

Electrospinning of Potential Medical Devices (Wound Dressings, Tissue Engineering Scaffolds, Face Masks) and Their Regulatory Approach

Abstract
:1. Introduction
2. Electrospinning
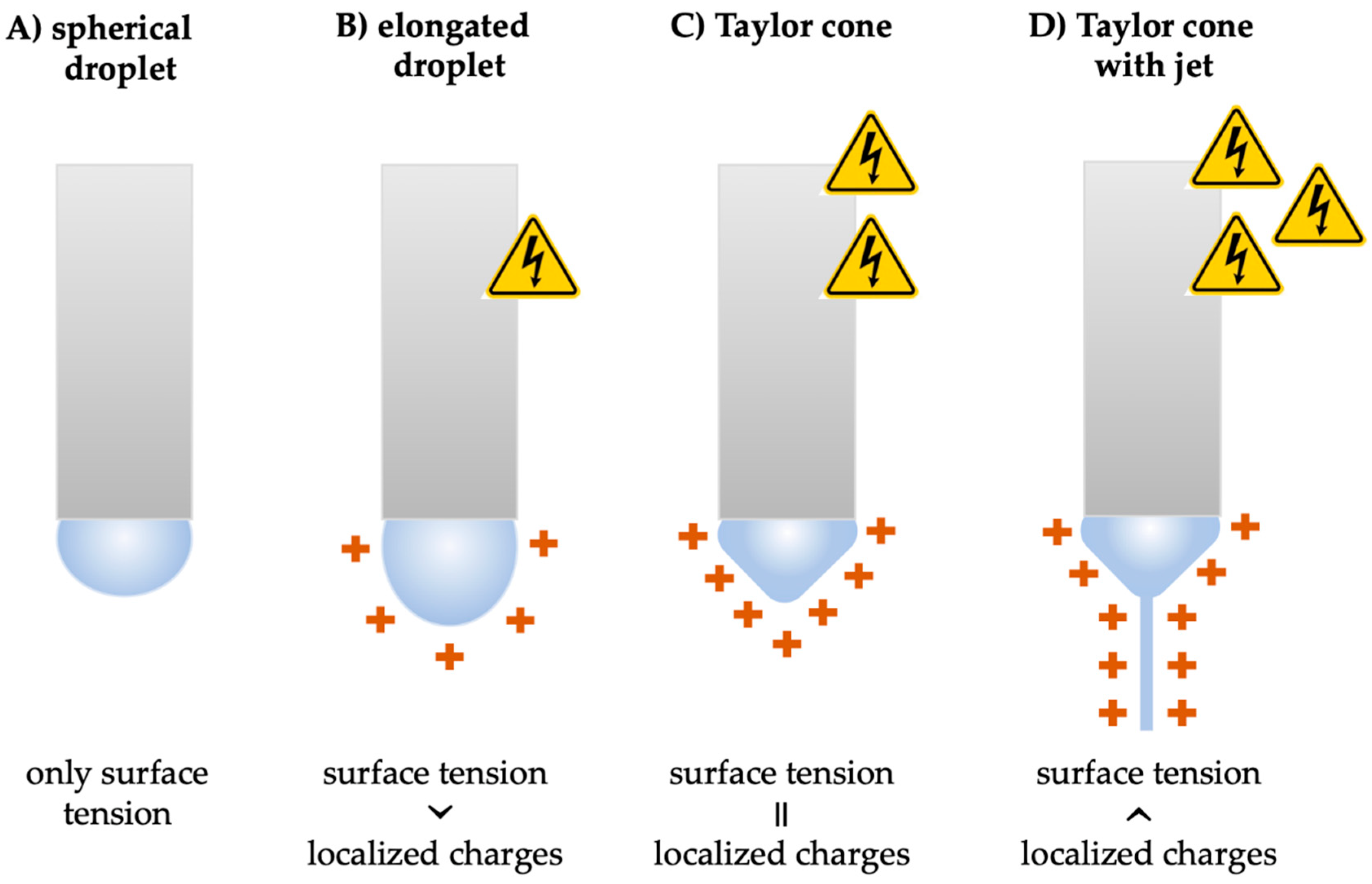
2.1. Principles of Electrospinning
2.2. Effects of Different Electrospinning Parameters
- Process parameters (high voltage, flow rate, and distance between the Taylor cone and the collector);
- Material properties (viscosity—related to the molecular weight and concentration of the polymer, surface tension, conductivity, and volatility of the solvent);
- Ambient parameters (temperature and humidity).
2.2.1. Process Parameters
2.2.2. Material Properties
2.2.3. Ambient Parameters
2.3. Electrospinning Methods
2.3.1. Solution Electrospinning
Nozzle-Based Methods
Nozzle-Free Methods
2.3.2. Emulsion Electrospinning
2.3.3. Melt Electrospinning
Syringe-Based Method
Syringe-Free Methods
3. Biomedical Applications of Electrospun Nanofibers
4. Nanofibers as Medical Devices
5. Regulatory Aspects
- Free nanomaterials added to a medical device (e.g., nano-silver in wound dressings);
- Fixed nanomaterials form a coating on implants to increase biocompatibility (e.g., nano-hydroxyapatite) or to prevent infection (e.g., nano-silver);
- Embedded nanomaterials to strengthen biomaterials (e.g., carbon nanotubes in a catheter wall) [154].
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kannan, B.; Cha, H.; Hosie, I.C. Electrospinning—Commercial Applications, Challenges and Opportunities. In Nano-Size Polymers: Preparation, Properties, Applications; Fakirov, S., Ed.; Springer International Publishing: Cham, Switzerland, 2016; pp. 309–342. [Google Scholar]
- Bowers, S.; Franco, E. Chronic Wounds: Evaluation and Management. Am. Fam. Physician 2020, 101, 159–166. [Google Scholar]
- Xue, J.; Wu, T.; Dai, Y.; Xia, Y. Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [CrossRef]
- Wu, S.; Dong, T.; Li, Y.; Sun, M.; Qi, Y.; Liu, J.; Kuss, M.A.; Chen, S.; Duan, B. State-of-the-Art Review of Advanced Electrospun Nanofiber Yarn-Based Textiles for Biomedical Applications. Appl. Mater. Today 2022, 27, 101473. [Google Scholar] [CrossRef]
- Foulkes, R.; Man, E.; Thind, J.; Yeung, S.; Joy, A.; Hoskins, C. The Regulation of Nanomaterials and Nanomedicines for Clinical Application: Current and Future Perspectives. Biomater. Sci. 2020, 8, 4653–4664. [Google Scholar] [CrossRef]
- Collins, G.; Federici, J.; Imura, Y.; Catalani, L.H. Charge Generation, Charge Transport, and Residual Charge in the Electrospinning of Polymers: A Review of Issues and Complications. J. Appl. Phys. 2012, 111, 044701. [Google Scholar] [CrossRef]
- Wu, C.-M.; Chiou, H.-G.; Lin, S.-L.; Lin, J.-M. Effects of Electrostatic Polarity and the Types of Electrical Charging on Electrospinning Behavior. J. Appl. Polym. Sci. 2012, 126, E89–E97. [Google Scholar] [CrossRef]
- Taylor, S.G. Disintegration of Water Drops in an Electric Field. Proc. R. Soc. Lond. Ser. A Math. Phys. R. 1964, 280, 383–397. [Google Scholar]
- Hartman, R.P.A.; Brunner, D.J.; Camelot, D.M.A.; Marijnissen, J.C.M.; Scarlett, B. Electrohydrodynamic Atomization in the Cone-Jet Mode Physical Modeling of the Liquid Cone and Jet. J. Aerosol Sci. 1999, 30, 823–849. [Google Scholar] [CrossRef]
- Reneker, D.H.; Yarin, A.L. Electrospinning Jets and Polymer Nanofibers. Polymer 2008, 49, 2387–2425. [Google Scholar] [CrossRef] [Green Version]
- Zhmayev, E.; Cho, D.; Lak Joo, Y. Electrohydrodynamic Quenching in Polymer Melt Electrospinning. Phys. Fluids 2011, 23, 73102. [Google Scholar] [CrossRef]
- Buchko, C.J.; Chen, L.C.; Shen, Y.; Martin, D.C. Processing and Microstructural Characterization of Porous Biocompatible Protein Polymer Thin Films. Polymer 1999, 40, 7397–7407. [Google Scholar] [CrossRef]
- Lee, J.S.; Choi, K.H.; Ghim, H.D.; Kim, S.S.; Chun, D.H.; Kim, H.Y.; Lyoo, W.S. Role of Molecular Weight of Atactic Poly(Vinyl Alcohol) (PVA) in the Structure and Properties of PVA Nanofabric Prepared by Electrospinning. J. Appl. Polym. Sci. 2004, 93, 1638–1646. [Google Scholar] [CrossRef]
- Tong, H.-W.; Wang, M. Negative Voltage Electrospinning and Positive Voltage Electrospinning of Tissue Engineering Scaffolds: A Comparative Study and Charge Retention on Scaffolds. Nano LIFE 2012, 2, 1250004. [Google Scholar] [CrossRef]
- Zhang, C.; Yuan, X.; Wu, L.; Han, Y.; Sheng, J. Study on Morphology of Electrospun Poly(Vinyl Alcohol) Mats. Eur. Polym. J. 2005, 41, 423–432. [Google Scholar] [CrossRef]
- Yarin, A.L.; Kataphinan, W.; Reneker, D.H. Branching in Electrospinning of Nanofibers. J. Appl. Phys. 2005, 98, 64501. [Google Scholar] [CrossRef] [Green Version]
- Suresh, S.; Becker, A.; Glasmacher, B. Impact of Apparatus Orientation and Gravity in Electrospinning—A Review of Empirical Evidence. Polymers 2020, 12, 2448. [Google Scholar] [CrossRef]
- Sill, T.J.; von Recum, H.A. Electrospinning: Applications in Drug Delivery and Tissue Engineering. Biomaterials 2008, 29, 1989–2006. [Google Scholar] [CrossRef]
- Rogina, A. Electrospinning Process: Versatile Preparation Method for Biodegradable and Natural Polymers and Biocomposite Systems Applied in Tissue Engineering and Drug Delivery. Appl. Surf. Sci. 2014, 296, 221–230. [Google Scholar] [CrossRef]
- Tan, S.M.; Teoh, X.Y.; Le Hwang, J.; Khong, Z.P.; Sejare, R.; Almashhadani, A.Q.; Assi, R.A.; Chan, S.Y. Electrospinning and Its Potential in Fabricating Pharmaceutical Dosage Form. J. Drug. Deliv. Sci. Technol. 2022, 76, 103761. [Google Scholar] [CrossRef]
- Alfaro De Prá, M.A.; Ribeiro-do-Valle, R.M.; Maraschin, M.; Veleirinho, B. Effect of Collector Design on the Morphological Properties of Polycaprolactone Electrospun Fibers. Mater. Lett. 2017, 193, 154–157. [Google Scholar] [CrossRef]
- Smit, E.; Bűttner, U.; Sanderson, R.D. Continuous Yarns from Electrospun Fibers. Polymer 2005, 46, 2419–2423. [Google Scholar] [CrossRef]
- Sonseca, A.; Sahay, R.; Stepien, K.; Bukala, J.; Wcislek, A.; McClain, A.; Sobolewski, P.; Sui, X.; Puskas, J.E.; Kohn, J.; et al. Architectured Helically Coiled Scaffolds from Elastomeric Poly(Butylene Succinate) (PBS) Copolyester via Wet Electrospinning. Mater. Sci. Eng. C 2020, 108, 110505. [Google Scholar] [CrossRef]
- Tang, X.-P.; Si, N.; Xu, L.; Liu, H.-Y. Effect of Flow Rate on Diameter of Electrospun Nanoporous Fibers. Therm. Sci. 2014, 18, 1447–1449. [Google Scholar] [CrossRef]
- Uhljar, L.É.; Kan, S.Y.; Radacsi, N.; Koutsos, V.; Szabó-Révész, P.; Ambrus, R. In Vitro Drug Release, Permeability, and Structural Test of Ciprofloxacin-Loaded Nanofibers. Pharmaceutics 2021, 13, 556. [Google Scholar] [CrossRef]
- Zuo, W.; Zhu, M.; Yang, W.; Yu, H.; Chen, Y.; Zhang, Y. Experimental Study on Relationship between Jet Instability and Formation of Beaded Fibers during Electrospinning. Polym. Eng. Sci. 2005, 45, 704–709. [Google Scholar] [CrossRef]
- Angammana, C.J.; Jayaram, S.H. Analysis of the Effects of Solution Conductivity on Electrospinning Process and Fiber Morphology. IEEE Trans. Ind. Appl. 2011, 47, 1109–1117. [Google Scholar] [CrossRef]
- Colmenares Roldán, G.J.; Quintero Martínez, Y.; Agudelo Gómez, L.M.; Rodríguez Vinasco, L.F.; Hoyos Palacio, L.M. Influence of the Molecular Weight of Polymer, Solvents and Operational Condition in the Electrospinning of Polycaprolactone. Rev. Fac. Ing. Univ. Antioq. 2017, 84, 35–45. [Google Scholar] [CrossRef] [Green Version]
- Uhljar, L.É.; Alshweiat, A.; Katona, G.; Chung, M.; Radacsi, N.; Kókai, D.; Burián, K.; Ambrus, R. Comparison of Nozzle-Based and Nozzle-Free Electrospinning for Preparation of Fast-Dissolving Nanofibers Loaded with Ciprofloxacin. Pharmaceutics 2022, 14, 1559. [Google Scholar] [CrossRef] [PubMed]
- Mit-uppatham, C.; Nithitanakul, M.; Supaphol, P. Ultrafine Electrospun Polyamide-6 Fibers: Effect of Solution Conditions on Morphology and Average Fiber Diameter. Macromol. Chem. Phys. 2004, 205, 2327–2338. [Google Scholar] [CrossRef]
- Feng, Z.-Q.; Leach, M.K.; Chu, X.-H.; Wang, Y.-C.; Tian, T.; Shi, X.-L.; Ding, Y.-T.; Gu, Z.-Z. Electrospun Chitosan Nanofibers for Hepatocyte Culture. J. Biomed. Nanotechnol. 2010, 6, 658–666. [Google Scholar] [CrossRef]
- Song, Z.; Chiang, S.W.; Chu, X.; Du, H.; Li, J.; Gan, L.; Xu, C.; Yao, Y.; He, Y.; Li, B.; et al. Effects of Solvent on Structures and Properties of Electrospun Poly(Ethylene Oxide) Nanofibers. J. Appl. Polym. Sci. 2018, 135, 45787. [Google Scholar] [CrossRef]
- De Vrieze, S.; Van Camp, T.; Nelvig, A.; Hagström, B.; Westbroek, P.; De Clerck, K. The Effect of Temperature and Humidity on Electrospinning. J. Mater. Sci. 2009, 44, 1357–1362. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A Fascinating Fiber Fabrication Technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef]
- Pelipenko, J.; Kocbek, P.; Kristl, J. Critical Attributes of Nanofibers: Preparation, Drug Loading, and Tissue Regeneration. Int. J. Pharm. 2015, 484, 57–74. [Google Scholar] [CrossRef]
- Cai, Y.; Gevelber, M. The Effect of Relative Humidity and Evaporation Rate on Electrospinning: Fiber Diameter and Measurement for Control Implications. J. Mater. Sci. 2013, 48, 7812–7826. [Google Scholar] [CrossRef]
- Pelipenko, J.; Kocbek, P.; Kristl, J. Nanofiber Diameter as a Critical Parameter Affecting Skin Cell Response. Eur. J. Pharm. Sci. 2015, 66, 29–35. [Google Scholar] [CrossRef] [PubMed]
- Mattoso, L.; Offeman, R.; Wood, D.; Orts, W.J.; Medeiros, E. Effect of Relative Humidity on the Morphology of Electrospun Polymer Fibers. Can. J. Chem. 2008, 86, 590–599. [Google Scholar] [CrossRef]
- Huang, L.; Bui, N.-N.; Manickam, S.S.; McCutcheon, J.R. Controlling Electrospun Nanofiber Morphology and Mechanical Properties Using Humidity. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1734–1744. [Google Scholar] [CrossRef]
- Fuchs, A.; Youssef, A.; Seher, A.; Hartmann, S.; Brands, R.C.; Müller-Richter, U.D.A.; Kübler, A.C.; Linz, C. A New Multilayered Membrane for Tissue Engineering of Oral Hard- and Soft Tissue by Means of Melt Electrospinning Writing and Film Casting—An in Vitro Study. J. Cranio-Maxillofac. Surg. 2019, 47, 695–703. [Google Scholar] [CrossRef]
- Calori, I.R.; Braga, G.; de Jesus, P.D.C.C.; Bi, H.; Tedesco, A.C. Polymer Scaffolds as Drug Delivery Systems. Eur. Polym. J. 2020, 129, 109621. [Google Scholar] [CrossRef]
- Feng, X.; Li, J.; Zhang, X.; Liu, T.; Ding, J.; Chen, X. Electrospun Polymer Micro/Nanofibers as Pharmaceutical Repositories for Healthcare. J. Control. Release 2019, 302, 19–41. [Google Scholar] [CrossRef] [PubMed]
- Mickova, A.; Buzgo, M.; Benada, O.; Rampichova, M.; Fisar, Z.; Filova, E.; Tesarova, M.; Lukas, D.; Amler, E. Core/Shell Nanofibers with Embedded Liposomes as a Drug Delivery System. Biomacromolecules 2012, 13, 952–962. [Google Scholar] [CrossRef] [PubMed]
- Abdulkadhim, M.K.; Habeeb, S.A. The Possibility of Producing Uniform Nanofibers from Blends of Natural Biopolymers. Matls. Perf. Charact. 2022, 11, 20220045. [Google Scholar] [CrossRef]
- Maleki, M.; Latifi, M.; Amani-Tehran, M.; Mathur, S. Electrospun Core–Shell Nanofibers for Drug Encapsulation and Sustained Release. Polym. Eng. Sci. 2013, 53, 1770–1779. [Google Scholar] [CrossRef]
- Li, D.; Xia, Y. Direct Fabrication of Composite and Ceramic Hollow Nanofibers by Electrospinning. Nano Lett. 2004, 4, 933–938. [Google Scholar] [CrossRef]
- Li, D.; McCann, J.T.; Xia, Y. Use of Electrospinning to Directly Fabricate Hollow Nanofibers with Functionalized Inner and Outer Surfaces. Small 2005, 1, 83–86. [Google Scholar] [CrossRef]
- Li, B.; Li, D.; Chen, J.; Liu, Z.; Wang, G.; Zhang, X.; Xu, F.; Lu, Y. Hollow Core Micro-Fiber for Optical Wave Guiding and Microfluidic Manipulation. Sens. Actuators B Chem. 2018, 262, 953–957. [Google Scholar] [CrossRef]
- Zheng, Y.; Gong, R.H.; Zeng, Y. Multijet Motion and Deviation in Electrospinning. RSC Adv. 2015, 5, 48533–48540. [Google Scholar] [CrossRef]
- Persano, L.; Camposeo, A.; Tekmen, C.; Pisignano, D. Industrial Upscaling of Electrospinning and Applications of Polymer Nanofibers: A Review. Macromol. Mater. Eng. 2013, 298, 504–520. [Google Scholar] [CrossRef]
- Thoppey, N.M.; Bochinski, J.R.; Clarke, L.I.; Gorga, R.E. Edge Electrospinning for High Throughput Production of Quality Nanofibers. Nanotechnology 2011, 22, 345301. [Google Scholar] [CrossRef]
- Jiang, G.; Zhang, S.; Qin, X. High Throughput of Quality Nanofibers via One Stepped Pyramid-Shaped Spinneret. Mater. Lett. 2013, 106, 56–58. [Google Scholar] [CrossRef]
- Thoppey, N.M.; Bochinski, J.R.; Clarke, L.I.; Gorga, R.E. Unconfined Fluid Electrospun into High Quality Nanofibers from a Plate Edge. Polymer 2010, 51, 4928–4936. [Google Scholar] [CrossRef]
- Partheniadis, I.; Nikolakakis, I.; Laidmäe, I.; Heinämäki, J. A Mini-Review: Needleless Electrospinning of Nanofibers for Pharmaceutical and Biomedical Applications. Processes 2020, 8, 673. [Google Scholar] [CrossRef]
- Keirouz, A.; Zakharova, M.; Kwon, J.; Robert, C.; Koutsos, V.; Callanan, A.; Chen, X.; Fortunato, G.; Radacsi, N. High-Throughput Production of Silk Fibroin-Based Electrospun Fibers as Biomaterial for Skin Tissue Engineering Applications. Mater. Sci. Eng. C 2020, 112, 110939. [Google Scholar] [CrossRef] [PubMed]
- Hodgyai, N.; Farmos, R.L.; Gergely, A. The Design and Implementation of a Disk Electrospinning Device. Műszaki Tudományos Közlemények 2020, 13, 72–76. [Google Scholar] [CrossRef]
- Wang, X.; Niu, H.; Lin, T.; Wang, X. Needleless Electrospinning of Nanofibers with a Conical Wire Coil. Polym. Eng. Sci. 2009, 49, 1582–1586. [Google Scholar] [CrossRef] [Green Version]
- Niu, H.; Wang, X.; Lin, T. Needleless Electrospinning: Influences of Fibre Generator Geometry. J. Text. Inst. 2012, 103, 787–794. [Google Scholar] [CrossRef] [Green Version]
- Luraghi, A.; Peri, F.; Moroni, L. Electrospinning for Drug Delivery Applications: A Review. J. Control. Release 2021, 334, 463–484. [Google Scholar] [CrossRef]
- Avossa, J.; Herwig, G.; Toncelli, C.; Itel, F.; Michel Rossi, R. Electrospinning Based on Benign Solvents: Current Definitions, Implications and Strategies. Green Chem. 2022, 24, 2347–2375. [Google Scholar] [CrossRef]
- Lanaro, M.; Booth, L.; Powell, S.K.; Woodruff, M.A. Electrofluidodynamic Technologies for Biomaterials and Medical Devices: Melt Electrospinning. In Electrofluidodynamic Technologies (EFDTs) for Biomaterials and Medical Devices: Principles and Advances; Woodhead Publishing Series in Biomaterials; Woodhead Publishing: Duxford, UK, 2011; pp. 37–70. ISBN 978-1-84569-741-9. [Google Scholar]
- Alghoraibi, I.; Alomari, S. Different Methods for Nanofiber Design and Fabrication. In Handbook of Nanofibers; Barhoum, A., Bechelany, M., Makhlouf, A., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–46. ISBN 978-3-319-42789-8. [Google Scholar]
- Hengsawas Surasarang, S.; Keen, J.M.; Huang, S.; Zhang, F.; McGinity, J.W.; Williams, R.O. Hot Melt Extrusion versus Spray Drying: Hot Melt Extrusion Degrades Albendazole. Drug Dev. Ind. Pharm. 2017, 43, 797–811. [Google Scholar] [CrossRef]
- Brown, T.D.; Dalton, P.D.; Hutmacher, D.W. Melt Electrospinning Today: An Opportune Time for an Emerging Polymer Process. Prog. Polym. Sci. 2016, 56, 116–166. [Google Scholar] [CrossRef]
- Zhou, H.; Green, T.B.; Joo, Y.L. The Thermal Effects on Electrospinning of Polylactic Acid Melts. Polymer 2006, 47, 7497–7505. [Google Scholar] [CrossRef]
- Lyons, J.; Li, C.; Ko, F. Melt-Electrospinning Part I: Processing Parameters and Geometric Properties. Polymer 2004, 45, 7597–7603. [Google Scholar] [CrossRef]
- Li, X.; Liu, H.; Wang, J.; Li, C. Preparation and Characterization of PLLA/NHA Nonwoven Mats via Laser Melt Electrospinning. Mater. Lett. 2012, 73, 103–106. [Google Scholar] [CrossRef]
- Malakhov, S.N.; Belousov, S.I.; Shcherbina, M.A.; Meshchankina, M.Y.; Chvalun, S.N.; Shepelev, A.D. Effect of Low Molecular Additives on the Electrospinning of Nonwoven Materials from a Polyamide-6 Melt. Polym. Sci. Ser. A 2016, 58, 236–245. [Google Scholar] [CrossRef]
- Morikawa, K.; Green, M.; Naraghi, M. A Novel Approach for Melt Electrospinning of Polymer Fibers. Procedia Manuf. 2018, 26, 205–208. [Google Scholar] [CrossRef]
- Balogh, A.; Farkas, B.; Faragó, K.; Farkas, A.; Wagner, I.; Van Assche, I.; Verreck, G.; Nagy, Z.K.; Marosi, G. Melt-Blown and Electrospun Drug-Loaded Polymer Fiber Mats for Dissolution Enhancement: A Comparative Study. J. Pharm. Sci. 2015, 104, 1767–1776. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Um, I.C.; Fang, D.; Hsiao, B.S.; Okamoto, A.; Chu, B. Electro-Spinning and Electro-Blowing of Hyaluronic Acid. Biomacromolecules 2004, 5, 1428–1436. [Google Scholar] [CrossRef]
- Zhmayev, E.; Cho, D.; Joo, Y.L. Nanofibers from Gas-Assisted Polymer Melt Electrospinning. Polymer 2010, 51, 4140–4144. [Google Scholar] [CrossRef]
- Hu, X.; Liu, S.; Zhou, G.; Huang, Y.; Xie, Z.; Jing, X. Electrospinning of Polymeric Nanofibers for Drug Delivery Applications. J. Control. Release 2014, 185, 12–21. [Google Scholar] [CrossRef]
- Tottoli, E.M.; Dorati, R.; Genta, I.; Chiesa, E.; Pisani, S.; Conti, B. Skin Wound Healing Process and New Emerging Technologies for Skin Wound Care and Regeneration. Pharmaceutics 2020, 12, 735. [Google Scholar] [CrossRef] [PubMed]
- Rasouli, R.; Barhoum, A.; Bechelany, M.; Dufresne, A. Nanofibers for Biomedical and Healthcare Applications. Macromol. Biosci. 2019, 19, 1800256. [Google Scholar] [CrossRef] [PubMed]
- Ferraris, S.; Spriano, S.; Scalia, A.C.; Cochis, A.; Rimondini, L.; Cruz-Maya, I.; Guarino, V.; Varesano, A.; Vineis, C. Topographical and Biomechanical Guidance of Electrospun Fibers for Biomedical Applications. Polymers 2020, 12, 2896. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Yokota, T.; Someya, T. Electrospun Nanofiber-Based Soft Electronics. NPG Asia Mater. 2021, 13, 22. [Google Scholar] [CrossRef]
- Ullah, S.; Ullah, A.; Lee, J.; Jeong, Y.; Hashmi, M.; Zhu, C.; Joo, K.I.; Cha, H.J.; Kim, I.S. Reusability Comparison of Melt-Blown vs Nanofiber Face Mask Filters for Use in the Coronavirus Pandemic. ACS Appl. Nano Mater. 2020, 3, 7231–7241. [Google Scholar] [CrossRef]
- World Health Organization. Global Atlas of Medical Devices; WHO Medical Device Technical Series; World Health Organization: Geneva, Switzerland, 2017; ISBN 978-92-4-151231-2. [Google Scholar]
- Mistry, P.; Chhabra, R.; Muke, S.; Narvekar, A.; Sathaye, S.; Jain, R.; Dandekar, P. Fabrication and Characterization of Starch-TPU Based Nanofibers for Wound Healing Applications. Mater. Sci. Eng. C 2021, 119, 111316. [Google Scholar] [CrossRef]
- Anisiei, A.; Rosca, I.; Sandu, A.-I.; Bele, A.; Cheng, X.; Marin, L. Imination of Microporous Chitosan Fibers—A Route to Biomaterials with “On Demand” Antimicrobial Activity and Biodegradation for Wound Dressings. Pharmaceutics 2022, 14, 117. [Google Scholar] [CrossRef]
- Vigani, B.; Rossi, S.; Sandri, G.; Bonferoni, M.C.; Milanesi, G.; Bruni, G.; Ferrari, F. Coated Electrospun Alginate-Containing Fibers as Novel Delivery Systems for Regenerative Purposes. Int. J. Nanomed. 2018, 13, 6531–6550. [Google Scholar] [CrossRef] [Green Version]
- Venault, A.; Lin, K.-H.; Tang, S.-H.; Dizon, G.V.; Hsu, C.-H.; Maggay, I.V.B.; Chang, Y. Zwitterionic Electrospun PVDF Fibrous Membranes with a Well-Controlled Hydration for Diabetic Wound Recovery. J. Membr. Sci. 2020, 598, 117648. [Google Scholar] [CrossRef]
- Wu, G.; Ma, X.; Fan, L.; Gao, Y.; Deng, H.; Wang, Y. Accelerating Dermal Wound Healing and Mitigating Excessive Scar Formation Using LBL Modified Nanofibrous Mats. Mater. Des. 2020, 185, 108265. [Google Scholar] [CrossRef]
- Movahedi, M.; Asefnejad, A.; Rafienia, M.; Khorasani, M.T. Potential of Novel Electrospun Core-Shell Structured Polyurethane/Starch (Hyaluronic Acid) Nanofibers for Skin Tissue Engineering: In Vitro and in Vivo Evaluation. Int. J. Biol. Macromol. 2020, 146, 627–637. [Google Scholar] [CrossRef] [PubMed]
- Bazmandeh, A.Z.; Mirzaei, E.; Ghasemi, Y.; Kouhbanani, M.A.J. Hyaluronic Acid Coated Electrospun Chitosan-Based Nanofibers Prepared by Simultaneous Stabilizing and Coating. Int. J. Biol. Macromol. 2019, 138, 403–411. [Google Scholar] [CrossRef] [PubMed]
- Fadaie, M.; Mirzaei, E.; Asvar, Z.; Azarpira, N. Stabilization of Chitosan Based Electrospun Nanofibers through a Simple and Safe Method. Mater. Sci. Eng. C 2019, 98, 369–380. [Google Scholar] [CrossRef] [PubMed]
- Zhu, C.; Cao, R.; Zhang, Y.; Chen, R. Metallic Ions Encapsulated in Electrospun Nanofiber for Antibacterial and Angiogenesis Function to Promote Wound Repair. Front. Cell Dev. Biol. 2021, 9, 660571. [Google Scholar] [CrossRef]
- Adeli, H.; Khorasani, M.T.; Parvazinia, M. Wound Dressing Based on Electrospun PVA/Chitosan/Starch Nanofibrous Mats: Fabrication, Antibacterial and Cytocompatibility Evaluation and in Vitro Healing Assay. Int. J. Biol. Macromol. 2019, 122, 238–254. [Google Scholar] [CrossRef]
- Chanda, A.; Adhikari, J.; Ghosh, A.; Chowdhury, S.R.; Thomas, S.; Datta, P.; Saha, P. Electrospun Chitosan/Polycaprolactone-Hyaluronic Acid Bilayered Scaffold for Potential Wound Healing Applications. Int. J. Biol. Macromol. 2018, 116, 774–785. [Google Scholar] [CrossRef]
- Kianfar, P.; Vitale, A.; Dalle Vacche, S.; Bongiovanni, R. Photo-Crosslinking of Chitosan/Poly(Ethylene Oxide) Electrospun Nanofibers. Carbohydr. Polym. 2019, 217, 144–151. [Google Scholar] [CrossRef]
- Sun, L.; Gao, W.; Fu, X.; Shi, M.; Xie, W.; Zhang, W.; Zhao, F.; Chen, X. Enhanced Wound Healing in Diabetic Rats by Nanofibrous Scaffolds Mimicking the Basketweave Pattern of Collagen Fibrils in Native Skin. Biomater. Sci. 2018, 6, 340–349. [Google Scholar] [CrossRef]
- Zhang, K.; Bai, X.; Yuan, Z.; Cao, X.; Jiao, X.; Li, Y.; Qin, Y.; Wen, Y.; Zhang, X. Layered Nanofiber Sponge with an Improved Capacity for Promoting Blood Coagulation and Wound Healing. Biomaterials 2019, 204, 70–79. [Google Scholar] [CrossRef]
- Lukiev, I.V.; Antipina, L.S.; Goreninskii, S.I.; Tverdokhlebova, T.S.; Vasilchenko, D.V.; Nemoykina, A.L.; Goncharova, D.A.; Svetlichnyi, V.A.; Dambaev, G.T.; Bouznik, V.M.; et al. Antibacterial Ferroelectric Hybrid Membranes Fabricated via Electrospinning for Wound Healing. Membranes 2021, 11, 986. [Google Scholar] [CrossRef]
- Grumezescu, A.M.; Stoica, A.E.; Dima-Bălcescu, M.-Ș. Electrospun Polyethylene Terephthalate Nanofibers Loaded with Silver Nanoparticles: Novel Approach in Anti-Infective Therapy. J. Clin. Med. 2019, 8, 1039. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Timnak, A.; Gerstenhaber, J.A.; Dong, K.; Har-El, Y.-E.; Lelkes, P.I. Gradient Porous Fibrous Scaffolds: A Novel Approach to Improving Cell Penetration in Electrospun Scaffolds. Biomed Mater. 2018, 13, 65010. [Google Scholar] [CrossRef] [PubMed]
- Zhu, C.; Zhu, J.; Wang, C.; Chen, R.; Sun, L.; Ru, C. Wrinkle-Free, Sandwich, Electrospun PLGA/SF Nanofibrous Scaffold for Skin Tissue Engineering. IEEE Trans. Nanotechnol. 2018, 17, 675–679. [Google Scholar] [CrossRef]
- Miguel, S.P.; Cabral, C.S.D.; Moreira, A.F.; Correia, I.J. Production and Characterization of a Novel Asymmetric 3D Printed Construct Aimed for Skin Tissue Regeneration. Colloids Surf. B Biointerfaces 2019, 181, 994–1003. [Google Scholar] [CrossRef]
- Chen, S.; Wang, H.; Su, Y.; John, J.V.; McCarthy, A.; Wong, S.L.; Xie, J. Mesenchymal Stem Cell-Laden, Personalized 3D Scaffolds with Controlled Structure and Fiber Alignment Promote Diabetic Wound Healing. Acta Biomater. 2020, 108, 153–167. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, N.; Fattahi, S.; Hadizadeh, M.; Nikukar, H.; Moshtaghioun, S.M.; Aflatoonian, B. The Influence of Elastomeric Polyurethane Type and Ratio on the Physicochemical Properties of Electrospun Polyurethane/Silk Fibroin Hybrid Nanofibers as Potential Scaffolds for Soft and Hard Tissue Engineering. Eur. Polym. J. 2019, 121, 109294. [Google Scholar] [CrossRef]
- Thomas, M.S.; Pillai, P.K.S.; Faria, M.; Cordeiro, N.; Barud, H.; Thomas, S.; Pothen, L.A. Electrospun Polylactic Acid-Chitosan Composite: A Bio-Based Alternative for Inorganic Composites for Advanced Application. J. Mater. Sci. Mater. Med. 2018, 29, 137. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Wang, K.; Solorzano-Vargas, R.S.; Lin, P.-Y.; Walthers, C.M.; Thomas, A.-L.; Martín, M.G.; Dunn, J.C.Y. Bioengineered Intestinal Muscularis Complexes with Long-Term Spontaneous and Periodic Contractions. PLoS ONE 2018, 13, e0195315. [Google Scholar] [CrossRef] [Green Version]
- Jing, X.; Li, H.; Mi, H.-Y.; Liu, Y.-J.; Tan, Y.-M. Fabrication of Three-Dimensional Fluffy Nanofibrous Scaffolds for Tissue Engineering via Electrospinning and CO2 Escaping Foaming. Ind. Eng. Chem. Res. 2019, 58, 9412–9421. [Google Scholar] [CrossRef]
- Maleknia, L.; Dilamian, M.; Pilehrood, M.; Sadeghi-Aliabadi, H.; Hekmati, A. Preparation, Process Optimization and Characterization of Core-Shell Polyurethane/Chitosan Nanofibers as a Potential Platform for Bioactive Scaffolds. Res. Pharm. Sci. 2018, 13, 273. [Google Scholar] [CrossRef]
- Augustine, R.; Dalvi, Y.B.; Yadu Nath, V.K.; Varghese, R.; Raghuveeran, V.; Hasan, A.; Thomas, S.; Sandhyarani, N. Yttrium Oxide Nanoparticle Loaded Scaffolds with Enhanced Cell Adhesion and Vascularization for Tissue Engineering Applications. Mater. Sci. Eng. C 2019, 103, 109801. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Wang, H.; McCarthy, A.; Yan, Z.; Kim, H.J.; Carlson, M.A.; Xia, Y.; Xie, J. Three-Dimensional Objects Consisting of Hierarchically Assembled Nanofibers with Controlled Alignments for Regenerative Medicine. Nano Lett. 2019, 19, 2059–2065. [Google Scholar] [CrossRef] [PubMed]
- Iglesias-Echevarria, M.; Durante, L.; Johnson, R.; Rafuse, M.; Ding, Y.; Bonani, W.; Maniglio, D.; Tan, W. Coaxial PCL/PEG-Thiol-Ene Microfiber with Tunable Physico-Chemical Properties for Regenerative Scaffolds. Biomater. Sci. 2019, 7, 3640–3651. [Google Scholar] [CrossRef] [Green Version]
- Vong, M.; Speirs, E.; Klomkliang, C.; Akinwumi, I.; Nuansing, W.; Radacsi, N. Controlled Three-Dimensional Polystyrene Micro- and Nano-Structures Fabricated by Three-Dimensional Electrospinning. RSC Adv. 2018, 8, 15501–15512. [Google Scholar] [CrossRef] [Green Version]
- Eivazi Zadeh, Z.; Solouk, A.; Shafieian, M.; Haghbin Nazarpak, M. Electrospun Polyurethane/Carbon Nanotube Composites with Different Amounts of Carbon Nanotubes and Almost the Same Fiber Diameter for Biomedical Applications. Mater. Sci. Eng. C 2021, 118, 111403. [Google Scholar] [CrossRef]
- Feng, C.; Liu, C.; Liu, S.; Wang, Z.; Yu, K.; Zeng, X. Electrospun Nanofibers with Core–Shell Structure for Treatment of Bladder Regeneration. Tissue Eng. Part A 2019, 25, 1289–1299. [Google Scholar] [CrossRef] [PubMed]
- Shrestha, K.R.; Jeon, S.H.; Jung, A.R.; Kim, I.G.; Kim, G.E.; Park, Y.H.; Kim, S.H.; Lee, J.Y. Stem Cells Seeded on Multilayered Scaffolds Implanted into an Injured Bladder Rat Model Improves Bladder Function. Tissue Eng. Regen. Med. 2019, 16, 201–212. [Google Scholar] [CrossRef] [PubMed]
- Campbell, B.; Anderson, Z.; Han, D.; Nebor, I.; Forbes, J.; Steckl, A.J. Electrospinning of Cyanoacrylate Tissue Adhesives for Human Dural Repair in Endonasal Surgery. J. Biomed. Mater. Res. Part B Appl. Biomater. 2022, 110, 660–667. [Google Scholar] [CrossRef]
- Zhao, Z.; Wu, T.; Cui, Y.; Zhao, R.; Wan, Q.; Xu, R. Design and Fabrication of Nanofibrous Dura Mater with Antifibrosis and Neuroprotection Effects on SH-SY5Y Cells. Polymers 2022, 14, 1882. [Google Scholar] [CrossRef]
- Su, Y.; Li, Z.; Zhu, H.; He, J.; Wei, B.; Li, D. Electrohydrodynamic Fabrication of Triple-Layered Polycaprolactone Dura Mater Substitute with Antibacterial and Enhanced Osteogenic Capability. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100026. [Google Scholar] [CrossRef]
- Yao, T.; Chen, H.; Samal, P.; Giselbrecht, S.; Baker, M.B.; Moroni, L. Self-Assembly of Electrospun Nanofibers into Gradient Honeycomb Structures. Mater. Des. 2019, 168, 107614. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, H.; Xiong, J.; Li, J.; Miao, X.; Lan, X.; Liu, X.; Wang, W.; Cai, N.; Tang, Y. Fabrication and in Vitro Evaluation of PCL/Gelatin Hierarchical Scaffolds Based on Melt Electrospinning Writing and Solution Electrospinning for Bone Regeneration. Mater. Sci. Eng. C 2021, 128, 112287. [Google Scholar] [CrossRef]
- Shao, Z.; Yu, L.; Xu, L.; Wang, M. High-Throughput Fabrication of Quality Nanofibers Using a Modified Free Surface Electrospinning. Nanoscale Res. Lett. 2017, 12, 470. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bachimam, K.; Emul, E.; Saglam, N.; Korkusuz, F. Baicalein Nanofiber Scaffold Containing Hyaluronic Acid and Polyvinyl Alcohol: Preparation and Evaluation. Turk. J. Med. Sci. 2020, 50, 1139–1146. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Yin, C.; Cheng, Y.; Huang, X.; Liu, K.; Cheng, G.; Li, Z. Electrospinning Nanofiber-Reinforced Aerogels for the Treatment of Bone Defects. Adv. Wound Care 2020, 9, 441. [Google Scholar] [CrossRef]
- Eilenberg, M.; Enayati, M.; Ehebruster, D.; Grasl, C.; Walter, I.; Messner, B.; Baudis, S.; Potzmann, P.; Kaun, C.; Podesser, B.K.; et al. Long Term Evaluation of Nanofibrous, Bioabsorbable Polycarbonate Urethane Grafts for Small Diameter Vessel Replacement in Rodents. Eur. J. Vasc. Endovasc. Surg. 2020, 59, 643–652. [Google Scholar] [CrossRef]
- Montoya, Y.; Cardenas, J.; Bustamante, J.; Valencia, R. Effect of Sequential Electrospinning and Co-Electrospinning on Morphological and Fluid Mechanical Wall Properties of Polycaprolactone and Bovine Gelatin Scaffolds, for Potential Use in Small Diameter Vascular Grafts. Biomater. Res. 2021, 25, 38. [Google Scholar] [CrossRef]
- Do, T.M.; Yang, Y.; Deng, A. Porous Bilayer Vascular Grafts Fabricated from Electrospinning of the Recombinant Human Collagen (RHC) Peptide-Based Blend. Polymers 2021, 13, 4042. [Google Scholar] [CrossRef] [PubMed]
- Zhu, T.; Gu, H.; Zhang, H.; Wang, H.; Xia, H.; Mo, X.; Wu, J. Covalent Grafting of PEG and Heparin Improves Biological Performance of Electrospun Vascular Grafts for Carotid Artery Replacement. Acta Biomater. 2021, 119, 211–224. [Google Scholar] [CrossRef]
- Wakuda, Y.; Nishimoto, S.; Suye, S.; Fujita, S. Native Collagen Hydrogel Nanofibres with Anisotropic Structure Using Core-Shell Electrospinning. Sci. Rep. 2018, 8, 6248. [Google Scholar] [CrossRef] [Green Version]
- Wu, T.; Zhang, J.; Wang, Y.; Li, D.; Sun, B.; El-Hamshary, H.; Yin, M.; Mo, X. Fabrication and Preliminary Study of a Biomimetic Tri-Layer Tubular Graft Based on Fibers and Fiber Yarns for Vascular Tissue Engineering. Mater. Sci. Eng. C 2018, 82, 121–129. [Google Scholar] [CrossRef] [PubMed]
- Chalony, C.; Erik Aguilar, L.; Hee Park, C.; Sang Kim, C. Drug Free Anti-Cell Proliferative and Anti-Platelet Adhesion Coating for Vascular Stents via Polymeric Electrospun Fibers. Mater. Lett. 2021, 291, 129545. [Google Scholar] [CrossRef]
- Putzu, M.; Causa, F.; Parente, M.; González de Torre, I.; Rodriguez-Cabello, J.C.; Netti, P.A. Silk-ELR Co-Recombinamer Covered Stents Obtained by Electrospinning. Regen. Biomater. 2019, 6, 21–28. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nazarkina, Z.K.; Chelobanov, B.P.; Kuznetsov, K.A.; Shutov, A.V.; Romanova, I.V.; Karpenko, A.A.; Laktionov, P.P. Influence of Elongation of Paclitaxel-Eluting Electrospun-Produced Stent Coating on Paclitaxel Release and Transport through the Arterial Wall after Stenting. Polymers 2021, 13, 1165. [Google Scholar] [CrossRef] [PubMed]
- Kersani, D.; Mougin, J.; Lopez, M.; Degoutin, S.; Tabary, N.; Cazaux, F.; Janus, L.; Maton, M.; Chai, F.; Sobocinski, J.; et al. Stent Coating by Electrospinning with Chitosan/Poly-Cyclodextrin Based Nanofibers Loaded with Simvastatin for Restenosis Prevention. Eur. J. Pharm. Biopharm. 2020, 150, 156–167. [Google Scholar] [CrossRef]
- Lee, C.-H.; Hsieh, M.-J.; Chang, S.-H.; Hung, K.-C.; Wang, C.-J.; Hsu, M.-Y.; Juang, J.-H.; Hsieh, I.-C.; Wen, M.-S.; Liu, S.-J. Nanofibrous Vildagliptin-Eluting Stents Enhance Re-Endothelialization and Reduce Neointimal Formation in Diabetes: In Vitro and in Vivo. Int. J. Nanomed. 2019, 14, 7503–7513. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Y.; Zhang, X.; Liu, R.; Li, Y.; Zeng, J.; Zhou, M.; Zhao, Y. Bioinspired Vascular Stents with Microfluidic Electrospun Multilayer Coatings for Preventing In-Stent Restenosis. Adv. Healthc. Mater. 2022, 11, 2200965. [Google Scholar] [CrossRef]
- Mounesan, M.; Akbari, S.; Brycki, B.E. Needleless Electrospun Mats Based on Polyamidoamine Dendritic Polymers for Encapsulation of Essential Oils in Personal Respiratory Equipment. J. Ind. Text. 2022, 51, 6333S–6352S. [Google Scholar] [CrossRef]
- Leung, W.W.F.; Sun, Q. Electrostatic Charged Nanofiber Filter for Filtering Airborne Novel Coronavirus (COVID-19) and Nano-Aerosols. Sep. Purif. Technol. 2020, 250, 116886. [Google Scholar] [CrossRef]
- Khandaker, M.; Progri, H.; Arasu, D.T.; Nikfarjam, S.; Shamim, N. Use of Polycaprolactone Electrospun Nanofiber Mesh in a Face Mask. Materials 2021, 14, 4272. [Google Scholar] [CrossRef]
- Huang, C.; Xu, X.; Fu, J.; Yu, D.-G.; Liu, Y. Recent Progress in Electrospun Polyacrylonitrile Nanofiber-Based Wound Dressing. Polymers 2022, 14, 3266. [Google Scholar] [CrossRef]
- Miguel, S.P.; Figueira, D.R.; Simões, D.; Ribeiro, M.P.; Coutinho, P.; Ferreira, P.; Correia, I.J. Electrospun Polymeric Nanofibres as Wound Dressings: A Review. Colloids Surf. B Biointerfaces 2018, 169, 60–71. [Google Scholar] [CrossRef] [PubMed]
- Augustine, R.; Rehman, S.R.U.; Ahmed, R.; Zahid, A.A.; Sharifi, M.; Falahati, M.; Hasan, A. Electrospun Chitosan Membranes Containing Bioactive and Therapeutic Agents for Enhanced Wound Healing. Int. J. Biol. Macromol. 2020, 156, 153–170. [Google Scholar] [CrossRef] [PubMed]
- Alven, S.; Aderibigbe, B.A. Fabrication of Hybrid Nanofibers from Biopolymers and Poly (Vinyl Alcohol)/Poly (ε-Caprolactone) for Wound Dressing Applications. Polymers 2021, 13, 2104. [Google Scholar] [CrossRef] [PubMed]
- Maurmann, N.; Sperling, L.-E.; Pranke, P. Electrospun and Electrosprayed Scaffolds for Tissue Engineering. In Cutting-Edge Enabling Technologies for Regenerative Medicine; Advances in Experimental Medicine and, Biology; Chun, H.J., Park, C.H., Kwon, I.K., Khang, G., Eds.; Springer: Singapore, 2018; pp. 79–100. ISBN 9789811309502. [Google Scholar]
- Tao, F.; Cheng, Y.; Shi, X.; Zheng, H.; Du, Y.; Xiang, W.; Deng, H. Applications of Chitin and Chitosan Nanofibers in Bone Regenerative Engineering. Carbohydr. Polym. 2020, 230, 115658. [Google Scholar] [CrossRef] [PubMed]
- Aoki, K.; Haniu, H.; Kim, Y.A.; Saito, N. The Use of Electrospun Organic and Carbon Nanofibers in Bone Regeneration. Nanomaterials 2020, 10, E562. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Wang, Y.; Yan, J.; Zhang, K.; Lin, F.; Xiang, L.; Deng, L.; Guan, Z.; Cui, W.; Zhang, H. Pharmaceutical Electrospinning and 3D Printing Scaffold Design for Bone Regeneration. Adv. Drug Deliv. Rev. 2021, 174, 504–534. [Google Scholar] [CrossRef]
- Rickel, A.P.; Deng, X.; Engebretson, D.; Hong, Z. Electrospun Nanofiber Scaffold for Vascular Tissue Engineering. Mater. Sci. Eng. C 2021, 129, 112373. [Google Scholar] [CrossRef]
- Lategan, M.; Kumar, P.; Choonara, Y.E. Functionalizing Nanofibrous Platforms for Neural Tissue Engineering Applications. Drug Discov. Today 2022, 27, 1381–1403. [Google Scholar] [CrossRef]
- Gonçalves, A.M.; Moreira, A.; Weber, A.; Williams, G.R.; Costa, P.F. Osteochondral Tissue Engineering: The Potential of Electrospinning and Additive Manufacturing. Pharmaceutics 2021, 13, 983. [Google Scholar] [CrossRef]
- Suh, T.C.; Amanah, A.Y.; Gluck, J.M. Electrospun Scaffolds and Induced Pluripotent Stem Cell-Derived Cardiomyocytes for Cardiac Tissue Engineering Applications. Bioengineering 2020, 7, 105. [Google Scholar] [CrossRef]
- Zamani, M.; Shakhssalim, N.; Ramakrishna, S.; Naji, M. Electrospinning: Application and Prospects for Urologic Tissue Engineering. Front. Bioeng. Biotechnol. 2020, 8, 579925. [Google Scholar] [CrossRef] [PubMed]
- European Medicines Agency. Medical Devices. Available online: https://www.ema.europa.eu/en/human-regulatory/overview/medical-devices (accessed on 29 October 2022).
- US Food and Drug Administration. Classify Your Medical Device. Available online: https://www.fda.gov/medical-devices/overview-device-regulation/classify-your-medical-device (accessed on 28 October 2022).
- US Food and Drug Administration. Premarket Approval (PMA). Available online: https://www.fda.gov/medical-devices/premarket-submissions-selecting-and-preparing-correct-submission/premarket-approval-pma (accessed on 28 October 2022).
- US Food and Drug Administration. Acceptance of Clinical Data to Support Medical Device Applications and Submissions: Frequently Asked Questions. Available online: https://www.fda.gov/regulatory-information/search-fda-guidance-documents/acceptance-clinical-data-support-medical-device-applications-and-submissions-frequently-asked (accessed on 29 October 2022).
- European Commission. Regulation (EU) 2017/745 of the European Parliament and of the Council of 5 April 2017 on Medical Devices, Amending Directive 2001/83/EC, Regulation (EC) No 178/2002 and Regulation (EC) No 1223/2009 and Repealing Council Directives 90/385/EEC and 93/42/EEC (Text with EEA Relevance.). Off. J. Eur. Union 2017, 117, 1–175. [Google Scholar]
- International Organization for Standardization. ISO 14155:2020(En), Clinical Investigation of Medical Devices for Human Subjects—Good Clinical Practice. Available online: https://www.iso.org/obp/ui/#iso:std:71690:en (accessed on 29 October 2022).
- European Commission—Scientific Committee on Emerging and Newly Identified Health Risks Directorate General for Health and Consumers. Guidance on the Determination of Potential Health Effects of Nanomaterials Used in Medical Devices; European Commission: Brussels, Belgium, 2015; ISBN 978-92-79-35590-5. [Google Scholar]
- US Food and Drug Administration. Coronavirus Disease 2019 (COVID-19) Emergency Use Authorizations for Medical Devices. Available online: https://www.fda.gov/medical-devices/emergency-use-authorizations-medical-devices/coronavirus-disease-2019-covid-19-emergency-use-authorizations-medical-devices (accessed on 29 October 2022).
- Naragund, V.S.; Panda, P.K. Electrospun Nanofiber-Based Respiratory Face Masks—A Review. Emergent Mater. 2022, 5, 261–278. [Google Scholar] [CrossRef] [PubMed]
- Fortin, W.; Bouchet, M.; Therasse, E.; Maire, M.; Héon, H.; Ajji, A.; Soulez, G.; Lerouge, S. Negative In Vivo Results Despite Promising In Vitro Data with a Coated Compliant Electrospun Polyurethane Vascular Graft. J. Surg. Res. 2022, 279, 491–504. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Use | Type of Production | Polymer | Solvent | Bioactive Agent | Excipients | Cell Line/Animal | Ref. |
|---|---|---|---|---|---|---|---|
| Wound dressing | Single-needle solution ES | Starch-TPU | DMSO, DMF | - | - | NHDFs, Sprague Dawley rats | [80] |
| Wound dressing | Single-needle solution ES | Functionalized CS | 80% AcOH | - | PEO (sacrificial polymer), 2-formylphenyl-boronic acid (imination reactant/reagent) | NHDFs | [81] |
| Wound dressing | Single-needle solution ES | Alginate/dextran and alginate/PEO | DW, pH 5.5 PBS | - | PBS (conductivity); P407 and TX100 (surface tension) | NHDFs | [82] |
| Wound dressing | Single-needle solution ES | PVDF, zP(S-r-4VP) zwitterionic copolymer | DMF, acetone | - | - | L929 mouse fibroblast cells, mice | [83] |
| Wound dressing | Single-needle solution ES | SF/PCL | HFIP | - | CS and COL type I (coat) | NHDFs | [84] |
| Wound dressing | Coaxial ES | DMF, DW | - | - | L929 mouse fibroblast cells, Albino Wister rats | [85] | |
| Wound dressing | Single-needle solution ES | CS/PEO | 80% AcOH | - | HA (coat) | NHDFs | [86] |
| Wound dressing | Single-needle solution ES | CS/PEO | 80% AcOH | - | - | NHDFs | [87] |
| Wound dressing | Single-needle solution ES | GEL/PCL | HFIP | Ag and Mg ions | - | NHDFs, HUVECs, Sprague Dawley rats | [88] |
| Wound dressing | Single-needle solution ES | PVA/CS/starch | DW, AcOH | - | - | L929 mouse fibroblast cells | [89] |
| Wound dressing | Single-needle solution ES | CS/PCL—HA/PEO bilayered scaffolds | Formic acid, acetone, DW | - | - | Vero cell (monkey epithelial cell line) | [90] |
| Wound dressing | Single-needle solution ES | CS/PEO | AcOH, DW | - | Benzophenone (photoinitiator for photo-crosslinking) | - | [91] |
| Wound dressing | Single-needle solution ES | PCL/COL | HFIP | - | - | Human foreskin fibroblasts, Sprague Dawley rats | [92] |
| Wound dressing | Single-needle solution ES | CS/PVA | 80% AcOH, DW | - | NaBH4 solution (3D layered NF sponge creation) | 3T3 mouse fibroblasts, JB6 epidermal cells, C57BL/6 mice | [93] |
| Wound dressing | Single-needle solution ES | VDF-TeFE/PVP | Acetone, isopropanol, DMF | ZnO | - | Wistar rats | [94] |
| Wound dressing or implant coating | Single-needle solution ES | PET | TFA, DCM | Ag nanoparticles | - | AFSCs, CD1 mice | [95] |
| Skin tissue scaffold | Co-ES + electroblowing | Soy protein isolate/PEO—PEO | HFIP, ethanol | - | - | HDFBs, RAW 264.7 murine macrophage cell line | [96] |
| Skin tissue scaffold | Hierarchical construction ES (Sandwich mode) | PLGA/SF | THF, DMF, formic acid | - | - | Human skin stem cells | [97] |
| Skin tissue scaffold | Single-needle solution ES | PCL/silk sericin | TFE, formic acid | - | 3D-printed CS/sodium alginate hydrogel (bottom layer) | NHDFs | [98] |
| Skin tissue scaffold | Single-needle solution ES | PCL | DCM, DMF | - | Poloxamer 407 | BMSCs (C57BL/6 mice) | [99] |
| Tissue engineering scaffolds | Single-needle solution ES | EPU/SF | TFA | - | - | Fibroblast cells from human neonatal foreskin | [100] |
| Tissue engineering scaffolds | Single-needle solution ES | PLA/CS | Chloroform, AcOH | - | - | GM07492 human fibroblast cells | [101] |
| Tissue engineering scaffolds | Single-needle solution ES | PCL | HFIP | - | Neutralized COL (coat) | C57BL/6 mice, de-identified healthy small intestine tissues from discarded surgical samples of infant, teenager or adult | [102] |
| Tissue engineering scaffolds | Wet ES (+CO2 foaming) | PLA | Chloroform, DMF | - | - | NIH 3T3 fibroblasts | [103] |
| Tissue engineering scaffolds | Coaxial ES | PU/CS | THF, DMF | - | PEO (co-spinning polymer of CS) | - | [104] |
| Tissue engineering scaffolds | Single-needle solution ES | PCL | Acetone | Y2O3 nanoparticles | - | L-929 mouse fibroblast cells, UMR-106 rat osteoblast-like cells, Sprague Dawley rats | [105] |
| Tissue engineering scaffolds | Single-needle solution ES | PCL | DCM, DMF | - | - | Green fluorescent protein (GFP)-labeled fibroblasts, rat neural progenitor cells, rats | [106] |
| Tissue engineering scaffolds | Coaxial ES | PCL—core; PEG-NB—shell | HFIP | - | Irgacure 2959 (photoinitiator for UV polymerization) | Bovine pulmonary artery endothelial cells, Sprague Dawley rats | [107] |
| Tissue engineering scaffolds | Single-nozzle solution ES combined with extrusion-based 3D-printing technology | PS | DMF, THF | - | 85% phosphoric acid solution (doping agent) | - | [108] |
| Tissue engineering scaffolds | Single-needle solution ES | PU/carbon nanotube composites | DMF | _ | _ | HUVECs | [109] |
| Bladder tissue engineering scaffolds | Coaxial ES | PLCL—core; HA—shell | HFIP, formic acid | - | - | Rat bladder smooth muscle cells, Sprague Dawley rats | [110] |
| Bladder tissue engineering scaffolds | Single-needle solution ES | PLCL | HFIP | - | COL type I (coat) | hADSCs, Sprague–Dawley rats | [111] |
| Dura mater substitute | Near-field solution ES | n-octyl-2-cyanoacrylate | - | - | - | Harvested dura | [112] |
| Dura mater substitute | Coaxial ES | Tetramethylpyrazine—core; PLGA—shell | Ethanol, HFIP | - | CS (PLGA/CS graft) | SH-SY5Y human neuroblastoma cells, fibroblasts | [113] |
| Dura mater substitute (triple-layered) | Single-needle solution ES—inner and middle layer; melt-based electrohydrodynamic printing—outer layer | PCL | HFIP | Gentamicin—inner layer; nano-hydroxyapatite—outer layer | - | NHDFs, MC3T3-E1 cells | [114] |
| Interface tissue engineering scaffolds | Single-needle solution ES | PCL | Chloroform, DMF | - | - | - | [115] |
| Oral hard- and soft-tissue engineering scaffolds | Melt ES writing | PCL | - | - | - | MG63 human osteoblast-like cells, HaCaT keratinocyte cells, L929 fibroblast cells | [40] |
| Bone tissue engineering scaffolds | Single-needle solution ES + melt ES writing | GEL—solution ES; PCL—melt ES writing | AcOH | - | - | Saos-2 cells | [116] |
| Bone tissue engineering scaffolds | Modified free surface (bubble) ES | PVA | DW | - | Sodium dodecyl benzene sulfonates (surfactant) | - | [117] |
| Bone tissue engineering scaffolds | Single-needle solution ES | HA/PEO, PVA | DW | TGF-β 2, Baicalein | - | - | [118] |
| Bone tissue engineering scaffolds | Single-needle solution ES | CA/PCL | HFIP | - | CS (aerogel) | MC3T3-E1 murine osteoblast cells | [119] |
| Artificial blood vessels | Single-needle solution ES | dPCU | HFIP | - | - | Sprague Dawley rats | [120] |
| Artificial blood vessels | Multi-nozzle solution ES and co-ES | Bovine GEL/PCL | 20% AcOH, DMF, DCM | - | - | 3T3 mouse fibroblasts | [121] |
| Artificial blood vessels | Single-needle solution ES—inner layer; co-ES—outer layer | RHC/PCL—inner layer; PCL—outer layer | HFIP, ethanol | - | PEO (sacrificial polymer) | HUVECs—inner layer; A7r5 rat smooth muscle cells—outer layer | [122] |
| Artificial blood vessels | Single-needle solution ES | PEUU | HFIP | Heparin | PEG (to earn PEUU@PEG-Hep grafts) | HUVECs, rats and New Zealand white rabbits | [123] |
| Artificial blood vessels | Coaxial ES | COL | DW | - | PVP (sacrificial polymer) | HUVECs | [124] |
| Artificial blood vessels | Single-needle solution ES + magnetic environment—inner layer; double-nozzle ES—middle layer; single-needle solution ES—outer layer | PLCL/COL–PLGA/SF–PLCL/COL tri-layer graft | HFIP | - | - | HUVECs, smooth muscle cells, male nude mice | [125] |
| Cardiovascular stent coating | Coaxial ES | PU—core; PECA—shell | THF, DMF, acetone, DMSO | - | - | NIH-3T3 mouse fibroblasts, platelet | [126] |
| Cardiovascular stent coating | Single-needle solution ES | Co-recombiner silk-elastin | TFE | - | - | HUVECs | [127] |
| Drug-eluting stent coating | Single-needle solution ES | PCL/HSA | HFIP | Paclitaxel | Triethylamine | Rabbit iliac artery (drug-release study) | [128] |
| Drug-eluting stent coating | Single-needle solution ES | CS/PEO/HPβCD | 90% AcOH | Simvastatin | - | HPMEC | [129] |
| Drug-eluting stent coating | Single-needle solution ES | PLGA | HFIP | Vildagliptin | - | HUVECs, New Zealand white rabbits | [130] |
| Drug-eluting stent coating | Microfluidic ES | GelMA/PEGDA—inner layer; PCL—outer layer | DW, methanol, DCM | Heparin, VEGF | Polydopamine (adherence enhancer), 2-hydroxy-2-methylpropiophenone (photoinitiator for photocrosslinking) | HUVECs, HUASMCs, New Zealand white rabbits | [131] |
| Respiratory mask | Nozzle-free ES (NTP120 setup) | PAN | DMF | Tea tree essential oil | Polyamidoamine dendritic polymers (drug delivery) | - | [132] |
| Respiratory mask | Corona ES | PVDF | DMF, acetone | - | - | - | [133] |
| Respiratory mask | Single-needle solution ES | PCL | Acetone | - | - | - | [134] |
| Brand Name | Intended Use | Approved |
|---|---|---|
| Bio Hygienic Mask | Compostable mask with FFP2-like filtration capacity | Spain |
| Bioweb™ | Stent coating composite | In the pipeline |
| Cerafix® Dura Substitute | Regenerative dural repair patch | USA |
| Covora™ | Soft-tissue engineering matrix | USA |
| EktoTherix™ | Soft-tissue scaffold | Completed clinical trial |
| Inofilter® 95/99 | Face mask | USA |
| PK Papyrus | Covered stent | USA |
| ReBOSSIS-J | Absorbent bone regenerated material | Japan |
| ReDura™ | Regenerative dural repair patch | Unknown status clinical trial |
| Restrata® Wound Matrix | Absorbable wound dressing | USA |
| Rivelin® plain patches | Wound patches | Completed clinical trial |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uhljar, L.É.; Ambrus, R. Electrospinning of Potential Medical Devices (Wound Dressings, Tissue Engineering Scaffolds, Face Masks) and Their Regulatory Approach. Pharmaceutics 2023, 15, 417. https://doi.org/10.3390/pharmaceutics15020417
Uhljar LÉ, Ambrus R. Electrospinning of Potential Medical Devices (Wound Dressings, Tissue Engineering Scaffolds, Face Masks) and Their Regulatory Approach. Pharmaceutics. 2023; 15(2):417. https://doi.org/10.3390/pharmaceutics15020417
Chicago/Turabian StyleUhljar, Luca Éva, and Rita Ambrus. 2023. "Electrospinning of Potential Medical Devices (Wound Dressings, Tissue Engineering Scaffolds, Face Masks) and Their Regulatory Approach" Pharmaceutics 15, no. 2: 417. https://doi.org/10.3390/pharmaceutics15020417