Pervious Pavement Blocks Made from Recycled Polyethylene Terephthalate (PET): Fabrication and Engineering Properties



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
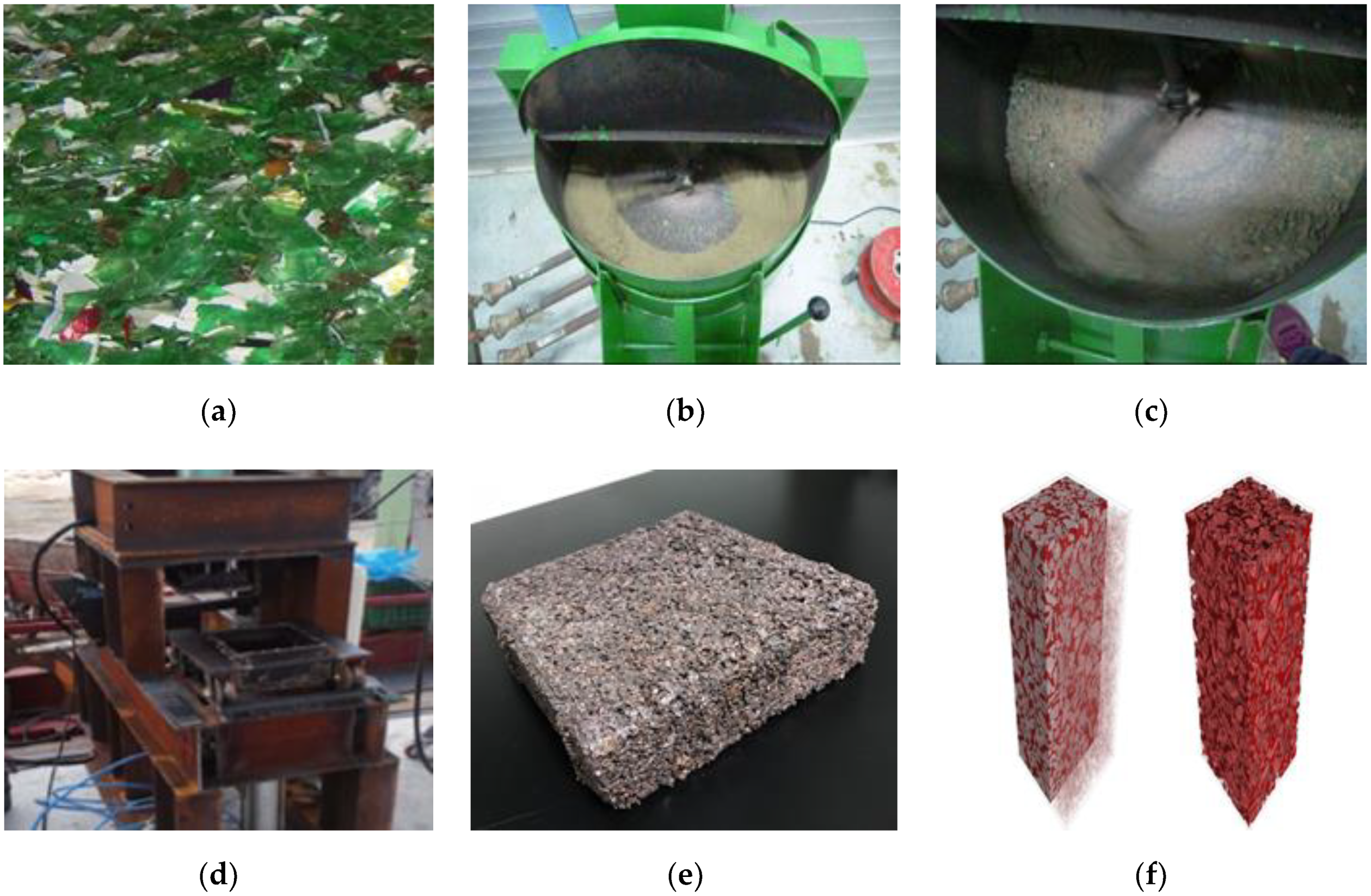
2.2. Fabrication of RPA Blocks
2.3. Material Testing
2.3.1. Flexural Strength Test
2.3.2. In Situ Permeability Test
2.3.3. Sand-Clogged Permeability Test
2.3.4. Freeze–Thaw Durability Test
3. Engineering Properties of RPA Blocks
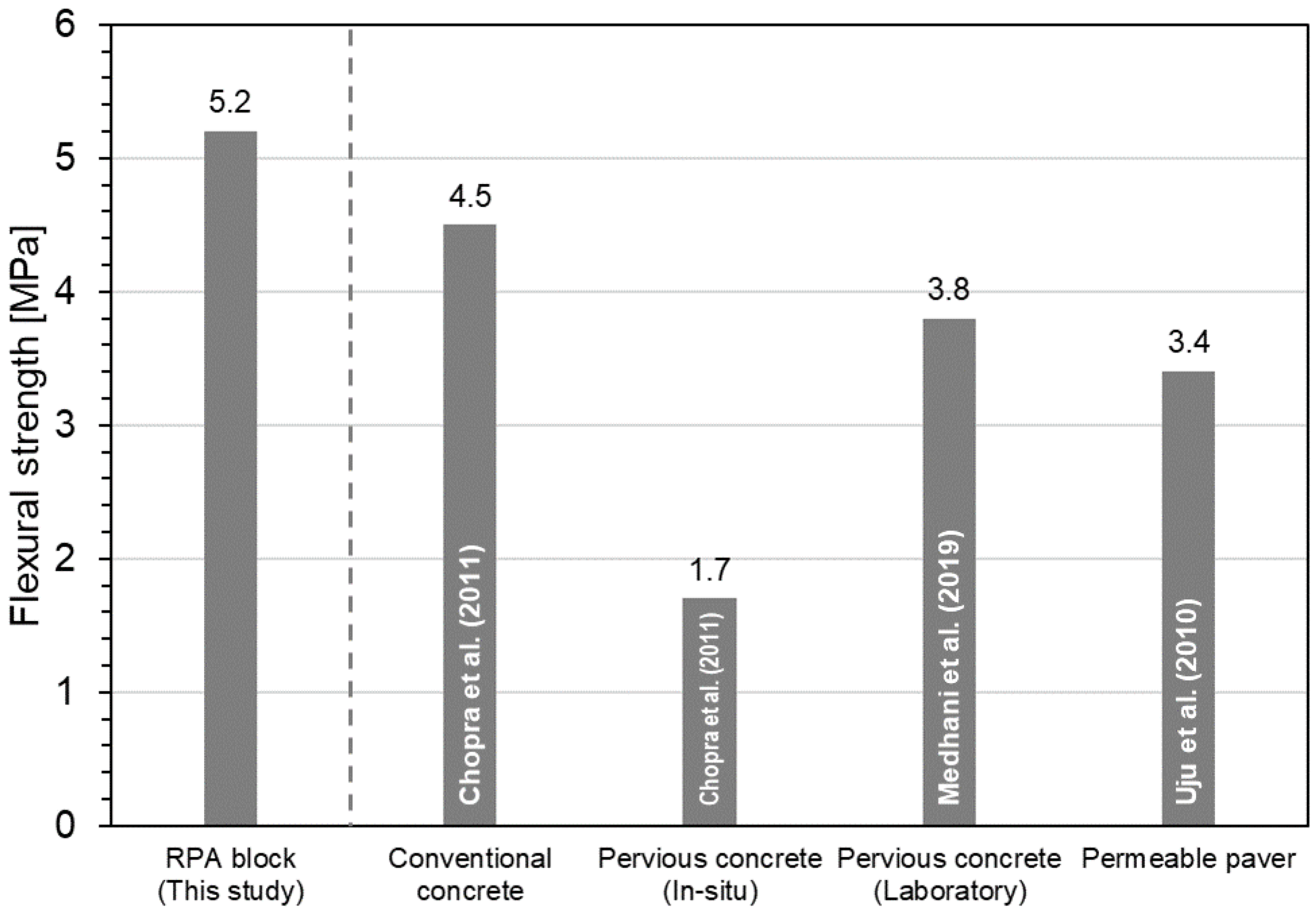
3.1. Flexural Strength
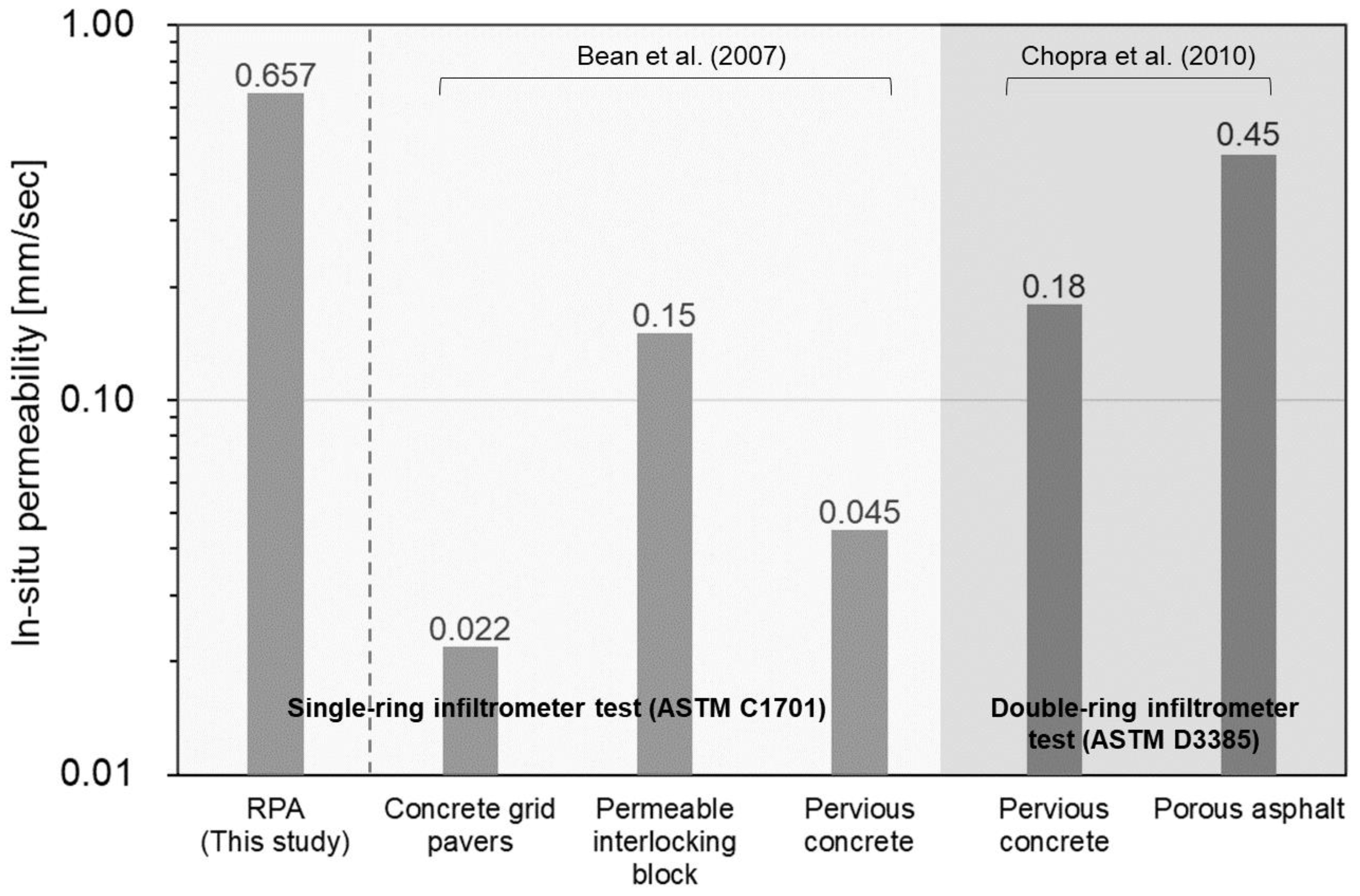
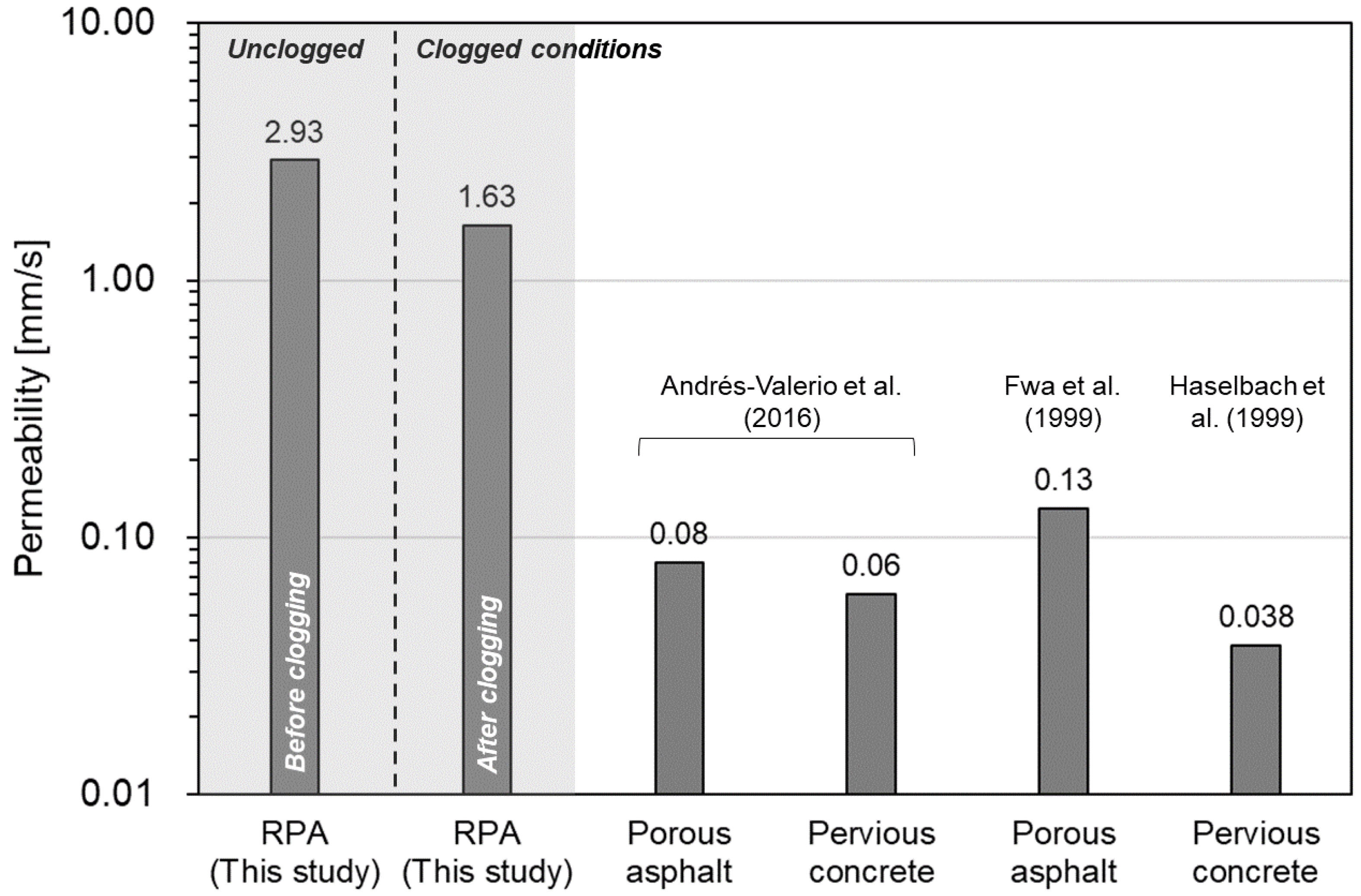
3.2. In Situ Permeability and Sand-Clogged Permeability
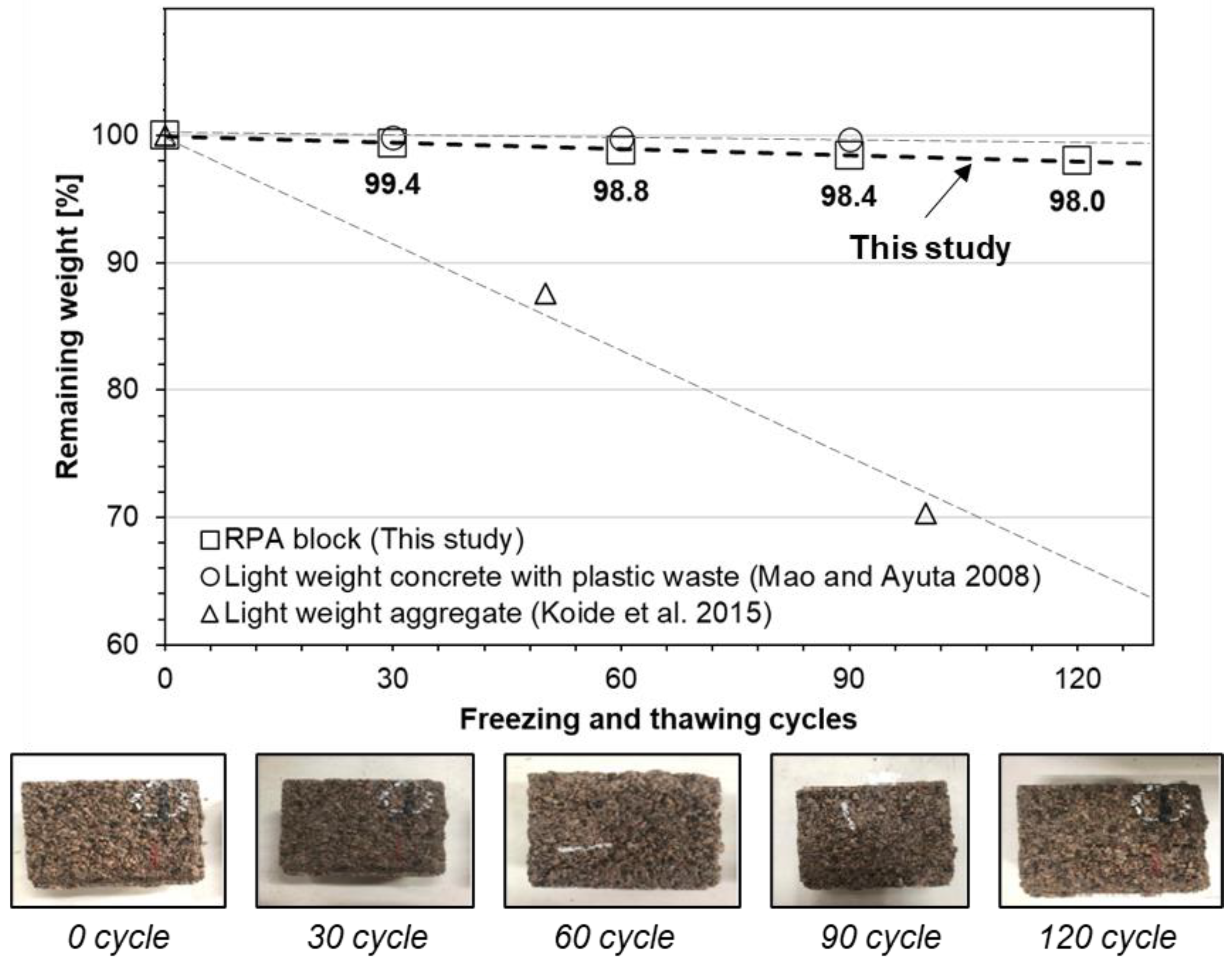
3.3. Durability
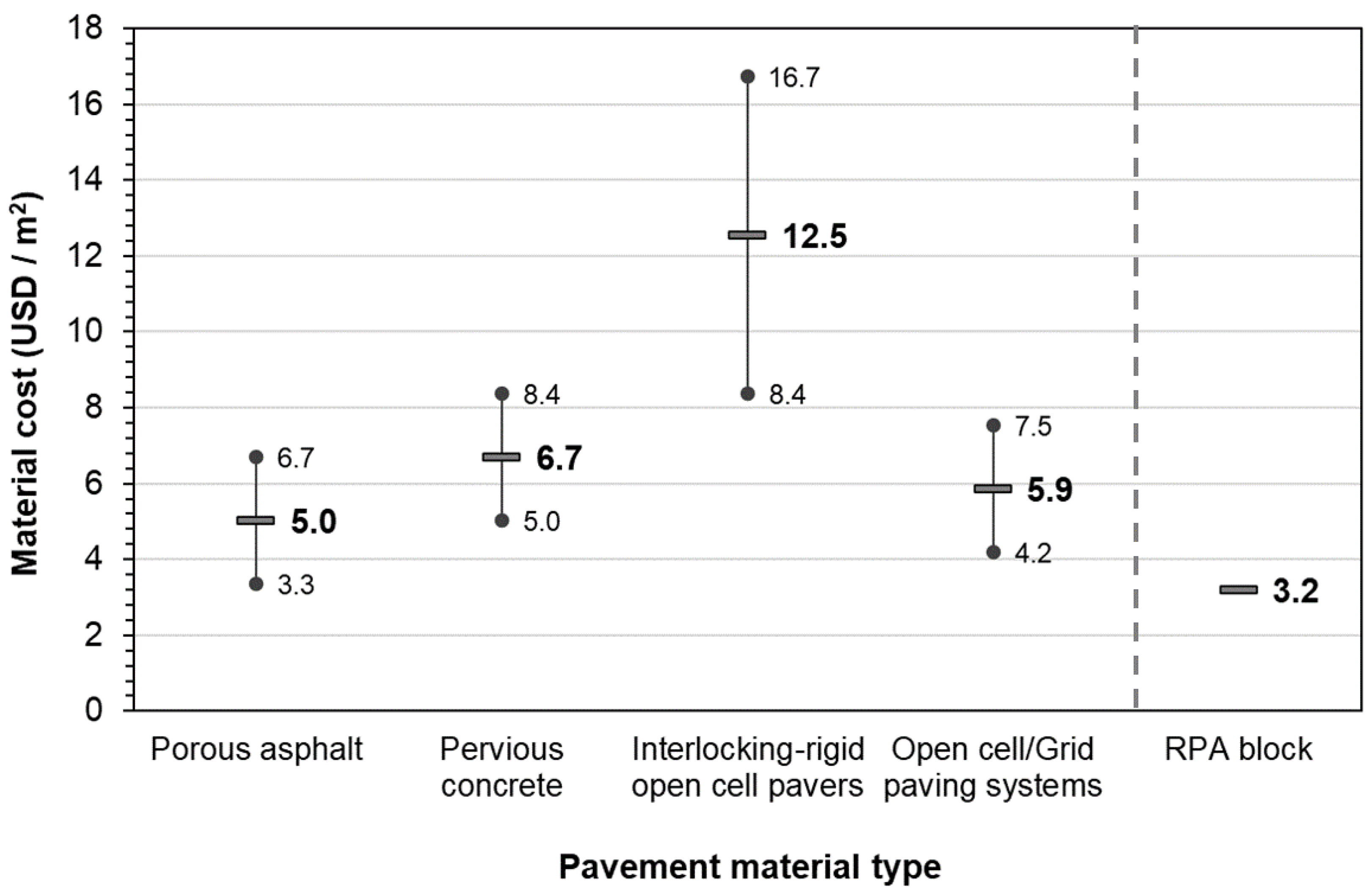
3.4. Performance Summary and Economic Feasiblity of RPA Block
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Haselbach, L.M.; Valavala, S.; Montes, F. Permeability predictions for sand-clogged Portland cement pervious concrete pavement systems. J. Environ. Manag. 2006, 81, 42–49. [Google Scholar] [CrossRef]
- Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 2016, 111, 15–21. [Google Scholar] [CrossRef]
- Mullaney, J.; Lucke, T. Practical review of pervious pavement designs. Clean–Soil Air Water 2014, 42, 111–124. [Google Scholar] [CrossRef]
- Dreelin, E.A.; Fowler, L.; Ronald Carroll, C. A test of porous pavement effectiveness on clay soils during natural storm events. Water Res. 2006, 40, 799–805. [Google Scholar] [CrossRef] [PubMed]
- Scholz, M.; Grabowiecki, P. Review of permeable pavement systems. Build. Environ. 2007, 42, 3830–3836. [Google Scholar] [CrossRef]
- Chang, I.; Lee, M.; Cho, G.-C. Global CO2 emission-related geotechnical engineering hazards and the mission for sustainable geotechnical engineering. Energies 2019, 12, 2567. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.A.; Imteaz, M.A.; Arulrajah, A.; Piratheepan, J.; Disfani, M.M. Recycled construction and demolition materials in permeable pavement systems: Geotechnical and hydraulic characteristics. J. Clean. Prod. 2015, 90, 183–194. [Google Scholar] [CrossRef]
- Kelley, K.N. Use of Recycled Oyster Shells as Aggregate for Pervious Concrete; University of Florida: Gainesville, FL, USA, 2009. [Google Scholar]
- Nguyen, D.H.; Boutouil, M.; Sebaibi, N.; Baraud, F.; Leleyter, L. Durability of pervious concrete using crushed seashells. Constr. Build. Mater. 2017, 135, 137–150. [Google Scholar] [CrossRef]
- Tho-in, T.; Sata, V.; Chindaprasirt, P.; Jaturapitakkul, C. Pervious high-calcium fly ash geopolymer concrete. Constr. Build. Mater. 2012, 30, 366–371. [Google Scholar] [CrossRef]
- Kuo, W.-T.; Liu, C.-C.; Su, D.-S. Use of washed municipal solid waste incinerator bottom ash in pervious concrete. Cem. Concr. Compos. 2013, 37, 328–335. [Google Scholar] [CrossRef]
- Gourmelon, G. Global plastic production rises, recycling lags. Vital Signs 2015, 22, 91–95. [Google Scholar]
- Uhrin, A.V.; Schellinger, J. Marine debris impacts to a tidal fringing-marsh in North Carolina. Mar. Pollut. Bull. 2011, 62, 2605–2610. [Google Scholar] [CrossRef] [PubMed]
- Browne, M.A.; Dissanayake, A.; Galloway, T.S.; Lowe, D.M.; Thompson, R.C. Ingested microscopic plastic translocates to the circulatory system of the mussel, Mytilus edulis (L.). Environ. Sci. Technol. 2008, 42, 5026–5031. [Google Scholar] [CrossRef] [PubMed]
- Rochman, C.M.; Browne, M.A.; Halpern, B.S.; Hentschel, B.T.; Hoh, E.; Karapanagioti, H.K.; Rios-Mendoza, L.M.; Takada, H.; Teh, S.; Thompson, R.C. Classify plastic waste as hazardous. Nature 2013, 494, 169–171. [Google Scholar] [CrossRef]
- Pauly, J.L.; Stegmeier, S.J.; Allaart, H.A.; Cheney, R.T.; Zhang, P.J.; Mayer, A.G.; Streck, R.J. Inhaled cellulosic and plastic fibers found in human lung tissue. Cancer Epidemiol. Prev. Biomark. 1998, 7, 419–428. [Google Scholar]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [Green Version]
- Corinaldesi, V.; Donnini, J.; Nardinocchi, A. Lightweight plasters containing plastic waste for sustainable and energy-efficient building. Constr. Build. Mater. 2015, 94, 337–345. [Google Scholar] [CrossRef]
- Senthil Kumar, K.; Baskar, K. Recycling of E-plastic waste as a construction material in developing countries. J. Mater. Cycles Waste Manag. 2015, 17, 718–724. [Google Scholar] [CrossRef]
- Intini, F.; Kühtz, S. Recycling in buildings: An LCA case study of a thermal insulation panel made of polyester fiber, recycled from post-consumer PET bottles. Int. J. Life Cycle Assess. 2011, 16, 306–315. [Google Scholar] [CrossRef]
- Consoli Nilo, C.; Montardo Júlio, P.; Prietto Pedro Domingos, M.; Pasa Giovana, S. Engineering behavior of a sand reinforced with plastic waste. J. Geotech. Geoenviron. Eng. 2002, 128, 462–472. [Google Scholar] [CrossRef]
- Ji, L.N. Study on preparation process and properties of polyethylene terephthalate (PET). Appl. Mech. Mater. 2013, 312, 406–410. [Google Scholar] [CrossRef]
- Baghaee Moghaddam, T.; Karim, M.R.; Syammaun, T. Dynamic properties of stone mastic asphalt mixtures containing waste plastic bottles. Constr. Build. Mater. 2012, 34, 236–242. [Google Scholar] [CrossRef] [Green Version]
- ASTM. C67/67M Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM. C1701/1701M 17a Standard Test Method for Infiltration Rate of In Place Pervious Concrete; ASTM: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Razzaghmanesh, M.; Beecham, S. A review of permeable pavement clogging investigations and recommended maintenance regimes. Water 2018, 10, 337. [Google Scholar] [CrossRef] [Green Version]
- ASTM. C666 Standard Test Method for Resistance of Concrete to Rapid Freezing and Thawing; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Portland Cement Association. Pervious concrete mixtures and properties. Concr. Technol. Today 2004, 25, 3–4. [Google Scholar]
- New Jersey Stormwater. New Jersey Stormwater Best Management Practices Manual; New Jersey Department of Environmental Protection: Trenton, NJ, USA, 2004. [Google Scholar]
- Seoul Metropolitan Government. Pervious Pavement Installation, Construction, and maintenance Design Manul (Ver.2.0); Seoul Metropolitan Government: Seoul, Korea, 2013.
- Interlocking Concrete Pavement Institute. Tech Spec 23. Maintenance Guide for Permeable Interlocking Concrete Pavements. Available online: https://icpi.org/tech-specs (accessed on 16 February 2020).
- ASTM. C936 Solid Concrete Interlocking Pavering Units; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Chopra, M.; Stuart, E.; Hardinm, M.; Uju, I.; Wanielista, M. Pervious Pavements-Installation, Operation and Strength. Part 1: Pervious Concrete Systems; Florida Department of Transportation: Tallahassee, FL, USA, 2011. [Google Scholar]
- Medhani, R.; Khan, W.; Arhin, S. Evaluation of Mix Designs and Test Procedures for Pervious Concrete; District Department of Transportation: Washington, DC, USA, 2014. [Google Scholar]
- Uju, I. A Study of the Strength of Pervious Pavement Systems; University of Central Florida in Orlando: Orlando, FL, USA, 2010. [Google Scholar]
- Bean, E.Z.; Hunt, W.F.; Bidelspach, D.A. Field survey of permeable pavement surface infiltration rates. J. Irrig. Drain. Eng. 2007, 133, 249–255. [Google Scholar] [CrossRef]
- Chopra, M.B.; Stuart, E.; Wanielista, M.P. Pervious pavement systems in Florida-Research results. In Low Impact Development 2010; American Society of Civil Engineers: San Francisco, CA, USA, 2010; pp. 193–206. [Google Scholar]
- Andrés-Valeri, V.C.; Marchioni, M.; Sañudo-Fontaneda, L.A.; Giustozzi, F.; Becciu, G. Laboratory assessment of the infiltration capacity reduction in clogged porous mixture surfaces. Sustainability 2016, 8, 751. [Google Scholar] [CrossRef] [Green Version]
- Fwa, T.; Tan, S.; Guwe, Y. Laboratory evaluation of clogging potential of porous asphalt mixtures. Transp. Res. Rec. 1999, 1681, 43–49. [Google Scholar] [CrossRef]
- Mao, J.; Ayuta, K. Freeze–thaw resistance of lightweight concrete and aggregate at different freezing rates. J. Mater. Civ. Eng. 2008, 20, 78–84. [Google Scholar] [CrossRef]
- Koide, H.; Tomon, M.; Sasaki, T. Investigation of the use of waste plastic as an aggregate for lightweight concerte. In Proceedings of the Challenges of Concrete Construction, University of Dendee, Scotland, UK, 9–11 September 2002. [Google Scholar]
- Gesoğlu, M.; Güneyisi, E.; Khoshnaw, G.; İpek, S. Abrasion and freezing–thawing resistance of pervious concretes containing waste rubbers. Constr. Build. Mater. 2014, 73, 19–24. [Google Scholar] [CrossRef]
- Aubert, J.E.; Gasc-Barbier, M. Hardening of clayey soil blocks during freezing and thawing cycles. Appl. Clay Sci. 2012, 65, 1–5. [Google Scholar] [CrossRef]
- Tawfik, M.E.; Eskander, S.B. Chemical recycling of poly(ethylene terephthalate) waste using ethanolamine. Sorting of the end products. Polym. Degrad. Stab. 2010, 95, 187–194. [Google Scholar] [CrossRef]
- Demirel, B.; Yaraş, A.; Elçiçek, H. Crystallization behavior of PET materials. J. Balikesir Univ. Inst. Sci. Technol. 2011, 13, 26–35. [Google Scholar]
- Lu, X.F.; Hay, J.N. Isothermal crystallization kinetics and melting behaviour of poly(ethylene terephthalate). Polymer 2001, 42, 9423–9431. [Google Scholar] [CrossRef]
- Berdahl, P.; Bretz, S.E. Preliminary survey of the solar reflectance of cool roofing materials. Energy Build. 1997, 25, 149–158. [Google Scholar] [CrossRef] [Green Version]
- Cambridge Systematics, Inc. Cool Pavement Report: EPA Cool Pavements Study-Task 5; Environmental Protection Agency: Chevy Chase, MD, USA, 2005. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | RPA Block | International Criteria | ||
|---|---|---|---|---|
| Test Results | Test Method | Recommendation | Institution | |
| Flexural strength | 5.2 MPa | ASTM C67 | 1.0–3.8 MPa | Portland Cement Association (USA) |
| In situ permeability | 2365.2 mm/h | ASTM C1701 | 828.0 mm/h 2 | New Jersey Stormwater (USA) |
| 360.0 mm/h 2 | Seoul Metropolitan Government (Korea) | |||
| Sand-clogged permeability | 2.93 to 1.63 mm/s | ASTM C1701 1 | 0.14 mm/s 3 | Interlocking Concrete Pavement Institute (USA) |
| Durability (freezing and thawing) | 2.0% mass loss 4 per 120 cycles on average | ASTM C666 | 1% or less per 50 cycles | ASTM C936 |
| Reference | This Study | Gesoğlu et al. [42] | Aubert and Gasc-Barbier [43] | |
|---|---|---|---|---|
| Material | RPA block | Plane concrete | Rubberized pervious concrete | Clayey soil block |
| Weathered mass (%/cycles) | 2.0%/120 cycles | 34.0%/300 cycles | 3.5%/240 cycles | 0.7%/28 cycles |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryu, B.-H.; Lee, S.; Chang, I. Pervious Pavement Blocks Made from Recycled Polyethylene Terephthalate (PET): Fabrication and Engineering Properties. Sustainability 2020, 12, 6356. https://doi.org/10.3390/su12166356
Ryu B-H, Lee S, Chang I. Pervious Pavement Blocks Made from Recycled Polyethylene Terephthalate (PET): Fabrication and Engineering Properties. Sustainability. 2020; 12(16):6356. https://doi.org/10.3390/su12166356
Chicago/Turabian StyleRyu, Byung-Hyun, Sojeong Lee, and Ilhan Chang. 2020. "Pervious Pavement Blocks Made from Recycled Polyethylene Terephthalate (PET): Fabrication and Engineering Properties" Sustainability 12, no. 16: 6356. https://doi.org/10.3390/su12166356