: Towards the holistic configuration of PPC systems. Prod. Plan. Control. 2005, 16, 634–651. [Google Scholar] [CrossRef]
- Vollmann, T.E.; Berry, W.L.; Whybark, D.C.; Jacobs, F.R. Manufacturing Planning and Control for Supply Chain Management, 5th ed.; The Mcgraw-Hill/Irwin Series in Operations Decision Sciences; McGraw-Hill: New York, NY, USA, 2005. [Google Scholar]
- Arnold, J.R.T.; Chapman, S.N.; Clive, L. Introduction to Materials Management, 7th ed.; Pearson Prentice Hall: Upper Saddle River, NJ, USA, 2012. [Google Scholar]
- Ivanov, D.; Tsipoulanidis, A.; Schönberger, J. Digital Supply Chain, Smart Operations and Industry 4.0. In Universitext; Springer Science and Business Media LLC: Berlin, Germany, 2018; pp. 481–526. [Google Scholar]
- Strandhagen, J.O.; Vallandingham, L.R.; Fragapane, G.; Strandhagen, J.W.; Stangeland, A.B.H.; Sharma, N. Logistics 4.0 and emerging sustainable business models. Adv. Manuf. 2017, 5, 359–369. [Google Scholar] [CrossRef]
- Fatorachian, H.; Kazemi, H. Impact of Industry 4.0 on supply chain performance. Prod. Plan. Control. 2020, 1–19. [Google Scholar] [CrossRef]
- Moeuf, A.; Pellerin, R.; Lamouri, S.; Tamayo, S.; Barbaray, R. The industrial management of SMEs in the era of Industry 4.0. Int. J. Prod. Res. 2017, 56, 1118–1136. [Google Scholar] [CrossRef] [Green Version]
- Machado, C.G.; Winroth, M.P.; Da Silva, E.H.D.R. Sustainable manufacturing in Industry 4.0: An emerging research agenda. Int. J. Prod. Res. 2019, 58, 1462–1484. [Google Scholar] [CrossRef]
- Sun, D.; Huang, R.; Chen, Y.; Wang, Y.; Zeng, J.; Yuan, M.; Pong, T.-C.; Qu, H. PlanningVis: A Visual Analytics Approach to Production Planning in Smart Factories. Ieee Trans. Vis. Comput. Graph. 2019, 26, 1. [Google Scholar] [CrossRef] [Green Version]
- Ren, L.; Zhang, L.; Tao, F.; Zhao, C.; Chai, X.; Zhao, X. Cloud manufacturing: From concept to practice. Enterp. Inf. Syst. 2013, 9, 186–209. [Google Scholar] [CrossRef]
- Trunzer, E.; Calà, A.; Leitão, P.; Gepp, M.; Kinghorst, J.; Lüder, A.; Schauerte, H.; Reifferscheid, M.; Vogel-Heuser, B. System architectures for Industrie 4.0 applications. Prod. Eng. 2019, 13, 247–257. [Google Scholar] [CrossRef] [Green Version]
- Veile, J.W.; Kiel, D.; Müller, J.M.; Voigt, K.-I. Lessons learned from Industry 4.0 implementation in the German manufacturing industry. J. Manuf. Technol. Manag. 2019. [Google Scholar] [CrossRef] [Green Version]
- Bean, R.; Davenport, T.H. "Companies Are Failing in Their Efforts to Become Data-Driven." Harvard Business Review. Available online: https://hbr.org/2019/02/companies-are-failing-in-their-efforts-to-become-data-driven (accessed on 29 December 2019).
- Leitão, P. Agent-based distributed manufacturing control: A state-of-the-art survey. Eng. Appl. Artif. Intell. 2009, 22, 979–991. [Google Scholar] [CrossRef]
- Bonney, M. Reflections on production planning and control (PPC). Gestão Produção 2000, 7, 181–207. [Google Scholar] [CrossRef]
- Garetti, M.; Taisch, M. Neural networks in production planning and control. Prod. Plan. Control. 1999, 10, 324–339. [Google Scholar] [CrossRef]
- Sánchez-Herrera, S.; Montoya-Torres, J.R.; Solano-Charris, E.L. Flow shop scheduling problem with position-dependent processing times. Comput. Oper. Res. 2019, 111, 325–345. [Google Scholar] [CrossRef]
- Oluyisola, O.E.; Strandhagen, J.W.; Buer, S.-V. RFId technology in the manufacture of customized drainage and piping systems: A case study. Ifac-Pap. 2018, 51, 364–369. [Google Scholar] [CrossRef]
- Oluyisola, O.E.; Salmi, T.E.; Strandhagen, J.O. Causes of Delivery-Time Variance in Maritime-Equipment Manufacturing Supply-Chains: An Empirical Study. In Proceedings of the Nonlinear Model Predictive Control; Springer Science and Business Media LLC: Berlin, Germany, 2018; pp. 415–421. [Google Scholar]
- Gustavsson, M.; Wänström, C. Assessing information quality in manufacturing planning and control processes. Int. J. Qual. Reliab. Manag. 2009, 26, 325–340. [Google Scholar] [CrossRef]
- Schuh, G.; Potente, T.; Hauptvogel, A. Methodology for the Evaluation of Forecast Reliability of Production Planning Systems. Procedia Cirp 2014, 17, 469–474. [Google Scholar] [CrossRef] [Green Version]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia Cirp 2016, 40, 536–541. [Google Scholar] [CrossRef] [Green Version]
- Stock, T.; Obenaus, M.; Kunz, S.; Kohl, H. Industry 4.0 as enabler for a sustainable development: A qualitative assessment of its ecological and social potential. Process. Saf. Environ. Prot. 2018, 118, 254–267. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS); Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA, 2016; pp. 3928–3937. [Google Scholar]
- Iansiti, M.; Lakhani, K.R. Digital Ubiquity: How Connections, Sensors, and Data Are Revolutionizing Business. Harv. Bus. Rev. 2014, 92, 19. [Google Scholar]
- Reynolds, G. Information Technology for Managers; Nelson Education: Toronto, ON, Canada, 2015. [Google Scholar]
- Dubey, R.; Gunasekaran, A.; Childe, S.J.; Papadopoulos, T.; Luo, Z.; Wamba, S.F.; Roubaud, D. Can big data and predictive analytics improve social and environmental sustainability? Technol. Soc. Chang. 2019, 144, 534–545. [Google Scholar] [CrossRef]
- Dalenogare, L.S.; Benitez, G.; Ayala, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Müller, J.M.; Kiel, D.; Voigt, K.-I. What Drives the Implementation of Industry 4.0? The Role of Opportunities and Challenges in the Context of Sustainability. Sustainability 2018, 10, 247. [Google Scholar] [CrossRef] [Green Version]
- Schuh, G.; Anderl, R.; Gausemeier, J.; ten Hompel, M.; Wahlster, W. "Industrie 4.0 Maturity Index." Managing the Digital Transformation of Companies; Herbert Utz Verlag: Munich, Germany, 2017. [Google Scholar]
- Banker, R.D.; Bardhan, I.R.; Lin, H.C. Plant Information Systems, Manufacturing Capabilities, and Plant Performance. Mis Q. 2006, 30, 315. [Google Scholar] [CrossRef] [Green Version]
- Wamba, S.F.; Akter, S.; Edwards, A.; Chopin, G.; Gnanzou, D. How ‘big data’ can make big impact: Findings from a systematic review and a longitudinal case study. Int. J. Prod. Econ. 2015, 165, 234–246. [Google Scholar] [CrossRef]
- Ngai, E.W.; Law, C.; Wat, F. Examining the critical success factors in the adoption of enterprise resource planning. Comput. Ind. 2008, 59, 548–564. [Google Scholar] [CrossRef]
- Koh, L.; Gunasekaran, A.; Goodman, T. Drivers, barriers and critical success factors for ERPII implementation in supply chains: A critical analysis. J. Strat. Inf. Syst. 2011, 20, 385–402. [Google Scholar] [CrossRef]
- Jabbour, A.B.L.D.S.; Jabbour, C.J.C.; Foropon, C.; Filho, M.G. When titans meet – Can industry 4.0 revolutionise the environmentally-sustainable manufacturing wave? The role of critical success factors. Technol. Soc. Chang. 2018, 132, 18–25. [Google Scholar] [CrossRef]
- Sousa, R.; Voss, C.A.; Voss, C. Contingency research in operations management practices. J. Oper. Manag. 2008, 26, 697–713. [Google Scholar] [CrossRef] [Green Version]
- Hicks, C.; McGovern, T.; Earl, C.F. A Typology of UK Engineer-to-Order Companies. Int. J. Logist. Res. Appl. 2001, 4, 43–56. [Google Scholar] [CrossRef]
- Høyer, M.R.; Oluyisola, O.E.; Strandhagen, J.O.; Semini, M.G. Exploring the challenges with applying tracking and tracing technology in the dairy industry. Ifac-Pap. 2019, 52, 1727–1732. [Google Scholar] [CrossRef]
- Meredith, J. Building operations management theory through case and field research. J. Oper. Manag. 1998, 16, 441–454. [Google Scholar] [CrossRef]
- Handfield, R.B.; A Melnyk, S. The scientific theory-building process: A primer using the case of TQM. J. Oper. Manag. 1998, 16, 321–339. [Google Scholar] [CrossRef]
- Jonsson, P.; Mattsson, S.-A. The implications of fit between planning environments and manufacturing planning and control methods. Int. J. Oper. Prod. Manag. 2003, 23, 872–900. [Google Scholar] [CrossRef] [Green Version]
- Wilhelm, M.; Blome, C.; Wieck, E.; Xiao, C.Y. Implementing sustainability in multi-tier supply chains: Strategies and contingencies in managing sub-suppliers. Int. J. Prod. Econ. 2016, 182, 196–212. [Google Scholar] [CrossRef]
- Yin, R.K. Case Study Research: Design and Methods, 4th ed.; Sage Publications: Thousand Oaks, CA, USA, 2009. [Google Scholar]
- Klaus, H.; Rosemann, M.; Gable, G. What is ERP? Inf. Syst. Front. 2000, 2, 141–162. [Google Scholar] [CrossRef]
- De Man, J.C.; Strandhagen, J.O. Spreadsheet Application still dominates Enterprise Resource Planning and Advanced Planning Systems. Ifac-Pap. 2018, 51, 1224–1229. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; Loures, E.D.F.R.; Ramos, L.F.P. Past, present and future of Industry 4.0 - a systematic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 8, 1–21. [Google Scholar] [CrossRef]
- Davies, J. Understanding IPv6, 3rd ed.; Microsoft Press: Seattle, WA, USA, 2012. [Google Scholar]
- Chen, B.; Wan, J.; Celesti, A.; Li, D.; Abbas, H.; Zhang, Q. Edge Computing in Iot-Based Manufacturing. IEEE Commun. Mag. 2018, 56, 103–109. [Google Scholar] [CrossRef]
- Kärkkäinen, M. Increasing efficiency in the supply chain for short shelf life goods using RFID tagging. Int. J. Retail. Distrib. Manag. 2003, 31, 529–536. [Google Scholar] [CrossRef]
- Ustundag, A.; Tanyas, M. The Impacts of Rfid Technology on Supply Chain Costs. Transp. Res. E Logist. Transp. Rev. 2009, 45, 29–38. [Google Scholar] [CrossRef]
- Huang, B.; Wang, W.; Ren, S.; Zhong, R.Y.; Jiang, J. A proactive task dispatching method based on future bottleneck prediction for the smart factory. Int. J. Comput. Integr. Manuf. 2019, 32, 278–293. [Google Scholar] [CrossRef]
- Park, K.T.; Nam, Y.W.; Lee, H.S.; Im, S.J.; Noh, S.D.; Son, J.Y.; Kim, H. Design and implementation of a digital twin application for a connected micro smart factory. Int. J. Comput. Integr. Manuf. 2019, 32, 596–614. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. Ifac-Pap. 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Kuo, Y.-H.; Kusiak, A. From data to big data in production research: The past and future trends. Int. J. Prod. Res. 2018, 57, 4828–4853. [Google Scholar] [CrossRef] [Green Version]
- Kusiak, A. Artificial Intelligence and Operations Research In Flexible Manufacturing Systems. Infor: Inf. Syst. Oper. Res. 1987, 25, 2–12. [Google Scholar] [CrossRef]
- Brintrup, A.; Pak, J.; Ratiney, D.; Pearce, T.; Wichmann, P.; Woodall, P.; McFarlane, D. Supply chain data analytics for predicting supplier disruptions: A case study in complex asset manufacturing. Int. J. Prod. Res. 2019, 1–12. [Google Scholar] [CrossRef]
- Monostori, L.; Markus, A.; Van Brussel, H.; Westkämpfer, E. Machine Learning Approaches to Manufacturing. Cirp Ann. 1996, 45, 675–712. [Google Scholar] [CrossRef]
- Shiue, Y.-R.; Lee, K.-C.; Su, C.-T. Real-time scheduling for a smart factory using a reinforcement learning approach. Comput. Ind. Eng. 2018, 125, 604–614. [Google Scholar] [CrossRef]
- Corsten, H.; May’, C. Artificial neural networks for supporting production planning and control. Technovation 1996, 16, 67–93. [Google Scholar] [CrossRef]
- Hruschka, H. Determining market response functions by neural network modeling: A comparison to econometric techniques. Eur. J. Oper. Res. 1993, 66, 27–35. [Google Scholar] [CrossRef]
- Wróblewska, A.; Stanisławek, T.; Prus-Zajączkowski, B.; Garncarek, Ł. Robotic Process Automation of Unstructured Data with Machine Learning. Position Pap. 2018 Fed. Conf. Comput. Sci. Inf. Syst. 2018, 16, 9–16. [Google Scholar] [CrossRef] [Green Version]
- Haddara, M.; Elragal, A. The Readiness of ERP Systems for the Factory of the Future. Procedia Comput. Sci. 2015, 64, 721–728. [Google Scholar] [CrossRef] [Green Version]
- Hayes, R.H.; Wheelwright, S.C. Link Manufacturing Process and Product Life Cycles. Harv. Bus. Rev. 1979, 57, 133–140. [Google Scholar]
- Birkel, H.; Veile, J.W.; Müller, J.M.; Hartmann, E.; Voigt, K.-I. Development of a Risk Framework for Industry 4.0 in the Context of Sustainability for Established Manufacturers. Sustain. 2019, 11, 384. [Google Scholar] [CrossRef] [Green Version]
- Hassan, H. Factors Influencing Cloud Computing Adoption in Small and Medium Enterprises. J Inf. Commun. Technol. 2020, 16, 21–41. [Google Scholar]
- Buer, S.-V.; Strandhagen, J.O.; Chan, F.T. The link between Industry 4.0 and lean manufacturing: Mapping current research and establishing a research agenda. Int. J. Prod. Res. 2018, 56, 2924–2940. [Google Scholar] [CrossRef] [Green Version]
- Eisenhardt, K.M. Building Theories from Case Study Research. Acad. Manag. Rev. 1989, 14, 532. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case | Category Description | Total no. of Industry 4.0 (I4.0) Projects | No. of I4.0 Projects Affecting PPC | No. of Projects with SC Partners | Interviewee(s) | No. of Meetings |
|---|---|---|---|---|---|---|
| Company A | Confectionery products | >3 | 2 | 1 | Production planners SC director | 2 2 |
| Company B | PVC pipes & drainage subsystems | >5 | 2 | 1 | SC manager Technical projects engineer Innovation manager | 1 2 1 |
| Company C | Equipment for small & large ships | >3 | 1 | - | Master planner | 1 |
| Company D | Agricultural & industrial balers | >3 | 1 | 1 | Production manager Innovation manager | 2 1 |
| Challenges in PPC levels | Connected Use-cases (with IoT—Internet of Things) | Transparent Use-cases (with BDA—Big Data Analysis) | Intelligent Use-cases (with ML—Machine Learning) |
|---|---|---|---|
| Strategic | |||
| Sales and operations planning (S&OP): 1. Variability in historical demand 2. Uncertainty in forecast demand 3. Unavailability in demand data 4. Investment assessment for green and brown field resource capacity | Real-time point-of-sale data Real-time goods-in-transit data | Demand summary Visibility in production resource performance patterns | Detect demand patterns Identify emerging customer groups Balance inventory and service levels |
| Master production scheduling (MPS): 1. Data integrity and completeness 2. Estimation of product-level demand 3. Inventory variability leading to difficulty in estimating available-to-promise 4. Rescheduling frequency is periodic, while change events are continuous 5. Feedback on accuracy of resource planning | Identify material locations in real-time | Visibility of system performance for various product mix | Continuous lot-size optimization Multi-sourcing of data with error-detection mechanisms Multi-horizon scheduling and planning with KPIs |
| Tactical | |||
| Materials requirements planning (MRP): 1. Data integrity 2. Bill-of-materials updatedness w.r.t. components and levels 3. Inventory data accuracy – what is produced and exact storage location 4. Lot-size determination and revision | Connected materials are easier to track and trace | Enables transparency into the consumption of materials | Continuous lot-size optimization Intelligent planning of inventory control policy |
| Capacity requirements planning (CRP): 1. Process routes/charts updatedness w.r.t. updates to processes and recipes 2. Data accuracy and integrity 3. Process variability 4. Variability in the capabilities and capacity of resources | Capturing the behaviour of production assets | Enables robust lifecycle assessment of assets and precise capacity planning | Predicts when capacity may fall below requirements to meet production plans |
| Operational | |||
| Purchasing function or supplier systems (PSS): 1. Reliability of supplier quality 2. Supplier quantity and timeliness accuracy | Traceability of supplied parts lifecycle | Visibility intro supplier performance | Real-time delivery estimation and stakeholder engagement |
| Shop floor control (SFC): 1. Collect operations data in real-time 2. Job tracking on the shop-floor 3. Resource performance tracking 4. Estimating and updating production schedule after rush jobs | Connected “things” – parts, finished goods, machines, | Visual control for jobs and resource performance tracking in real-time | Real-time resource allocation ML for production control |
| Company A | Company B | Company C | Company D | |
|---|---|---|---|---|
| Classification | Semiprocess; MTS2 | Semiprocess; MTS | Discrete; MTO2 | Discrete; MTO |
| Product and market | Supplies nuts, sweets, and chocolate products to few large retail chains | Supplies plastic pipes to contractors and wholesalers | Supplies propulsion systems to builders of ships and boats | Supplies large balers to final consumers |
| Supply chain structure | Customers (the wholesalers) current have more power in SC | Customers (the wholesalers) current have more power in SC | Dominant player in its SC; produces most components in-house | Small player in the lager agricultural equipment and systems industry |
| Planning tools | Microsoft (MS) Excel for capacity and enterprise resource planning (ERP) for materials planning and control | ERP for all planning and control | MS Excel (uses ERP system for inventory control) | MS Excel (uses ERP system for inventory control) |
| Key PPC challenges | Large variations in plans vs. output; poor visibility of operations | Material tracking; excessive inventory | Available-to-promise capacity difficult to estimate | MRP inefficiencies in final assembly; large CRP buffers |
| Connected initiatives1 | Operator dashboard access to planner | Radio frequency identification (RFID) for the connected factory | - | Connected dashboard with the SFC systems; connected product sending data to cloud |
| Transparent initiatives1 | New dashboard for planning and scheduling | Dashboard for production lines | RCCP2 tool to support sales process | Upgrade of planning tool for resource specificity |
| Intelligent initiatives1 | ML for higher planning precision | ML for quality control in lines | - | ML for processing product use data and predicting service needs |
| Sustainability consideration in PPC process | Not considered explicitly, except at the strategic level | Yes, as a measure of the quantity sent to recycling. | Not considered explicitly, except at the strategic level | Not considered explicitly, except at the strategic level |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oluyisola, O.E.; Sgarbossa, F.; Strandhagen, J.O. Smart Production Planning and Control: Concept, Use-Cases and Sustainability Implications. Sustainability 2020, 12, 3791. https://doi.org/10.3390/su12093791
Oluyisola OE, Sgarbossa F, Strandhagen JO. Smart Production Planning and Control: Concept, Use-Cases and Sustainability Implications. Sustainability. 2020; 12(9):3791. https://doi.org/10.3390/su12093791
Chicago/Turabian StyleOluyisola, Olumide Emmanuel, Fabio Sgarbossa, and Jan Ola Strandhagen. 2020. "Smart Production Planning and Control: Concept, Use-Cases and Sustainability Implications" Sustainability 12, no. 9: 3791. https://doi.org/10.3390/su12093791