3.1. Preliminary Experiments
Due to the complexity of the manufacturing process with many process parameters, several sequential DoE studies had to be executed. The goals of the initial DoE studies were to narrow down the range of processing parameters to be investigated for significant effects on the products. This was followed by a more detailed DoE on specific stages after evaluating the preliminary experimental data.
Runs OT1, OT2, and OT3 (see
Table 3 for the operating conditions) were conducted to investigate the effect of homogenization speed. The homogenization speed [F
2] was varied from 2500 to 8000 rpm while the cooling rate [F
1] was set at 0.8 °C/min, and the compounding shear temperature [F
3] was fixed at 43 °C. The maximum homogenization speed at the final cooling stage [F
4] was limited to 5000 rpm because the mixture became highly viscous at that stage, and higher homogenization would result in a significant temperature rise in the mixture. No significant temperature rise was detected in the mixture inside the main vessel, even at the highest homogenization speed and longest duration applied in this study.
The microstructures of the ointments were analyzed using a polarized light microscope. Two distinct structures can be observed in the microscope images shown in
Figure 2. The bigger ones in the size range of tens of micrometers appear to be covered with crystalline material, while the smaller ones exhibit smooth surfaces and are less than 10 μm in diameter. The crystalline nature of the exterior of the bigger structures is confirmed by cross-polarized light in
Figure 3. Monoglycerides are known to be surface active agents and have been reported to crystallize at oil/water and oil/air interfaces [
3,
6,
15,
16,
17,
18]. Therefore, we believe that the bigger structures are PG droplets being surrounded by MDG crystals, while the smaller ones are free PG droplets dispersed in the continuous phase of the ointment. For simplicity, we refer to the bigger crystalline structures as crystallites and the smaller ones as PG droplets in the rest of the paper. The size distribution of the crystallites and PG droplets for samples OT 1 to OT3 is shown in
Table 3. Unfortunately, due to limitations in the microscopy technique here, it was difficult to accurately determine the crystallite and PG droplet size, leading to large variations in the measured data despite making 300 measurements for each sample. Hence, we have decided not to include crystallite and PG droplet size as critical quality attributes to be considered in the subsequent experiments.
The stability of the ointment was characterized by the LUMiSizer, based on the space-and time-resolved extinction profiles (STEP) technology, and its instability index was determined via SEPView 6 software.
Figure 4 shows the evolution of light transmission with time for OT1 to OT3 measured by the LUMiSizer, together with the corresponding photographs of the samples after measurement. The transmission profiles showed that bleeding (syneresis) [
19,
20] is observed on the top part of all three ointments (OT1 to OT3). A larger amount of syneresis can be observed for OT3, while the extents of syneresis for OT1 and OT2 are comparable. This suggests that OT3 is less stable than OT1 and OT2, which is also reflected by their respective instability indices in
Table 3. The instability index of OT3 is almost double that of OT1 and OT2, suggesting that homogenization speeds of 8000 rpm [F
2] and 5000 rpm [F
4] have an adverse effect on the ointment stability. The top parts of the samples were extracted and verified to be part of the oil phase rather than propylene glycol, by a simple miscibility test.
Oscillatory rheology measurements were performed to study the viscoelastic behavior of the ointments. Storage modulus (G′) and loss modulus (G″) were calculated from the small angle oscillatory shear (SAOS) measurements. The complex shear modulus (G*), which is an indication of the material stiffness as a function of strain, was then computed by the equation below:
Figure S1 shows the complex modulus and stress as a function of strain for one of the ointment samples. The application of strain initially resulted in a linear response between stress and strain, and this is referred to as the linear viscoelastic regime (VLE). With further increase in strain, G′ and G″ crossed over and beyond crossover stress (σ
cross), the ointment lost its structural integrity, and the viscous characteristics dominated over the elastic response. The viscoelastic parameters obtained for OT1-3 are shown in
Table 3. The complex shear modulus of OT3 is significantly lower compared with those of OT1 and OT2, which are almost identical. This indicates that high homogenization speed resulted in ointment that is less stiff. Crossover stress values again suggest that high homogenization speed is not beneficial for attaining a robust microstructure. The lower crossover stress of OT3 indicates that the ointment loses its structural integrity at lower stress. OT2 exhibits the highest crossover stress, but interestingly, the crossover stress of OT1 is almost the same as that of OT3. This may suggest that a homogenization speed above 2500 rpm is required.
From the results of OT1-OT3, the operating conditions at OT3 yielded the most drastic changes to the properties of the ointment compared to OT1 and OT2. Therefore, the subsequent set of experiments (OT4-OT9) was designed based on OT3 by fixing [F
4] at 5000 rpm to investigate if varying the cooling rate [F
1] and homogenization speed [F
2] will shift the formulation properties to the desirable range. The compounding shear temperature [F
3] was set at 40 °C, which is the lower limit set by the manufacturer. During PG addition, homogenization was applied twice for 20 min duration, with 30 min between each application. The operating conditions of OT4 to OT9 are shown in
Table 4. At the same homogenization speed, the cooling rate did not seem to affect the rheological properties G* and σ
cross (OT4 vs. OT5, OT6 vs. OT7, and OT8 vs. OT9). Most importantly, OT4 to OT9 exhibited similar stability as assessed by the instability index measured by the LUMiSizer. From these findings, we believe that the homogenization speed of 5000 rpm or above at the final cooling step during the compounding stage may have damaged the microstructure built up in the previous steps, thus masking the effect of the other three operating parameters on the stability of the ointment. Hence, lower homogenization speeds should be employed at step 5 in subsequent experiments.
3.2. Final Design of Experiments
Based on the preliminary runs OT1-OT9, the homogenization speed at step 5 [F
4] was capped at 2500 rpm in the final DoE. The cooling rate [F
1] did not significantly affect the properties of the ointment, so the cooling rate [F
1] was fixed at 0.8 °C/min, which is more practically achievable in the plant than the faster rate of 1.5 °C/min. Homogenization speed at steps 3 and 4 [F
2] was varied from 2500 to 8000 rpm. During PG addition, the homogenization was applied twice for 20 min duration, with 30 min between each application. Propylene glycol addition temperature [F
3] was assessed at two levels, 40 °C and 46 °C, which are the lower and upper limits of the manufacturing process. The operating conditions or factors of the final DoE are shown in
Table 5.
3.2.1. Stability of Ointment
The instability indices of the ointments produced in the final DoE are shown in
Table 5. Comparing OS5-1 with OS5-4, OS5-2 with OS5-5, and OS5-3 with OS5-6, when propylene glycol was added at 40 °C [F
3], the stability of the ointment increases (instability index decreases) when the homogenization speed at step 5 [F
4] was lowered. An exception was when the homogenization speed at the previous steps [F
2] was at 8000 rpm, [F
4] no longer had any influence on the stability. This means that if the mixture is subjected to a high level of shear before or during the addition of propylene glycol, either the formation process of the microstructure is being hindered or the microstructures already formed are destroyed before reaching step 5; therefore, the damage cannot be reversed, even if no homogenization is applied at step 5. Even though our results suggest that no homogenization at step 5 is beneficial to the stability of the ointment, this is not practical in a manufacturing plant. Some degree of gentle homogenization is still required to ensure homogeneity within the mixing vessel and the final ointment product.
When the propylene glycol addition temperature [F3] was at 46 °C, the homogenization speed at step 5 [F4] did not affect the stability of the ointment since the instability indices were almost the same (OS5-7 vs. OS5-9, OS5-10 vs. OS5-12). Similar to the observation when [F3] was set at 40 °C, at the same homogenization speed at step 5, the instability index increased significantly when the homogenization speed [F2] was increased from 2500 to 8000 rpm. In addition, the mixing duration of the PG addition step also influenced the stability of the ointment. The stability of the ointment was improved when the mixing duration was reduced from 60 min to 30 min.
Comparing OS5-1 with OS5-7, OS5-3 with OS5-8, and OS5-4 with OS5-9, the ointments are more stable when PG addition took place at 40 °C than at 46 °C.
3.2.2. Rheological Properties of Ointment
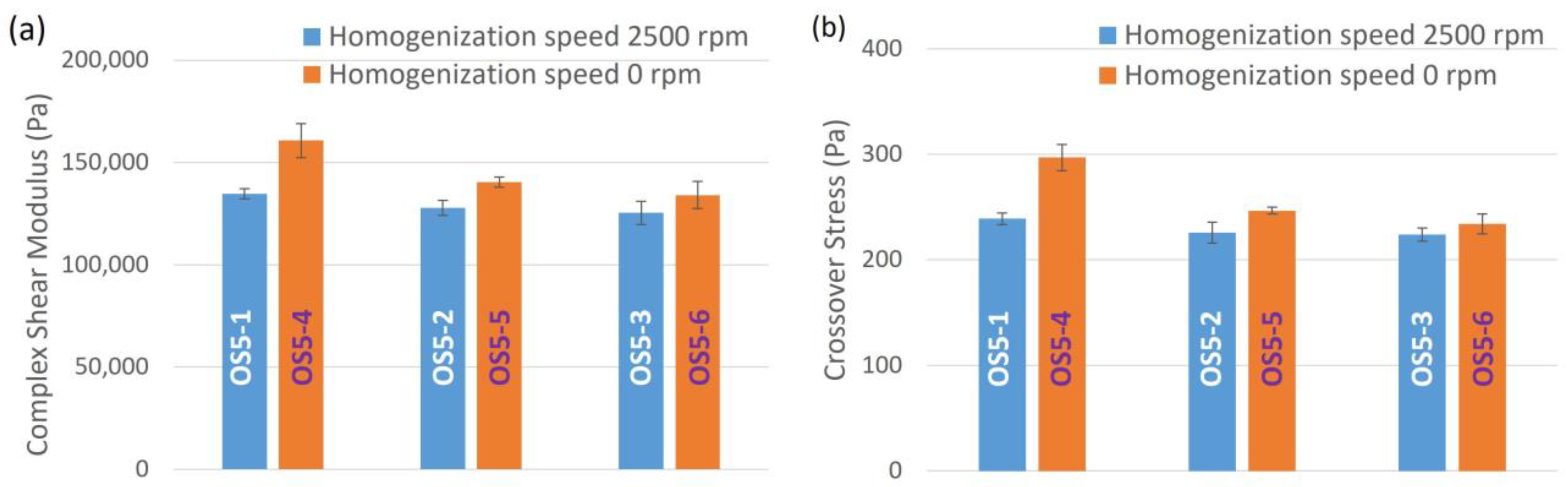
From the rheological properties listed in
Table 5, in general, both complex shear modulus and crossover stress increase with a decrease in step 5 homogenization speed [F
4]. This can be better visualized graphically in
Figure 5. A lower homogenization speed at step 5 improves the resistance of the ointment from structural changes when subjected to shear. Going from OS5-1 to OS5-3 and OS5-4 to OS5-6, both G* and σ
cross decrease with increasing homogenization speed [F
2], regardless of the homogenization speed at step 5. This shows that shear at the steps before step 5 also plays a part in controlling the rheological properties of the ointment. The same can also be observed for samples OS-7 to OS-12.
To understand why step 5 heavily influences the rheological properties and stability of the ointment, thixotropy tests were performed on petrolatum, which is the dominant component in the formulation. The tests were conducted using a rough parallel plate geometry with a 1 mm gap between plates. The shear rate was increased from 0 to 100 s
−1 and then reduced back to 0 using a stepwise shear ramp.
Figure 6 shows the shear stress response to the change in shear rate during the thixotropy tests. It is obvious that the hysteresis area increases with decreasing temperature, which indicates that the petrolatum undergoes more severe deformation as the temperature decreases. The change in hysteresis area with temperature can be better visualized in
Figure 7. The apparent viscosity values at 100 s
−1 are also shown in
Figure 7. Both the hysteresis area and apparent viscosity increased drastically when the temperature was decreased from 43 °C to 32 °C, which corresponds to the temperature change in step 5. This explains why shear at step 5 is a critical factor that influences the properties of the ointment. It is worth noting that the hysteresis area and apparent viscosity also increase significantly when the temperature was decreased from 50 °C to 43 °C, although not as drastically as from 43 °C to 32 °C. This explains why homogenization speed at the steps before step 5 also plays a role in influencing the rheological properties of the ointment. The temperature response during thixotropy tests is not surprising since the congealing point of petrolatum used here is 55 °C.
Figure 8 illustrates the effect of PG addition temperature on the rheological properties of the ointments, comparing OS5-1 with OS5-7, OS5-3 with OS5-8, and OS5-4 with OS5-9. Both complex shear modulus and crossover stress decreased with increasing PG addition temperature, regardless of homogenization speed at step 5. The ointments were also more stable when PG was added at 40 °C than at 46 °C, regardless of the step 5 homogenization speed, as discussed in the previous section. This suggests that the ability to retain structural integrity when subjected to shear corresponds to improved stability of the ointment.
The effect of PG addition mixing duration at 46 °C on complex shear modulus and crossover stress is shown in
Figure 9. A shorter mixing duration clearly resulted in more rigid (higher complex modulus) and stronger (higher crossover stress) ointments. This also suggests that 30 min of mixing is sufficient for PG droplets to be sufficiently dispersed in the bulk phase. Further mixing may destroy the paraffin network structure that is starting to build up, as discussed in the analysis of the thixotropic measurement of petrolatum, which, in turn, leads to lower complex shear modulus and crossover stress.
3.2.3. Sensorial Properties of Ointment
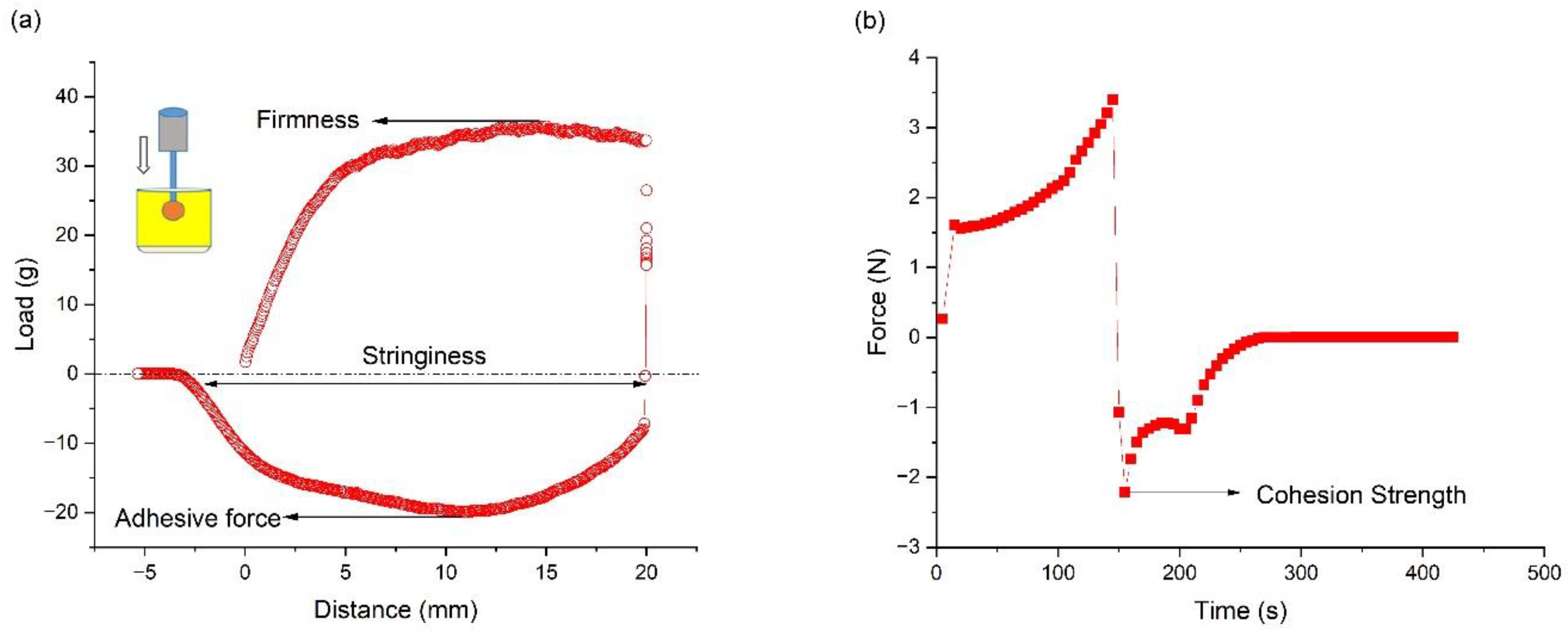
Figure 10 shows a typical set of data obtained from textural analysis. From the plot of load vs. time, the different sensorial attributes, including firmness, adhesive force, and stringiness, were evaluated. Firmness is defined as the maximum positive force required for a probe to penetrate to a predefined distance in the sample. Adhesive force is the maximum negative force needed to withdraw the sample, and stringiness is defined as the degree to which a product hangs on the probe when the probe is retracted. Spreadability was quantified as the area under the force–time curve during the vertical downward movement of the upper plate of the rheometer. Cohesion strength, defined as the force with which the material resists vertical upward movement after the sample was compressed, was quantified as the maximum force measured during the retraction cycle. The pick-up characteristics of the ointment are reflected by firmness, adhesion strength, and stringiness work done, while the rubout characteristics are represented by spreadability and cohesion strength.
The sensorial attributes measured for ointments in the final DoE are shown in
Table 6. Graphical comparisons of the various textural properties are shown in
supplementary information Figures S2–S4. All the textural properties measured increase with decreasing homogenization speeds at step 5 [F
4] (
Figure S2). Going from OS5-1 to OS5-3 and OS5-4 to OS5-6, all the pick-up characteristics decrease with increasing homogenization speed [F
2], regardless of the homogenization speed at step 5. This shows that an increase in homogenization speeds [F
4] and [F
2] resulted in ointments that are less firm, less adhesive, and easier to pull apart. The rubout characteristics follow the same trend, which indicates that the ointments are more resistant to spreading at lower homogenization speeds. This agrees with our rheological measurements that the ointments are more resistant to structural change when subjected to shear when produced at a lower homogenization speed. Similarly, the textural properties were found to decrease with an increase in PG addition temperature (
Figure S3), which again agrees with the rheological measurements. The effect of PG addition mixing duration at 46 °C on textural properties is shown in
Figure S4. A shorter mixing duration yielded ointments with higher firmness, adhesion strength, stringiness work done, spreadability, and cohesion strength. Clearly, the trend observed in rheological properties (G* and σ
cross) is the same as that observed in textural properties of the ointments. This similarity is because textural properties are largely dependent on the bulk rheological properties of the ointments.
The coefficient of friction (CoF) as a function of probe displacement on the bioskin plate without the application of ointment is shown in
Figure S5. The results show that dynamic friction is preceded by a static regime, where the latter is the friction that prevents an object from moving when it is standing still. Since the dynamic friction coefficient is more relevant to skin feel, only the coefficients of friction in this regime are averaged to obtain the average coefficients of friction listed in
Table 6. Comparing the CoF measured without the application of ointment (
Figure S5) and the CoF values of the ointments in
Table 6, the ointments can effectively provide a lubricating effect on the skin by lowering the CoF between the skin and the probe by multi-fold. The effects of step 5 homogenization speed [F
4], PG additional temperature [F
3], and PG addition mixing duration on the CoF are illustrated graphically in
Figure S6. The results show that the homogenization speed at step 5 influences the friction characteristics of the formulation. A decrease in frictional resistance can be seen for the formulations that were subjected to higher homogenization speed, except for OS5-1. This discrepancy may be attributed to several factors, such as change in hydration, displacement of ointment by the probe, change in adhesiveness over time, etc. However, this has not been explored further. It is known that the magnitude of drag experienced by the topical formulations is reflective of its rheological properties. However, our data show that the bulk rheological properties do not directly correlate with the frictional characteristics of the ointments formulated at different compounding temperatures or for different PG mixing durations. This is contrary to the correlation observed between the textural attributes and rheological properties. This discrepancy is plausible, as the frictional response is not only a function of bulk fluid properties but is also characteristic of the thin film formed at the contact interface. A lower friction observed for OS5-2, OS5-3, and OS5-4 suggests that these formulations may be perceived as ‘greasy’ by the consumers. On the contrary, OS5-5, OS5-6, OS5-7, etc., with higher friction values, will be perceived as less greasy.
3.2.4. In Vitro Release
A nylon membrane was used in the current study, as it has been shown to be inert, and lidocaine absorption on the membrane is minimal [
21]. A 70:30
v/v ethanol:water solution was chosen as the receptor medium to ensure that the solubility of lidocaine is high enough to provide sink condition for the release studies. In vitro release studies were performed using the most stable (OS5-4) and least stable (OS5-8) ointments in the final DoE to investigate if the stability of the ointment would affect the drug release performance. The assumption is that the less stable formulation is due to inadequate microstructure and not appropriate rheological properties. Lidocaine, a local anaesthetic agent, was chosen as the model drug for this study. It was predissolved in propylene glycol and incorporated into the ointment during PG addition at step 4 of the compounding stage (
Figure 1).
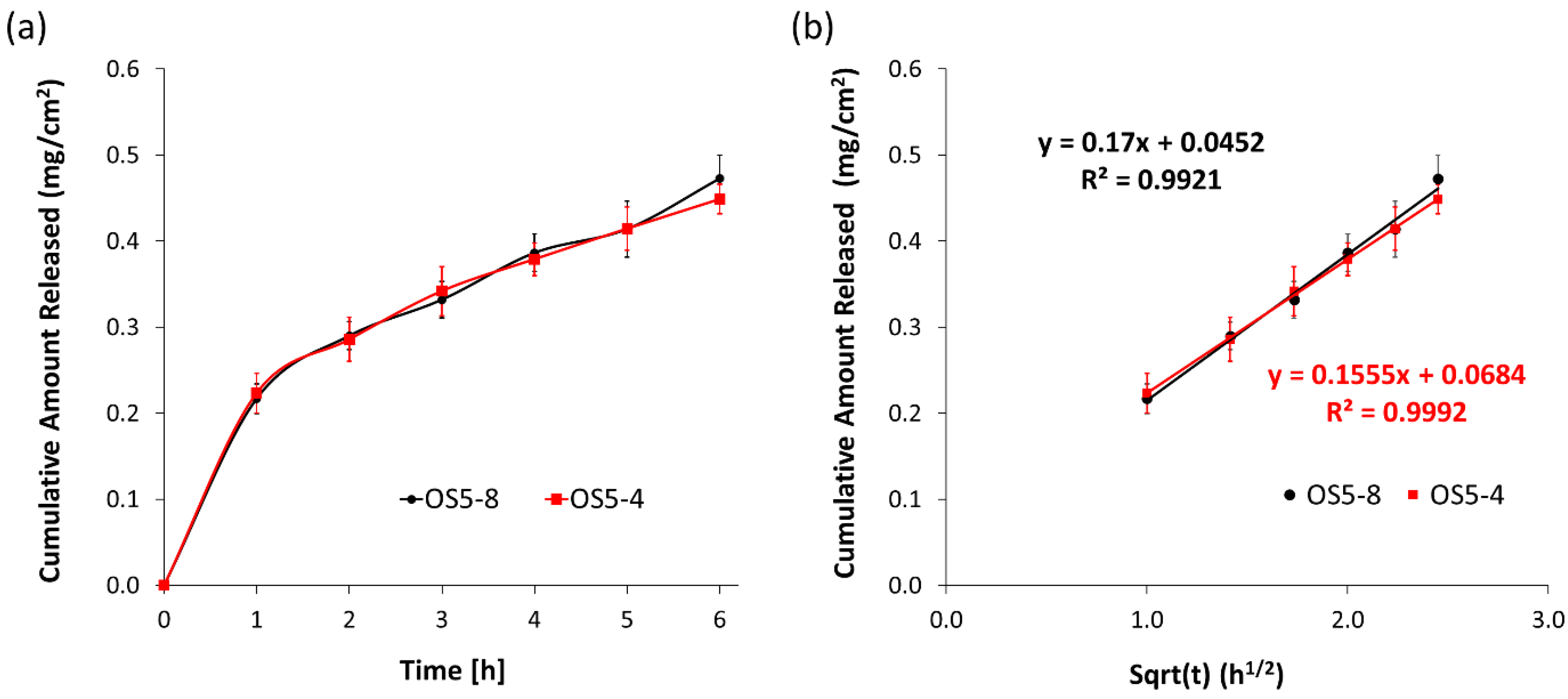
Figure 11 shows the release profile of lidocaine from OS5-4 and OS5-8. Despite the large difference in instability indices, rheological properties, and sensorial properties, the two ointments unexpectedly did not show a significant difference in in vitro release performance. The release profiles in
Figure 11a show no difference in the release rates between the two ointments. However, the release data fit well to the Higuchi model (
Figure 11b), suggesting that the ointments behave as a matrix, with drug diffusion through the matrix controlling the release rate. When an ointment is applied to the skin, the active would have to diffuse from the dissolved state in a dispersed solvent droplet through the bulk matrix to the skin surface before penetrating through the skin. The diffusion rate of the active is expected to be influenced by the microstructure of the ointment, e.g., the location of the active molecule and how the active molecules are encapsulated, and/or the viscosity of the ointment. The more viscous the ointment is, the higher the barrier to the diffusion of the active through the bulk matrix [any citation]. This is clearly not observed for the ointments in this work. OS5-4 is much stiffer compared to OS5-8, yet the release behavior is almost the same. There are two possible locations where lidocaine can be found in the ointment: inside PG droplets encapsulated by crystallized MDG (termed crystallites here) or free PG droplets. The crystallites are much larger in size than the free PG droplets, so the release of lidocaine from the crystallites will not be dominant unless the ointment is sufficiently sheared to destroy/rupture the crystallized MDG shell. Therefore, the lidocaine release during in vitro release experiments should predominantly come from the free PG droplets. Even though there is large variation in the PG droplet size measurements, it can still be seen that the size of the PG droplets is relatively consistent at around 4 µm for all the ointment samples in the final DoE (
Table 5). Also, lidocaine has very limited solubility in the continuous petrolatum phase compared to PG [
22]; hence, release may be by direct diffusion from PG droplets into the receptor phase. In this scenario, bulk viscosity and the size of MDG crystallites may not have an influence on in vitro release. This is possibly the reason for the similar release performance observed for both ointments with different viscosities. This indicates that even though processing parameters have influence on quality attributes such as rheology, they have no influence on performance attributes such as in vitro release. This finding shows that the manufacturing process for this ointment is robust in delivering drug product with consistent release performance, even if processing parameters are varied. Since the release performance is insensitive to variation in processing parameters within the wide range studied, the rheological and sensorial properties can be tuned to tailor to the patient’s preferences by adjusting the processing parameters within the bounds set in the final DoE.
3.3. PCA Analysis
Given the large number of measured properties and operating conditions, PCA analysis was performed to understand how the various operating parameters are correlated to the measured properties. The scree plot shown as the inset in
Figure 12 shows five principal components are required to account for more than 95% of the variance. However, the first two components, which describe 75% of the variance, are sufficient for the purpose of this work for a descriptive analysis of the correlation among the different variables. From the PCA biplot, homogenization speed at step 5 [F
4] is highly correlated with the instability index, as the vectors form the smallest angle. This agrees with our previous analysis that [F
4] is the critical operating parameter that determines the stability of the ointment. The higher the homogenization speed at step 5, the higher the instability index, and the less stable the ointment. Therefore, a lower homogenization speed at step 5 should yield more stable ointment. Homogenization speed at steps 2 and 4 [F
2] also correlates positively with the instability index, although the influence is lower than [F
4] since the angle between the instability index and [F
2] vectors is larger than that between the instability index and [F
4]. Overall, a lower homogenization speed at the different steps during the compounding stage is beneficial to obtaining a more stable ointment product. Homogenization speed at step 5 [F
4] also correlates positively with the coefficient of friction but to a lesser extent than with the instability index. However, the homogenization speed at steps 2 and 4 [F
2] is almost orthogonal with the coefficient of friction, indicating that there is no correlation between the two. In contrast, both homogenization speeds ([F
2] and [F
4]) are negatively correlated with linear rheological response and the measured textural properties. This suggests that lower homogenization speeds should result in ointments that are more rigid and less susceptible to shear damage (higher complex shear modulus and crossover stress) while giving a skin feel of being more adhesive, firmer, and more cohesive and spreadable. It is clear from the biplot that the textural properties are correlated positively with the linear rheological response (G*, s
cross), as their vectors form acute angles. Among the textural properties, adhesive force is most highly correlated with complex shear modulus and crossover stress.
PG addition temperature [F3] is also positively correlated with the instability index, although not as highly correlated as the homogenization speed, since the angle between the instability index and PG addition temperature is larger than the angles between the instability index and homogenization speeds. Unlike homogenization speed, PG addition temperature correlates highly with the coefficient of friction. Hence, if PG is added at a lower temperature, a more stable and lubricating ointment can be achieved, although an ointment with a lower coefficient of friction may also be perceived as greasy during application on skin. PG addition temperature does not have much influence on the rheological properties and the pick-up characteristics (adhesive force, stringiness, and firmness), although it correlates negatively, to a certain extent, with the rubout characteristics (cohesion strength and spreadability).
PG addition mixing time does not have much influence on the instability index since the vectors are almost orthogonal with each other. This is different from our previous analysis that the instability index decreased when the mixing time was reduced from 60 min to 30 min. This discrepancy could be due to the limited amount of data (six sets, OS5-7 to OS5-12) that were also performed at a less favorable temperature of 46 °C, where the adverse effect of high temperature of solvent addition swamped any adverse effects of additional mixing time. Nevertheless, the influence of PG addition mixing time is still less significant compared to homogenization speeds.
3.4. Stabilization Mechanism
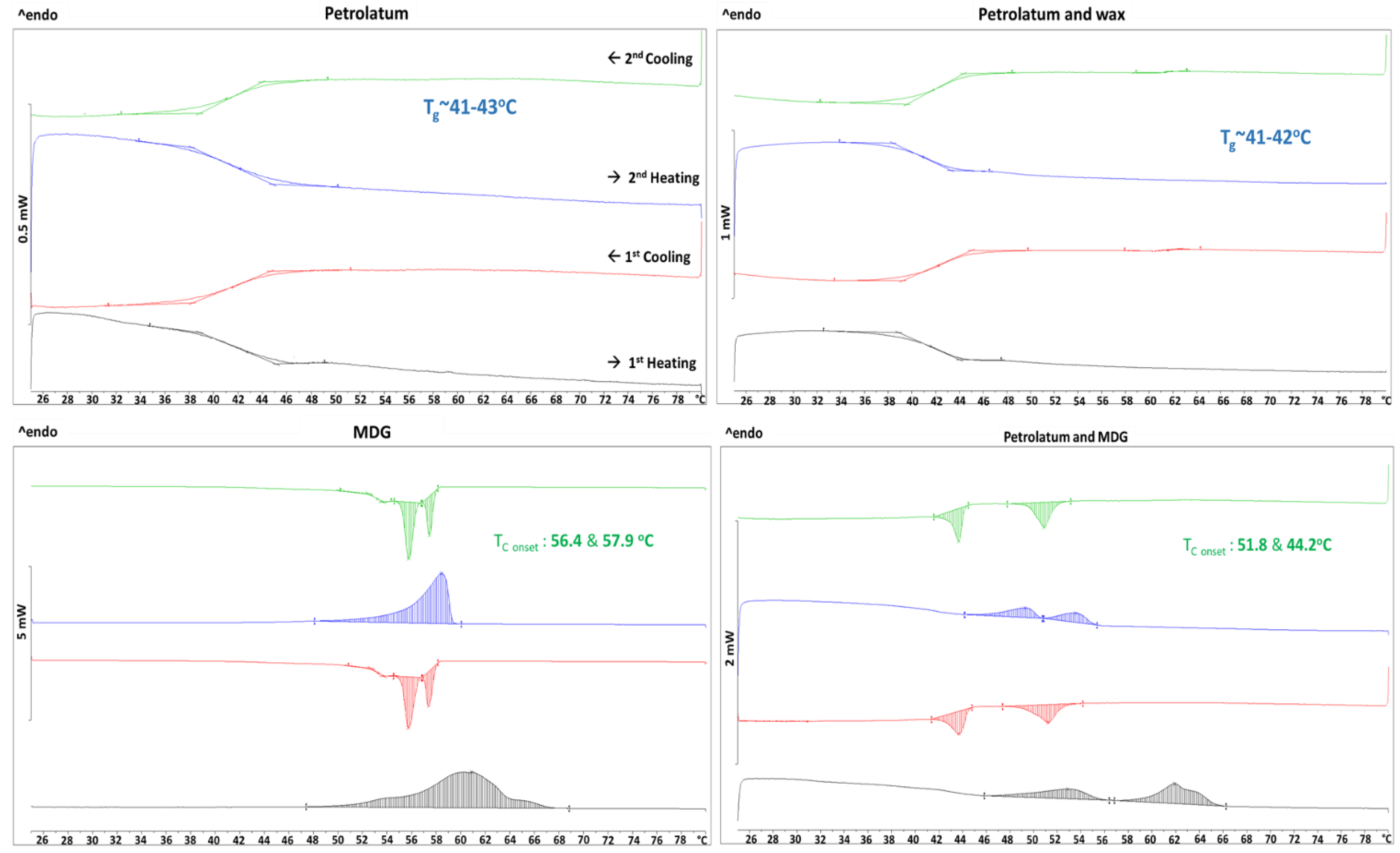
From the final DoE, we found that ointments were more stable if PG was added at 40 °C than at 46 °C, regardless of the homogenization speeds applied at different stages. To explain this observation, DSC experiments were performed on the constituent components and combinations of the components. The thermograms obtained are shown in
Figure 13. Only glass transition was observed for petrolatum and a mixture of petrolatum and wax. However, a broad melting peak during heating and two crystallization peaks (onset temperatures: 56.4 °C and 57.9 °C) during cooling were observed for pure MDG. The two crystallization peaks can be attributed to monoglycerides and diglycerides in MDG, with the monoglycerides crystallizing at a higher temperature than the diglycerides [
3]. When MDG was added to petrolatum, two melting peaks and two crystallization peaks were observed. The crystallization onset temperatures were lowered to 51.8 °C and 44.2 °C. Since only glass transition occurred in petrolatum, the crystallization peaks observed can be attributed to MDG crystallization. DSC was also performed on the ointment samples, and the thermograms for two of the ointments are shown in
Figure 14. In the presence of more components, the crystallization temperature of MDG was further lowered to around 36 °C. During DSC experiments, the samples were placed in a crucible and unstirred throughout. However, the mixtures are stirred and homogenized during the ointment preparation process; the crystallization of MDG is likely to occur earlier during cooling, i.e., at a temperature higher than observed in DSC since agitation will lower the activation energy required for crystal nucleation and facilitate faster and earlier nucleation [
23,
24,
25,
26,
27].
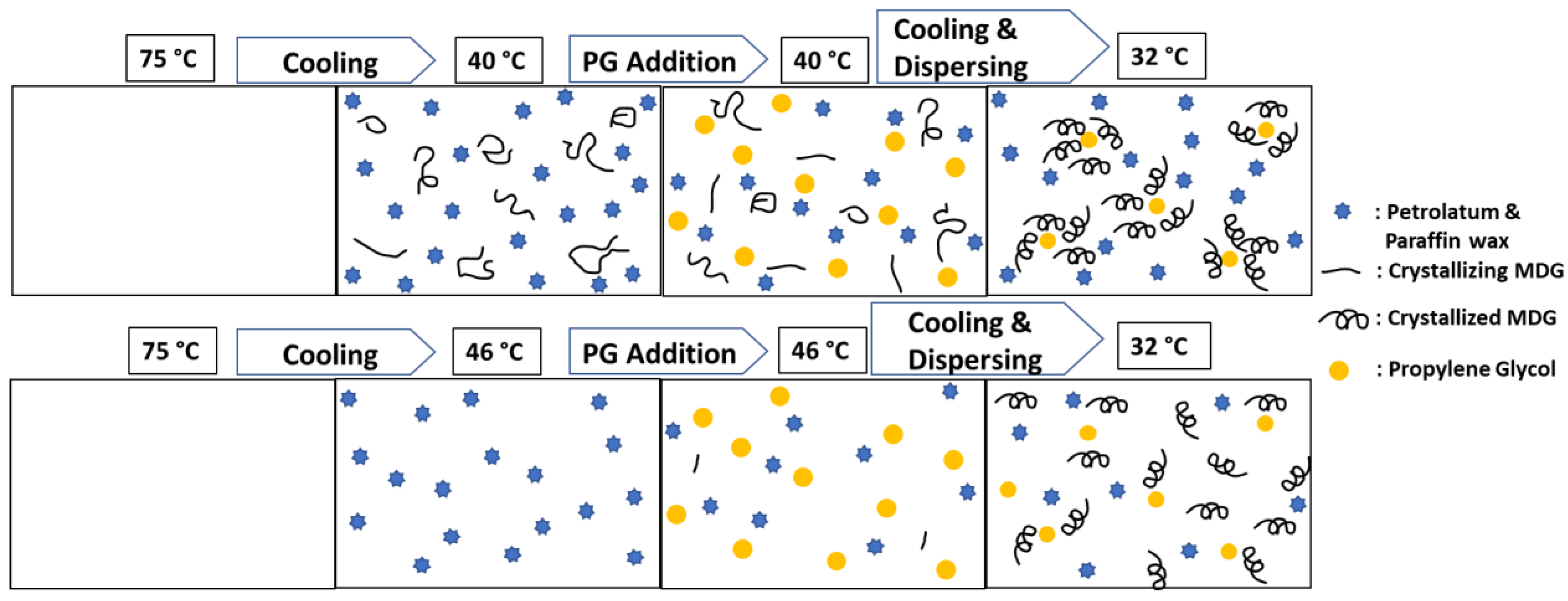
Based on the DSC results, we propose a hypothesis as illustrated in the schematic shown in
Figure 15. When the continuous phase is cooled from 75 °C to 40 °C, MDG may start to crystallize. When PG is added and the mixture is stirred and homogenized, the monoglyceride (MG), the components of MDG, and crystals move to the vicinity of the PG droplets, and encapsulation of PG droplets by MG crystals starts to take place while diglyceride (DG) forms a crystal network in the bulk. Upon further cooling to the final temperature of 32 °C, the PG droplets are effectively encapsulated by MG crystals, which provides stability to the ointment. On the other hand, if the mixture is cooled to 46 °C, MG crystallization may not have started, or only very few MDG crystals are nucleated. As a result, there are no or insufficient MDG crystals present during PG addition to begin the encapsulation process. Upon further cooling and dispersing, MDG crystals start to nucleate, but the mixture becomes too viscous for the MDG crystals to diffuse to the surface of the PG droplets for effective encapsulation. Therefore, the resulting ointments are less stable compared to when PG was added at 40 °C. Ali et al. [
3] have shown that monoglyceride (MG) crystals have higher affinity to liquid–liquid interface in emulsions than diglyceride (DG) crystals. Monoglyceride crystals form shells around polyethylene glycol (PEG) droplets, while diglyceride crystals form a network-like structure in the bulk domain. They have shown similarly that a higher temperature for addition of the solvent tends to produce a less stable emulsion due to the inability to provide stabilization by the Pickering mechanism for emulsion.
The effect of step 5 homogenization speed [F4] can also be explained by our proposed hypothesis. In step 5, the MDG crystals begin to crystallize and encapsulate the PG droplets. Homogenization, subsequently, may disrupt the formation process of the microstructure or destroy the microstructure already formed. Therefore, we observed that a lower step 5 homogenization speed resulted in more stable ointment.

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}