A Method of Large-Scale Resource Utilization of Algae—Eutrophic Waste from Lake Chao, China: Preparation and Performance Optimization of Composite Packaging Materials

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Algae Powder
2.3. Design Experiments
2.3.1. Single Factor Experiments
2.3.2. Design Experiment Based on Response Surface Method
2.4. Weight Loss Rate Experiment
2.5. Measurements and Characterization
3. Results and Discussions
3.1. Analysis of Single Factor Experimental Results
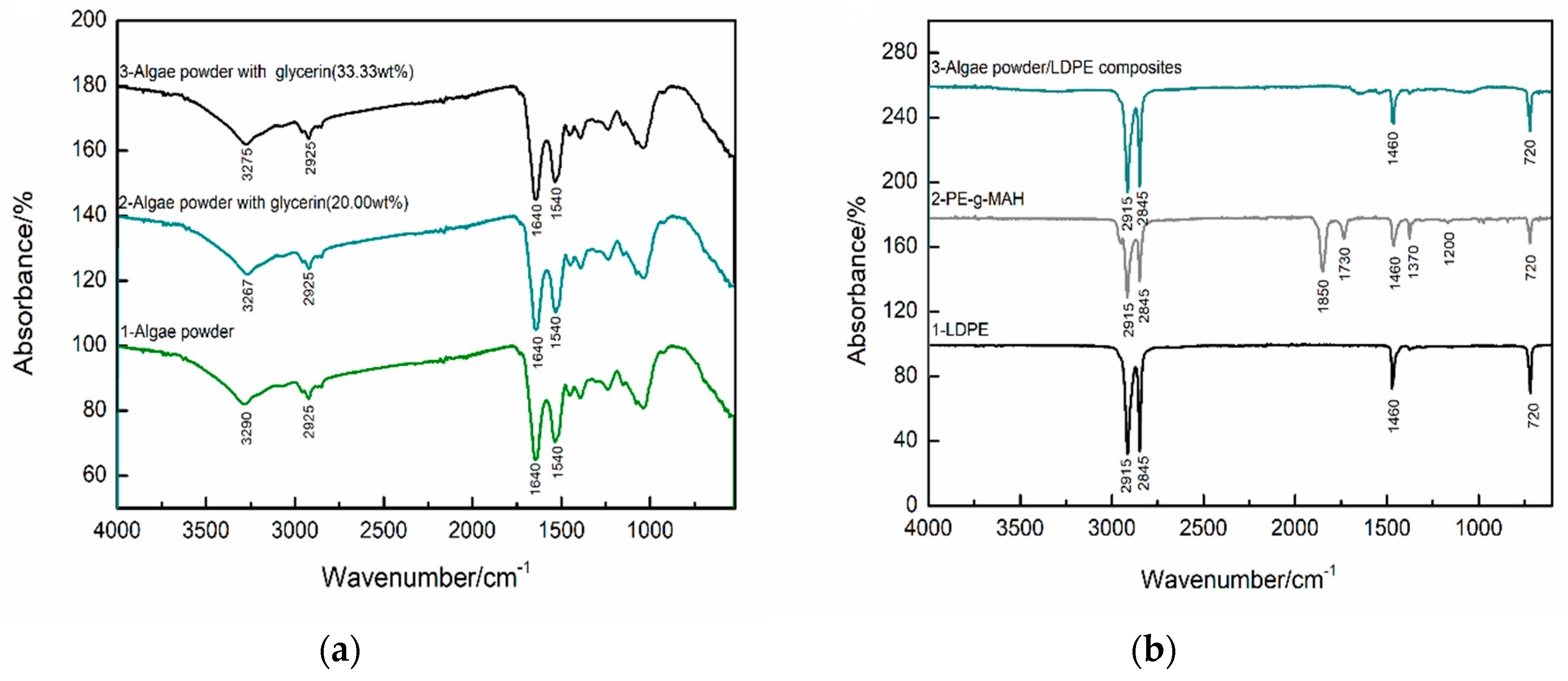
3.2. Behavioral Characterization of the Combined Algae Powder and LDPE Resin
3.3. Optimization of the Algae Powder/LDPE Composites Mechanical Properties Using Response Surface Methodology
3.3.1. Response Surface Methodology Advantage
3.3.2. Experimental Design and Results
3.3.3. Establishment and Variance Analysis of Multivariate Quadratic Response Surface Regression Model
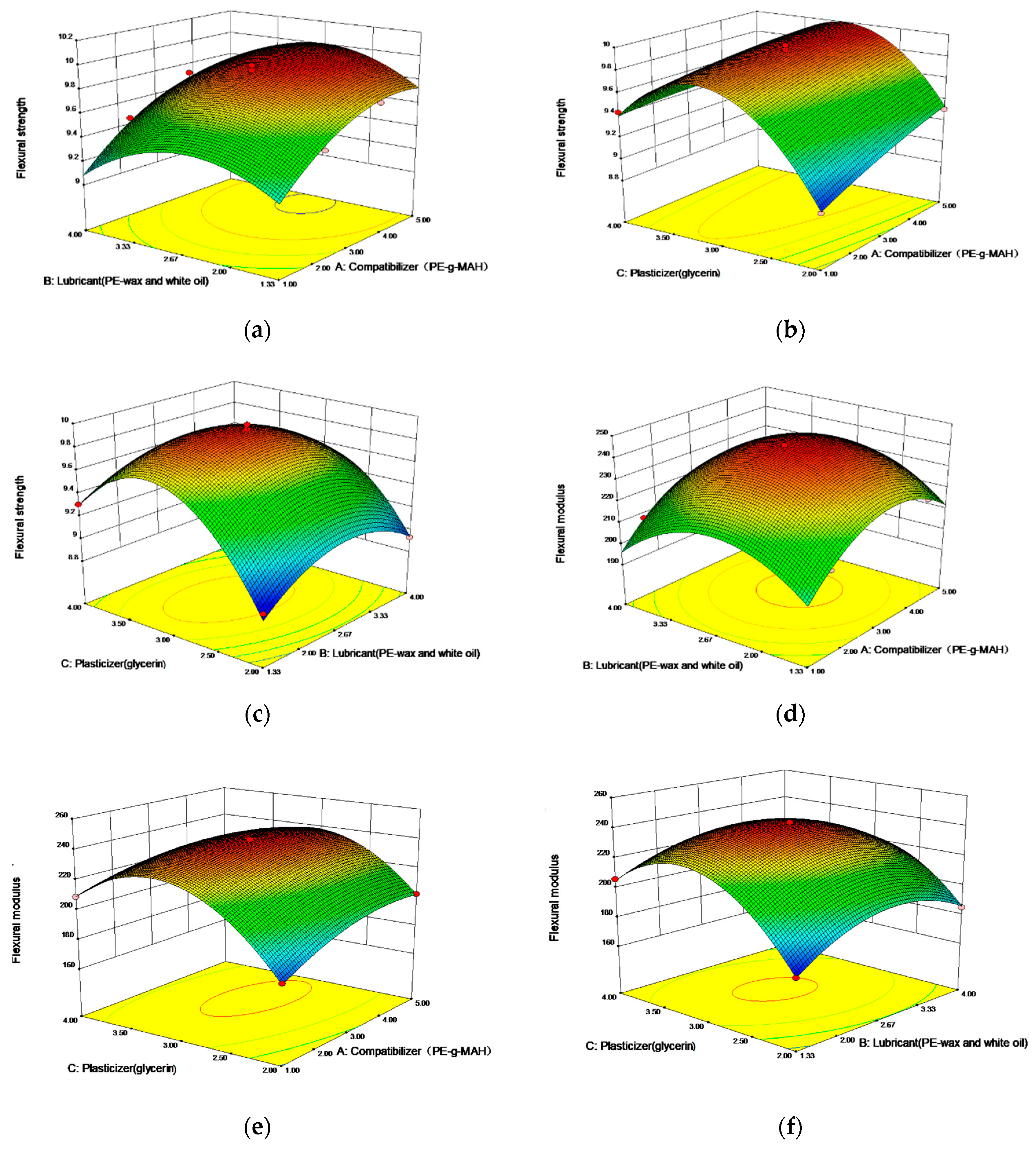
3.3.4. Response Surface Analysis
3.3.5. Prediction and Verification of Optimal Experimental Conditions
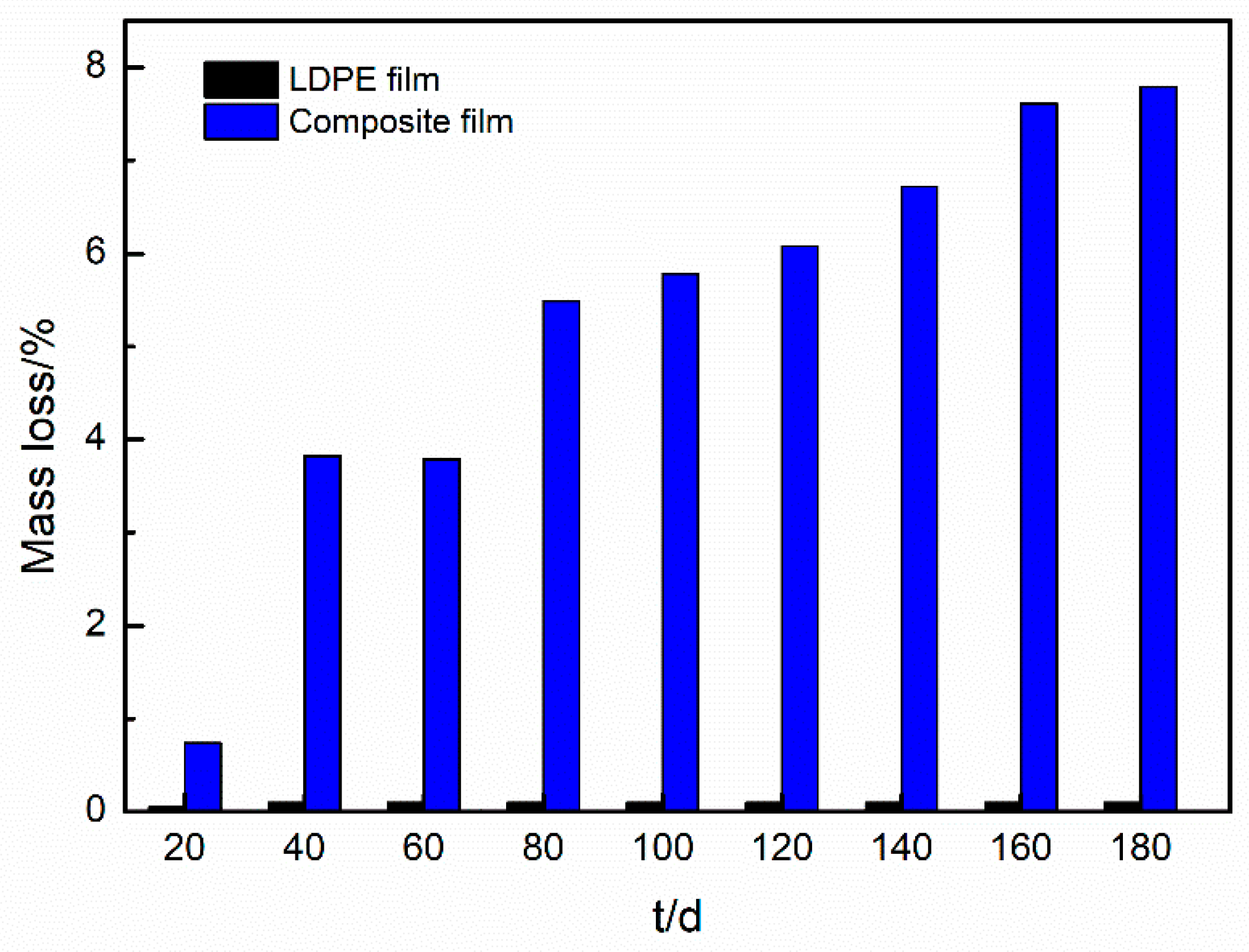
3.4. Weight Loss Rate of Composite Film
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, H.; Huang, Y. Character of algae bloom in Chaohu Lake base on NOAA/AVHRR. China Environ. Sci. 2009, 29, 727–732. [Google Scholar]
- Zhang, F.Y.; Yu, J.W.; Zhang, L.; Sheng, J.M.; Yuan, M.Y.; Lu, Y.N.; Wang, J.Q. UV-Vis spectrum characteristics of phycocyanin purifications in water from Chao Lake. Spectrosc. Spect. Anal. 2017, 37, 806–810. [Google Scholar]
- Oh, H.M.; Lee, S.J.; Jang, M.H.; Yoon, B.D. Microcystin production by microcystis aeruginosa in a phosphorus-limited chemostat. J. Appl. Environ. Microb. 2000, 66, 176–179. [Google Scholar] [CrossRef] [PubMed]
- Lu, S.Y.; Wang, N.; Wang, C. Oxidation and biotoxicity assessment of microcystin-LR using different AOPs based on UV, O3 and H2O2. Front Environ. Sci. Eng. 2018, 12, 12–18. [Google Scholar] [CrossRef]
- Zhao, B.B.; Zhang, F.Y.; Chen, Y.; Wang, J.Q. Extraction by four steps’ salting-out and stability of phycocyanin from fresh blue algae in Lake Chaohu. J. Environ. Eng. 2016, 10, 2302–2308. [Google Scholar]
- Song, W.J.; Zhao, C.J.; Wang, S.Y. A large-scale preparation method of high purity C-phycocyanin. Int. J. Biosci. Biochem. Bioinform. 2013, 3, 293–297. [Google Scholar]
- Hadiyanto, H.; Suttrisnorhadi, E. Response surface optimization of ultrasound assisted extraction (UAE) of phycocyanin from microalgae Spirulina platensis. J. Food Agric. 2016, 28, 227–234. [Google Scholar] [CrossRef]
- Ozturk, S.; Aslim, B.; Suludere, Z.; Tan, S. Metal removal of cyanobacterial exopolysaccharides by uronic acid content and monosaccharide composition. Carbohydr. Polym. 2014, 101, 265–271. [Google Scholar] [CrossRef]
- Moraes, C.C.; Burkert, J.F.D.M.; Kalil, S.J. C-phycocyanin extraction process foe large-scale use. J. Food Biochem. 2010, 34, 133–148. [Google Scholar] [CrossRef]
- Nouraddini, M.; Esmaiili, M.; Mohtarami, F. Development and characterization of edible films based on eggplant flour and corn starch. Int. J. Biol. Macromol. 2018, 120, 1639–1645. [Google Scholar] [CrossRef]
- Nandi, S.; Guha, P. Modelling the effect of guar gum on physical, optical, barrier and mechanical properties of potato starch based composite film. Carbohydr. Polym. 2018, 200, 498–507. [Google Scholar] [CrossRef] [PubMed]
- Shahbazi, M.; Majzoobi, M.; Farahnaky, A. Physical modification of starch by high-pressure homogenization for improving functional properties of k-carrageenan/starch blend film. Food Hydrocoll. 2018, 85, 204–214. [Google Scholar] [CrossRef]
- Chalermthai, B.; Chan, W.Y.; Bastidas-Oyanedel, J.R.; Taher, H.; Olsen, B.D.; Schmidt, J.E. Preparation and characterization of whey protein-based polymers produced from residual dairy streams. Polymers 2019, 11, 722. [Google Scholar] [CrossRef]
- Souza, A.C.; Goto, G.E.O.; Mainardi, J.A.; Coelho, A.C.V.; Tadini, C.C. Cassava starch composite films incorporated with cinnamon essential oil: Antimicrobial activity, microstructure, mechanical and barrier. LWT Food Sci. Technol. 2013, 54, 346–352. [Google Scholar] [CrossRef]
- Malcorps, W.; Kok, B.; Land, V.M.; Fritz, M.; Doren, V.D.; Servin, K.; Heijden, V.D.P.; Palmer, R.; Auchterlonie, N.A.; Rietkerk, M.; et al. The sustainability conundrum of fishmeal substitution by plant ingredients in shrimp feeds. Sustainability 2019, 11, 1212. [Google Scholar] [CrossRef]
- Yin, X.Y. Separation and Purification of Water-Soluble Polysaccharides from Cyanobacteria in Tai Lake. Ph.D. Thesis, Jiangnan University, Wuxi, China, 2011; pp. 2–8. [Google Scholar]
- Bernaerts, T.M.M.; Gheysen, L.; Kyomugasho, C.; Kermani, Z.J.; Vandionant, S.; Foubert, I.; Hendrickx, M.E.; Van Loey, A.M. Comparison of microalgal biomasses as functional food ingredients: Focus on the composition of cell wall related polysaccharides. Algal Res. 2018, 32, 150–161. [Google Scholar] [CrossRef]
- Lee, J.C.; Hou, M.F.; Huang, H.W.; Chang, F.R.; Yeh, C.C.; Tang, J.Y.; Chang, H.W. Marine algal natural products with anti-oxidative, anti-inflammatory, and anti-cancer properties. Cancer Cell Int. 2013, 13, 55–62. [Google Scholar] [CrossRef] [PubMed]
- Li, H.F.; Xu, J.; Liu, Y.M.; Ai, S.B.; Qin, F.; Li, Z.W.; Zhang, H.R.; Huang, Z.B. Antioxidant and moisture-retention activities of the polysaccharide from Nostoc commune. Carbohydr. Polym. 2011, 83, 1821–1827. [Google Scholar] [CrossRef]
- Tester, R.F.; Debon, S.J. Annealing of starch—A review. Int. J. Biol. Macromol. 2000, 27, 1–12. [Google Scholar] [CrossRef]
- Hu, F.; Chen, L.; Li, L. Konjac variation of crystal structure of potato starch in the process of micronization milling. Fine Chem. 2002, 19, 114–117. [Google Scholar]
- Homayouni, H.; Kavoosi, G.; Nassiri, S.M. Physicochemical, antioxidant and antibacterial properties of dispersion made from tapioca and gelatinized tapioca starch incorporated with carvacrol. LWT Food Sci. Technol. 2017, 77, 503–509. [Google Scholar] [CrossRef]
- Prabha, P.H.; Ranganathan, T.V. Process optimization for evaluation of barrier properties of tapioca starch based biodegradable polymer film. Int. J. Biol. Macromol. 2018, 120, 361–370. [Google Scholar] [CrossRef] [PubMed]
- Ganesana, A.R.; Shanmugam, M.; Palaniappan, S.; Rajauriad, G. Development of edible film from Acanthophora spicifera: Structural, rheological and functional properties. Food Biosci. 2018, 23, 121–128. [Google Scholar] [CrossRef]
- Wagh, Y.R.; Pushpadass, H.A.; Emerald, F.M.; Nath, B.S. Preparation and characterization of milk protein films and their application for packaging of cheddar cheese. J. Food Sci. Technol. 2014, 51, 3767–3775. [Google Scholar] [CrossRef]
- Ramos, Ó.L.; Reinas, I.; Silva, S.I.; Fernandes, J.C.; Cerqueira, M.A.; Pereira, R.N.; Vicente, A.A.; Poças, M.F.; Pintado, M.E.; Malcata, F.X. Effect of whey protein purity and glycerol content upon physical properties of edible films manufactured therefrom. Food Hydrocoll. 2013, 30, 110–122. [Google Scholar] [CrossRef]
- Salmoral, E.M.; Gonzalez, M.E.; Mariscal, M.P.; Medina, L.F. Comparison of chickpea and soy protein isolate and whole flour as biodegradable plastics. Ind. Crops Prod. 2000, 11, 227–236. [Google Scholar] [CrossRef]
- Mo, W.M.; Zeng, Q.X. Progress in modification of protein property. J. Food Sci. 2000, 21, 6–10. [Google Scholar]
- Lin, W.J. Study on the Effects of Glycosylation on the Properties of Peanut Protein Films and Its Mechanism. Ph.D. Thesis, Academy Agriculture Science, Beijing, China, 2015; pp. 1–10. [Google Scholar]
- Niu, N.; Luo, X.G.; Li, J.W.; Lin, X.Y. Preparation and performance of hydrolyzed collagen/low density polyethylene composites. Acta Materiae Compositae Sinica 2014, 31, 944–948. [Google Scholar]
- Brennan, L.; Owende, P. Biofuels from microalgae—A review of technologies for production, processing, and extractions of biofuels and co-products. Renew. Sustain. Energy Rev. 2010, 14, 557–577. [Google Scholar] [CrossRef]
- Sathish, A.; Glaittli, K.; Sims, R.C.; Miller, C.D. Algae biomass based media for poly(3-hydroxybutyrate) (PHB) production by escherichia coli. J. Polym. Environ. 2014, 22, 272–277. [Google Scholar] [CrossRef]
- Dias, J.M.L.; Lemos, P.C.; Serafim, L.S.; Oliveira, C.; Eiroa, M.; Albuquerque, M.G.E.; Ramos, A.M.; Oliveira, R.; Reis, M.A.M. Recent advances in polyhydroxyalkanoate production by mixed aerobic cultures: From the substrate to the final product. Macromol. Biosci. 2006, 6, 885–906. [Google Scholar] [CrossRef] [PubMed]
- Chanprateep, S. Current trends in biodegradable polyhydroxyalkanoates. J. Biosci. Bioeng. 2010, 110, 621–632. [Google Scholar] [CrossRef] [PubMed]
- Suriyamongkol, P.; Weselake, R.; Narine, S.; Moloney, M.; Shah, S. Biotechnological approaches for the production of polyhydroxyalkanoates in microorganisms and plants—A review. Biotechnol. Adv. 2007, 25, 148–175. [Google Scholar] [CrossRef] [PubMed]
- Hempel, F.; Bozarth, A.S.; Lindenkamp, N.; Klingl, A.; Zauner, S.; Linne, U.; Steinbüchel, A.; Maier, U.G. Microalgae as bioreactors for bioplastic production. Micro. Cell Fact. 2011, 10, 81. [Google Scholar] [CrossRef]
- Balaji, S.; Gopi, K.; Muthuvelan, B. A review on production of poly-β-hydroxybutyrates from cyanobacteria for the production of bio plastics. Algal Res. 2013, 2, 278–285. [Google Scholar] [CrossRef]
- Wang, C.G.; Hu, Z.L.; Lei, A.P.; Jin, B.H. Biosynthesis of poly-3-hydroxybutyrate (PHB) in the transgenic green alga Chlamydomonas reinhardtii. J. Phycol. 2010, 46, 396–402. [Google Scholar]
- Costa, S.S.; Miranda, A.L.; Morais, M.G.; Costa, J.A.V.; Druzian, J.I. Microalgae as source of polyhydroxyalkanoates (PHAs)—A review. Int. J. Biol. Macromol. 2019, 131, 536–547. [Google Scholar] [CrossRef]
- Ravindran, B.; Gupta, S.K.; Cho, W.M.; Kim, J.K.; Lee, S.R.; Jeong, K.H.; Lee, D.J.; Choi, H.C. Microalgae potential and multiple roles-current progress and future prospects-an overview. Sustainability 2016, 8, 1215. [Google Scholar] [CrossRef]
- Naka, K.; Yamashita, R.; Nakamura, T.; Ohki, A.; Maeda, S.; Aoi, K.; Takasu, A.; Okada, M. Chitin-graft-poly(2-methyl-2-oxazoline) enhanced solubility and activity of catalase in organic solvent. Int. J. Biol. Macromol. 1998, 23, 14–17. [Google Scholar] [CrossRef]
- Pawlak, A.; Mucha, A. Thermogravimetric and FTIR studies of chitosan blends. Thermochim. Acta 2003, 396, 14–17. [Google Scholar] [CrossRef]
- Gao, Y.M.; Zhao, Q.; Li, L.; Pan, H.Q. Effect of small molecules plasticizers on hydrogen bond of thermoplastic starch. J. Jiangsu Univ. Sci. Technol. (Nat. Sci. Ed.) 2012, 26, 245–248. [Google Scholar]
- Ma, X.F.; Yu, J.G. Thermoplastic starch plasticized by the mixture of urea and formamide. Acta Polym. Sin. 2004, 48, 483–489. [Google Scholar]
- Kavitha, G.; Kurinjimalar, C.; Sivakumar, K.; Kaarthik, M.; Aravind, R.; Palani, P.; Rengasamy, R. Optimization of polyhydroxybutyrate production utilizing waste water as nutrient source by botryococcus braunii Kutz using response surface methodology. Int. J. Biol. Macromol. 2016, 93, 534–542. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.A.; Zhang, Z.Q.; Zhang, X.F.; Yue, X.H.; Fan, T.; Li, S.; Chen, F. Response surface optimization of ultrasound-assisted oil extraction from autoclaved almond powder. Food Chem. 2009, 116, 513–518. [Google Scholar] [CrossRef]
- Xu, L.; Zhu, Z.C.; Chen, G.A.; Li, Y.L. Analysis on tribological properties of potentially new friction material with response surface method. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2011, 26, 499–503. [Google Scholar] [CrossRef]
- Wang, L.Q. Experimental Study on Advanced Landfill Leachate Treatment Using Iron-Carbon Microelectrolysis-Fenton Process. Ph.D. Thesis, Hunan University, Changsha, China, 2017; pp. 32–39. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Wave Number of O-H | Δf |
|---|---|---|
| Algae powder | 3290 | - |
| Algae powder with glycerin (20.00 wt%) | 3267 | 3599 |
| Algae powder with glycerin (33.33 wt%) | 3275 | 2350 |
| Level | A: Compatibilizer (PE-g-MAH) Mass Ratio/wt% | B: Lubricant (PE-Wax and White Oil) Mass Ratio/wt% | C: Plasticizer (Glycerin) Mass Ratio/wt% |
|---|---|---|---|
| −1 | 1.00 | 1.33 | 2.00 |
| 0 | 3.00 | 2.67 | 3.00 |
| 1 | 5.00 | 4.00 | 4.00 |
| Run | Factors | Flexural Strength/MPa | Flexural Modulus/MPa | ||
|---|---|---|---|---|---|
| A | B | C | |||
| 1 | −1 | 1 | 0 | 9.45 | 208.00 |
| 2 | 0 | 0 | 0 | 9.96 | 243.00 |
| 3 | 1 | −1 | 0 | 9.71 | 219.00 |
| 4 | −1 | 0 | 1 | 9.43 | 209.00 |
| 5 | 0 | −1 | 1 | 9.31 | 206.00 |
| 6 | −1 | 0 | −1 | 8.90 | 179.00 |
| 7 | 1 | 0 | 1 | 9.45 | 206.00 |
| 8 | 0 | 1 | 1 | 8.96 | 190.00 |
| 9 | 0 | 0 | 0 | 9.95 | 242.00 |
| 10 | 0 | 1 | −1 | 8.93 | 185.00 |
| 11 | 1 | 0 | −1 | 9.31 | 202.00 |
| 12 | 0 | −1 | −1 | 8.86 | 173.00 |
| 13 | −1 | −1 | 0 | 9.48 | 209.00 |
| 14 | 0 | 0 | 0 | 9.82 | 242.00 |
| 15 | 0 | 0 | 0 | 9.92 | 243.00 |
| 16 | 1 | 1 | 0 | 9.72 | 220.00 |
| 17 | 0 | 0 | 0 | 9.90 | 241.00 |
| Source | Flexural Strength | Flexural Modulus | ||||
|---|---|---|---|---|---|---|
| F-Value | p-Value | Significance | F-Value | p-Value | Significance | |
| Model | 71.16 | <0.0001 | ** | 925.64 | <0.0001 | ** |
| A(compatibilizer) | 29.14 | 0.0010 | ** | 211.44 | <0.0001 | ** |
| B(lubricant) | 3.03 | 0.1252 | 1.92 | 0.2086 | ** | |
| C(plasticizer) | 44.55 | 0.0003 | ** | 621.37 | <0.0001 | ** |
| AB | 0.11 | 0.7523 | 0.96 | 0.3601 | ||
| AC | 10.25 | 0.0150 | * | 162.05 | <0.0001 | ** |
| BC | 11.88 | 0.0107 | * | 187.95 | <0.0001 | ** |
| A2 | 1.11 | 0.3275 | 316.23 | <0.0001 | ** | |
| B2 | 94.61 | <0.0001 | ** | 1511.73 | <0.0001 | ** |
| C2 | 417.04 | <0.0001 | ** | 4763.93 | <0.0001 | ** |
| Lack of FIT | 1.46 | 0.3516 | 2.14 | 0.2376 | ||
| R2 | 0.9892 | 0.9992 | ||||
| R2(Adj) | 0.9753 | 0.9981 | ||||
| CV% | 0.64 | 0.48 | ||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, B.; Fang, Y.; Wu, K.; Zhang, F.; Wang, J. A Method of Large-Scale Resource Utilization of Algae—Eutrophic Waste from Lake Chao, China: Preparation and Performance Optimization of Composite Packaging Materials. Sustainability 2019, 11, 6462. https://doi.org/10.3390/su11226462
Zhao B, Fang Y, Wu K, Zhang F, Wang J. A Method of Large-Scale Resource Utilization of Algae—Eutrophic Waste from Lake Chao, China: Preparation and Performance Optimization of Composite Packaging Materials. Sustainability. 2019; 11(22):6462. https://doi.org/10.3390/su11226462
Chicago/Turabian StyleZhao, Bingbing, Yan Fang, Kang Wu, Fayu Zhang, and Jiaquan Wang. 2019. "A Method of Large-Scale Resource Utilization of Algae—Eutrophic Waste from Lake Chao, China: Preparation and Performance Optimization of Composite Packaging Materials" Sustainability 11, no. 22: 6462. https://doi.org/10.3390/su11226462