

Towards the Continuous Manufacturing of Liquisolid Tablets Containing Simethicone and Loperamide Hydrochloride with the Use of a Twin-Screw Granulator
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
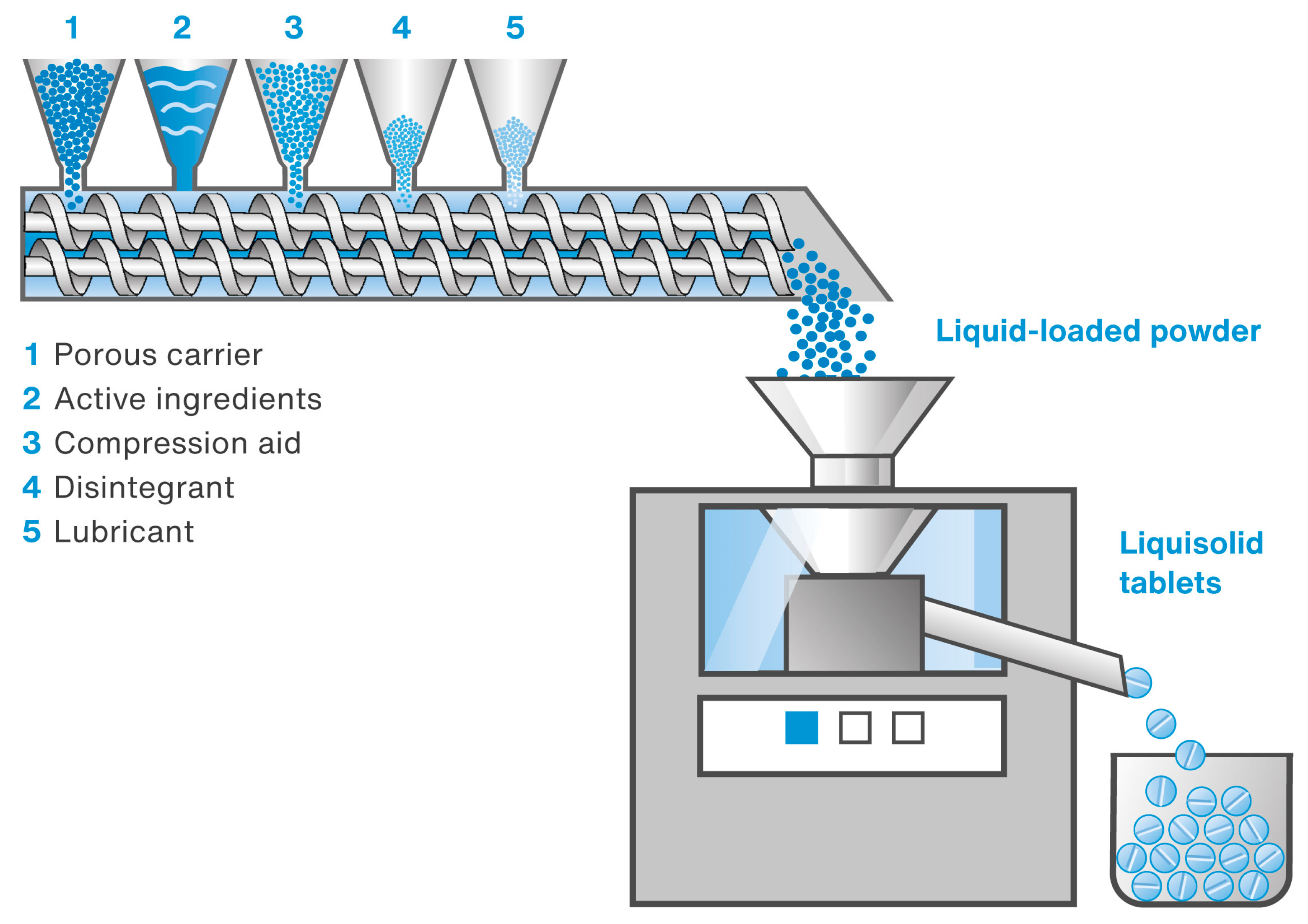
2.1. Preparation of Liquid-Loaded Powders with Simethicone and Simethicone with Loperamide Hydrochloride
2.2. Tableting of the Liquid-Loaded Powders
2.3. Analysis of Powders
2.4. Analysis of Physical Properties of Liquisolid Tablets
2.5. Uniformity of Dosage Units and Defoaming Activity of Simethicone Contained in Liquisolid Tablets
2.6. Uniformity of Dosage Units and Dissolution Tests for Loperamide Hydrochloride
2.7. Raman Imaging of Liquisolid Tablets
3. Results
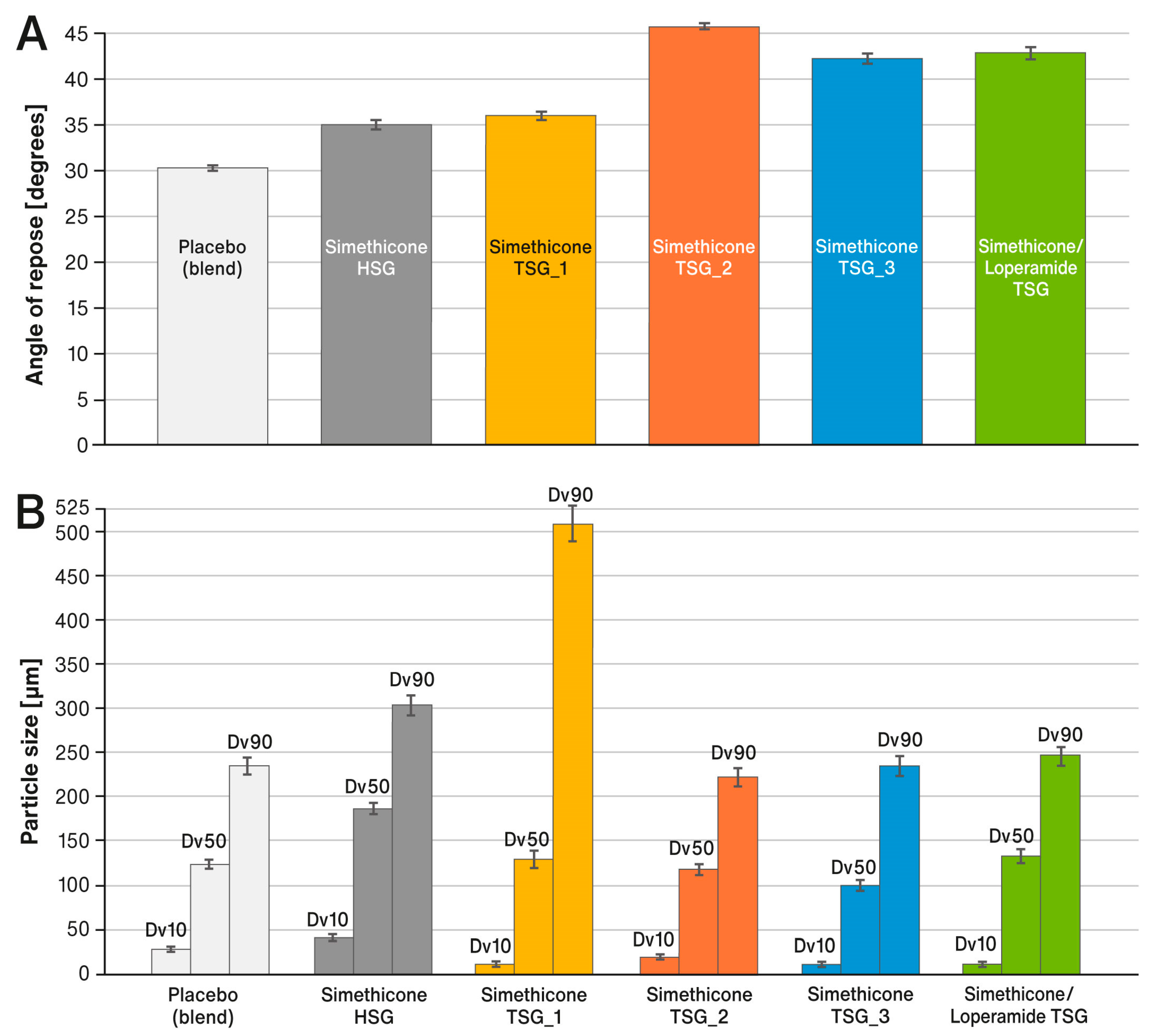
3.1. Analysis of Powders
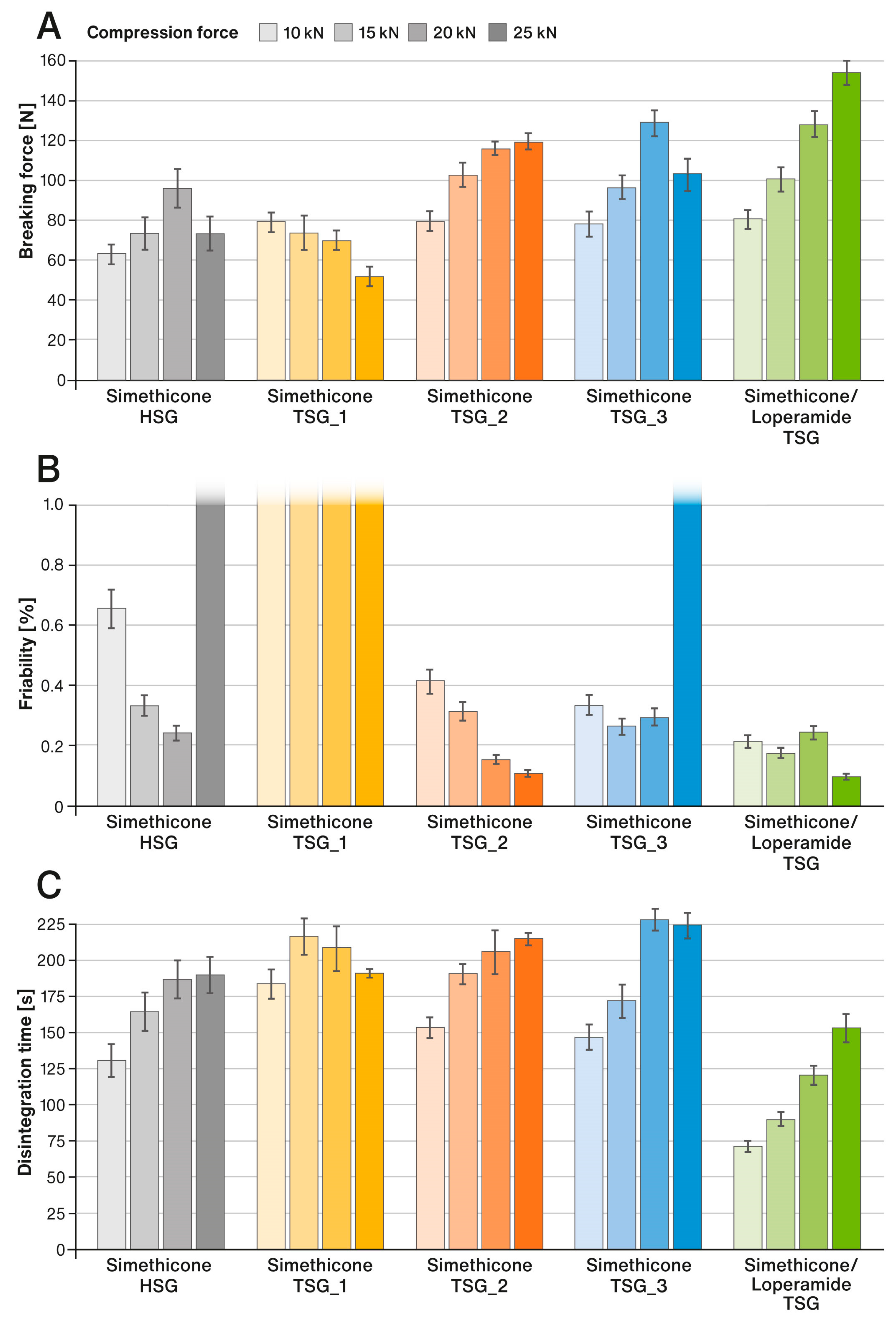
3.2. Analysis of Physical Properties of Liquisolid Tablets
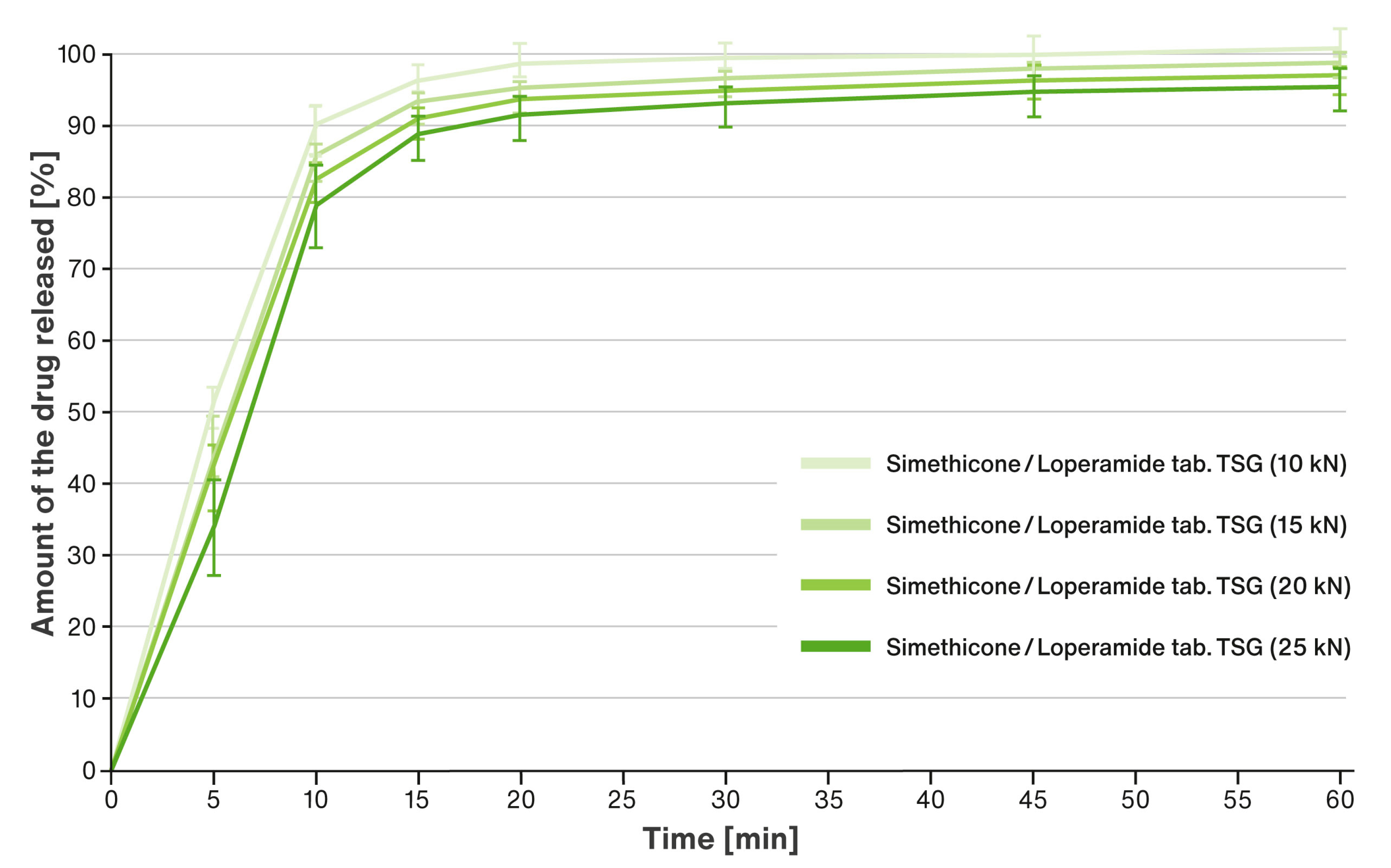
3.3. Dissolution Rate of Loperamide Hydrochloride
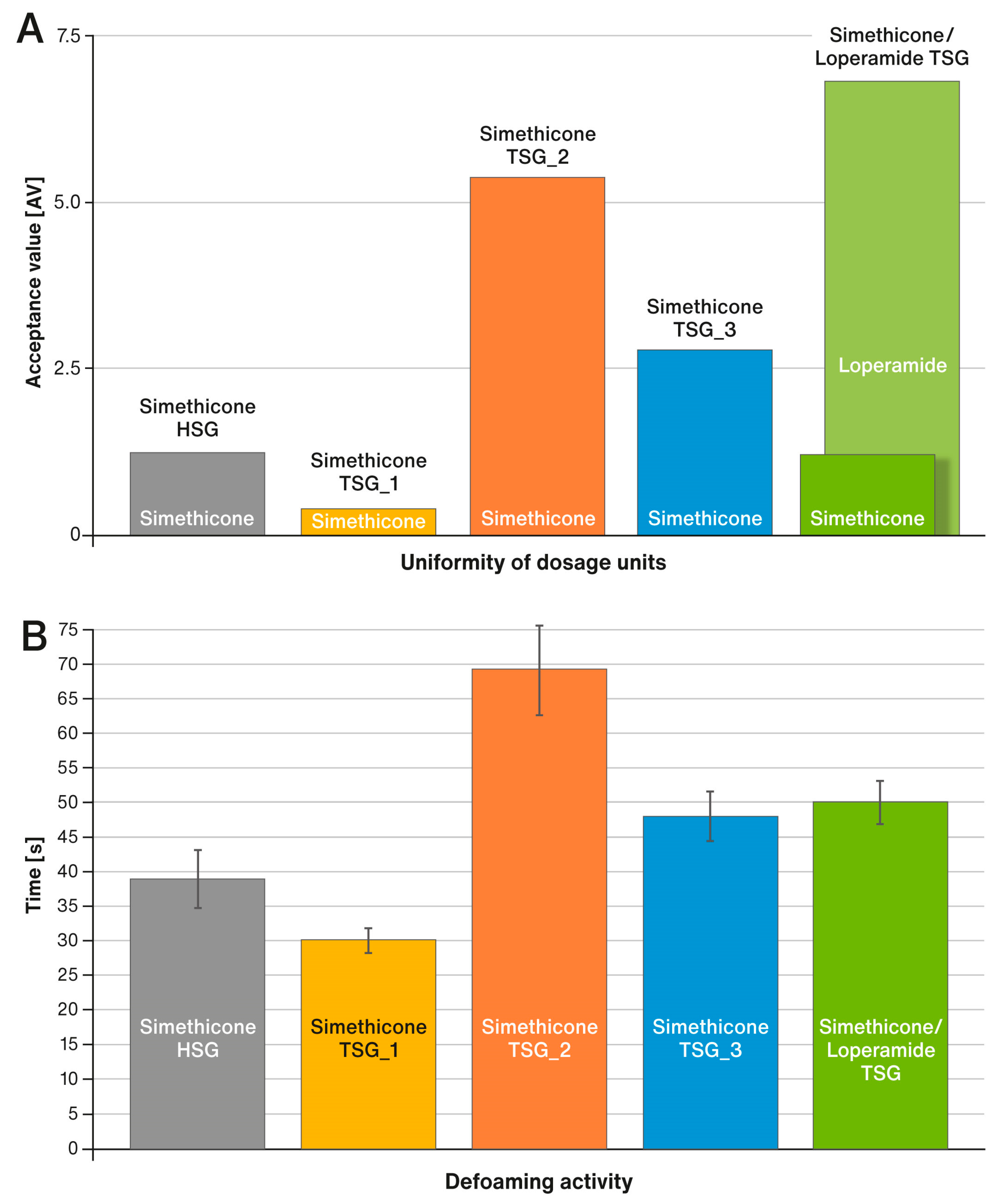
3.4. Uniformity of Dosage Units and Defoaming Activity of Simethicone Contained in Liquisolid Tablets
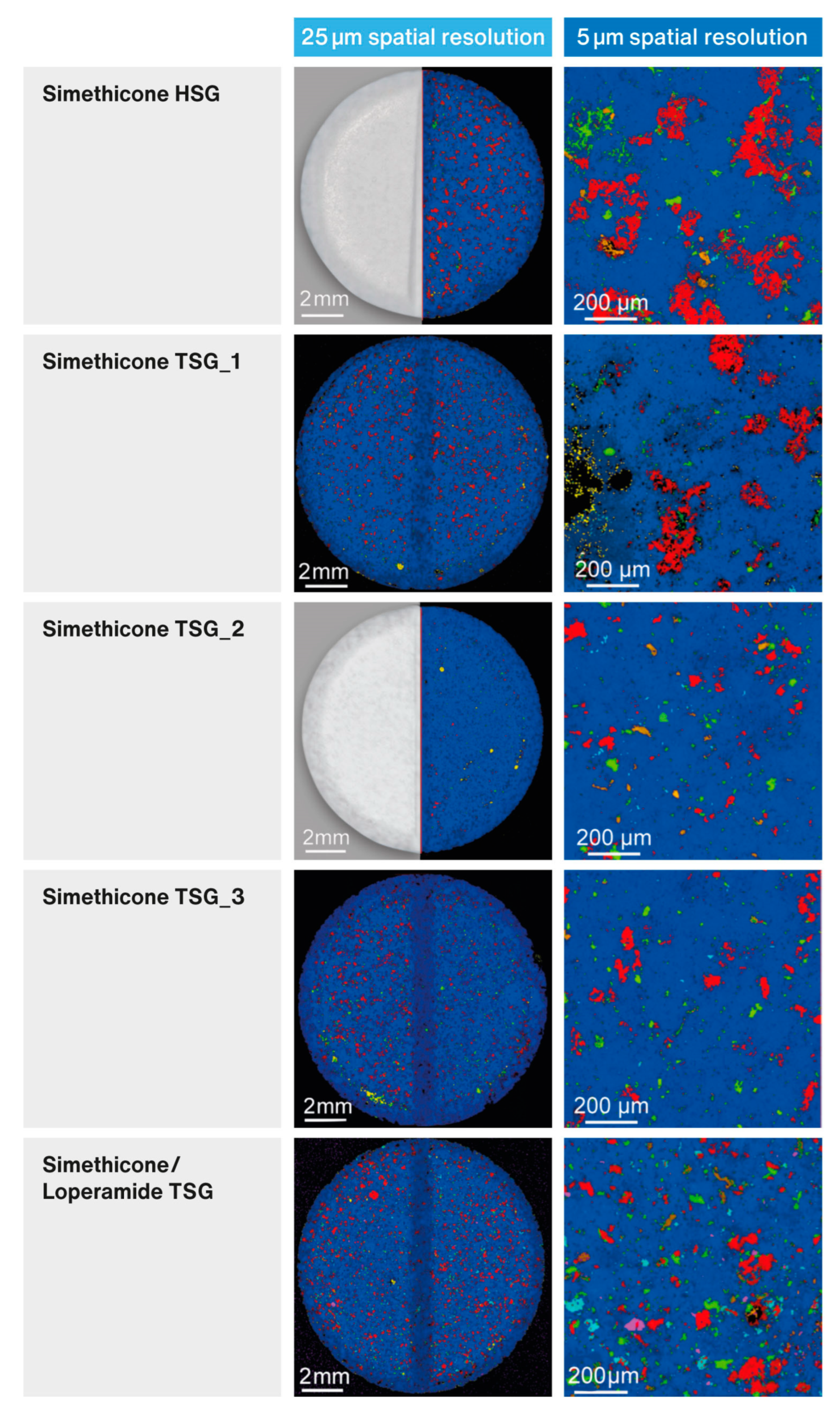
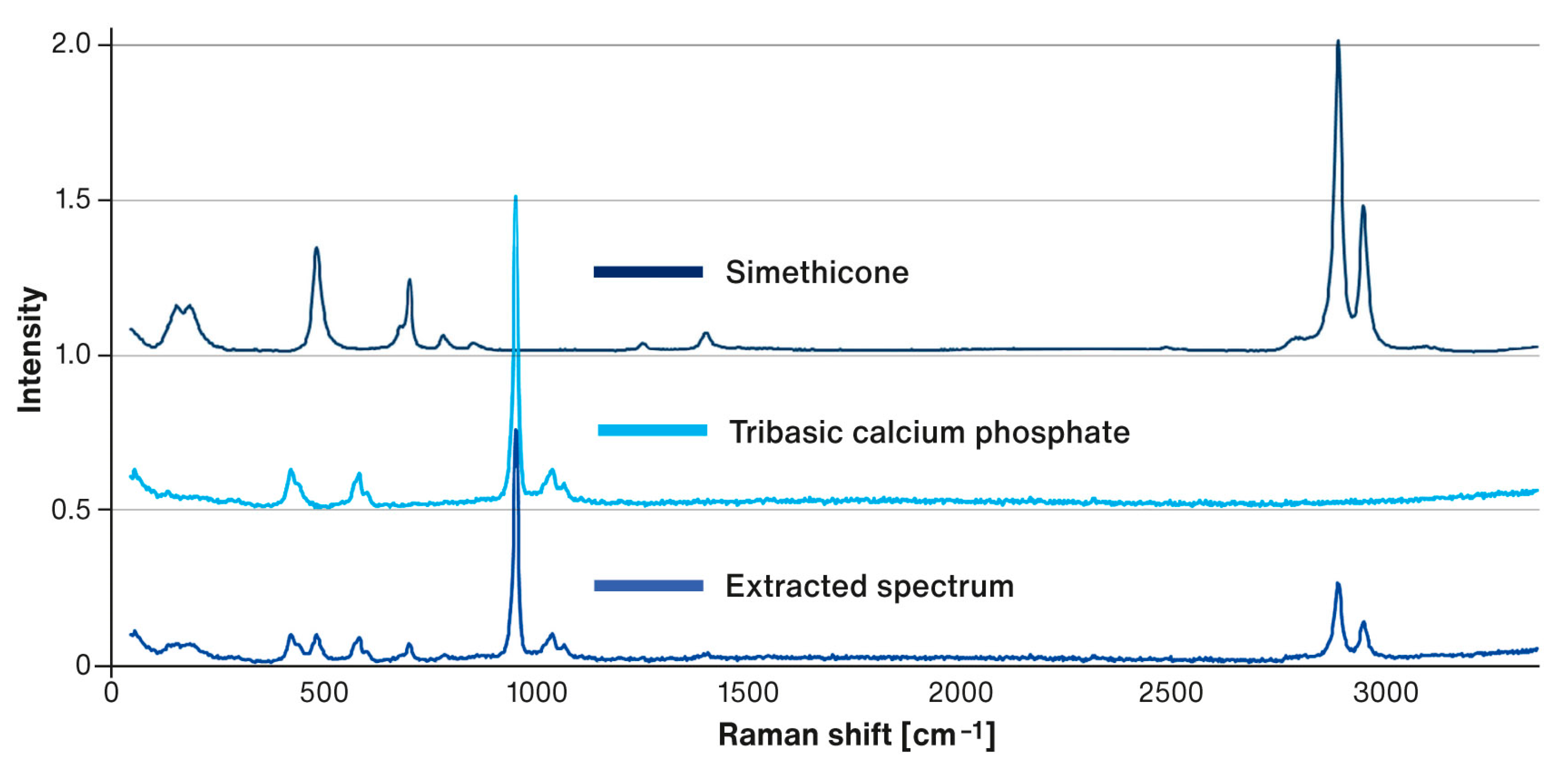
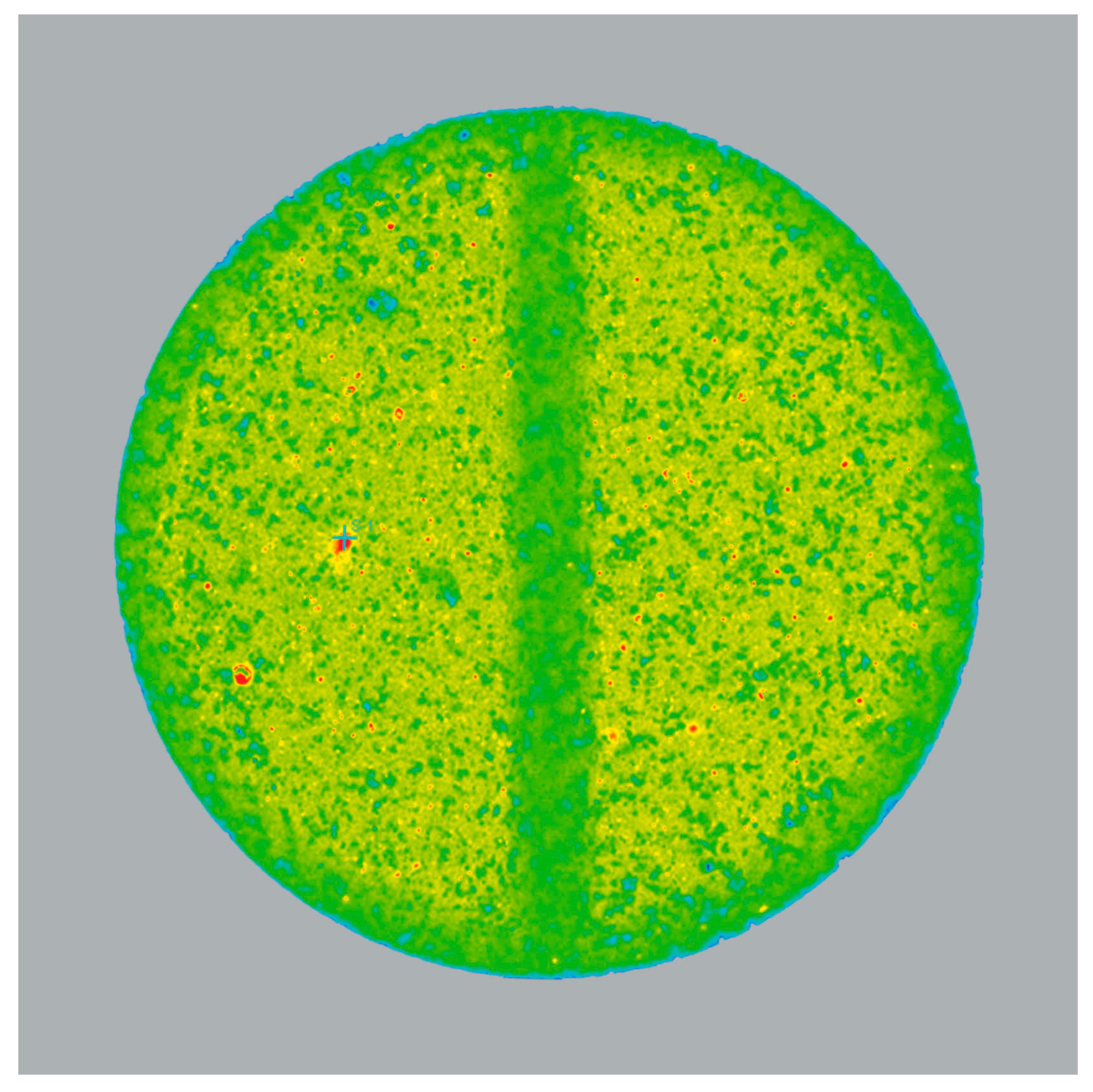
3.5. Raman Imaging of Liquisolid Tablets
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Medicines Agency. ICH Guideline Q13 on Continuous Manufacturing of Drug Substances and Drug Products. 2021. Available online: https://www.ema.europa.eu/en/documents/scientific-guideline/draft-ich-guideline-q13-continuous-manufacturing-drug-substances-drug-products-step-2b_en.pdf (accessed on 21 February 2023).
- U.S. Food and Drug Administration. Guidance for Industry. Quality Considerations for Continuous Manufacturing. 2019. Available online: https://www.fda.gov/media/121314/download#:~:text=28%2029%20For%20purposes%20of,continuously%20removed%20from%20the%20system (accessed on 21 February 2023).
- Lee, S.L. Modernizing the Way Drugs Are Made: A Transition to Continuous Manufacturing. 2017. Available online: https://www.fda.gov/drugs/news-events-human-drugs/modernizing-way-drugs-are-made-transition-continuous-manufacturing (accessed on 21 February 2023).
- Wahlich, J. Review: Continuous Manufacturing of Small Molecule Solid Oral Dosage Forms. Pharmaceutics 2021, 13, 1311. [Google Scholar] [CrossRef] [PubMed]
- Keleb, E.I.; Vermeire, A.; Vervaet, C.; Remon, J.P. Twin screw granulation as a simple and efficient tool for continuous wet granulation. Int. J. Pharm. 2004, 273, 183–194. [Google Scholar] [CrossRef] [PubMed]
- Bandari, S.; Nyavanandi, D.; Kallakunta, V.R.; Janga, K.Y.; Sarabu, S.; Butreddy, A.; Repka, M.A. Continuous twin screw granulation—An advanced alternative granulation technology for use in the pharmaceutical industry. Int. J. Pharm. 2020, 580, 119215. [Google Scholar] [CrossRef] [PubMed]
- Portier, C.; Vervaet, C.; Vanhoorne, V. Continuous twin screw granulation: A review of recent progress and opportunities in formulation and equipment design. Pharmaceutics 2021, 13, 668. [Google Scholar] [CrossRef]
- Thompson, M.R. Twin screw granulation–review of current progress. Drug Dev. Ind. Pharm. 2015, 41, 1223–1231. [Google Scholar] [CrossRef]
- Djuric, D.; Kleinebudde, P. Continuous granulation with a twin-screw extruder: Impact of material throughput. Pharm. Dev. Technol. 2010, 15, 518–525. [Google Scholar] [CrossRef]
- Djuric, D.; Kleinebudde, P. Impact of screw elements on continuous granulation with a twin-screw extruder. J. Pharm. Sci. 2008, 97, 4934–4942. [Google Scholar] [CrossRef]
- Rowe, R.C.; Sheskey, P.J.; Quinn, M.E. Handbook of Pharmaceutical Excipients, 6th ed.; Pharmaceutical Press: London, UK, 2009; pp. 619–620. [Google Scholar]
- Regnard, C.; Twycross, R.; Mihalyo, M.; Wilcock, A. Loperamide. J. Pain Symptom Manag. 2011, 42, 319–323. [Google Scholar] [CrossRef]
- Cottrell, J.; Koenig, K.; Perfekt, R.; Hofmann, R. Comparison of two forms of loperamide-simeticone and a probiotic yeast (Saccharomyces boulardii) in the treatment of acute diarrhoea in adults: A randomised non-inferiority clinical trial. Drugs R D 2015, 15, 363–373. [Google Scholar] [CrossRef]
- Connor, A.L.; Wray, H.; Cottrell, J.; Wilding, I.R. A scintigraphic study to investigate the potential for altered gut distribution of loperamide from a loperamide-simethicone formulation in man. Eur. J. Pharm. Sci. 2001, 13, 369–374. [Google Scholar] [CrossRef]
- Hanauer, S.B.; DuPont, H.L.; Cooper, K.M.; Laudadio, C. Randomized, double-blind, placebo-controlled clinical trial of loperamide plus simethicone versus loperamide alone and simethicone alone in the treatment of acute diarrhea with gas-related abdominal discomfort. Curr. Med. Res. Opin. 2007, 23, 1033–1043. [Google Scholar] [CrossRef] [PubMed]
- Kaplan, M.A.; Prior, M.J.; Ash, R.R.; McKonly, K.I.; Helzner, E.C.; Nelson, E.B. Loperamide-simethicone vs loperamide alone, simethicone alone, and placebo in the treatment of acute diarrhea with gas-related abdominal discomfort. A randomized controlled trial. Arch. Fam. Med. 1999, 8, 243–248. [Google Scholar] [CrossRef] [PubMed]
- McNeil Products Ltd. SmPC: Imodium Dual Action Relief Tablets (P). 2021. Available online: https://www.medicines.org.uk/emc/product/370/smpc#gref (accessed on 21 February 2023).
- L. Perrigo Company. Good Sense Anti Diarrheal Anti Gas- Loperamide Hydrochloride, Simethicone Tablet. Available online: https://dailymed.nlm.nih.gov/dailymed/fda/fdaDrugXsl.cfm?setid=2cda08a8-3f5e-430c-84a3-d29b97d647af&type=display (accessed on 21 February 2023).
- Lu, M.; Xing, H.; Jiang, J.; Chen, X.; Yang, T.; Wang, D.; Ding, P. Liquisolid technique and its applications in pharmaceutics. AJPS 2017, 12, 115–123. [Google Scholar] [CrossRef] [PubMed]
- Burra, S.; Yamsani, M.; Vobalaboina, V. The liquisolid technique: An overview. Braz. J. Pharm. Sci. 2011, 47, 475–482. [Google Scholar] [CrossRef]
- Choudhari, Y.; Reddy, U.; Monsuur, F.; Pauly, T.; Hoefer, H.; McCarthy, W. Comparative evaluation of porous silica based carriers for lipids and liquid drug formulations. Open Mater. Sci. 2014, 1, 61–74. [Google Scholar] [CrossRef]
- Christophersen, P.C.; Christiansen, M.L.; Holm, R.; Kristensen, J.; Jacobsen, J.; Abrahamsson, B.; Müllertz, A. Fed and fasted state gastro-intestinal in vitro lipolysis: In vitro in vivo relations of a conventional tablet, a SNEDDS and a solidified SNEDDS. Eur. J. Pharm. Sci. 2014, 57, 232–239. [Google Scholar] [CrossRef]
- McCarthy, C.A.; Ahern, R.J.; Dontireddy, R.; Ryan, K.B.; Crean, A.M. Mesoporous silica formulation strategies for drug dissolution enhancement: A review. Expert Opin. Drug Deliv. 2016, 13, 93–108. [Google Scholar] [CrossRef]
- Vraníková, B.; Gajdziok, J. Liquisolid systems and aspects influencing their research and development. Acta Pharm. 2013, 63, 447–465. [Google Scholar] [CrossRef]
- Hentzschel, C.M.; Sakmann, A.; Leopold, C.S. Suitability of various excipients as carrier and coating materials for liquisolid compacts. Drug Dev. Ind. Pharm. 2011, 37, 1200–1207. [Google Scholar] [CrossRef]
- Vraníková, B.; Niederquell, A.; Ditzinger, F.; Šklubalová, Z.; Kuentz, M. Mechanistic aspects of drug loading in liquisolid systems with hydrophilic lipid-based mixtures. Int. J. Pharm. 2020, 578, 119099. [Google Scholar] [CrossRef]
- Agiba, A.M. Liquisolid technology: A state-of-the-art review on the current state, challenges, new and emerging technologies for next generation. Curr. Drug Deliv. 2020, 17, 736–754. [Google Scholar] [CrossRef] [PubMed]
- Frykstrand, S.; Forsgren, J.; Mihranyan, A.; Strømme, M. On the pore forming mechanism of Upsalite, a micro- and mesoporous magnesium carbonate. Microporous Mesoporous Mater. 2014, 190, 99–104. [Google Scholar] [CrossRef]
- Limpongsa, E.; Tabboon, P.; Pongjanyakul, T.; Jaipakdee, N. Preparation and evaluation of directly compressible orally disintegrating tablets of cannabidiol formulated using liquisolid technique. Pharmaceutics 2022, 14, 2407. [Google Scholar] [CrossRef] [PubMed]
- Kostelanská, K.; Kurhajec, S.; Pavloková, S.; Vetchý, D.; Gajdziok, J.; Franc, A. Technology of processing plant extracts using an aluminometasilicate porous carrier into a solid dosage form. Pharmaceutics 2022, 14, 248. [Google Scholar] [CrossRef] [PubMed]
- Devi, S.; Kumar, S.; Verma, V.; Kaushik, D.; Verma, R.; Bhatia, M. Enhancement of ketoprofen dissolution rate by the liquisolid technique: Optimization and in vitro and in vivo investigations. Drug Deliv. Transl. Res. 2022, 12, 2693–2707. [Google Scholar] [CrossRef]
- Daware, S.; Patki, M.; Saraswat, A.; Palekar, S.; Patel, K. Development of a safe pediatric liquisolid self-nanoemulsifying system of triclabendazole for the treatment of fascioliasis. Int. J. Pharm. 2022, 626, 122163. [Google Scholar] [CrossRef]
- Naureen, F.; Shah, Y.; Shah, S.I.; Abbas, M.; Rehman, I.U.; Muhammad, S.; Hamdullah, H.; Goh, K.W.; Khuda, F.; Khan, A.; et al. Formulation development of mirtazapine liquisolid compacts: Optimization using central composite design. Molecules 2022, 27, 4005. [Google Scholar] [CrossRef]
- Schaum, V.; Lachmann, M.; Hess, T. Turning liquid simethicone into a solid dosage form using highly porous TRI CAFOS® 500. In Proceedings of the AAPS PHarmSCi 360, Washington, DC, USA, 4–7 November 2018. [Google Scholar]
- Biesterfeld Spezialchemie GmbH. Pharma Solutions–Solid Dosage Forms with Liquid Simethicone. 2018. Available online: https://www.biesterfeld.com/fileadmin/documents/product/BSC_Pharma_Simethicone_Sell_Sheet_A4.pdf (accessed on 21 February 2023).
- Wagner, M.; Hess, T.; Zakowiecki, D. Studies on the pH-dependent solubility of various grades of calcium phosphate-based pharmaceutical excipients. J. Pharm. Sci. 2022, 111, 1749–1760. [Google Scholar] [CrossRef]
- Das, R.S.; Agrawal, Y.K. Raman spectroscopy: Recent advancements, techniques and applications. Vib. Spectrosc. 2011, 57, 163–176. [Google Scholar] [CrossRef]
- Zhang, L.; Henson, M.J.; Sekulic, S.S. Multivariate data analysis for Raman imaging of a model pharmaceutical tablet. Anal. Chim. Acta 2005, 545, 262–278. [Google Scholar] [CrossRef]
- Luhn, O.; Black, M.; Cepok, M.B.; Bernard, J. Isomalt as carrier for liquid APIs in tableting. Tablets Capsul. 2018, 16, 39–43. Available online: https://www.tabletscapsules.com/3641-Technical-Articles/592034-Eye-on-Excipients-Using-isomalt-as-a-Carrier-for-Liquid-APIs/?catid=26803 (accessed on 21 February 2023).
- Danielson, D.W.; Schuehle, S.S.; Shah, S.A. Simethicone Containing Tablet Composition and Method. U.S. Patent US 7,341,742 B2, 11 March 2002. Available online: https://patentimages.storage.googleapis.com/16/0b/1a/f6683865b86ace/US7341742.pdf (accessed on 21 February 2023).
- Luber, J.R.; Madison, G.; McNally, G. Granular Composition Comprising Simethicone and Granular Anhydrous Calcium Phosphate. European Patent EP 0 891 776 B1, 11 February 2004. Available online: https://worldwide.espacenet.com/patent/search/family/025405781/publication/EP0891776B1?q=pn%3DEP0891776B1%3F (accessed on 21 February 2023).
- Szymczak, C.; Walter, J. Simethicone Solid Oral Dosage Form. European Patent EP 1 297 825 A1, 2 April 2003. Available online: https://patentimages.storage.googleapis.com/96/4d/59/8e974ce45ddcd5/EP1297825A1.pdf (accessed on 21 February 2023).
- U.S. Food and Drug Administration. M9 Biopharmaceutics Classification System Based Biowaiver. 2021. Available online: https://www.fda.gov/media/148472/download#:~:text=BCS%2Dbased%20biowaivers%20are%20applicable,and%20reference%20products%20are%20identical (accessed on 21 February 2023).
- European Medicines Agency. ICH M9 Guideline on Biopharmaceutics Classification System-Based Biowaivers. 2020. Available online: https://www.ema.europa.eu/en/documents/scientific-guideline/ich-m9-biopharmaceutics-classification-system-based-biowaivers-step-5_en.pdf (accessed on 21 February 2023).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | mg/Tablet | Concentration (% w/w) | Function |
|---|---|---|---|
| Simethicone Q7-2243 LVA | 125.0 | 17.0 | Active ingredient |
| TRI-CAFOS® 500 | 374.8 | 51.0 | Carrier |
| DI-CAFOS® A150 | 220.4 | 30.0 | Diluent/compression aid |
| Ac-Di-Sol® SD-711 NF | 7.4 | 1.0 | Disintegrant |
| Ligamed® MF-2-V | 7.4 | 1.0 | Lubricant |
| Total | 735.0 | 100.0 |
| Ingredient | mg/Tablet | Concentration (% w/w) | Function |
|---|---|---|---|
| Loperamide hydrochloride | 2.0 | 0.27 | Active ingredient |
| Simethicone Q7-2243 LVA | 125.0 | 16.96 | Active ingredient |
| TRI-CAFOS® 500 | 375.1 | 50.90 | Carrier |
| DI-CAFOS® A150 | 220.1 | 29.87 | Diluent/compression aid |
| Ac-Di-Sol® SD-711 NF | 7.4 | 1.00 | Disintegrant |
| Ligamed® MF-2-V | 7.4 | 1.00 | Lubricant |
| Total | 737.0 | 100.0 |
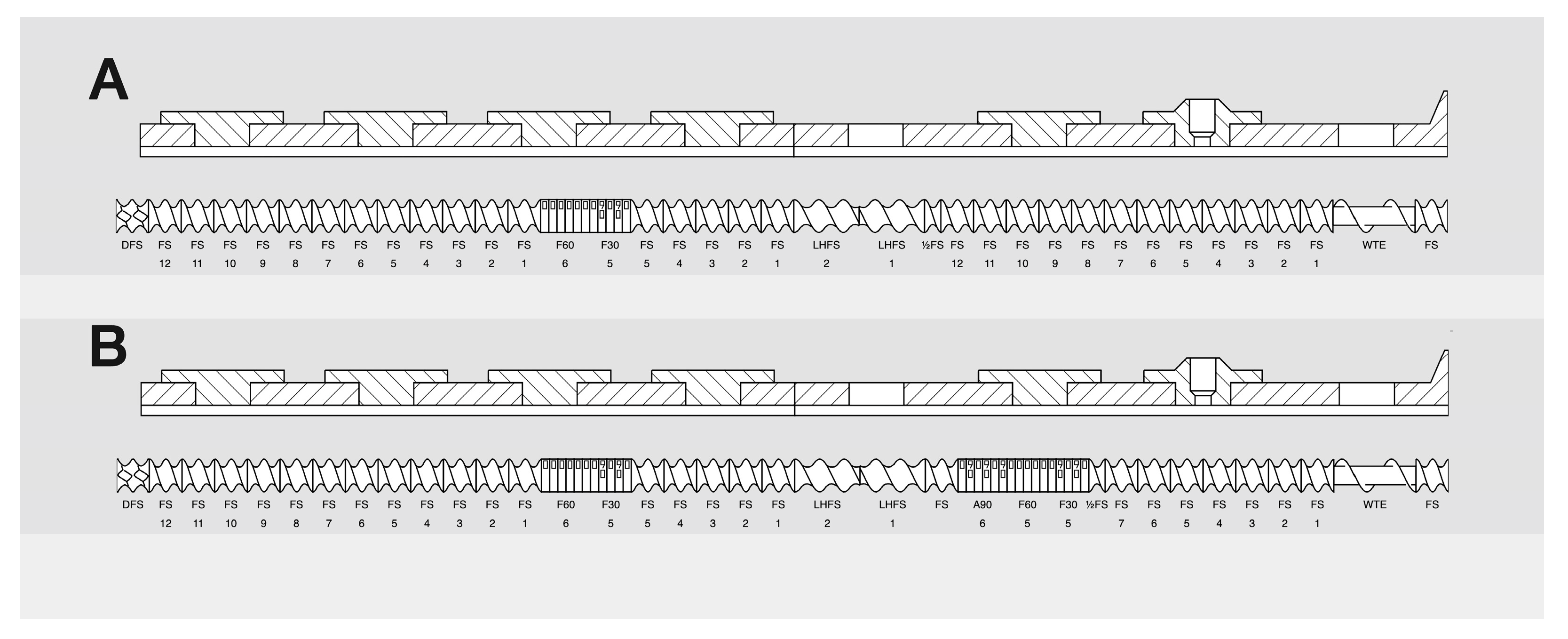
| Simethicone TSG_1 | Simethicone TSG_2 | Simethicone TSG_3 | Simethicone/Loperamide TSG | |
|---|---|---|---|---|
| Screw configuration | A | B | B | B |
| Screw speed | 200 rpm | 200 rpm | 400 rpm | 400 rpm |
| Total throughput | 5 kg/h | 5 kg/h | 10 kg/h | 10 kg/h |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zakowiecki, D.; Richter, M.; Yuece, C.; Voelp, A.; Ries, M.; Papaioannou, M.; Edinger, P.; Hess, T.; Mojsiewicz-Pieńkowska, K.; Cal, K. Towards the Continuous Manufacturing of Liquisolid Tablets Containing Simethicone and Loperamide Hydrochloride with the Use of a Twin-Screw Granulator. Pharmaceutics 2023, 15, 1265. https://doi.org/10.3390/pharmaceutics15041265
Zakowiecki D, Richter M, Yuece C, Voelp A, Ries M, Papaioannou M, Edinger P, Hess T, Mojsiewicz-Pieńkowska K, Cal K. Towards the Continuous Manufacturing of Liquisolid Tablets Containing Simethicone and Loperamide Hydrochloride with the Use of a Twin-Screw Granulator. Pharmaceutics. 2023; 15(4):1265. https://doi.org/10.3390/pharmaceutics15041265
Chicago/Turabian StyleZakowiecki, Daniel, Margarethe Richter, Ceren Yuece, Annika Voelp, Maximilian Ries, Markos Papaioannou, Peter Edinger, Tobias Hess, Krystyna Mojsiewicz-Pieńkowska, and Krzysztof Cal. 2023. "Towards the Continuous Manufacturing of Liquisolid Tablets Containing Simethicone and Loperamide Hydrochloride with the Use of a Twin-Screw Granulator" Pharmaceutics 15, no. 4: 1265. https://doi.org/10.3390/pharmaceutics15041265