Technical Viability Analysis of Industrial Synergies—An Applied Framework Perspective

 , , and
, , and
Abstract
:1. Introduction
2. Background to the Approach
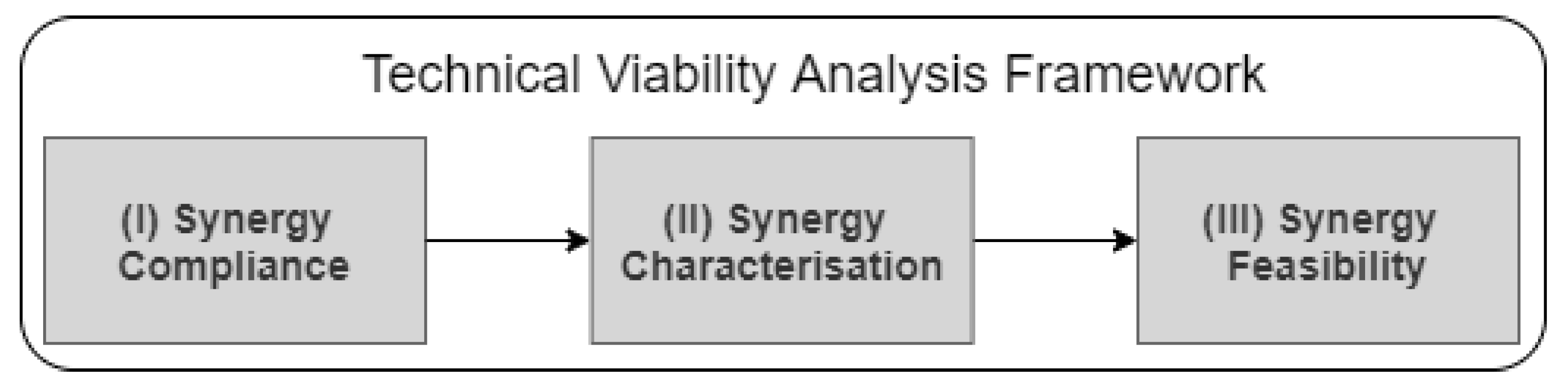
3. The TVAIS Framework
- (I)
- Synergy Compliance—considers the analysis on previous implementation records of an identified synergy and a technical compliance analysis regarding the sectors and the by-product aimed to be exchanged. This stage determines if the synergy is suitable, from a technical standpoint, for further consideration as a real opportunity to be implemented. A flowchart logic has been developed to aid in the decision-making process required for synergy compliance analysis.
- (II)
- Synergy Characterisation—full technical characterisation of the synergy is performed considering the main procedures involved, the definition of the necessary intermediary operations, and the required technologies. A set of variables is proposed bearing in mind the complexity level of the intermediary operations such as the use of technology, transport requirements, necessary resource inputs, outputs, and economic data.
- (III)
- Synergy Feasibility—analysis of the previous characterisation data and assessment of the overall technical feasibility of the synergy, supporting the decision-making for its implementation by a dedicated classification system.
3.1. Synergy Compliance
3.2. Synergy Characterisation
3.3. Synergy Feasibility
4. Application of the TVAIS Framework
5. Conclusions and Practical Implications
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- CEN-CENELEC. Industrial Symbiosis: Core Elements and Implementation Approaches; CEN-CENELEC: Brussels, Belgium, 2018. [Google Scholar]
- Ehrenfeld, J.R. Industrial Ecology: Paradigm Shift or Normal Science? Am. Behav. Sci. 2000, 44, 229–244. [Google Scholar] [CrossRef]
- Chertow, M.R. Industrial symbiosis: Literature and taxonomy. Ann. Rev. Energy Environ. 2000, 25, 313–337. [Google Scholar] [CrossRef] [Green Version]
- Albino, V.; Fraccascia, L.; Giannoccaro, I. Exploring the role of contracts to support the emergence of self-organized industrial symbiosis networks: An agent-based simulation study. J. Clean. Prod. 2016, 112, 4353–4366. [Google Scholar] [CrossRef]
- EREP European Resource Efficiency Platform. Manifesto & Policy Recommendations; EREP: Brussels, Belgium, 2012. [Google Scholar]
- Valenzuela-Venegas, G.; Salgado, J.C.; Díaz-Alvarado, F.A. Sustainability indicators for the assessment of eco-industrial parks: Classification and criteria for selection. J. Clean. Prod. 2016, 133, 99–116. [Google Scholar] [CrossRef]
- Neves, A.; Godina, R.; Azevedo, S.G.; Matias, J.C.O. A comprehensive review of industrial symbiosis. J. Clean. Prod. 2020, 247, 119113. [Google Scholar] [CrossRef]
- Mirata, M. Experiences from early stages of a national industrial symbiosis programme in the UK: Determinants and coordination challenges. J. Clean. Prod. 2004, 12, 967–983. [Google Scholar] [CrossRef]
- Chertow, M.R. “Uncovering” industrial symbiosis. J. Ind. Ecol. 2007, 11, 11–30. [Google Scholar] [CrossRef]
- Vladimirova, D.; Miller, K.; Evans, S. SCALER Deliverable 2.1—Lessons Learnt and Best Practices for Enhancing Industrial Symbiosis in the Process Industry. Scaler 2018, 84. Available online: https://www.scalerproject.eu/wp-content/uploads/2019/01/Report-Industrial-Symbiosis-Best-Practices-H2020-SCALER.pdf (accessed on 11 July 2019).
- Neves, A.; Godina, R.; Azevedo, S.G.; Pimentel, C.; Matias, C.O. The Potential of Industrial Symbiosis: Case Analysis and Main Drivers and Barriers to Its Implementation. Sustainability 2019, 11, 7095. [Google Scholar] [CrossRef] [Green Version]
- Domenech, T.; Doranova, A.; Roman, L.; Smith, M.; Artola, I. Cooperation Fostering Industrial Symbiosis Market Potential, Good Practice and Policy Actions; Final Report; European Commission: Brussels, Belgium, 2018; ISBN 9789279746796. Available online: https://op.europa.eu/en/publication-detail/-/publication/174996c9-3947-11e8-b5fe-01aa75ed71a1/language-en/format-PDF (accessed on 17 March 2020).
- Rademaekers, K.; Zaki, S.S.; Smith, M. Sustainable Industry: Going for Growth & Resource Efficiency. ECORYS Ned. 2011, 1, 1–164. [Google Scholar]
- SPIRE Sustainable Process Industry through Resources and Energy Efficiency. Available online: www.spire2030.eu (accessed on 11 July 2019).
- MAESTRI Total Resource and Energy Efficiency Management System for Process Industries. Available online: maestri-spire.eu (accessed on 11 July 2019).
- FISSAC Fostering Industrial Simbiosis for a Sustainable Resource Intensive Industry across the Extended Construction Value Chain. Available online: https://fissacproject.eu/en/project/ (accessed on 11 July 2019).
- EPOS Enhanced Energy and Resource Efficiency and Performance in Process Industry Operations via Onsite and Cross-Sectorial Symbiosis. Available online: https://www.spire2030.eu/epos (accessed on 11 July 2019).
- SHAREBOX Secure Management Platform for Shared Process Resources. Available online: http://sharebox-project.eu/ (accessed on 11 July 2019).
- SCALER Scaling European Resources with Industrial Symbiosis. Available online: https//www.scalerproject.eu (accessed on 11 July 2019).
- Grant, G.B.; Seager, T.P.; Massard, G.; Nies, L. Information and communication technology for industrial symbiosis. J. Ind. Ecol. 2010, 14, 740–753. [Google Scholar] [CrossRef]
- Maqbool, A.S.; Alva, F.M.; Van Eetvelde, G. An assessment of European information technology tools to support industrial symbiosis. Sustainability 2018, 11, 131. [Google Scholar] [CrossRef] [Green Version]
- Yeo, Z.; Masi, D.; Low, J.S.C.; Ng, Y.T.; Tan, P.S.; Barnes, S. Tools for promoting industrial symbiosis: A systematic review. J. Ind. Ecol. 2019, 23, 1087–1108. [Google Scholar] [CrossRef] [Green Version]
- Trokanas, N.; Cecelja, F.; Raafat, T. Semantic input/output matching for waste processing in industrial symbiosis. Comput. Chem. Eng. 2014, 66, 259–268. [Google Scholar] [CrossRef] [Green Version]
- Cecelja, F.; Raafat, T.; Trokanas, N.; Innes, S.; Smith, M.; Yang, A.; Zorgios, Y.; Korkofygas, A.; Kokossis, A. E-Symbiosis: Technology-enabled support for Industrial Symbiosis targeting Small and Medium Enterprises and innovation. J. Clean. Prod. 2015, 98, 336–352. [Google Scholar] [CrossRef] [Green Version]
- Yu, F.; Han, F.; Cui, Z. Evolution of industrial symbiosis in an eco-industrial park in China. J. Clean. Prod. 2015, 87, 339–347. [Google Scholar] [CrossRef]
- Be-Circle Platform. Available online: http://be-circle.com/ (accessed on 3 April 2020).
- Moodie, J.; Salenius, V.; Leino, J. Industrial Symbiosis in the Baltic Sea Region—Current Practices and Guidelines for New Initiatives. Nordregio Policy Brief 2019. [Google Scholar] [CrossRef] [Green Version]
- Ecluse. Available online: https://www.ecluse.be/homepage/ (accessed on 3 April 2020).
- Carbon4PUR. Available online: https://www.carbon4pur.eu/ (accessed on 3 April 2020).
- INDAVER. Available online: https://www.indaver.com/be-en/home/ (accessed on 3 April 2020).
- Jato-Espino, D.; Ruiz-Puente, C. Fostering circular economy through the analysis of existing open access industrial symbiosis databases. Sustainability 2020, 12, 952. [Google Scholar] [CrossRef] [Green Version]
- Kosmol, L. Sharing is Caring—Information and Knowledge in Industrial Symbiosis: A Systematic Review. In Proceedings of the 2019 IEEE 21st Conference on Business Informatics (CBI), Moscow, Russia, 15–17 July 2019; pp. 21–30. [Google Scholar]
- Low, J.S.C.; Tjandra, T.B.; Yunus, F.; Chung, S.Y.; Tan, D.Z.L.; Raabe, B.; Ting, N.Y.; Yeo, Z.; Bressan, S.; Ramakrishna, S.; et al. A Collaboration Platform for Enabling Industrial Symbiosis: Application of the Database Engine for Waste-to-Resource Matching. Procedia CIRP 2018, 69, 849–854. [Google Scholar] [CrossRef]
- Cao, X.; Wen, Z.; Xu, J.; De Clercq, D.; Wang, Y.; Tao, Y. Many-objective optimization of technology implementation in the industrial symbiosis system based on a modified NSGA-III. J. Clean. Prod. 2020, 245, 118810. [Google Scholar] [CrossRef]
- Azevedo, J.; Dias, R.; Ferreira, I.; Henriques, J.; Estrela, M.; Ascenço, C. SCALER Deliverable 3.2—Technology Database Template and Guide for Upgrading. Available online: https://www.scalerproject.eu/wp-content/uploads/2019/10/Technology-database-for-synergies-setup-SCALER-D3.2.pdf (accessed on 11 July 2019).
- Stéphane, O.; Jean-baptiste, Q.; Charles-xavier, S.; Gwenaël, L.M.; Mouad, M.; Alexandre, B. A Cross-Sectorial Synergies Identification Methodology for Industrial Symbiosis; Springer: Singapore, 2019; Volume 130, ISBN 978-3-030-04289-9. [Google Scholar]
- Cervo, H.; Ferrasse, J.H.; Descales, B.; Van Eetvelde, G. Blueprint: A methodology facilitating data exchanges to enhance the detection of industrial symbiosis opportunities—Application to a refinery. Chem. Eng. Sci. 2020, 211, 115254. [Google Scholar] [CrossRef]
- Altek. Available online: www.altek-al.com/index.html (accessed on 3 April 2020).
- Schorcht, F.; Kurti, I.; Scalet, B.M.; Roudier, S.; Sancho, L.D. Best Available Techniques (BAT) Reference Document for the Production of Cement, Lime and Magnesium Oxide (CLM BREF). Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/CLM_Published_def_0.pdf (accessed on 10 April 2019).
- Cusano, G.; Gonzalo, M.R.; Farrell, F.; Remus, R.; Roudier, S.; Sancho, L.D. Best Available Techniques (BAT) Reference Document for the Non-Ferrous Metals Industries (NFM BREF). Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2020-01/JRC107041_NFM_bref2017.pdf (accessed on 10 April 2019).
- Luo, Y.; Zheng, S.; Ma, S.; Liu, C.; Wang, X. Ceramic tiles derived from coal fly ash: Preparation and mechanical characterization. Ceram. Int. 2017, 43, 11953–11966. [Google Scholar] [CrossRef]
- Queralt, I.; Querol, X.; López-Soler, A.; Plana, F. Use of coal fly ash for ceramics: A case study for a large Spanish power station. Fuel 1997, 76, 787–791. [Google Scholar] [CrossRef]
- Bonazza, A.; Cunico, L.; Dircetti, G.; Dondi, M.; Guarini, G.; Ruffini, A. Recycling of steel slag in clay brick production. In Proceedings of the Key Engineering Materials. Key Eng. Mater. 2002, 206, 835–838. [Google Scholar]
- Scalet, B.M.; Muñoz, M.G.; Sissa, A.Q.; Roudier, S.; Sancho, L.D. Best Available Techniques (BAT) Reference Document for the Manufacture of Glass (GLS BREF). Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/GLS_Adopted_03_2012_0.pdf (accessed on 10 April 2019).
- Hu, G.; Li, J.; Zeng, G. Recent development in the treatment of oily sludge from petroleum industry: A review. J. Hazard. Mater. 2013, 261, 470–490. [Google Scholar] [CrossRef] [PubMed]
- Addi, Y.; Khouider, A. Treatment and Recovery of Sludge Containing Heavy Metals. ECS Trans. 2012, 41, 29. [Google Scholar] [CrossRef]
- Elektorowicz, M.; Muslat, Z. Removal of heavy metals from oil sludge using ion exchange textiles. Environ. Technol. 2008, 29, 393–399. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
| STAGE | STEPS | OBJECTIVE/SCOPE DEFINITION QUESTIONS? | KEYWORDS DEFINITION | RESEARCH PROCEDURE | INFORMATION SOURCE (Prioritised) |
| (I)SYNERGY COMPLIANCE | Implementation Records | Has the synergy already been considered/ implemented at industrial level? Is there any evidence of these implementation? Is the synergy already being considered for future exchanges? | Related to the by-product/element of interest being exchanged and the involved sectors, subsectors or even industrial processes. | Start by assessing the level of information given by the pre-identification source related to the synergy, such as the sectors involved, and description of the exchanges. Look for potential case studies databases or other case study sources. | Industrial Symbiosis databases, search engines BREF, academic databases |
| Technical Compliance | From a technical standpoint, is the Synergy relevant? Is there a need for the specific by-product/element of interest in the receiver sector? | Related to the industrial processes of the involved companies; Also related to the utilisation of the by-product in the receiver sector. | Characterise sender and receiver sector; Characterise by-product of interest. This involves a macro understanding of the subsector and the processes involved and identification of the by-product relationship with the process (analyse the Inputs, Outputs and Wastes of the process). | BREF, Academic databases, search engine |
| STAGE | STEPS | OBJECTIVE/SCOPE DEFINITION | KEYWORDS DEFINITION | RESEARCH PROCEDURE | INFORMATION SOURCE (Prioritised) |
| (II)SYNERGY CARACTERISATION | Procedure Definition | Identify the associated processes/technology or set of technologies necessary, and the associated logistics for the technical implementation of the synergy. Q: Does it require any intermediary process for the synergy to be implemented? Q: If so, what kind of intermediary processes does it require? | At first related to the utilisation of the by-product/ element of interest in a receiver industry. Later, specific keywords could be related to technologies. | Cross the information available and understand what kind of treatments are needed; Look for keywords referring to treatments/technics (physical, chemical, other processes); Find the technologies associated with the technologies/treatments. | BREF, academic databases, search engine |
| Direct or Indirect? | Clearly identify the type of synergy. Direct in case the by-product = element of interest. Indirect if otherwise. | Related to the by-product and the characteristics of the by-product and to the receiver process raw inputs. | Cross the information from the sectorial and by-product characterisation. Does the treatment require extraction of a valuable component? If so, then indirect. | Synergy identification tool/database, BREF, Search engine |
| Technical Variable | Description |
|---|---|
| Yield and Recovery Rate | Yield corresponds to the productivity that a Procedure or Technology can obtain in a defined period, and the recovery rate the amount of by-product the element of interest (if applicable) that can be extracted. |
| Transport | Related to the needs on transport and associated requirements. What are the transportation characteristics needs for a given by-product/element of interest such as means of transport, requirements, Safety guidelines and precautions? |
| Inputs | Identifies the needs on any material/product required for the operation of the selected procedure/technology. E.g., Which are the material inputs for the technical processes? (water, energy, materials, other resources…). |
| Outputs | Identifies the outputs of the treatment process such as in terms of waste (gaseous, liquid, solid emissions), or in terms of additional product(s)/by-product(s). |
| Required Specifications | The required specifications refer to generic requirements associated to the implementation of the synergy (procedure/ technology). E.g., does the by-product require sampling and characterisation beforehand the application of the procedure/technology? Which analysis? |
| Costs | Costs variable is related to the economical characterisation of the procedure/technology such as operational expenditures (OPEX), capital expenditures (CAPEX), payback period (PBP) and/or other economic variables. |
| Technical Feasibility | Feasibility Level | Description |
|---|---|---|
| Feasible | Low Technical Requirements | Lower technical complexity procedure, comprising mechanical and physical treatment or only transport (usually associated to direct synergies). |
| High Technical Requirements | Higher technical complexity procedure and/or number of intermediary processes required (usually associated to indirect synergies). | |
| Limited Potential | The procedure associated to this synergy presents previous implementation records, but constraints related to technical data (waste composition, receiver quality standards, logistic and infrastructure) limits for its final accurate analysis. Further evaluation is advised. | |
| Not Feasible | Unavailable Support Data | No previous implementation records or technology have been found and/or lack of support data to sustain a final positive technical decision. Further evaluation regarding technical feasibility for implementation is needed. |
| Underdeveloped Technology | There are no reliable technologies available in the desired scale for waste stream valorisation. |
| Synergy Description | ||||
| Synergy ID | By-Product | Sender Sector | Receiver Sector | References |
| 1 | Salt Slag | Aluminium production | Cement (Raw materials preparation) | [38,39,40] |
| 2 | Coal Fly Ash | Coal Combustion Plants | Ceramic (Brick and roof tiles manufacturing) | [41,42] |
| 3 | Blast Furnace Slag | Steel (Blast Furnaces manufacturing) | Ceramic (Brick and roof tiles manufacturing) | [43] |
| 4 | Blast Furnace Slag | Steel (Blast Furnaces manufacturing) | Glass (Stone and slag wool manufacturing) | [44] |
| 5 | Sludge | Refining Mineral Oil and Gas (Crude Atmospheric Distillation) | Non-Ferrous Metals Industries (Secondary Copper Smelting Pyrometallurgical Route) | [45,46,47] |
| Synergy ID | Type of Synergy | Procedure Name | Procedure Description | Yield and Recovery Rate |
|---|---|---|---|---|
| 1 | Direct/Indirect | Full recycling of salt slag | Salt Slag is Crushed and Sieved to recover Aluminium granulate. Then Leaching—Thickener (Treated gas/ammonium sulphate). Filter (washing and dryer—to recover aluminium oxides)—Centrifuge and Dryer are applied before the Recycling Salt. In the full recycling of salt slag the aluminium oxides are recovered by Filtration, followed by washing and drying of insoluble oxides. | Per each tone of salt slag result 0.46–0.68 t of aluminium oxides. 100% of the insoluble aluminium oxides |
| 2 | Direct | Fly ash valorisation for ceramic materials manufacturing | There are reported cases of fly ash utilisation to produce ceramic materials. Fly ashes could be directly mixed with raw natural clay to produce ceramic bricks. | N.A. |
| 3 | Direct | BF slag valorisation for brick manufacturing | Steel slags could be potentially directly used as a raw material for the manufacture of ceramic bricks; however, grinding and magnetic separation are needed as a pre-treatment. The feasibility of incorporating steel slags in clay fired bricks was studied by Bonazza et al. [41] which reported being successfully able to produce good quality bricks. However, carefully should be taken to pre-treat the slag by means of grounding and ferromagnetic material removal in order to ensure good protection and management of the manufacture equipment. | N.F. |
| 4 | Direct | Steel slag valorisation for mineral wool production | By-product could be directly used as a raw material for mineral wool slag production. Blast Furnace slag is allowed to slowly cool by ambient air. The resulting product is Air-cooled Blast Furnace Slag which is used in the manufacturing of insulating mineral wool. | N.A. |
| 5 | Indirect | Solvent extraction—Ion Exchange | Ion exchange textile activation using diluted sulfuric acid, distilled water, and diethyl ether—Ion exchange extraction using acetone as solvent. Current practices for oily sludges treatment have been developed for the purpose of recovery of Petroleum hydrocarbons, which have no or limited effects on the removal of heavy metals. The existence of heavy metals is one of the problems preventing oily sludge from being directly recycled as fuel because of fouling and corrosion of catalysts [43]. Therefore, it is expected for new technologies to be developed and implemented for heavy metal recovery. In general, these efforts are currently at the laboratory to small pilot plant stages, and no dates have been set for commercialisation. Elektorowicz and Muslat [45], combined solvent extraction with ion exchange textile process to remove heavy metals in oily sludge. The proposed technology is based on this research which describes a lab scale procedure to recover vanadium, cadmium, copper, nickel, zinc, and iron from oil sludge. | Recovery Rate: Vanadium: 100% Cadmium: 99% Zinc: 96% Nickel: 94% Iron: 92% Copper: 89% |
| Synergy ID | OUTPUT | Transport | INPUT | Required Specifications | Costs |
|---|---|---|---|---|---|
| 1 | All off-gases are treated in a bag filter and the separated dust is sent directly to the dissolvers | Before loading ensure container, respective compartment is clean and dry. Alumina is a very dusty cargo and should remain perfectly dry. Other cargo must also be protected against dust damage. Fine alumina penetrates everywhere and given the possibility of high loading temperature (65–70 °C). Personal protective equipment must be used in all handling stages. Safety glasses, goggles, protective clothing is advised. | 1900 MJ to 3845 MJ per ton of salt slag processed (FUEL + ELETRICITY). Close Loop Water recirculation | N.A. | PBP in less than 2 years |
| 2 | CO2 emissions derived from transport and electricity consumption | The transportation of coal combustion by-products requires special attention to fugitive dust emissions. | N.A. | Since there are differences between one source of fly ash to another, no general rules can be applied for their use in ceramic production. Physical and chemical characterisation of samples is necessary. Chemical and mineralogical analysis to determine the exact composition of the by-product. Leaching characterisation (TCLP) test. | Costs associated to transport and testing |
| 3 | Derived from transport | Slag is usually packed in bags of paper or jute. | Electricity: YES; Water YES; Heat: YES | Chemical and mineralogical analysis to determine the composition of the by-product | Costs could be associated with crushing and grinding operations as well as magnetic separation. Electrical consumption |
| 4 | Derived from transport | Slag is usually packed in bags of paper or jute. Avoid wetting | N.A. | No required specifications | N.A. |
| 5 | CO2 emissions are derived from electricity consumption | The transportation requirements are associated to each specific material characteristics. | Electricity: Yes; Water: Yes; Reagents: Sulfuric acid, distilled water, diethyl ether, Solvent (better results were obtained using Acetone) | N.A. | Technology tested at a lab scale. No economic analysis was found |
| Synergy ID | Final Comment | Technical Feasibility |
|---|---|---|
| 1 | Processing of salt slag is already a standard in this sender process. Aluminium oxides separation is already implemented and can be directly sent to final users | Feasible: low technical requirements/Feasible: high technical requirements |
| 2 | Coal fly ashes could potentially be used directly in the manufacture of ceramic products and substitute natural raw materials | Feasible: Low technical requirements |
| 3 | Feasibility depends on the incorporation percentage and for which application is the brick designed to. | Feasibility: Limited potential |
| 4 | Mineral wool manufacturing already contemplates the receiving of Blast Furnace slags for mineral slag wool production. No associated treatment or technologies were identified. | Feasible: Low technical requirements |
| 5 | Tests were carried out in lab scale with promising results. No references concerning industrial scale utilisation were found. | Not feasible: Underdeveloped technology |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dias, R.; Azevedo, J.; Ferreira, I.; Estrela, M.; Henriques, J.; Ascenço, C.; Iten, M. Technical Viability Analysis of Industrial Synergies—An Applied Framework Perspective. Sustainability 2020, 12, 7720. https://doi.org/10.3390/su12187720
Dias R, Azevedo J, Ferreira I, Estrela M, Henriques J, Ascenço C, Iten M. Technical Viability Analysis of Industrial Synergies—An Applied Framework Perspective. Sustainability. 2020; 12(18):7720. https://doi.org/10.3390/su12187720
Chicago/Turabian StyleDias, Rui, João Azevedo, Inês Ferreira, Marco Estrela, Juan Henriques, Cristina Ascenço, and Muriel Iten. 2020. "Technical Viability Analysis of Industrial Synergies—An Applied Framework Perspective" Sustainability 12, no. 18: 7720. https://doi.org/10.3390/su12187720