1. Introduction
Environmental problems caused by industries have increased and become a global concern; therefore, it is important to mitigate the consumption of non-renewable natural resources and environmental pollution caused by industrial processes. Industries have used cleaner production (CP) with the aim of minimizing the consumption of raw materials and environmental impacts. However, small enterprises (SEs) are still unable to adopt CP due to its high implementation costs.
CP is a preventive strategy applied into the production process for increasing productivity through a more efficient use of raw materials, energy, and water, thereby improving economic performance and reducing environmental impact [
1]. Neto and Jabbour [
2] concluded that CP concentrates on reducing raw material consumption and mitigating environmental impacts with the purpose of generating economic gains. Moreover, CP provides great contributions to the industrial sector, improving environmental performance and stimulating the pursuit of market advantages [
3,
4,
5,
6].
The barriers preventing the implementation of CP by SEs are related to various aspects including: the lack of financial resources [
7,
8], the lack of interest in environmental issues, the lack of capital for investment in environmental practices, and the lack of knowledge by the medium and high managers that impact the final treatment of the product. Also, there is no concern with minimizing the waste generated by the production system [
9,
10,
11,
12]. The difficulties for SEs in adopting CP increase when there is need to save time and money, and when there is no guarantee of financial return because SEs often need short-term economic return. SEs tend to focus on productive processes while ignoring environmental factors [
11,
13,
14,
15]. Thus, SEs face several barriers to adopting CP and overcoming difficulties. Studies on the subject have indicated that the main barrier for adopting CP is the lack of capital for investments and the lack of knowledge about the opportunity of obtaining economic gains. However, there is a lack of studies showing that the adoption of CP resulted in economic gains while reducing environmental impacts. Considering all the above, the research question for this study was: Do economic and environmental gains allow Brazilian small metal-mechanic companies to overcome technical and cultural barriers when implementing CP?
The scientific literature contains few studies carried out on how to overcome barriers to implement CP. The studies identified addressed the issue in a qualitative way; as such, these works do not quantify economic results nor evaluate the environmental impacts of CP adoption. Silva et al. [
9] presented qualitative alternatives to overcome the barriers when implementing CP by means of quality tools. Zilhy [
16] considers motivational factors within organizations as pivotal in overcoming the barriers for implementing CP. He understands that motivation comes from external factors such as environmental authorities and clients. Vieira and Amaral [
12] identified that the analysis, quality, accountability, and TRIZ tools aid the process of overcoming barriers when implementing CP. Hilson [
17] concluded that the government should play a more active environmental role to overcome CP barriers. Yiping and Raymond [
18] observed that strengthening environmental awareness and boosting the training for environmental practices at national, regional, and corporate levels are considered the main features to overcome the barriers for implementing CP.
The purpose of this study is to demonstrate how Brazilian small metal mechanical enterprises can identify and overcome barriers with the aim of implementing CP. Toward this end, multiple cases were developed in two Brazilian small metal-mechanic companies with the purpose of showing how barriers were identified, their causes and effects, economic and environmental analysis, their return on investment, opportunities for improvements in production processes, and the effective overcoming of barriers. SEs are relevant in the Brazilian economy and account for 27% of the gross domestic product (GDP). In addition, they employ 52% of the formal labor force and account for 40% of the total salary. The Brazilian SEs in the metal-mechanic sector has a 22.5% share in the Brazilian industry GDP contribution [
19,
20].
2. Methodology
A systematic review of the literature was performed via the Google Academic, Science Direct, Emerald, Scopus, and Scielo databases, using keywords: “cleaner production” and “overcome” and “barriers.” Bardin [
21] recommends selecting papers using keywords and then, based on this selection, analyze the articles and select those that are relevant to the study. Seventeen papers were selected for this study and five articles were considered relevant for the subject.
The research method adopted consisted of using multiple cases in two small metal-mechanical enterprises. Multiple case studies are considered more convincing due to intra-case and inter-case analysis. Intra-case analysis consolidates the information of each case, and the inter-case analysis identifies patterns, thus providing elements for the development of theories [
22]. Multiple-case studies require the use of techniques that facilitate the synthesis and understanding of data involving three activities: the analysis of data, the presentation of data, and its conclusion [
23]. The collection of information comprises various sources such as documents, records, interviews, observation, and physical artifacts [
24]. In this study, we adopted the records in archives, semi-structured interviews, and observations to present qualitative and quantitative data.
Initially, the respondents were contacted by telephone and were asked to participate in the interview. The researcher subsequently sent them a summary of the subject and the research protocol. Miles and Huberman [
23] recommended the use of techniques that facilitate the understanding and summarization of results. For instance, the data collection instrument must be the same for all companies to allow for data comparison. The interviews took one hour and were carried out at the companies. The respondent of small company “A” was the Industrial Manager, with a background in business administration and mechanical engineering, and he also had twenty years of experience in the metal-mechanical industry. In small company “B,” the respondent was the Managing Partner, with a background in engineering production and business administration and twenty-six years of experience in the metal-mechanical industry. In the interview, the instrument for the identification of barriers established on the foundations of the literature (see
Table 1) was shown and included the barriers and sub-barriers of CP. The respondents weighted the barriers in a scale from 1 to 8, using 1 for the barrier that impacts less negatively in the process of adoption of CP, and 8 for barrier that impacts more negatively.
The respondents appraised the level of importance of the barriers and sub-barriers using the GUT matrix tool considering three main aspects: severity (S), urgency (U), and tendency (T). The grade 5 was utilized to address the most striking barriers, and grade 1 was used for the least impactful ones. Kepner and Tregoe [
50] developed the GUT matrix tool to analyze the priorities of the problems in the organizational or personal scope in terms of severity, urgency, and tendency. Severity refers to the impact of the problem on people, results, processes, and organizations. Urgency is related to the time available or necessary to solve a problem. Tendency regards the potential of growth, the evaluation of the tendency of growth, and reduction or disappearance of the problem. The GUT matrix tool is easy to apply, and the calculation is done by multiplying the assigned values.
The product of this multiplication is named the barrier factor (BF), which in comparison with other barriers, will indicate whether it is the most urgent. The results are compiled as a ranking of barriers according to their impact in order to guide the company’s decision when implementing CP.
Additionally, a cause and effect diagram was developed to find alternatives for overcoming barriers. The diagram is based on the literature and it is presented in
Table 2. The diagram was used to analyze complex problems with the aim of indicating alternatives for overcoming barriers mentioned on the interview and observed in the production system.
The existence of raw material waste was identified in the interview and in the observation of the production process. Based on this analysis, a feasibility study to reduce waste and emissions was carried out, making it possible to quantify economic and environmental gains. For the economic assessment, the return on investment (ROI) based on a cost reduction was calculated considering the minimization of waste and the predictable investment associated with this cost reduction. For the environmental assessment, the mass balance was developed by means of a weighing of the total material economized (TME) using the mass intensity factors tool (MIF), according to Ritthoff et al. [
51], and considering mass (M) and Intensity Factor (IF).
Table 3 presents the IFs used for the environmental impact calculations in accordance with the Wuppertal Institute [
50].
In addition, the mass intensity per compartment (MIC) was calculated to measure the reduction of environmental impact in the abiotic, biotic, water, and air components according to the following equations:
Thus, the mass intensity total (MIT) was accounted by means of the sum of the components, according to Equation (7):
3. Results and Discussion
Flowchart Analysis for Cleaner Production Deployment
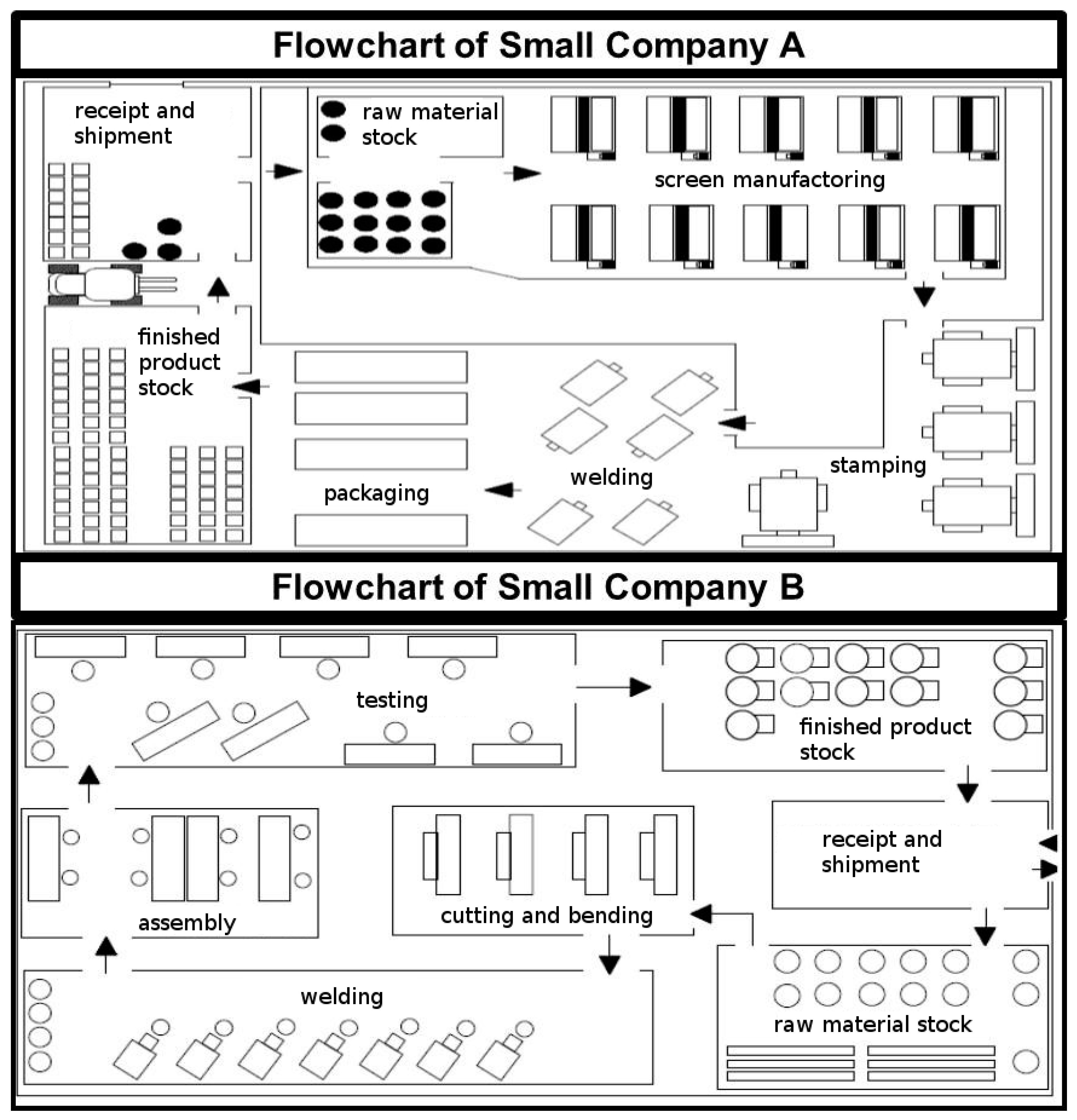
The small company “A” is located in São Paulo, Brazil, has 20 employees, and manufactures sieve-size screens and metal filters. Its production process comprises of sectors for receipt, raw material stock, screen manufacturing, stamping, welding, packaging, finished product stock, and shipment, as depicted in
Figure 1. The small company “B” is located in Campinas, São Paulo, has 30 employees, and manufactures vibratory feeders. Its production process consists of receiving and stocking the raw material, cutting, bending, welding, assembly, testing, finished product stock, and shipment (
Figure 1).
In the interview process, it was identified that the SEs have few economic resources for investment, use obsolete equipment, and their professionals have low technical qualifications. This finding was corroborated by Deitos [
52], who pointed out that SEs have a simple organizational structure, small portfolio of products, limited financial resources, and workers with a low skill level. It was also observed that the researched SEs are unaware of opportunities for obtaining economic gains by means of the implementation of CP, and these companies are not aware of the environmental impacts caused by the end of pipe treatment.
4. The Analysis of the CP Barriers
The results, presented in
Table 4, indicate that cultural, technical, and economic/financial barriers impacted both small companies “A” and “B.” This finding indicates that these three barriers were common in the small companies that were studied. The main barrier to be overcome was the economic/financial one because when a small company has economic gains, it is possible to invest in training for employees, as well as buy machines and equipment. References [
11,
43] corroborate these results by considering that investment in training improves the skill level of workers. Also, the research works of Van Berkel [
39] and Silvestre and Silva Neto [
44] highlighted that the existence of technical barriers cause the absence of skilled labor to develop, which motivates studies on improving processes and products.
The CP barriers indicated in the two SEs were related to the lack of interest and lack of environmental awareness of the shareholders and stakeholders, as well as the lack of knowledge regarding the opportunity of obtaining economic gains. It should be noted that economic gains are achieved by investing in training, acquisition of clean technologies, and overcoming the barriers indicated. These findings are corroborated with References [
30,
53,
54]. They concluded that the disinterest of businesspeople and stakeholders occurs due to a lack of knowledge of the economic and environmental benefits of CP adoption, which generates a resistance to change. Therefore, the results of this study are relevant to the research community and to the organizational practice because it empirically shows how to identify the main barriers faced by SEs and the means for overcoming cultural and technical barriers for adopting CP.
5. Economics Assessment
In the small enterprise “A,” a loss of raw material of around 54% in the process of cutting the stainless-steel screens for the manufacturing of the sieves was identified. Twenty-five hundred kilograms of stainless-steel screens were manufactured per month with the cost of US$21.62 per kg for the manufacturing of 5000 sieves. For each sieve, 0.225 kg of screen was required, resulting in a monthly expense with stainless steel screens of US$54,054.05. The loss of stainless-steel screens amounted to 1375 kg per month and its sale for external recycling resulted in an economic gain of US$1121.62.
With the implantation of CP, the inversion of the process of stretching the screen was suggested, which involved executing the stretch after the welding of the fabric in the rim. The screen could be cut in the diameter of the rim for the weld, with no need for leftovers, which reduced the monthly loss from 1375 kg to 250 kg, representing a minimization of monthly losses by 1125 kg and annual losses by 13,500 kg. This change required an investment of US$5405.41 in the manufacturing process for the purchase of a manual hydraulic press with a capacity of 10 tons to promote the stretching of the screen after welding in the rim, and a further US$1675.68 for the development and acquisition of auxiliary devices. The results indicated an economic gain of US$280,864.86 per year due to the better use of the screens while reducing waste. This finding shows a reduction in the total consumption of stainless-steel screens from 2500 kg to 1375 kg per month for the manufacture of 5000 sieves, thereby reducing the total consumption of stainless-steel screens by 44.2%.
The ROI was calculated by considering the investment in the manufacturing process of US
$5405.41 plus US
$1675.68 totaling US
$7081.09 and obtaining the return of the capital invested in less than one month. After the amortization of the capital invested, the small company “A” started to make profit of US
$196,818, as shown on
Table 5.
The small company “B” produced 200 trays for vibratory feeders per month, using 3.3 tons of stainless-steel sheets for this purpose. The loss of raw material in the manufacturing process was identified as 300 kg per month, which was sold as external recycling for US$243.24. After the adoption of CP, the amount of waste was reduced to 100 kg per month through the reuse of stainless-steel sheet wastes for making washers. It should be noted that the company buys 100,000 washers per month, equivalent to 200 kg, with a cost of US$918.92 monthly. After the proposed change, the monthly losses were reduced from 300 kg to 100 kg, minimizing the loss by 200 kg per month and 2400 kg per year, equivalent to 66.6%.
Besides the investment of US$1621.62 in tool acquisition, it was necessary to invest a further US$4054.05 for purchasing an eccentric press with the capacity of 12 tons for stamping the washers. The results show that the operational expenses rose with the implementation of CP due to increases in electric energy consumption and costs with labor. However, stainless steel scrap was reused at 200 kg per month, thereby representing a 67% reduction in disposal, generating savings of US$11,027.03 with an economic gain of US$21,264.86 per year.
For the ROI calculation, the investment of US
$4054.05 in the purchase of a press and US
$1621.62 in tools was considered, totaling US
$5675.67, which resulted in a ROI of 264%. Thus, the small company achieved the return of the investment in less than seven months and after paying the investment and started to profit US
$15,056.00 per year, as shown on
Table 6.
Table 7 showcases the economic results before and after the CP implementation per year of small companies. The findings indicate that both small companies had economic gains with the implementation of CP, which resulted in the reduction of raw material consumption. The small company “A” invested US
$7081.09 in the implementation of CP and it obtained an economic gain of US
$196,818 per year by reducing the consumption of 13,500 kg of raw material. The small company “B” invested US
$5675.68 for the reuse of the discards of stainless-steel plates and obtained an economic a gain of US
$15,056.00 per year with a return on investment in less than seven months.
The fact that small companies generated positive economic results corroborated the studies conducted by Van Hoof and Lyon [
30], which concluded that the implementation of CP in SEs contributes to economic benefits. It should be emphasized that this study innovated the method of evaluating the economic gain of the implantation of CP in SEs in the metal-mechanical sector, thereby concluding by means of empirical evidence that the actions directed toward environmental preservation generate profits. This innovation is important because this subject is little discussed in the literature in terms of practical application. Another contribution of this study was to use the ROI to overcome barriers when implementing CP at SEs, demonstrating that investments, when necessary, can be recovered in the short term. Moreover, the findings indicate that the achievement of economic gains by small companies led to the overcoming of the cultural and technical barriers of the SEs.
6. Environmental Assessment
Table 8 showcases the results of the environmental assessment of the companies based on the annual reduction of waste, representing a total material economized (TME) of 13,500 kg for small company “A” and 2400 kg for small company “B.” The results demonstrate that the total reduction of the environmental impact of the small company “A” was 3,002,430.00 kg, with the reduction per component amounting to 194.805 kg in abiotic, 2,769,255 kg in water, and 38,205 kg in air. The reduction of waste in small company “B” was 533,736.00 kg, with the reduction per component amounting to 34,632 kg in abiotic, 492,312 kg in water, and 6792 kg in air.
The reduction of the environmental impact related to the abiotic, water, and air compartments evidences the environmental gain in the organizational practice that the company obtained with the implementation of CP practices. The results of this study contribute toward addressing the research gaps advanced by Strugariu and Heput [
55], who mentioned that the adoption of CP results in the minimization of waste in the manufacturing process allowed for environmental gains. Other authors, namely Duan et al. [
56], conducted a case study in China and presented only the mass scale without assessing the environmental impact; whereas Henriques and Catarino [
57] discussed such results in percentage data. Both papers indicate the opportunity for future research regarding calculating the reduction of environmental impact through evidence in organizational practice. Thus, this study measured the environmental impact reduction in the abiotic, water, and air compartments after the adoption of CP practices. This feature is a relevant subject for science and organizational practice because of the opportunity to mitigate the generation of waste, as well as reducing the consumption of raw materials in the production system. In addition, the measurement of the environmental impact promoted the overcoming of cultural and technical barriers, because besides obtaining economic gain, it was possible to develop green marketing and create environmentally correct practices.
7. Conclusions
SEs are important for the economy, and as such, they need to adopt CP environmental practices in the production system to minimize environmental impacts and achieve economic gains through reduced waste generation. This paper contributes to the literature on CP in SEs by presenting a path in the identification and overcoming of the barriers to its implementation. The studies that have approached the implementation of CP in SEs treat the subject in a qualitative way, which does not allow for the presentation of a simple and economically feasible path for SEs to implant CP in their processes. This study presents an innovative solution for SEs to overcome cultural and technical barriers in the process of implementing easy-to-understand CPs, presenting alternatives to overcome barriers by identifying causes and effects, and evaluating economic results by means of a balance mass and ROI. Moreover, it develops environmental assessment through material input per service unit (MIPS), allowing SEs to have an early view of the results, and thus contributing to reduce the economic difficulties that SEs may face. The proposed approach is an actionable stepwise process that can be kicked off in contexts with limited availability of resources (e.g., financial, time, etc.), and that for this reason can offer a good stepping stone for small companies to create awareness and initiate engagement with cleaner production objectives.
It was concluded that it was possible to overcome the cultural and technical barriers in SEs by contributing to the organizational practice and scientific research because of the economic and environmental gains obtained by the companies. The small company “A” earned US$196,818.00/year, with a reduction in environmental impact of 3002 tons/year. The small company “B” achieved an economic gain of US$15,056.00/year with an impact reduction of 533 tons/year, demonstrating that the economic and environmental gains allowed the Brazilian SEs of the metal-mechanic sector to overcome technical and cultural barriers in the process of CP implementation.
The following policy implications can be obtained from this study’s findings. The results suggest that further incentives to the adoption of cleaner production practices should be included in the agendas of regional development agencies. In this case, regional bodies have a potentially greater impact and opportunities to deploy effective messages about the importance of cleaner production that can lead to changes in the practices of small companies, highlighting the benefits and promoting the visibility of good practices in comparable manufacturing contexts. Moreover, the information campaign to promote cleaner production should highlight the need to conduct comprehensive approaches in the assessment of the costs and gains of the implementation of cleaner production. For SEs, the technological changes involved can represent substantial investments, that although having the potential to be overcome with gains and savings in the production process, can require some time for the full return and this may discourage such interventions in small manufacturing contexts. Eventually, local authorities may consider stimulating the development of targeted funding solutions to finance cleaner production initiatives in economic contexts where small companies are a very important part of the ecosystem.
The results of this study represent a scientific and practical advance in the identification and overcoming of barriers in the implantation of CP by SEs. However, this study considered only Brazilian SEs in the metal-mechanic sector. For future research, it is recommended to use the tools presented in this study in different industrial segments and countries. Furthermore, it is suggested that other researchers may propose new ways and present new approaches to overcome barriers when adopting CP.
Author Contributions
Conceptualization, R.L., M.A. and G.O.N.; Data curation, R.L. and M.R.; Formal analysis, R.L., M.A., M.R. and G.O.N.; Funding acquisition, M.A. and G.O.N.; Investigation, R.L.; Methodology, R.L., M.A. and G.O.N.; Resources, G.O.N.; Software, R.L. and M.R.; Supervision, G.O.N.; Validation, M.A. and G.O.N.; Writing—original draft, R.L.; Writing—review & editing, M.A., M.R. and G.O.N.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- UNIDO/UNEP. Manual on the Development Cleaner Production Policies Approaches and Instruments, 2002. Available online: http://www.unido.org/fileadmin/import/9750_0256406e.pdf (accessed on 10 March 2017).
- Neto, A.S.; Jabbour, C.J.C. Guidelines for improving the adoption of cleaner production in companies through attention to non-technical factors: A literature review. Afr. J. Bus. Manag. 2010, 4, 4217–4229. [Google Scholar]
- Clemens, B. Economic incentives and small firms: Does it pay to be green? J. Bus. Res. 2006, 59, 492–500. [Google Scholar] [CrossRef]
- Halila, F. Networks as a means of supporting the adoption of organizational innovations in SMEs: The case of environmental management systems (EMSs) based on ISO 14001. Corp. Soc. Responsib. Environ. Manag. 2007, 14, 167–181. [Google Scholar] [CrossRef]
- Almeida, C.M.V.B.; Agostinho, F.; Gianntti, B.F.; Huising, D. Integrating cleaner production into sustainability strategies: An introduction to this special volume. J. Clean. Prod. 2015, 96, 1–9. [Google Scholar] [CrossRef]
- Aryanasl, A.; Ghodousil, J.; Arjmandi, R.; Mansouri, N. Can excellence management models encompass “cleaner production” and “sustainable business” revolution? (European Foundation for Quality Management as a case study). Int. J. Environ. Sci. Technol. 2016, 13, 1269–1276. [Google Scholar] [CrossRef]
- Shi, L.; Huang, J.; Shi, H.; Qian, Y. Modeling Cleaner Production Promotion with Systems Dynamics Methodology: A Case Study of Process Industries in China. Process Syst. Eng. 2003, 15, 322–327. [Google Scholar]
- Jabbour, C.J.C.; de Sousa Jabbour, A.B.L.; Govindan, K.; De Freitas, T.P.; Soubihia, D.F.; Kannan, D.; Latan, H. Barriers to the adoption of green operational practices at Brazilian companies: Effects on green and operational performance. Int. J. Prod. Res. 2016, 54, 3042–3058. [Google Scholar] [CrossRef]
- Silva, D.A.L.; Delai, I.; Castro, M.A.S.; Ometto, A.R. Quality tools applied to Cleaner Production programs: A first approach toward a new methodology. J. Clean. Prod. 2013, 47, 174–187. [Google Scholar] [CrossRef]
- Severo, E.A.; Guimarães, J.C.F.; Dorion, E.C.H.; Nodari, C.H. Cleaner production, environmental sustainability and organizational performance: An empirical study in the Brazilian Metal-Mechanic. J. Clean. Prod. 2015, 96, 118–125. [Google Scholar] [CrossRef]
- Silva, A.L.E.; Morales, J.A.R.; Machado, E.L. Proposta de produção mais limpa voltada às práticas de ecodesign e logística reversa. Eng. Sanit. Ambient. 2015, 20, 29–37. [Google Scholar] [CrossRef]
- Vieira, L.C.; Amaral, F.G. Barriers and strategies applying Cleaner Production: A systematic review. J. Clean. Prod. 2016, 113, 5–16. [Google Scholar] [CrossRef]
- Baas, L. To make zero emissions technologies and strategies become a reality, the lessons learned of cleaner production dissemination have to be known. J. Clean. Prod. 2007, 15, 1205–1216. [Google Scholar] [CrossRef]
- Dobes, V. New tool for promotion of energy management and cleaner production on no cure, no pay basis. J. Clean. Prod. 2013, 39, 255–264. [Google Scholar] [CrossRef]
- Oliveira, J.F.G.; Alves, S.M. Adequação ambiental dos processos usinagem utilizando Produção mais Limpa como estratégia de gestão ambiental. Rev. Prod. 2007, 17, 129–138. [Google Scholar]
- Zilhy, G. Organisational factors determining the implementation of cleaner production measures in the corporate sector. J. Clean. Prod. 2004, 12, 311–319. [Google Scholar] [CrossRef]
- Hilson, G. Barriers to implementing cleaner technologies and cleaner production (CP) practices in the mining industry: A case study of the Americas. Miner. Eng. 2000, 7, 699–717. [Google Scholar] [CrossRef]
- Yiping, F.; Raymond, P. Towards sustainability: Objectives, strategies and barriers for cleaner production in China. Int. J. Sustain. Dev. World Ecol. 2005, 12, 443–460. [Google Scholar]
- SEBRAE. Serviço Brasileiro de Apoio às Micro e Pequenas Empresas, (2012) Anuário do Trabalho 2012 na Micro e Pequena Empresa. Available online: http://www.sebrae.com.br/Sebrae/Portal%20Sebrae/Anexos/Anuario%20do%20Trabalho%20Na%20Micro%20e%20Pequena%20Empresa_2012.pdf (accessed on 6 June 2017).
- SEBRAE. Serviço Brasileiro de Apoio às Micro e Pequenas Empresas, (2014) Micro e pequenas empresas geram 27% do PIB do Brasil. Available online: http://www.sebrae.com.br/sites/PortalSebrae/ufs/mt/noticias/micro-e-pequenas-empresas-geram-27-do----pib-do-brasil,ad0fc70646467410VgnVCM2000003c74010aRCRD (accessed on 5 January 2018).
- Bardin, L. El Analisis de Contenido; Ediciones Akal: Madrid, Spain, 1986. [Google Scholar]
- Eisenhardt, K.M. Building theories from case study research. Acad. Manag. Rev. 1989, 14, 532–550. [Google Scholar] [CrossRef]
- Miles, M.B.; Huberman, A.M. Qualitative Data Analysis: An Expanded Source Book, 2nd ed.; Sage: Thousand Oaks, CA, USA, 1994. [Google Scholar]
- Yin, R.K. Estudo de Caso: Planejamento e Métodos, 5th ed.; Bookman: São Paulo, Brazil, 2015. [Google Scholar]
- Frijns, J.; Van Vliet, B. Small-Scale Industry and Cleaner Production Strategies. World Dev. 1999, 27, 967–983. [Google Scholar] [CrossRef]
- Hitchens, D.; Clausen, J.; Trainor, M.; Keil, M.; Thankappan, S. Competitiveness, Environmental Performance and Management of SMEs. Greenleaf Publ. 2004, 14, 44–57. [Google Scholar]
- Hicks, C.; Dietmar, R. Improving cleaner production through the application of environmental management tools in China. J. Clean. Prod. 2007, 15, 395–408. [Google Scholar] [CrossRef]
- Mitchell, C.L. Beyond barriers: Examining root causes behind commonly cited Cleaner Production barriers in Vietnam. J. Clean. Prod. 2006, 14, 1576–1585. [Google Scholar] [CrossRef]
- Mittal, V.K.; Sangwan, K.S. Assessment of hierarchy and inter-relationships of barriers to environmentally conscious manufacturing adoption. World J. Sci. Technol. Sustain. Dev. 2013, 10, 297–307. [Google Scholar] [CrossRef]
- Van Hoof, B.; Lyon, T.P. Cleaner production in small firms taking part in Mexico’s Sustainable Supplier Program. J. Clean. Prod. 2013, 41, 270–282. [Google Scholar] [CrossRef]
- Graham, A.H.; Van Berkel, R. Assessment of cleaner production uptake: Method development and trial with small businesses in Western Australia. J. Clean. Prod. 2017, 15, 787–797. [Google Scholar] [CrossRef]
- Siaminwe, L.; Chisembu, K.C.; Syakalima, M. Policy and operational constraints for the implementation of cleaner production in Zambia. J. Clean. Prod. 2005, 13, 1037–1047. [Google Scholar] [CrossRef]
- Wang, J. China’s National Cleaner Production Strategy. Environ. Impact Assess. Rev. 1999, 19, 437–456. [Google Scholar] [CrossRef]
- Koefoed, M.; Buckley, C. Clean technology transfer: A case study from the South African metal finishing industry, 2000–2005. J. Clean. Prod. 2008, 16, 78–84. [Google Scholar] [CrossRef]
- Domingues, R.M.; Paulino, S.R. Potencial para implantação da produção mais limpa em sistemas locais de produção: O polo joalheiro de São José do Rio Preto. Rev. Gest. Prod. 2009, 16, 691–704. [Google Scholar] [CrossRef]
- Chiu, S.Y.; Huang, J.H.; Lin, C.S.; Tang, Y.H.; Chen, W.H.; Su, S.C. Applications of a corporate synergy system to promote cleaner production in small and medium enterprises. J. Clean. Prod. 1999, 7, 351–358. [Google Scholar] [CrossRef]
- Daquino, S.F.; Prá, F.D.B.; Goulart, M.C.; Campos, L.M.; Miguel, P.A.C. Uma analise da aplicação empírica da produção mais limpa na manufatura. J. Clean. Prod. 2014, 3, 246–258. [Google Scholar]
- Klewitz, J.; Hansen, E.G. Sustainability-oriented innovation of SMEs: A systematic review. J. Clean. Prod. 2014, 65, 57–75. [Google Scholar] [CrossRef]
- Severo, E.A.; Olea, P.M. Metodologias de Produção mais Limpa: Um Estudo de Caso no Pólo Metal-Mecânico da Serra Gaúcha. INGEPRO Inov. Gest. Prod. 2010, 2, 73–81. [Google Scholar]
- Van Berkel, R. Cleaner production and eco-efficiency initiatives in Western Australia 1996–2004. J. Clean. Prod. 2007, 15, 741–755. [Google Scholar] [CrossRef]
- Sissino, C.L.S.; Moreira, J.C. Ecoeficiência: Um instrumento para a redução da geração de resíduos e desperdícios em estabelecimentos de saúde. Cad. Saúde Pública 2005, 21, 1893–1900. [Google Scholar] [CrossRef]
- Shi, H.; Peng, S.Z.; Liu, Y.; Zhong, P. Barriers to the implementation of cleaner production in Chinese SMEs: Government, industry and expert stakeholders’ perspectives. J. Clean. Prod. 2008, 16, 842–852. [Google Scholar] [CrossRef]
- Geng, Y.; Xinbei, W.; Qinghua, Z.; Hengxin, Z. Regional initiatives on promoting cleaner production in China: A case of Liaoning. J. Clean. Prod. 2010, 15, 1502–1508. [Google Scholar] [CrossRef]
- Silvestre, B.S.; Silva Neto, R. Are cleaner production innovations the solution for small mining operations in poor regions? The case of Padua in Brazil. J. Clean. Prod. 2014, 84, 809–817. [Google Scholar] [CrossRef]
- Abdulrahman, A.O.; Huisingh, D.; Hafkamp, W. Sustainability improvements in Egypt’s oil & gas industry by implementation of flare gas recovery. J. Clean. Prod. 2015, 98, 116–122. [Google Scholar]
- Dasgupta, N. Environmental Enforcement and Small Industries in India: Reworking the Problem in the Poverty Context. World Dev. 2000, 28, 945–967. [Google Scholar] [CrossRef]
- Hamed, M.M.E.; Mahgary, Y. Outline of a national strategy for cleaner production: The case of Egypt. J. Clean. Prod. 2004, 4, 327–336. [Google Scholar] [CrossRef]
- Gombault, M.; Versteege, S. Cleaner production in SMEs through a partnership with (local) authorities: Successes from The Netherlands. J. Clean. Prod. 1999, 7, 249–261. [Google Scholar] [CrossRef]
- Hilson, G. Pollution prevention and cleaner production in the mining industry: An analysis of current issues. J. Clean. Prod. 2000, 2, 119–126. [Google Scholar] [CrossRef]
- Kepner, C.H.; Tregoe, B.B. O Administrador Racional: Uma Abordagem Sistemática à Solução de Problemas e Tomada de Decisões, 2nd ed.; Atlas: São Paulo, Brazil, 1980. [Google Scholar]
- Ritthoff, M.; Rohn, H.; Liedtke, C. Calculating MIPS, Resources Productivity of Products and Services, 2002. Available online: https://epub.wupperinst.org/frontdoor/deliver/index/docId/1577/file/WS27e.pdf pdf (accessed on 2 April 2019).
- Wuppertal Institute. Table Material Intensity of Materials, Fuels and Transport Services. Version 2, 2014. Available online: http://www.wupperinst.org/uploads/tx_wibeitrag/MIT_v2.pdf (accessed on 10 March 2017).
- Deitos, M.L.M.S. A Gestão da Tecnologia em Pequenas e Médias Empresas: Fatores Limitantes e Formas de Superação; Unioeste: Cascavel, Brazil, 2002. [Google Scholar]
- Fernandez-Vine, M.B.; Navarro, T.G.; Capuz-Rizo, S.F. Eco-efficiency in the SMEs of Venezuela. Current status and future perspectives. J. Clean. Prod. 2010, 18, 736–746. [Google Scholar] [CrossRef]
- Strugariu, M.L.; Heput, T. Monitoring results on industrial wastewater pollutants in steel Industry. Acta Tech. Corviniensis Bull. Eng. 2012, 5, 33–36. [Google Scholar]
- Duan, N.; Dan, Z.; Wang, F.; Pan, C.; Zhou, C.; Jiang, L. Electrolytic manganese metal industry experience based China’s new model for cleaner production promotion. J. Clean. Prod. 2011, 19, 2082–2087. [Google Scholar] [CrossRef]
- Henriques, J.; Catarino, J. Sustainable Value and Cleaner Production e research and application in 19 Portuguese SME. J. Clean. Prod. 2015, 96, 379–386. [Google Scholar] [CrossRef]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).





{kind=link}