

Upstream and Downstream Bioprocessing in Enzyme Technology

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
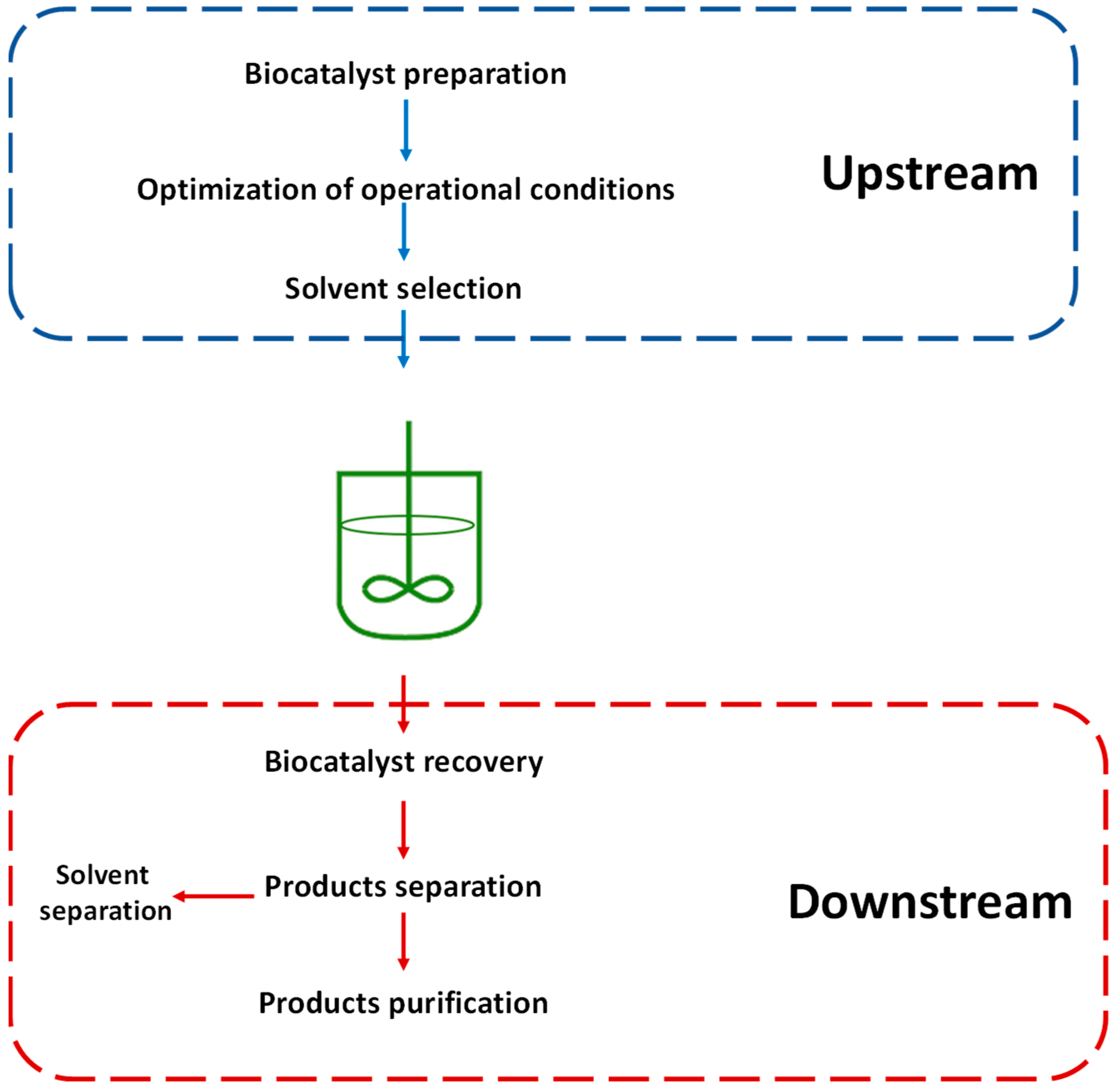
2. Upstream Bioprocessing
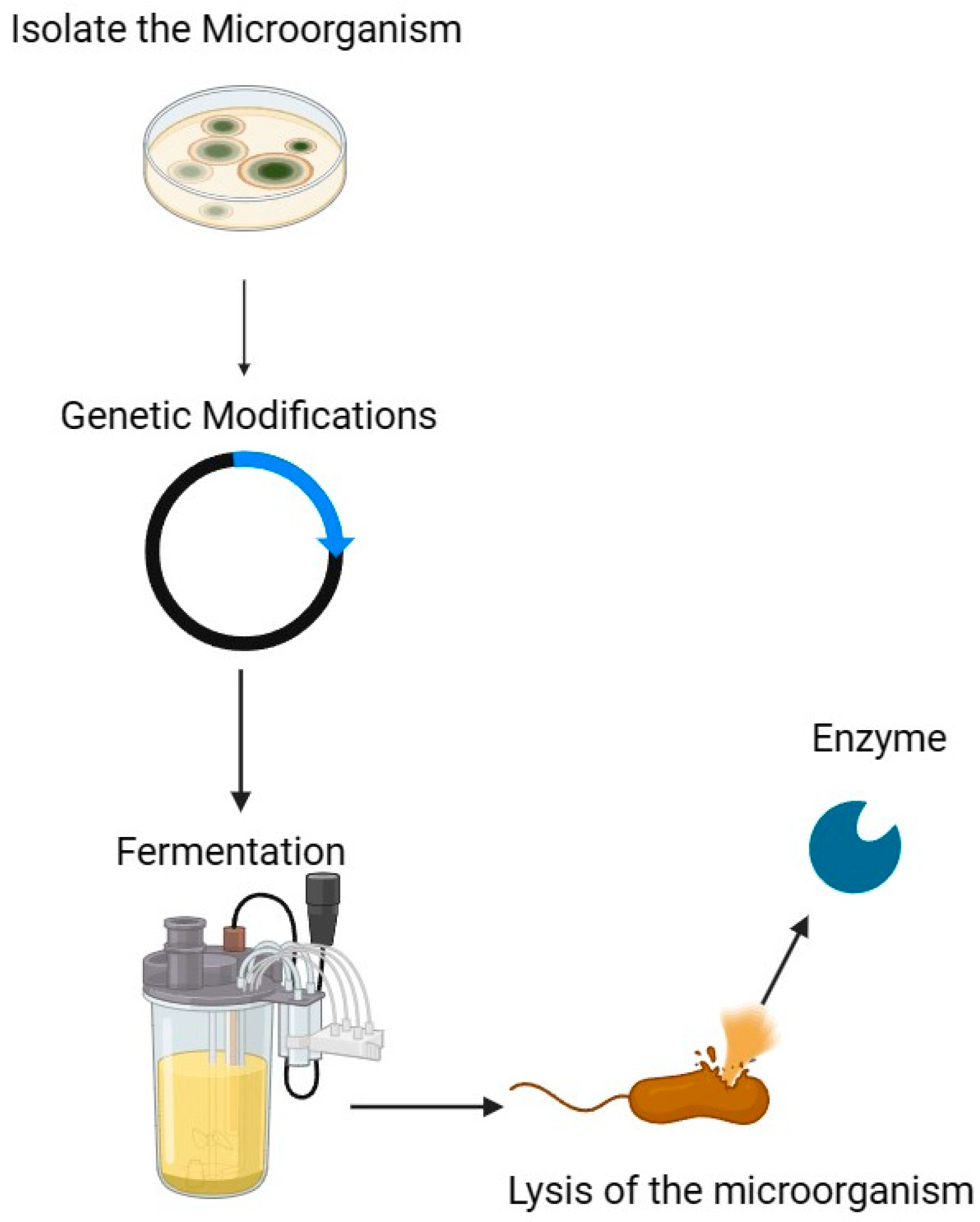
2.1. Enzyme Production
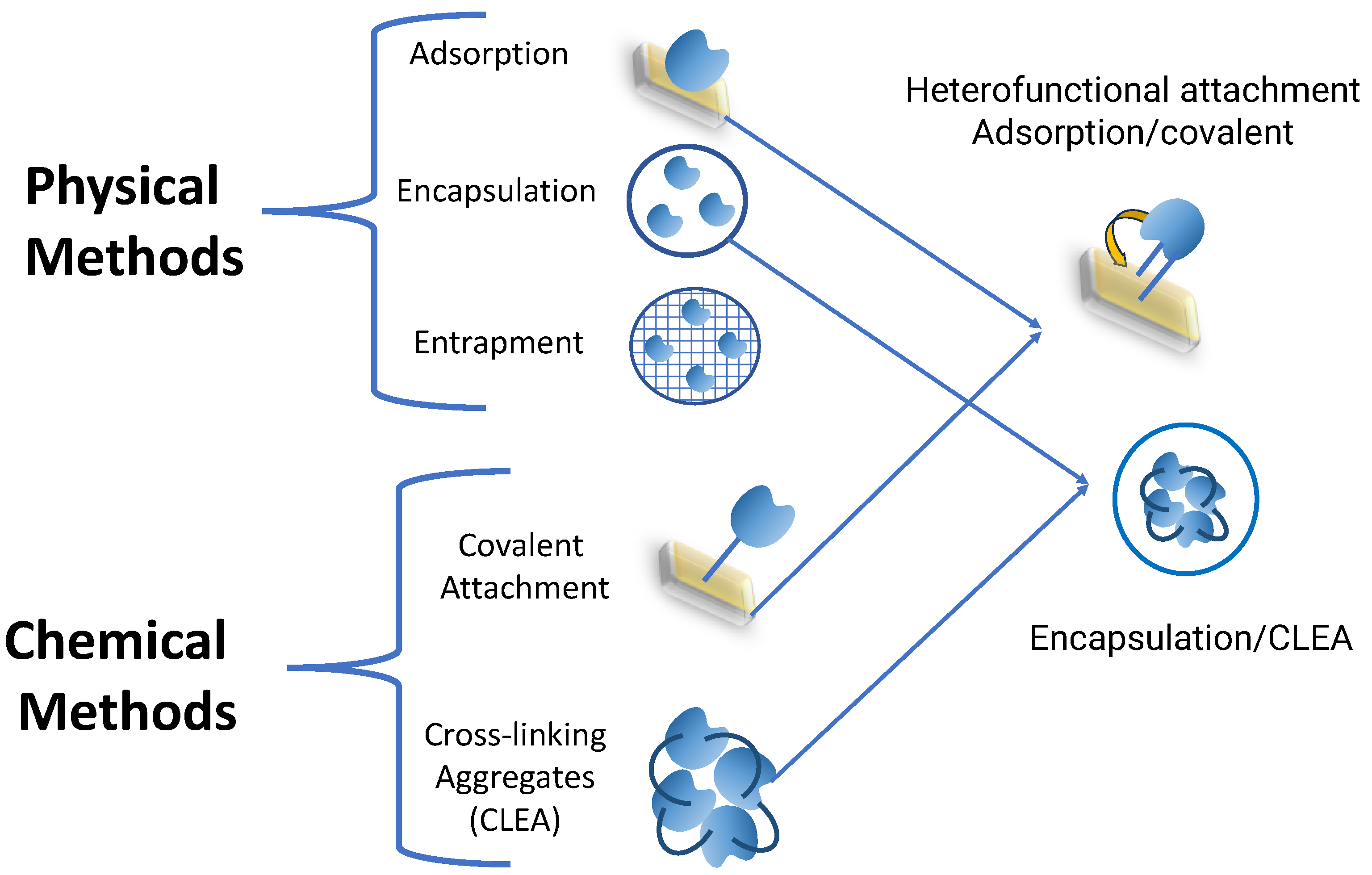
2.2. Enzyme Immobilization
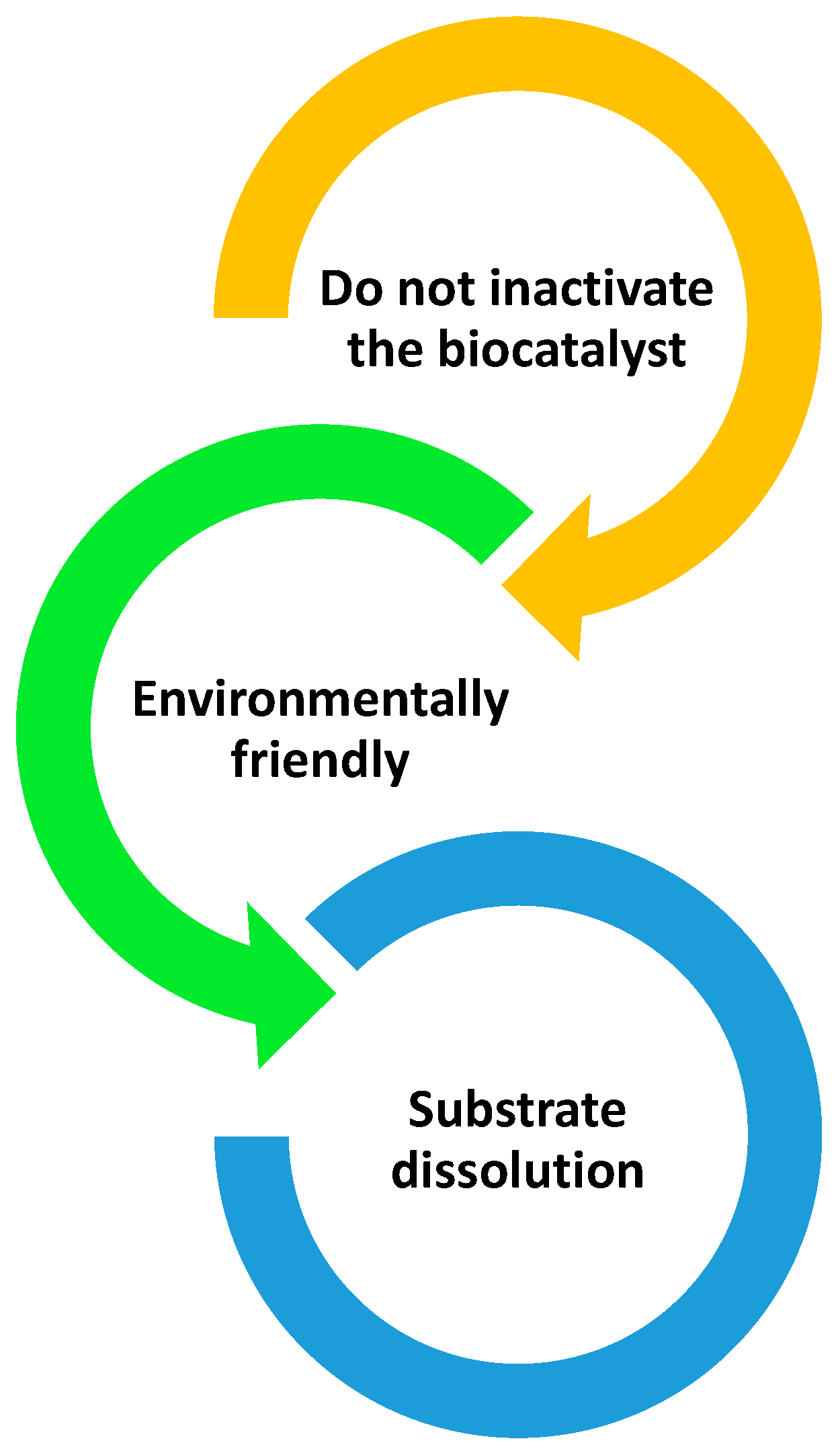
2.3. Selection of the Solvent in the Preparation of the Reaction Medium
2.4. Statistical Optimization
3. Downstream Bioprocessing
3.1. Filtration
3.2. Liquid–Liquid Extraction
3.3. Distillation
3.4. Crystallization
3.5. Chromatography
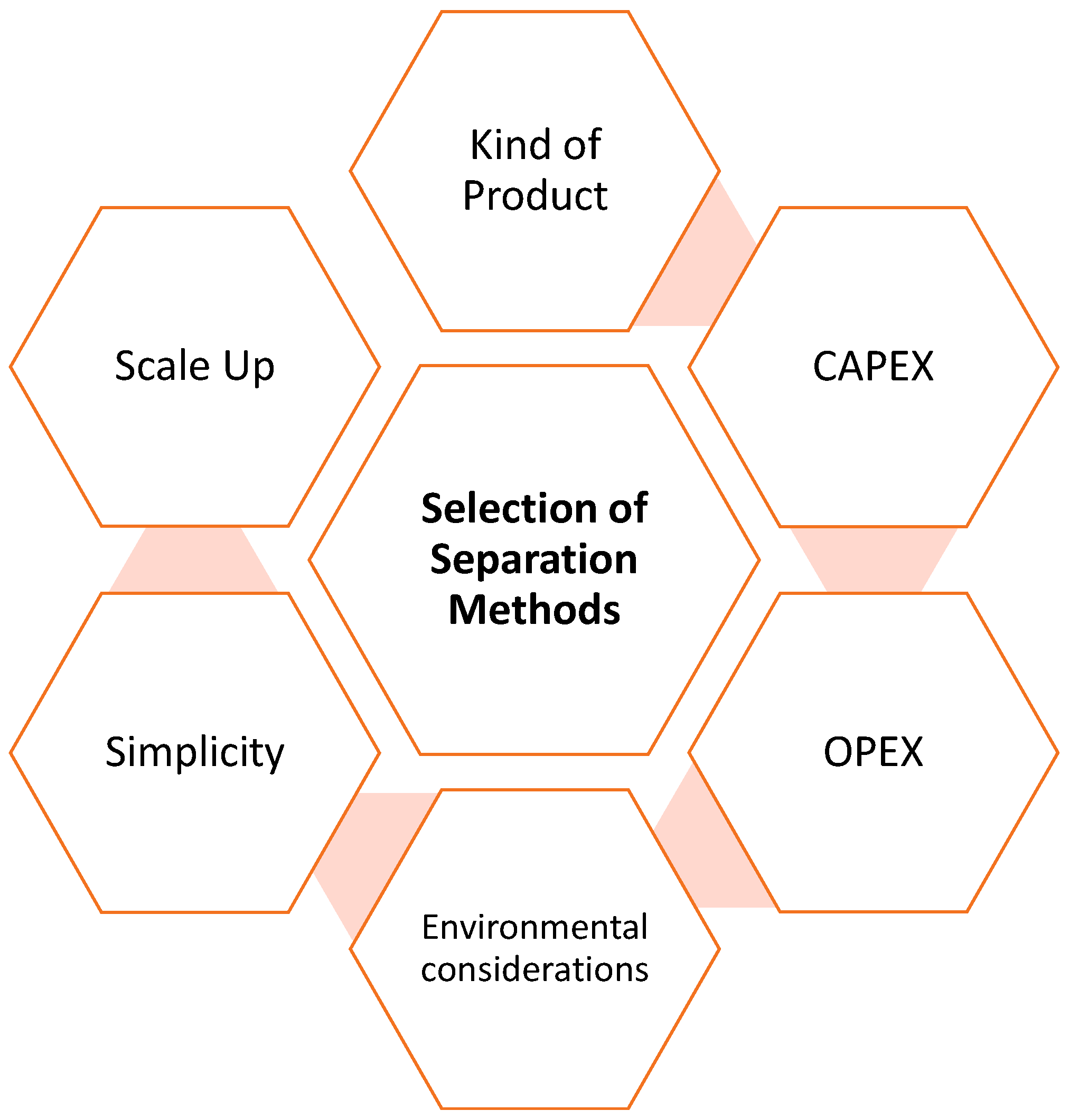
3.6. Selection and Comparison of Separation Methods
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Woodley, J.M. Accelerating the Implementation of Biocatalysis in Industry. Appl. Microbiol. Biotechnol. 2019, 103, 4733–4739. [Google Scholar] [PubMed]
- Rinaldi, R.; Jastrzebski, R.; Clough, M.T.; Ralph, J.; Kennema, M.; Bruijnincx, P.C.A.; Weckhuysen, B.M. Paving the Way for Lignin Valorisation: Recent Advances in Bioengineering, Biorefining and Catalysis. Angew. Chemie—Int. Ed. 2016, 55, 8164–8215. [Google Scholar]
- Buchholz, K. A Breakthrough in Enzyme Technology to Fight Penicillin Resistance—Industrial Application of Penicillin Amidase. Appl. Microbiol. Biotechnol. 2016, 100, 3825–3839. [Google Scholar]
- Wohlgemuth, R. The Locks and Keys to Industrial Biotechnology. New Biotechnol. 2009, 25, 204–213. [Google Scholar]
- Kim, S.; Jiménez-González, C.; Dale, B.E. Enzymes for Pharmaceutical Applications-a Cradle-to-Gate Life Cycle Assessment. Int. J. Life Cycle Assess. 2009, 14, 392–400. [Google Scholar]
- Liese, A. (Ed.) Industrial Biotransformations; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2006; ISBN 3527310010. [Google Scholar]
- Patel, R.N. Biocatalysis in the Pharmaceutical and Biotechnology Industries; CRC Press: Boca Raton, FL, USA, 2006; pp. 1–847. [Google Scholar]
- Parapouli, M.; Vasileiadis, A.; Afendra, A.S.; Hatziloukas, E. Saccharomyces cerevisiae and Its Industrial Applications. AIMS Microbiol. 2020, 6, 1–31. [Google Scholar]
- Woodley, J.M. New Frontiers in Biocatalysis for Sustainable Synthesis. Curr. Opin. Green Sustain. Chem. 2020, 21, 22–26. [Google Scholar]
- Wu, S.; Snajdrova, R.; Moore, J.C.; Baldenius, K.; Bornscheuer, U.T. Biocatalysis: Enzymatic Synthesis for Industrial Applications. Angew. Chemie—Int. Ed. 2021, 60, 88–119. [Google Scholar]
- Solanki, P.; Putatunda, C.; Kumar, A.; Bhatia, R.; Walia, A. Microbial Proteases: Ubiquitous Enzymes with Innumerable Uses. 3 Biotech 2021, 11, 428. [Google Scholar]
- Yao, W.; Liu, K.; Liu, H.; Jiang, Y.; Wang, R.; Wang, W.; Wang, T. A Valuable Product of Microbial Cell Factories: Microbial Lipase. Front. Microbiol. 2021, 12, 1–16. [Google Scholar]
- Godse, R.; Bawane, H.; Tripathi, J.; Kulkarni, R. Unconventional β-Glucosidases: A Promising Biocatalyst for Industrial Biotechnology. Appl. Biochem. Biotechnol. 2021, 193, 2993–3016. [Google Scholar] [PubMed]
- Enzyme Market by Product Type. Available online: https://www.marketsandmarkets.com/Market-Reports/enzyme-market-46202020.html?gclid=Cj0KCQjw5ZSWBhCVARIsALERCvwLbUZ6OK6EfXlG13lD9XpUhsp6DRj4DgWu_NS2WwGdge7C_Wo4U2waAuWEEALw_wcB (accessed on 9 December 2023).
- Li, Z.; Lou, L.; Sun, C.; Xu, W.; Li, Z. Iterative Conformational Dynamics-Guided Protein Engineering Reshapes Biocatalyst Properties for Efficient and Cost-Effective Cytidine 5′-Monophosphate Production. Chem. Eng. J. 2021, 425, 131597. [Google Scholar]
- Xu, Y.; Wu, Y.; Lv, X.; Sun, G.; Zhang, H.; Chen, T.; Du, G.; Li, J.; Liu, L. Design and Construction of Novel Biocatalyst for Bioprocessing: Recent Advances and Future Outlook. Bioresour. Technol. 2021, 332, 125071. [Google Scholar]
- Liu, S.; Bilal, M.; Rizwan, K.; Gul, I.; Rasheed, T.; Iqbal, H.M.N. Smart Chemistry of Enzyme Immobilization Using Various Support Matrices—A Review. Int. J. Biol. Macromol. 2021, 190, 396–408. [Google Scholar] [PubMed]
- Rodrigues, R.C.; Berenguer-Murcia, Á.; Carballares, D.; Morellon-Sterling, R.; Fernandez-Lafuente, R. Stabilization of Enzymes via Immobilization: Multipoint Covalent Attachment and Other Stabilization Strategies. Biotechnol. Adv. 2021, 52, 107821. [Google Scholar]
- Bernal, C.; Rodríguez, K.; Martínez, R. Integrating Enzyme Immobilization and Protein Engineering: An Alternative Path for the Development of Novel and Improved Industrial Biocatalysts. Biotechnol. Adv. 2018, 36, 1470–1480. [Google Scholar]
- Victorino da Silva Amatto, I.; Gonsales da Rosa-Garzon, N.; Antônio de Oliveira Simões, F.; Santiago, F.; Pereira da Silva Leite, N.; Raspante Martins, J.; Cabral, H. Enzyme Engineering and Its Industrial Applications. Biotechnol. Appl. Biochem. 2022, 69, 389–409. [Google Scholar] [CrossRef]
- Guajardo, N.; Ahumada, K.; Domínguez de María, P.; Schrebler, R.A. Remarkable Stability of Candida Antarctica Lipase B Immobilized via Cross-Linking Aggregates (CLEA) in Deep Eutectic Solvents. Biocatal. Biotransform. 2019, 37, 106–114. [Google Scholar]
- Guajardo, N.; Ahumada, K.; Domínguez de María, P. Immobilization of Pseudomonas Stutzeri Lipase through Cross-Linking Aggregates (CLEA) for Reactions in Deep Eutectic Solvents. J. Biotechnol. 2021, 337, 18–23. [Google Scholar]
- Guimarães, J.R.; Carballares, D.; Rocha-Martin, J.; Alcántara, A.R.; Tardioli, P.W.; Fernandez-Lafuente, R. Heterofunctional Methacrylate Beads Bearing Octadecyl and Vinyl Sulfone Groups: Tricks to Obtain an Interfacially Activated Lipase from Thermomyces Lanuginosus and Covalently Attached to the Support. Catalysts 2023, 13, 108. [Google Scholar]
- Souza, P.M.P.; Carballares, D.; Gonçalves, L.R.B.; Fernandez-Lafuente, R.; Rodrigues, S. Immobilization of Lipase B from Candida Antarctica in Octyl-Vinyl Sulfone Agarose: Effect of the Enzyme-Support Interactions on Enzyme Activity, Specificity, Structure and Inactivation Pathway. Int. J. Mol. Sci. 2022, 23, 14268. [Google Scholar] [PubMed]
- Guajardo, N. Immobilization of Lipases Using Poly(Vinyl) Alcohol. Polymers 2023, 15, 2021. [Google Scholar] [PubMed]
- De Oliveira, A.L.L.; Da Costa Assuncao, J.C.; Pascoal, C.V.P.; Bezerra, M.L.S.; Silva, A.C.S.; De Souza, B.V.; Rodrigues, F.E.A.; Ricardo, N.M.P.S.; Arruda, T.B.M.G. Waste of Nile Tilapia (Oreochromis Niloticus) to Biodiesel Production by Enzymatic Catalysisnyoptimization Using Factorial Experimental Design. Ind. Eng. Chem. Res. 2021, 60, 3554–3560. [Google Scholar]
- Basso, A.; Serban, S. Industrial Applications of Immobilized Enzymes—A Review. Mol. Catal. 2019, 479, 110607. [Google Scholar]
- Guajardo, N.; de María, P.D. Production of Bulk Chemicals with Biocatalysis: Drivers and Challenges Reflected in Recent Industrial Granted Patents (2015–2020). Molecules 2021, 26, 736. [Google Scholar]
- Panić, M.; Cvjetko Bubalo, M.; Radojčić Redovniković, I. Designing a Biocatalytic Process Involving Deep Eutectic Solvents. J. Chem. Technol. Biotechnol. 2021, 96, 14–30. [Google Scholar]
- Office of International Affairs, National Research Council. Applications of Biotechnology to Traditional Fermented Foods; National Academy Press: Washington, DC, USA, 1992; ISBN 0309565758. [Google Scholar]
- Salas-Villalobos, U.A.; Gómez-Acata, R.V.; Castillo-Reyna, J.; Aguilar, O. In Situ Product Recovery as a Strategy for Bioprocess Integration and Depletion of Inhibitory Products. J. Chem. Technol. Biotechnol. 2021, 96, 2735–2743. [Google Scholar]
- Singh, N.; Herzer, S. Downstream Processing Technologies/Capturing and Final Purification. In Advances in Biochemical Engineering/Biotechnology; Springer: Berlin/Heidelberg, Germany, 2017; pp. 115–178. [Google Scholar]
- Korsa, G.; Konwarh, R.; Masi, C.; Ayele, A.; Haile, S. Microbial Cellulase Production and Its Potential Application for Textile Industries. Ann. Microbiol. 2023, 73, 13. [Google Scholar]
- Jeennor, S.; Anantayanon, J.; Chutrakul, C.; Panchanawaporn, S.; Laoteng, K. Novel Pentose-Regulated Promoter of Aspergillus Oryzae with Application in Controlling Heterologous Gene Expression. Biotechnol. Rep. 2022, 33, e00695. [Google Scholar]
- Bhati, N.; Shreya; Sharma, A.K. Cost-Effective Cellulase Production, Improvement Strategies, and Future Challenges. J. Food Process Eng. 2021, 44, e13623. [Google Scholar]
- Zhang, H.; Fu, G.; Zhang, D. Cloning, Characterization, And Production of a Novel Lysozyme by Different Expression Hosts. J. Microbiol. Biotechnol. 2014, 24, 1405–1412. [Google Scholar] [PubMed]
- Yao, D.; Han, X.; Gao, H.; Wang, B.; Fang, Z.; Li, H.; Fang, W.; Xiao, Y. Enhanced Extracellular Production of Raw Starch-Degrading α-Amylase in Bacillus Subtilis through Expression Regulatory Element Modification and Fermentation Optimization. Microb. Cell Fact. 2023, 22, 118. [Google Scholar] [PubMed]
- dos Santos, L.N.; Perna, R.F.; Vieira, A.C.; de Almeida, A.F.; Ferreira, N.R. Trends in the Use of Lipases: A Systematic Review and Bibliometric Analysis. Foods 2023, 12, 3058. [Google Scholar]
- Machado, B.R.; Duarte, S.H.; Santos, L.O. Extracellular Lipase Production by Yarrowia Lipolytica under Magnetic Fields. World J. Microbiol. Biotechnol. 2023, 39, 290. [Google Scholar]
- Buarque, F.S.; Carniel, A.; Ribeiro, B.D.; Coelho, M.A.Z. Selective Enzymes Separation from the Fermentation Broth of Yarrowia Lipolytica Using Aqueous Two-Phase System Based on Quaternary Ammonium Compounds. Sep. Purif. Technol. 2023, 324, 124539. [Google Scholar]
- Wang, L.; An, N.; Gao, J.; Xue, H.; Li, G. The Feasibility of Sodium Hydroxide Pretreatment of Rice Straw for Solid Substrate Preparation to Enhance Laccase Production by Solid State Fermentation. BMC Biotechnol. 2023, 23, 16. [Google Scholar]
- Cong, R.P.; Guo, Y.H.; Zhou, J.Q.; Wang, J.W. Effect of Triton X-100 on Shiraia Laccase Production and Its Application in Triclosan Biodegradation. Sustain. Chem. Pharm. 2023, 35, 101209. [Google Scholar]
- Tripathi, M.; Lal, B.; Syed, A.; Mishra, P.K.; Elgorban, A.M.; Verma, M.; Singh, R.; Mohammad, A.; Srivastava, N. Production of Fermentable Glucose from Bioconversion of Cellulose Using Efficient Microbial Cellulases Produced from Water Hyacinth Waste. Int. J. Biol. Macromol. 2023, 252, 126376. [Google Scholar]
- Xie, H.; Wu, B.; Liu, G.; Li, X. Optimization of in Situ Cellulase Production from Penicillium Oxalicum P-07 under Submerged Fermentation Conditions with Different Cellulose Types. J. Environ. Chem. Eng. 2023, 11, 110290. [Google Scholar]
- Oliveira Monteiro, L.M.; Vici, A.C.; Messias, J.M.; Heinen, P.R.; Pinheiro, V.E.; Vargas Rechia, C.G.; Buckeridge, M.S.; Teixeira de Moraes Polizeli, M.d.L. Increased Malbranchea Pulchella β-Glucosidase Production and Its Application in Agroindustrial Residue Hydrolysis: A Research Based on Experimental Designs. Biotechnol. Rep. 2021, 30, e00618. [Google Scholar]
- Ratuchne, A.; Knob, A. A New and Unusual β-Glucosidase from Aspergillus Fumigatus: Catalytic Activity at High Temperatures and Glucose Tolerance. Biocatal. Agric. Biotechnol. 2021, 35, 102064. [Google Scholar]
- Abo-Kamer, A.M.; Abd-El-Salam, I.S.; Mostafa, F.A.; Mustafa, A.E.R.A.; Al-Madboly, L.A. A Promising Microbial α-Amylase Production, and Purification from Bacillus Cereus and Its Assessment as Antibiofilm Agent against Pseudomonas Aeruginosa Pathogen. Microb. Cell Fact. 2023, 22, 141. [Google Scholar] [PubMed]
- Maghraby, Y.R.; El-Shabasy, R.M.; Ibrahim, A.H.; Azzazy, H.M.E.S. Enzyme Immobilization Technologies and Industrial Applications. ACS Omega 2022, 8, 5184–5196. [Google Scholar]
- Kim, B.H.; Hwang, J.; Akoh, C.C. Liquid Microbial Lipase—Recent Applications and Expanded Use through Immobilization. Curr. Opin. Food Sci. 2023, 50, 100987. [Google Scholar]
- Girelli, A.M.; Chiappini, V. Renewable, Sustainable, and Natural Lignocellulosic Carriers for Lipase Immobilization: A Review. J. Biotechnol. 2023, 365, 29–47. [Google Scholar]
- Rezaei, P.F.; Ghanbari, S.; Mahdavinia, G. Purification and Immobilization of Exo-Polygalacturonase Using Nanomagnetic Beads. Process Biochem. 2023, 132, 180–190. [Google Scholar]
- Sun, X.; Zou, S.; Xie, X.; Wang, Y.; Zhang, Z. Immobilization of Lecitase® Ultra for Production of Flaxseed Oil-Based Diacylglycerols by Glycerolysis and Its Operational Stability. LWT 2023, 183, 114964. [Google Scholar]
- Poorakbar, E.; Saboury, A.A.; Laame Rad, B.; Khoshnevisan, K. Immobilization of Cellulase onto Core-Shell Magnetic Gold Nanoparticles Functionalized by Aspartic Acid and Determination of Its Activity. Protein J. 2020, 39, 328–336. [Google Scholar]
- Fan, X.; Zhang, P.; Fan, M.; Jiang, P.; Leng, Y. Immobilized Lipase for Sustainable Hydrolysis of Acidified Oil to Produce Fatty Acid. Bioprocess Biosyst. Eng. 2023, 46, 1195–1208. [Google Scholar]
- Wei, H.; Wang, Q.; Zhang, R.; Liu, M.; Zhang, W. Efficient Biodiesel Production from Waste Cooking Oil by Fast Co-Immobilization of Lipases from Aspergillus Oryzae and Rhizomucor Miehei in Magnetic Chitosan Microcapsules. Process Biochem. 2023, 125, 171–180. [Google Scholar]
- Costa, I.O.; Morais, J.R.F.; de Medeiros Dantas, J.M.; Gonçalves, L.R.B.; dos Santos, E.S.; Rios, N.S. Enzyme Immobilization Technology as a Tool to Innovate in the Production of Biofuels: A Special Review of the Cross-Linked Enzyme Aggregates (CLEAs) Strategy. Enzym. Microb. Technol. 2023, 170, 110300. [Google Scholar] [CrossRef] [PubMed]
- Dey, B.; Panwar, V.; Dutta, T. Fructose-Aided Cross-Linked Enzyme Aggregates of Laccase: An Insight on Its Chemical and Physical Properties. Process Biochem. 2023, 133, 220–227. [Google Scholar] [CrossRef]
- Guajardo, N.; Ahumada, K.; Domínguez de María, P. Immobilized Lipase-CLEA Aggregates Encapsulated in Lentikats® as Robust Biocatalysts for Continuous Processes in Deep Eutectic Solvents. J. Biotechnol. 2020, 310, 97–102. [Google Scholar] [CrossRef] [PubMed]
- Wilson, L.; Illanes, A.; Pessela, B.C.C.; Abian, O.; Fernández-Lafuente, R.; Guisán, J.M. Encapsulation of Crosslinked Penicillin G Acylase Aggregates in Lentikats: Evaluation of a Novel Biocatalyst in Organic Media. Biotechnol. Bioeng. 2004, 86, 558–562. [Google Scholar] [CrossRef] [PubMed]
- Quesada-Salas, M.C.; Vuillemin, M.E.; Dillies, J.; Dauwe, R.; Firdaous, L.; Bigan, M.; Lambertyn, V.; Cailleu, D.; Jamali, A.; Froidevaux, R.; et al. 1-Ethyl-3-Methyl Imidazolium Acetate, Hemicellulolytic Enzymes and Laccase-Mediator System: Toward an Integrated Co-Valorization of Polysaccharides and Lignin from Miscanthus. Ind. Crops Prod. 2023, 197, 116627. [Google Scholar] [CrossRef]
- Román-Leshkov, Y.; Dumesic, J.A. Solvent Effects on Fructose Dehydration to 5-Hydroxymethylfurfural in Biphasic Systems Saturated with Inorganic Salts. Top. Catal. 2009, 52, 297–303. [Google Scholar] [CrossRef]
- Guajardo, N.; Schrebler, R.A.; Domínguez de María, P. From Batch to Fed-Batch and to Continuous Packed-Bed Reactors: Lipase-Catalyzed Esterifications in Low Viscous Deep-Eutectic-Solvents with Buffer as Cosolvent. Bioresour. Technol. 2019, 273, 320–325. [Google Scholar]
- Guajardo, N.; Domínguez de María, H.P.; Ahumada, K.; Schrebler, R.A.; Ramírez-Tagle, R.; Crespo, F.A.; Carlesi, C. Water as Cosolvent: Nonviscous Deep Eutectic Solvents for Efficient Lipase-Catalyzed Esterifications. ChemCatChem 2017, 9, 1393–1396. [Google Scholar]
- Guajardo, N.; Domínguez de María, P. Assessing Biocatalysis Using Dihydrolevoglucosenone (Cyrene™) as Versatile Bio-Based (Co)Solvent. Mol. Catal. 2020, 485, 110813. [Google Scholar]
- de Gonzalo, G. Biocatalysed Reductions of α-Ketoesters Employing CyreneTM as Cosolvent. Biocatal. Biotransform. 2022, 40, 252–257. [Google Scholar] [CrossRef]
- Tomaino, E.; Capecchi, E.; Piccinino, D.; Saladino, R. Lignin Nanoparticles Support Lipase-Tyrosinase Enzymatic Cascade in the Synthesis of Lipophilic Hydroxytyrosol Ester Derivatives. ChemCatChem 2022, 14, e202200380. [Google Scholar] [CrossRef]
- Abbott, A.P.; Capper, G.; Davies, D.L.; Rasheed, R.K.; Tambyrajah, V. Novel Solvent Properties of Choline Chloride/Urea Mixtures. Chem. Commun. 2003, 70–71. [Google Scholar] [CrossRef] [PubMed]
- Cui, H.; Zhang, L.; Yildiz, C.B.; Eltoukhy, L.; Cheng, L.; Jaeger, K.E.; Schwaneberg, U.; Davari, M.D. Enzyme Hydration: How to Retain Resistance in Ionic Liquids. ACS Sustain. Chem. Eng. 2022, 10, 15104–15114. [Google Scholar] [CrossRef]
- Zhao, H.; Martin, C.J.; Larm, N.E.; Baker, G.A.; Trujillo, T.C. Enzyme Activation by Water-Mimicking Dual-Functionalized Ionic Liquids. Mol. Catal. 2021, 515, 111882. [Google Scholar] [CrossRef]
- Guajardo, N.; Müller, C.R.; Schrebler, R.; Carlesi, C.; Domínguez De María, P. Deep Eutectic Solvents for Organocatalysis, Biotransformations, and Multistep Organocatalyst/Enzyme Combinations. ChemCatChem 2016, 8, 1020–1027. [Google Scholar] [CrossRef]
- Romano, A.; Varriale, S.; Pezzella, C.; Totaro, G.; Andanson, J.-M.; Verney, V.; Sisti, L. Natural Deep Eutectic Solvents as Thermostabilizer for Humicola Insolens Cutinase. New Biotechnol. 2023, 76, 118–126. [Google Scholar] [CrossRef] [PubMed]
- Guajardo, N.; Domínguez de María, P.; Canales, R. Integrating Biocatalysis with Viscous Deep Eutectic Solvents in Lab-On-A-Chip Microreactors. ChemSusChem 2022, 15, e202102674. [Google Scholar] [CrossRef]
- González, J.; Guajardo, N. Flow Enzymatic Esterification of 5-Hydroxymethylfurfural and Liquid–Liquid Extraction of 5-Acetyl-Hydroxymethylfurfural Using Deep Eutectic Solvents in Semicontinuous Mode. Process Biochem. 2023, 130, 409–418. [Google Scholar] [CrossRef]
- Yahya, A.B.; Usaku, C.; Daisuk, P.; Shotipruk, A. Enzymatic Hydrolysis as a Green Alternative for Glyceride Removal from Rice Bran Acid Oil before γ-Oryzanol Recovery: Statistical Process Optimization. Biocatal. Agric. Biotechnol. 2023, 50, 102727. [Google Scholar] [CrossRef]
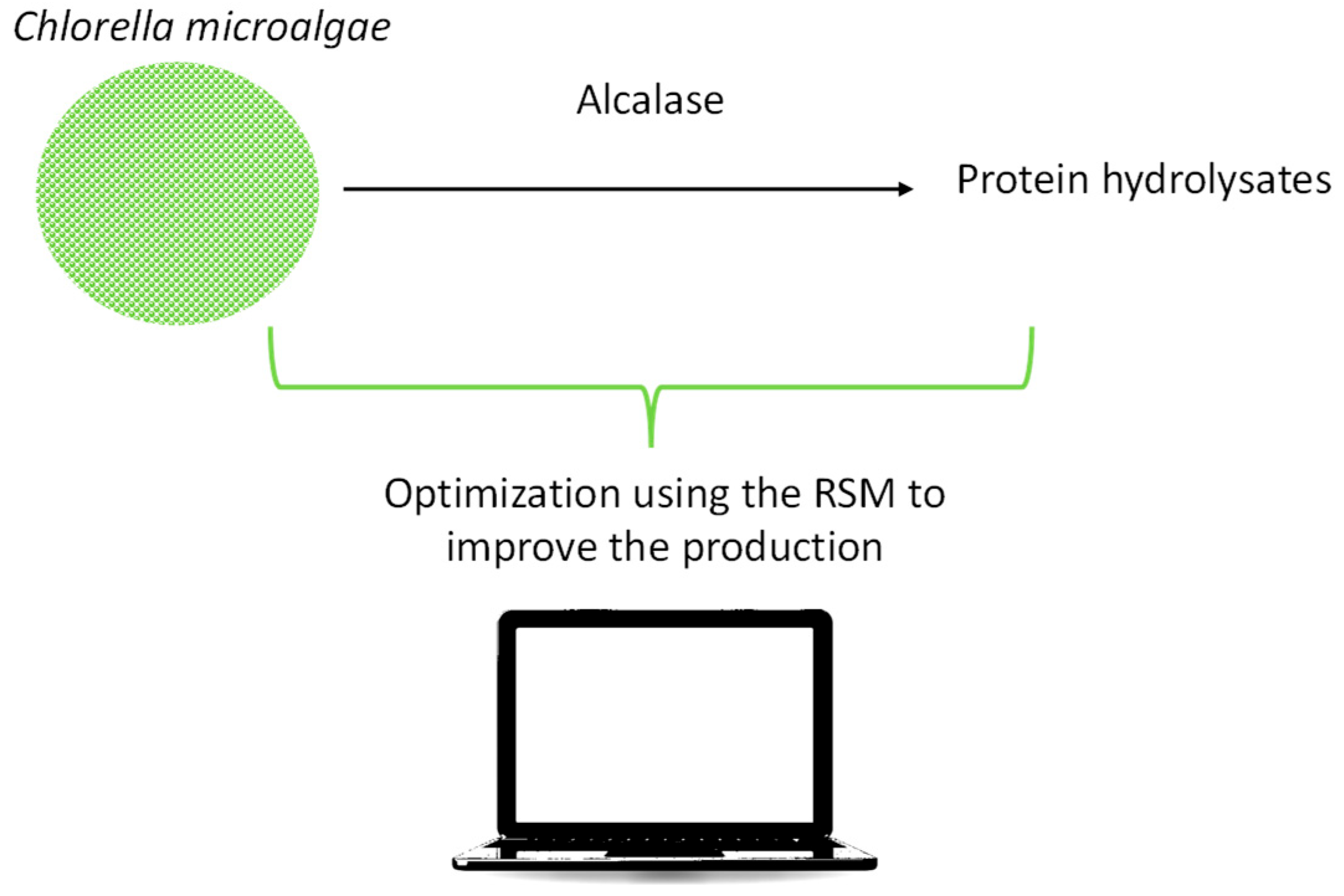
- Pekkoh, J.; Ruangrit, K.; Pumas, C.; Duangjan, K.; Chaipoot, S.; Phongphisutthinant, R.; Jeerapan, I.; Sawangrat, K.; Pathom-aree, W.; Srinuanpan, S. Transforming Microalgal Chlorella Biomass into Cosmetically and Nutraceutically Protein Hydrolysates Using High-Efficiency Enzymatic Hydrolysis Approach. Biomass Convers. Biorefin. 2023, 13, 6299–6315. [Google Scholar] [CrossRef]
- Uribe, J.; Lienqueo, M.E.; Guajardo, N. Optimization and Determination of Kinetic Parameters of the Synthesis of 5-Lauryl-Hydroxymethylfurfural Catalyzed by Lipases. Catalysts 2023, 13, 19. [Google Scholar] [CrossRef]
- John, J.; Kaimal, K.K.S.; Smith, M.L.; Rahman, P.K.S.M.; Chellam, P.V. Advances in Upstream and Downstream Strategies of Pectinase Bioprocessing: A Review. Int. J. Biol. Macromol. 2020, 162, 1086–1099. [Google Scholar] [CrossRef]
- Prakash, D.; Pandey, J.; Tiwary, B.N.; Jain, R.K. A Process Optimization for Bio-Catalytic Production of Substituted Catechols (3-Nitrocatechol and 3-Methylcatechol. BMC Biotechnol. 2010, 10, 49. [Google Scholar] [CrossRef]
- Son, J.; Jang, J.H.; Choi, I.H.; Lim, C.G.; Jeon, E.J.; Bae Bang, H.; Jeong, K.J. Production of Trans-Cinnamic Acid by Whole-Cell Bioconversion from l-Phenylalanine in Engineered Corynebacterium Glutamicum. Microb. Cell Fact. 2021, 20, 145. [Google Scholar] [CrossRef]
- Monari, S.; Ferri, M.; Russo, C.; Prandi, B.; Tedeschi, T.; Bellucci, P.; Zambrini, A.V.; Donati, E.; Tassoni, A. Enzymatic Production of Bioactive Peptides from Scotta, an Exhausted by-Product of Ricotta Cheese Processing. PLoS ONE 2019, 14, e0226834. [Google Scholar] [CrossRef]
- Jackson, N.B.; Liddell, J.M.; Lye, G.J. An Automated Microscale Technique for the Quantitative and Parallel Analysis of Microfiltration Operations. J. Memb. Sci. 2006, 276, 31–41. [Google Scholar] [CrossRef]
- Santibáñez, L.; Córdova, A.; Astudillo-Castro, C.; Illanes, A. Effect of the Lactose Hydrolysis on Galacto-Oligosaccharides Mixtures Subjected to Nanofiltration: A Detailed Fractionation Analysis. Sep. Purif. Technol. 2019, 222, 342–351. [Google Scholar] [CrossRef]
- Popkov, A.; Su, Z.; Sigurdardóttir, S.B.; Luo, J.; Malankowska, M.; Pinelo, M. Engineering Polyelectrolyte Multilayer Coatings as a Strategy to Optimize Enzyme Immobilization on a Membrane Support. J. Memb. Sci. 2023, 688, 122049. [Google Scholar] [CrossRef]
- Yuan, Y.; Shen, J.; Salmon, S. Developing Enzyme Immobilization with Fibrous Membranes: Longevity and Characterization Considerations. Membranes 2023, 13, 532. [Google Scholar] [CrossRef] [PubMed]
- Poole, C. Liquid-Phase Extraction; Elsevier: Amsterdam, The Netherlands, 2020; ISBN 978-0-12-816911-7. [Google Scholar]
- Dafoe, J.T.; Daugulis, A.J. In Situ Product Removal in Fermentation Systems: Improved Process Performance and Rational Extractant Selection. Biotechnol. Lett. 2014, 36, 443–460. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Cai, C.; Tan, Z. Deep Eutectic Solvents-Based Three-Phase Partitioning for Tomato Peroxidase Purification: A Promising Method for Substituting t -Butanol. Food Chem. 2022, 393, 133379. [Google Scholar] [CrossRef]
- Persson, M.; Bornscheuer, U.T. Increased Stability of an Esterase from Bacillus Stearothermophilus in Ionic Liquids as Compared to Organic Solvents. J. Mol. Catal. B Enzym. 2003, 22, 21–27. [Google Scholar] [CrossRef]
- Roosen, C.; Müller, P.; Greiner, L. Ionic Liquids in Biotechnology: Applications and Perspectives for Biotransformations. Appl. Microbiol. Biotechnol. 2008, 81, 607–614. [Google Scholar] [CrossRef]
- Sureshkumar, M.; Lee, C.K. Biocatalytic Reactions in Hydrophobic Ionic Liquids. J. Mol. Catal. B Enzym. 2009, 60, 1–12. [Google Scholar] [CrossRef]
- Gonçalves, V.; Wales, D.J.; Seferin, M. State-of-the-Art and Limitations in the Life Cycle Assessment of Ionic Liquids. J. Clean. Prod. 2019, 217, 844–858. [Google Scholar]
- Lozano, P.; Bernal, J.M.; Nieto, S.; Gomez, C.; Garcia-Verdugo, E.; Luis, S.V. Active Biopolymers in Green Non-Conventional Media: A Sustainable Tool for Developing Clean Chemical Processes. Chem. Commun. 2015, 51, 17361–17374. [Google Scholar] [CrossRef] [PubMed]
- Petkovic, M.; Ferguson, J.L.; Gunaratne, H.Q.N.; Ferreira, R.; Leitão, M.C.; Seddon, K.R.; Rebelo, L.P.N.; Pereira, C.S. Novel Biocompatible Cholinium-Based Ionic Liquids—Toxicity and Biodegradability. Green Chem. 2010, 12, 643–664. [Google Scholar] [CrossRef]
- Abbott, A.P.; Boothby, D.; Capper, G.; Davies, D.L.; Rasheed, R.K. Deep Eutectic Solvents Formed between Choline Chloride and Carboxylic Acids: Versatile Alternatives to Ionic Liquids. J. Am. Chem. Soc. 2004, 126, 9142–9147. [Google Scholar] [CrossRef]
- Krystof, M.; Pérez-Sánchez, M.; Domínguez De María, P. Lipase-Catalyzed (Trans)Esterification of 5-Hydroxymethylfurfural and Separation from HMF Esters Using Deep-Eutectic Solvents. ChemSusChem 2013, 6, 630–634. [Google Scholar] [CrossRef] [PubMed]
- Panić, M.; Radović, M.; Maros, I.; Jurinjak Tušek, A.; Cvjetko Bubalo, M.; Radojčić Redovniković, I. Development of Environmentally Friendly Lipase-Catalysed Kinetic Resolution of (R,S)-1-Phenylethyl Acetate Using Aqueous Natural Deep Eutectic Solvents. Process Biochem. 2021, 102, 1–9. [Google Scholar] [CrossRef]
- Mujtaba, I.M. Optimization of Batch Extractive Distillation Processes for Separating Close Boiling and Azeotropic Mixtures. Chem. Eng. Res. Des. 1999, 77, 588–596. [Google Scholar] [CrossRef]
- Mujtaba, I.M. Batch Destillation Design and Operation; Imperial College Press: London, UK, 2004; ISBN 9781119130536. [Google Scholar]
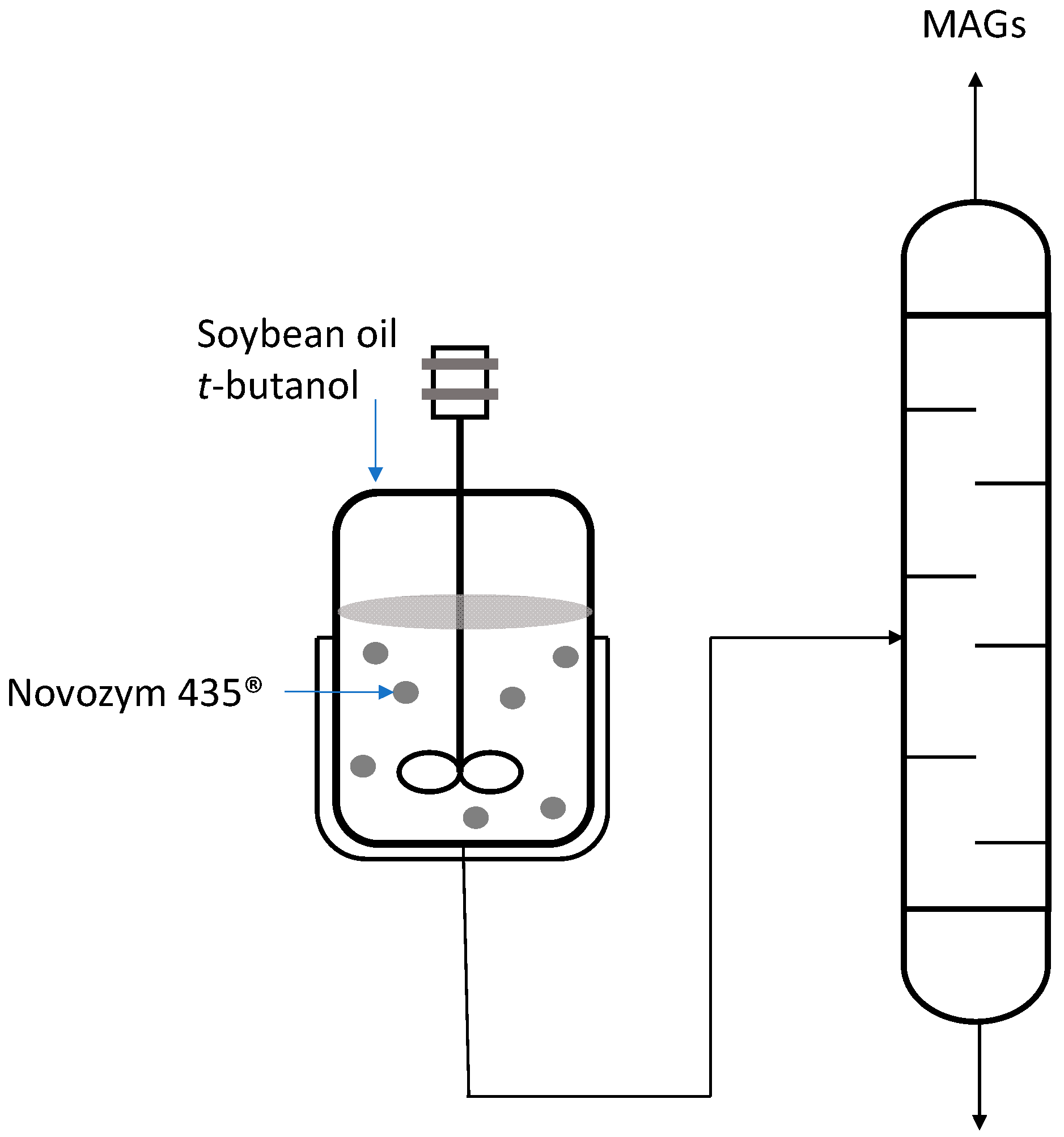
- Wang, W.; Li, T.; Ning, Z.; Wang, Y.; Yang, B.; Yang, X. Production of Extremely Pure Diacylglycerol from Soybean Oil by Lipase-Catalyzed Glycerolysis. Enzym. Microb. Technol. 2011, 49, 192–196. [Google Scholar] [CrossRef]
- Xu, J.; Kong, L.; Deng, L.; Mazza, G.; Wang, F.; Baeyens, J.; Nie, K. The Conversion of Linoleic Acid into Hydroxytetrahydrofuran-Structured Bio-Lubricant. J. Environ. Manag. 2021, 291, 112692. [Google Scholar] [CrossRef]
- Jones, A.G. Crystallization Process Systems; Elsevier: Amsterdam, The Netherlands, 2003; ISBN 0750655208. [Google Scholar]
- Mullin, J.W. Crystallization, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2006; Volume 1999. [Google Scholar]
- Wen, X.; Ning, Y.; Lin, H.; Ren, Y.; Li, C.; Liu, Y.; Zhang, C.; Lin, J.; Lin, J. D-Allulose (D-Psicose) Biotransformation from D-Glucose, Separation by Simulated Moving Bed Chromatography (SMBC) and Purification by Crystallization. Process Biochem. 2022, 119, 29–38. [Google Scholar] [CrossRef]
- Hülsewede, D.; Temmel, E.; Kumm, P.; von Langerman, J. Concept Study for an Integrated Reactor-Crystallizer Process for the Continuous Biocatalytic Synthesis of (S)-1-(3-Methoxyphenyl)Ethylamine. Crystals 2020, 10, 345. [Google Scholar] [CrossRef]
- Cohen, A.S.; Schure, R.M. Multidimensional Liquid Theory and Applications in Industrial; John Wiley & Sons: Hoboken, NJ, USA, 2008; ISBN 9780471738473. [Google Scholar]
- Sun, R.; Zheng, P.; Wu, D.; Chen, P.; Bai, Y.; Wang, J. Biocatalysis of Heterogenously-Expressed D-Lactonohydrolases and Its Efficient Preparation of Desirable D-Pantoic Acid. Enzym. Microb. Technol. 2022, 155, 109981. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guajardo, N.; Schrebler, R.A. Upstream and Downstream Bioprocessing in Enzyme Technology. Pharmaceutics 2024, 16, 38. https://doi.org/10.3390/pharmaceutics16010038
Guajardo N, Schrebler RA. Upstream and Downstream Bioprocessing in Enzyme Technology. Pharmaceutics. 2024; 16(1):38. https://doi.org/10.3390/pharmaceutics16010038
Chicago/Turabian StyleGuajardo, Nadia, and Rodrigo A. Schrebler. 2024. "Upstream and Downstream Bioprocessing in Enzyme Technology" Pharmaceutics 16, no. 1: 38. https://doi.org/10.3390/pharmaceutics16010038