
Utilization and Evaluation of Rice Bran and Rice Bran Wax as a Tablet Lubricant
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Acquisition of the Crude Rice Bran Oil and the Preparation of the Defatted Rice Bran Samples
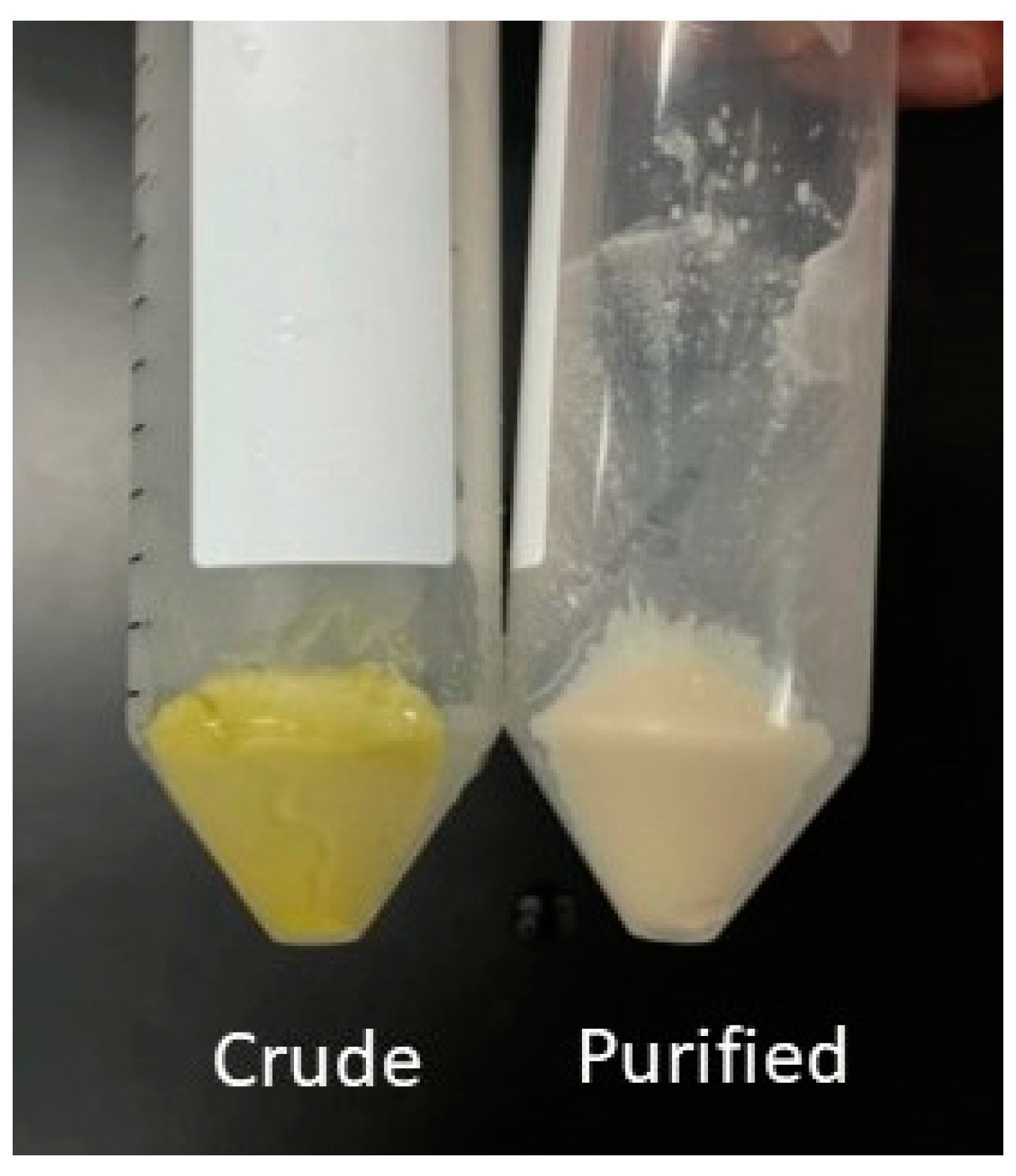
2.3. Isolation and Purification of the Rice Bran Wax
2.4. Physicochemical Properties of the RBW Sample
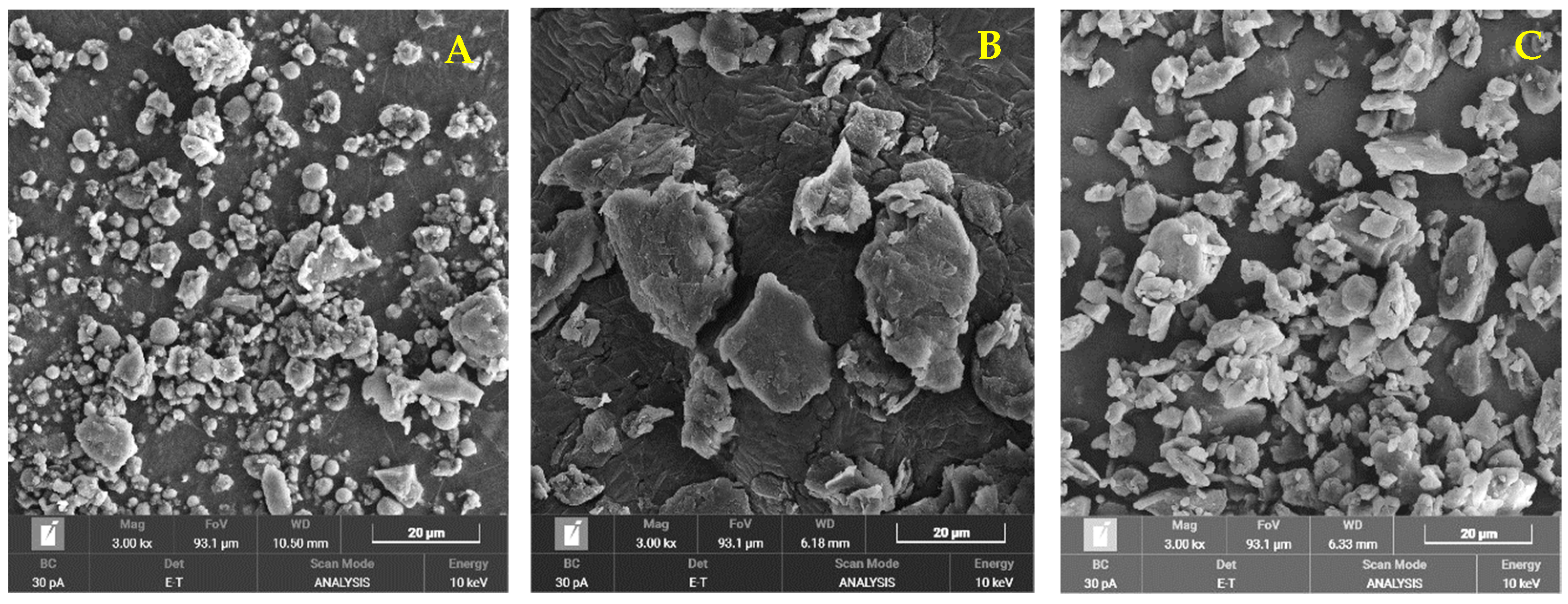
2.5. Scanning Electron Microscopic (SEM) Analysis
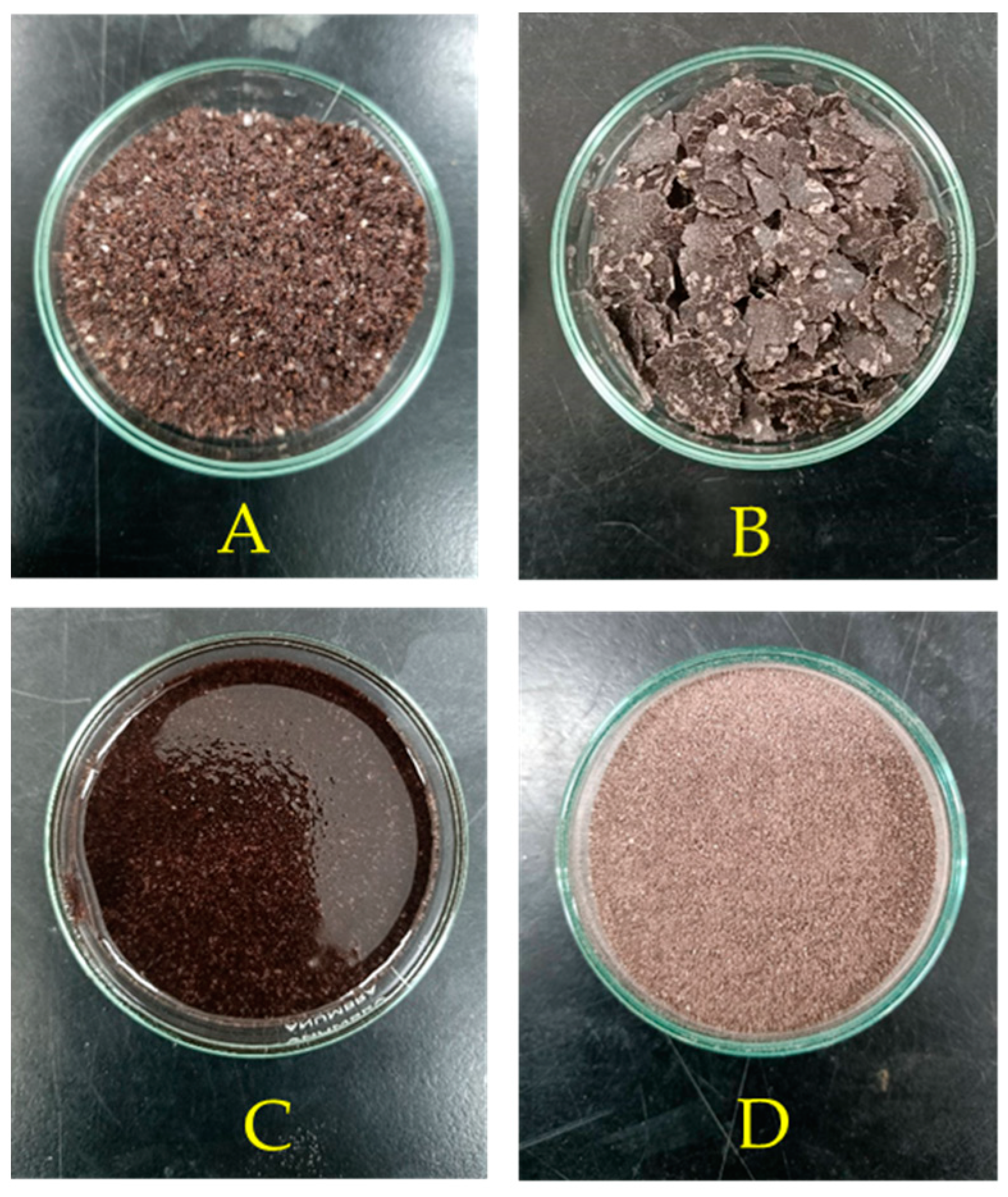
2.6. Stabilization of the Rice Bran Samples
2.7. Proximate Analyses
2.8. Powder Flow
2.9. Tabletability of the Rice Bran Powders and Tablet Compositions
2.10. Compression Test and Tablet Evaluation
2.11. Statistical Analyses
3. Results and Discussion
3.1. cRBO Yield
3.2. Isolation and Purification of Rice Bran Wax
3.3. Stabilized Rice Bran Samples
3.4. Proximate Analysis of the Rice Bran Samples
3.5. Scanning Electron Micrographs (SEM)
3.6. Powder Flow
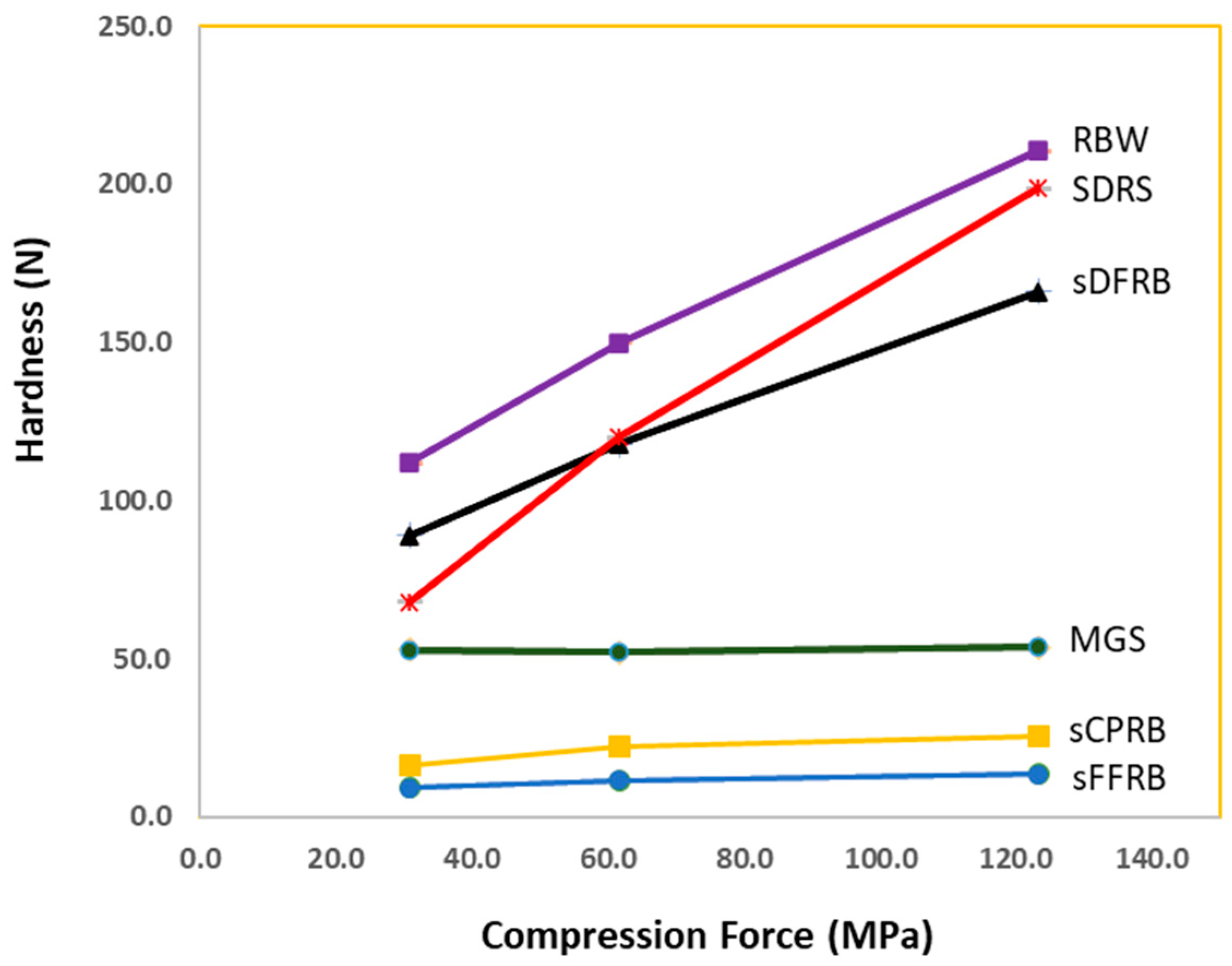
3.7. Tabletability of the Rice Bran Powders and Tablet Compositions
3.8. Compression Test and Tablet Evaluation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, J.; Wu, Y. Lubricants in Pharmaceutical Solid Dosage Forms. Lubricants 2014, 2, 21–43. [Google Scholar] [CrossRef]
- Morin, G.; Briens, L. The Effect of Lubricants on Powder Flowability for Pharmaceutical Application. AAPS PharmSciTech 2013, 14, 1158. [Google Scholar] [CrossRef] [PubMed]
- Desai, D.; Zia, H.; Quadir, A. Evaluation of Selected Micronized Poloxamers as Tablet Lubricants. Drug Deliv. 2007, 14, 413–426. [Google Scholar] [CrossRef]
- Ribet, J.; Poret, K.; Arseguel, D.; Chulia, D.; Rodriguez, F. Talc Functionality as Lubricant: Texture, Mean Diameter, and Specific Surface Area Influence. Drug Dev. Ind. Pharm. 2003, 29, 1127–1135. [Google Scholar] [CrossRef]
- Colloidal Silicon Dioxide from MilliporeSigma. Available online: https://www.americanpharmaceuticalreview.com/25260-Excipients/5821286-Colloidal-Silicon-Dioxide/ (accessed on 10 February 2024).
- Uzunović, A.; Vranić, E. Effect of Magnesium Stearate Concentration on Dissolution Properties of Ranitidine Hydrochloride Coated Tablets. Bosn J. Basic Med. Sci. 2007, 7, 279–283. [Google Scholar] [CrossRef]
- Paul, S.; Sun, C.C. Lubrication with Magnesium Stearate Increases Tablet Brittleness. Powder Technol. 2017, 309, 126–132. [Google Scholar] [CrossRef]
- Perveen, S.; Hamid, S.; Usman, S.; Hassan, S. In Vitro Dissolution of Metronidazole (400 Mg) Tablets: Effects of Lubricants on The Dissolution of Tablets. Am. J. PharmTech Res. 2018, 8, 232–243. [Google Scholar] [CrossRef]
- Sabbatini, B.; Perinelli, D.R.; Palmieri, G.F.; Cespi, M.; Bonacucina, G. Sodium lauryl sulfate as lubricant in tablets formulations: Is it worth? Int. J. Pharm. 2023, 643, 123265. [Google Scholar] [CrossRef] [PubMed]
- Yu, D.; Nie, H. Evaluation of Alternative Metallic Stearates as Lubricants in Pharmaceutical Tablet Formulation. AAPS PharmSciTech 2022, 23, 200. [Google Scholar] [CrossRef]
- Turkoglu, M.; Sahin, I.; San, T. Evaluation of Hexagonal Boron Nitride as a New Tablet Lubricant. Pharm. Dev. Technol. 2005, 10, 381–388. [Google Scholar] [CrossRef]
- Hadinoto, K.; Tran, T.-T.; Cheow, W.S. Beyond Tablets’ Physical Characteristics: Incorporating Environmental Sustainability Metrics into the Selection of Lubricants for Pharmaceutical Tableting. J. Clean. Prod. 2022, 362, 132336. [Google Scholar] [CrossRef]
- Gul, K.; Yousuf, B.; Singh, A.K.; Singh, P.; Wani, A. Rice Bran: Nutritional Values and Its Emerging Potential for Development of Functional Food–A Review. Bioact. Carbohydr. Diet. Fibre 2015, 6, 24–30. [Google Scholar] [CrossRef]
- Lavanya, M.N.; Saikiran, K.C.H.S.; Venkatachalapathy, N. Stabilization of Rice Bran Milling Fractions Using Microwave Heating and Its Effect on Storage. J. Food Sci. Technol. 2019, 56, 889–895. [Google Scholar] [CrossRef]
- Yılmaz Tuncel, N. Stabilization of Rice Bran: A Review. Foods 2023, 12, 1924. [Google Scholar] [CrossRef]
- Sapwarobol, S.; Saphyakhajorn, W.; Astina, J. Biological Functions and Activities of Rice Bran as a Functional Ingredient: A Review. Nutr. Metab. Insights 2021, 14, 1–11. [Google Scholar] [CrossRef]
- Alonso-González, M.; Felix, M.; Romero, A. Rice Bran-Based Bioplastics: Effects of Biopolymer Fractions on Their Mechanical, Functional and Microstructural Properties. Polymers 2022, 14, 100. [Google Scholar] [CrossRef]
- Khongla, C.; Chuaingan, J.; Siadkhunthod, T.; Somnam, P.; Musika, S.; Sangsawad, P. Physicochemical Properties of Rice Bran Hydrolysate Prepared in a Pilot Scale Process and Its Application in Milk Tablets. Trends Sci. 2022, 19, 2316. [Google Scholar] [CrossRef]
- Pourfarzad, A.; Yousefi, A. Effect of Different Excipients on Physicochemical Properties of the Functional Rice Bran Tablet: Univariate and Multivariate Studies on a Novel Food Supplement. J. Food Meas. Charact. 2021, 15, 1359–1369. [Google Scholar] [CrossRef]
- Fernández-Ledesma, E.; Rodríguez-Acosta, C.; Liva-Garrido, M.; Díaz-Polanco, I.; Cazanave-Guarnaluce, D. Evaluation of Rice Husk as an Excipient for the Pharmaceutical Industry. J. Mater. Environ. Sci. 2015, 6, 114–118. [Google Scholar]
- Ribas, F.B.T.; Gasparetto, H.; Salau, N.P.G. Sustainable Extraction of Rice Bran Oil: Assessing Renewable Solvents, Kinetics, and Thermodynamics. Chem. Eng. Res. Des. 2023, 197, 342–354. [Google Scholar] [CrossRef]
- Abhirami, P.; Venkatachalapathy, N. Characterization of Refined Rice Bran Wax: An Alternative Edible Coating. Int. J. Curr. Microbiol. Appl. Sci. 2019, 8, 91–97. [Google Scholar] [CrossRef]
- Basarkar, U.G. Rice Bran Wax–A Novel Excipient for Pharmaceutical Topical Dosage Forms. Int. J. Bioassays 2013, 2, 828–832. [Google Scholar]
- Sabale, V.; Sabale, P.M.; Lakhotiya, C.L. Comparative Evaluation of Rice Bran Wax as an Ointment Base with Standard Base. Indian J. Pharm. Sci. 2009, 71, 77–79. [Google Scholar] [CrossRef] [PubMed]
- Malviya, R.; Khirsagar, M.D.; Chandewar, A.V. Studies on Rice Bran Wax as Modified Pharmaceutical Excipient. Int. J. Pharm. Biol. Arch. 2017, 8, 15–22. [Google Scholar]
- Tangkhajornchaisak, P.; Rojsitthisak, P.; Tiyaboonchai, W.; Wattanaarsakit, P. The Effect of Rice Bran Wax on Physicochemical Properties of Curcuminoid-Loaded Solid Lipid Nanoparticles. Thai J. Pharm. Sci. 2016, 40, 49–52. [Google Scholar]
- United States Pharmacopeia. USP36/NF31. <401> Fats and Fixed Oils; USP: Rockville, MD, USA; pp. 173–175.
- Espinales, C.; Cuesta, A.; Tapia, J.; Palacios-Ponce, S.; Peñas, E.; Martínez-Villaluenga, C.; Espinoza, A.; Cáceres, P.J. The Effect of Stabilized Rice Bran Addition on Physicochemical, Sensory, and Techno-Functional Properties of Bread. Foods 2022, 11, 3328. [Google Scholar] [CrossRef] [PubMed]
- AOAC. AOAC Official Method 925.19 Loss on drying (moisture) in Tea. In AOAC Official Methods of Analysis, 18th ed.; AOAC International: Gaithersburg, MD, USA, 2007. [Google Scholar]
- AOAC. AOAC Official Method 942.25 Ash in animal feed. In AOAC Official Methods of Analysis, 18th ed.; AOAC International: Gaithersburg, MD, USA, 2007. [Google Scholar]
- AOAC. AOAC Official Method 992.23 Crude protein in cereal grains and oilseeds. In AOAC Official Methods of Analysis, 18th ed.; AOAC International: Gaithersburg, MD, USA, 2007. [Google Scholar]
- AOAC. AOAC Official Method 920.39 Fat (crude) or ether extract in animal feed. In AOAC Official Methods of Analysis, 18th ed.; AOAC International: Gaithersburg, MD, USA, 2007. [Google Scholar]
- United States Pharmacopeia. USP34/NF29. <1174> Powder Flow; USP: Rockville, MD, USA; pp. 723–726.
- Oliveira, R.; Oliveira, V.; Aracava, K.K.; da Costa Rodrigues, C.E. Effects of the Extraction Conditions on the Yield and Composition of Rice Bran Oil Extracted with Ethanol—A Response Surface Approach. Food Bioprod. Process. 2012, 90, 22–31. [Google Scholar] [CrossRef]
- Maru, A.D.; Surawase, R.K.; Bodhe, P.V. Studies on Physico-chemical of Rice Bran Wax and Its Comparison with Carnauba Wax. Int. J. Pharm. Phytochem. Res. 2012, 1, 203–207. [Google Scholar]
- Kumari, N.; Vinita, N.K.; Rani, P. Nutrient Composition of Full Fat and Defattated Rice Bran. Asian J. Dairy Food Res. 2018, 37, 77–80. [Google Scholar]
- Gravel, A.; Marciniak, A.; Couture, M.; Doyen, A. Effects of Hexane on Protein Profile, Solubility and Foaming Properties of Defatted Proteins Extracted from Tenebrio molitor Larvae. Molecules 2021, 26, 351. [Google Scholar] [CrossRef]
- Hsu, S.H.; Tsai, T.R.; Chuo, W.H.; Cham, T.M. Evaluation of Era-Tab as a Direct Compression Excipient. Drug Dev. Ind. Pharm. 1997, 23, 711–716. [Google Scholar] [CrossRef]
- De Backere, C.; Quodbach, J.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Impact of Alternative Lubricants on Process and Tablet Quality for Direct Compression. Int. J. Pharm. 2022, 624, 122012. [Google Scholar] [CrossRef]
- Carpanzano, T.; Best Practices for Effective Tablet Lubrication: An Executive Summary. Pharmaceutical Technology 2017; p. 5. Available online: https://www.pharmtech.com/view/best–practices-effective-tablet-lubrication (accessed on 2 February 2024).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | This Study | Basakar [23] | Maru et al. [35] |
|---|---|---|---|
| Melting range (°C) | 76–79 | 78–84 | 80.5 |
| Solubility | Insoluble in water and soluble in EtOH, iso-PrOH, hexane, and isooctane | Insoluble in acetone and water and soluble in chloroform and petroleum ether | Insoluble in water and soluble in ether, EtOH, and iso-PrOH |
| Specific gravity | 0.89 ± 0.05 | 0.93 | 0.912 |
| Saponification value | 70.97 ± 5.59 | 68–72 | 80.88 |
| Acid value | 10.44 ± 0.52 | 12–14 | 2.848 |
| Iodine value | 10.28 ± 0.74 | 9–11 | 10 |
| Sample * | Moisture (g/100 g) | Ash (g/100 g) | Protein (g/100 g) | Fat (g/100 g) |
|---|---|---|---|---|
| FFRB | 10.30 ± 0.11 a | 9.44 ± 0.26 b | 15.94 ± 0.15 c | 12.46 ± 0.24 a |
| CPRB | 9.33 ± 0.25 b | 6.95 ± 0.29 d | 14.61 ± 0.05 e | 11.04 ± 0.05 b |
| DFRB | 4.16 ± 0.11 d | 10.42 ± 0.36 a | 16.72 ± 0.18 b | 3.37 ± 0.07 c |
| sFFRB | 6.01 ± 0.12 c | 9.90 ± 0.15 b | 16.70 ± 0.10 b | 12.80 ± 0.07 a |
| sCPRB | 6.07 ± 0.04 c | 7.77 ± 0.39 c | 14.91 ± 0.07 d | 11.44 ± 0.19 b |
| sDFRB | 2.81 ± 0.09 e | 11.03 ± 0.31 a | 17.41 ± 0.25 a | 3.52 ± 0.34 c |
| # | Sample | Angle of Repose | Carr’s Index | Hausner Ratio |
|---|---|---|---|---|
| RB-1 | sFFRB | 40.1 ± 0.5 a | 29.0 ± 1.0 a | 1.41 ± 0.02 a |
| RB-2 | sCPRB | 38.2 ± 1.4 b | 24.7 ± 1.2 b | 1.33 ± 0.02 b |
| RB-3 | sDFRB | 35.6 ± 1.0 c | 20.9 ± 2.4 c | 1.27 ± 0.04 c |
| STD | MGS | 37.6 ± 0.8 b | 18.5 ± 1.4 c | 1.23 ± 0.02 c |
| F-1 | SDRS | 32.2 ± 0.2 d | 11.9 ± 0.6 fg | 1.13 ± 0.01 fg |
| F-2 | SDRS + 0.5% MGS | 31.0 ± 0.4 e | 10.7 ± 0.6 h | 1.12 ± 0.01 g |
| F-2 | SDRS + 0.5% HVO | 30.8 ± 0.4 e | 10.4 ± 0.5 h | 1.12 ± 0.01 g |
| F-4 | SDRS + 0.5% sFFRB | 31.7 ± 0.3 de | 12.0 ± 0.9 f | 1.14 ± 0.01 f |
| F-5 | SDRS + 1.0% sFFRB | 31.4 ± 0.1 e | 15.7 ± 0.5 d | 1.19 ± 0.01 d |
| F-6 | SDRS + 2.0% sFFRB | 32.6 ± 0.4 d | 12.7 ± 1.2 f | 1.15 ± 0.02 ef |
| F-7 | SDRS + 0.5% sDFRB | 31.6 ± 0.3 de | 14.0 ± 0.1 e | 1.16 ± 0.00 e |
| F-8 | SDRS + 1.0% sDFRB | 31.0 ± 0.5 e | 14.7 ± 1.2 de | 1.17 ± 0.02 d |
| F-9 | SDRS + 2.0% sDFRB | 31.4 ± 0.9 de | 14.3 ± 0.6 e | 1.17 ± 0.01 de |
| F-10 | SDRS + 0.5% RBW | 31.0 ± 0.1 e | 11.0 ± 1.0 gh | 1.12 ± 0.01 g |
| # | Lubricant * (%) | PCF (kN) | MCF (kN) | Ejection Force (N) | Weight (mg) | Hardness (N) | Friability (%) | DT (s) |
|---|---|---|---|---|---|---|---|---|
| F-1 | Control | 0.4 | 4.3 | 349.67 ± 27.72 a | 302.4 ± 0.6 | 72.7 ± 3.4 b | >10 | 38.55 |
| F-2 | MGS 0.5% | 0.4 | 4.7 | 58.16 ± 5.54 i | 303.1 ± 0.8 | 56.3 ± 5.6 e | 0.16 | 55.13 |
| F-2 | HVO 0.5% | 0.4 | 5.1 | 83.11 ± 5.22 e | 300.6 ± 1.0 | 85.0 ± 4.0 a | 0.13 | 38.75 |
| F-4 | sFFRB 0.5% | 0.4 | 5.1 | 259.40 ± 16.56 b | 302.6 ± 1.0 | 60.3 ± 9.1 d | 1.72 | 36.28 |
| F-5 | sFFRB 1.0% | 0.4 | 4.6 | 88.17 ± 5.80 d | 302.4 ± 1.1 | 44.7 ± 4.8 f | 4.26 | 29.02 |
| F-6 | sFFRB 2.0% | 0.4 | 5.0 | 78.60 ± 5.88 f | 300.2 ± 0.6 | 27.1 ± 6.5 g | 6.89 | 27.22 |
| F-7 | sDFRB 0.5% | 0.4 | 4.5 | 89.88 ± 5.43 c | 300.1 ± 0.7 | 71.1 ± 5.8 b | 0.46 | 43.56 |
| F-8 | sDFRB 1.0% | 0.4 | 4.9 | 78.92 ± 4.66 f | 299.5 ± 0.8 | 66.2 ± 6.5 c | 0.89 | 42.05 |
| F-9 | sDFRB 2.0% | 0.4 | 4.3 | 71.88 ± 1.20 g | 299.7 ± 0.9 | 65.8 ± 4.7 c | 1.44 | 35.36 |
| F-10 | RBW 0.5% | 0.4 | 4.4 | 65.08 ± 3.32 h | 300.3 ± 1.1 | 74.7 ± 7.2 b | 0.39 | 41.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kittipongpatana, O.S.; Trisopon, K.; Wattanaarsakit, P.; Kittipongpatana, N. Utilization and Evaluation of Rice Bran and Rice Bran Wax as a Tablet Lubricant. Pharmaceutics 2024, 16, 428. https://doi.org/10.3390/pharmaceutics16030428
Kittipongpatana OS, Trisopon K, Wattanaarsakit P, Kittipongpatana N. Utilization and Evaluation of Rice Bran and Rice Bran Wax as a Tablet Lubricant. Pharmaceutics. 2024; 16(3):428. https://doi.org/10.3390/pharmaceutics16030428
Chicago/Turabian StyleKittipongpatana, Ornanong S., Karnkamol Trisopon, Phanphen Wattanaarsakit, and Nisit Kittipongpatana. 2024. "Utilization and Evaluation of Rice Bran and Rice Bran Wax as a Tablet Lubricant" Pharmaceutics 16, no. 3: 428. https://doi.org/10.3390/pharmaceutics16030428