
Application of Response Surface Methodology to Improve the Tableting Properties of Poorly Compactable and High-Drug-Loading Canagliflozin Using Nano-Sized Colloidal Silica


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Design
2.3. Preparing Powder Blends
2.4. Evaluation of Blends
2.4.1. Flowability
2.4.2. Bulk Density
2.4.3. Powder Compaction
2.5. Tableting Process
2.6. Evaluation of the Prepared Tablets
2.6.1. Weight Variation
2.6.2. Tensile Strength and Friability
2.6.3. Disintegration of Tablets
2.6.4. In Vitro Dissolution
3. Results and Discussion
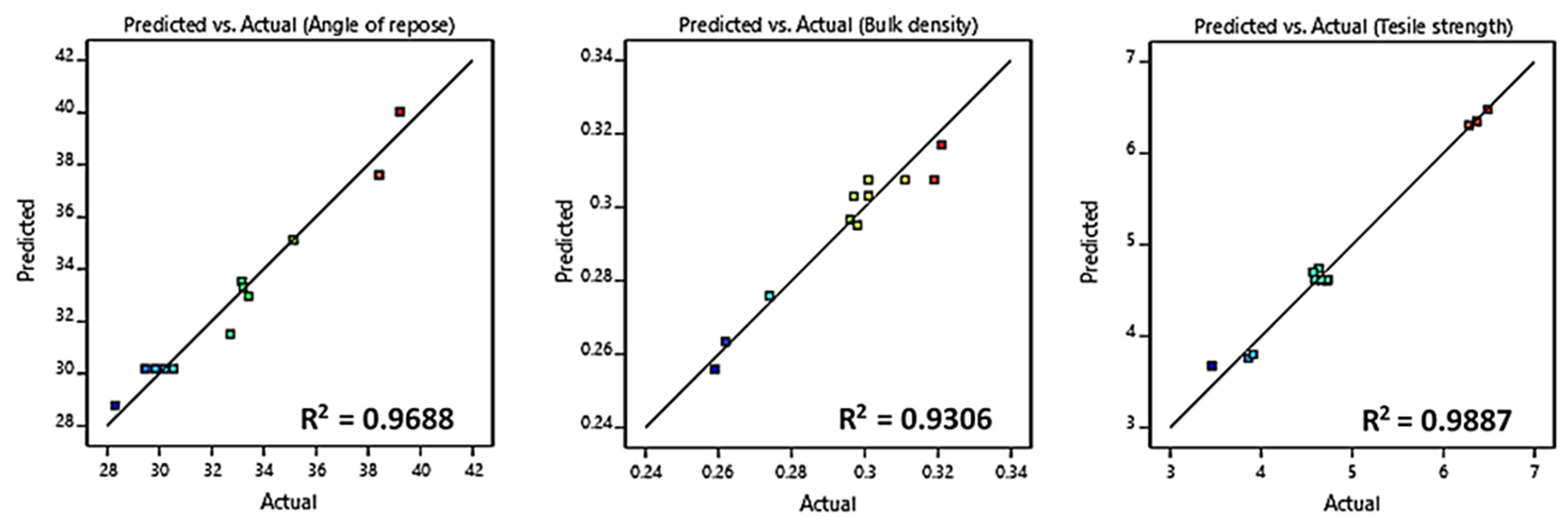
3.1. Results of the Model Fitting
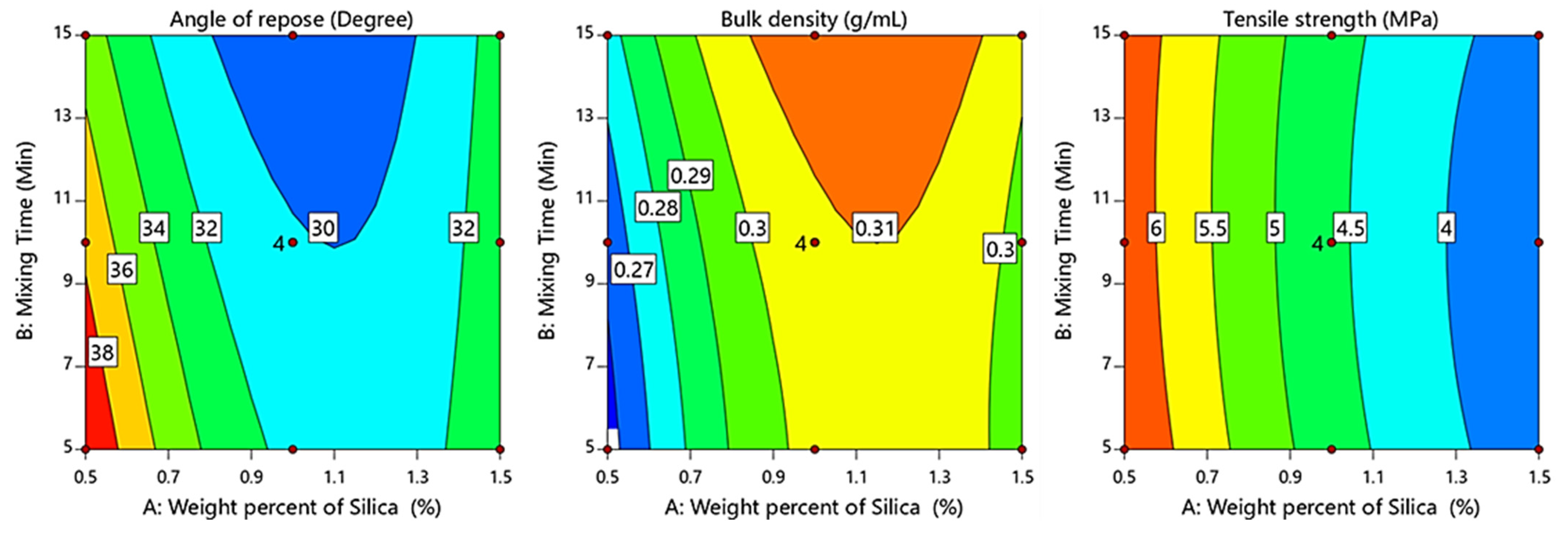
3.2. Influence of Variables on Powder Flow

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Angle of Repose (°) | Bulk Density (g/mL) | Tensile Strength (MPa) |
|---|---|---|---|
| 1 | 39.21 ± 0.223 | 0.259 ± 0.033 | 6.49 ± 0.228 |
| 2 | 38.42 ± 0.337 | 0.262 ± 0.051 | 6.28 ± 0.336 |
| 3 | 35.13 ± 0.188 | 0.274 ± 0.113 | 6.37 ± 0.265 |
| 4 | 32.71 ± 0.164 | 0.297 ± 0.025 | 4.63 ± 0.335 |
| 5 | 29.84 ± 0.198 | 0.301 ± 0.083 | 4.72 ± 0.287 |
| 6 | 28.31 ± 0.253 | 0.321 ± 0.036 | 4.57 ± 0.235 |
| 7 | 33.16 ± 0.266 | 0.298 ± 0.081 | 3.86 ± 0.361 |
| 8 | 33.21 ± 0.321 | 0.296 ± 0.061 | 3.46 ± 0.384 |
| 9 | 33.41 ± 0.244 | 0.301 ± 0.021 | 3.91 ± 0.236 |
3.3. Influence of Variables on Bulk Density of Powder Blend
3.4. Influence of Variables on Blend Compaction
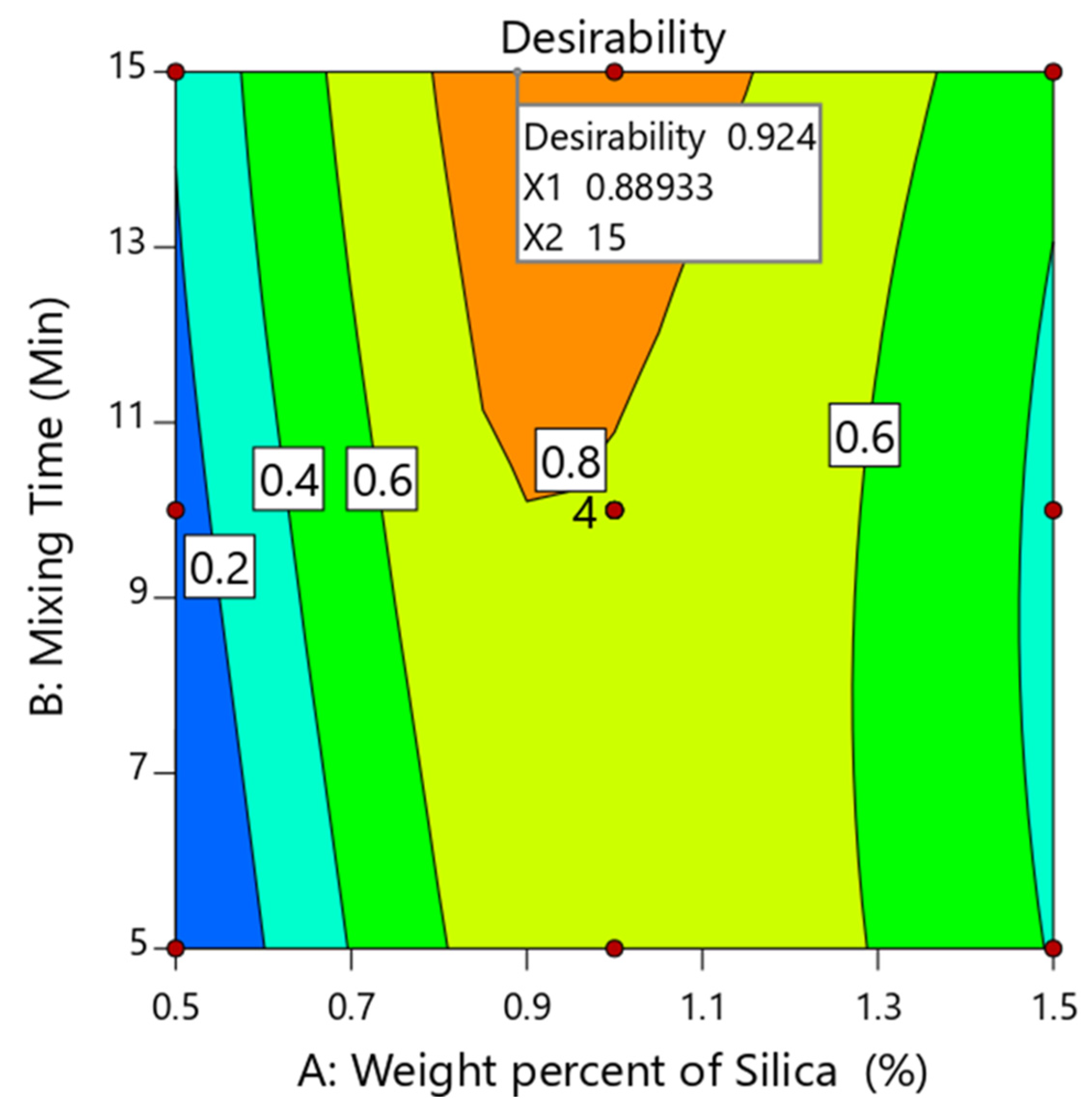
3.5. Optimization of Independent Variables
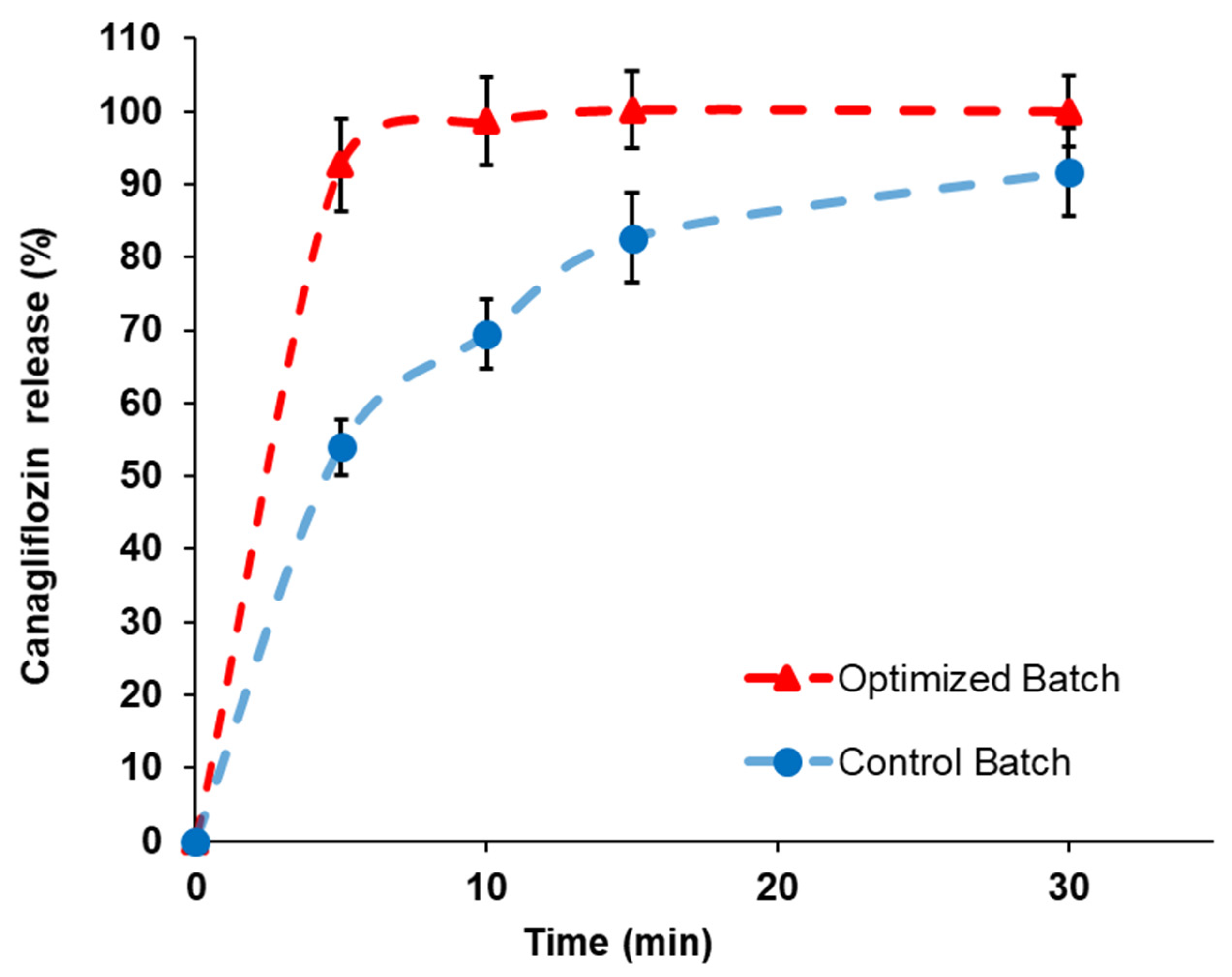
3.6. Tableting of Optimized CNG–Silica Blend
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sabaa, M.; Sharawy, M.H.; El-Sherbiny, M.; Said, E.; Salem, H.A.; Ibrahim, T.M. Canagliflozin interrupts mTOR-mediated inflammatory signaling and attenuates DMBA-induced mammary cell carcinoma in rats. Biomed. Pharmacother. 2022, 155, 113675. [Google Scholar] [CrossRef]
- Schaller, B.E.; Moroney, K.M.; Castro-Dominguez, B.; Cronin, P.; Belen-Girona, J.; Ruane, P.; Croker, D.M.; Walker, G.M. Systematic development of a high dosage formulation to enable direct compression of a poorly flowing API: A case study. Int. J. Pharm. 2019, 566, 615–630. [Google Scholar] [CrossRef] [PubMed]
- Vaingankar, P.; Amin, P. Continuous melt granulation to develop high drug loaded sustained release tablet of Metformin HCl. Asian J. Pharm. Sci. 2017, 12, 37–50. [Google Scholar] [CrossRef]
- Cai, L.; Farber, L.; Zhang, D.; Li, F.; Farabaugh, J. A new methodology for high drug loading wet granulation formulation development. Int. J. Pharm. 2013, 441, 790–800. [Google Scholar] [CrossRef]
- Suresh, P.; Sreedhar, I.; Vaidhiswaran, R.; Venugopal, A. A comprehensive review on process and engineering aspects of pharmaceutical wet granulation. Chem. Eng. J. 2017, 328, 785–815. [Google Scholar] [CrossRef]
- Qu, L.; Stewart, P.J.; Hapgood, K.P.; Lakio, S.; Morton, D.A.V.; Zhou, Q. Single-step Coprocessing of Cohesive Powder via Mechanical Dry Coating for Direct Tablet Compression. J. Pharm. Sci. 2017, 106, 159–167. [Google Scholar] [CrossRef] [PubMed]
- Pohl, S.; Kleinebudde, P. A review of regime maps for granulation. Int. J. Pharm. 2020, 587, 119660. [Google Scholar] [CrossRef] [PubMed]
- Fayed, M.H.; Abdel-Rahman, S.I.; Alanazi, F.K.; Ahmed, M.O.; Tawfeek, H.M. An investigation into the impact of key process variables on the uniformity of powder blends containing a low-dose drug in a gentle-wing high shear mixer. J. Drug Deliv. Sci. Technol. 2020, 60, 102036. [Google Scholar] [CrossRef]
- Parikh, D.M. Handbook of Pharmaceutical Granulation Technology, 4th ed.; Taylor and Francis: Abingdon-on-Thames, UK, 2021. [Google Scholar]
- Gohel, M.C.; Jogani, P.D. A review of co-processed directly compressible excipients. J Pharm. Pharm. Sci. 2005, 8, 76–93. [Google Scholar]
- Kunnath, K.; Huang, Z.; Chen, L.; Zheng, K.; Davé, R. Improved properties of fine active pharmaceutical ingredient powder blends and tablets at high drug loading via dry particle coating. Int. J. Pharm. 2018, 543, 288–299. [Google Scholar] [CrossRef]
- Jallo, L.J.; Ghoroi, C.; Gurumurthy, L.; Patel, U.; Davé, R.N. Improvement of flow and bulk density of pharmaceutical powders using surface modification. Int. J. Pharm. 2012, 423, 213–225. [Google Scholar] [CrossRef]
- Chen, L.; Ding, X.; He, Z.; Huang, Z.; Kunnath, K.T.; Zheng, K.; Davé, R.N. Surface engineered excipients: I. improved functional properties of fine grade microcrystalline cellulose. Int. J. Pharm. 2018, 536, 127–137. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; He, Z.; Kunnath, K.T.; Fan, S.; Wei, Y.; Ding, X.; Zheng, K.; Davé, R.N. Surface engineered excipients: III. Facilitating direct compaction tableting of binary blends containing fine cohesive poorly-compactable APIs. Int. J. Pharm. 2019, 557, 354–365. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Ding, X.; He, Z.; Fan, S.; Kunnath, K.T.; Zheng, K.; Davé, R.N. Surface engineered excipients: II. Simultaneous milling and dry coating for preparation of fine-grade microcrystalline cellulose with enhanced properties. Int. J. Pharm. 2018, 546, 125–136. [Google Scholar] [CrossRef]
- Huang, Z.; Scicolone, J.V.; Han, X.; Davé, R.N. Improved blend and tablet properties of fine pharmaceutical powders via dry particle coating. Int. J. Pharm. 2015, 478, 447–455. [Google Scholar] [CrossRef]
- Almutairy, B.K.; Khafagy, E.-S.; Alalaiwe, A.; Aldawsari, M.F.; Alshahrani, S.M.; Alsulays, B.B.; Alshetaili, A.S.; Alshehri, S.M.; Fayed, M.H. Enhancing the Poor Flow and Tableting Problems of High Drug-Loading Formulation of Canagliflozin Using Continuous Green Granulation Process and Design-of-Experiment Approach. Pharmaceuticals 2020, 13, 473. [Google Scholar] [CrossRef]
- Alalaiwe, A.; Fayed, M.H.; Alshahrani, S.M.; Alsulays, B.B.; Alshetaili, A.S.; Tawfeek, H.M.; Khafagy, E.-S. Application of design of experiment approach for investigating the effect of partially pre-gelatinized starch on critical quality attributes of rapid orally disintegrating tablets. J. Drug Deliv. Sci. Technol. 2019, 49, 227–234. [Google Scholar] [CrossRef]
- United States Pharmacopeia (USP 38-NF-33). In Proceedings of the United States Pharmacopeial Convention, Washington, DC, USA, 22–25 April 2015.
- Majerová, D.; Kulaviak, L.; Ruzicka, M.; Štěpánek, F.; Zámostny, P. Effect of colloidal silica on rheological properties of common pharmaceutical excipients. Eur. J. Pharm. Biopharm. 2016, 106, 2–8. [Google Scholar] [CrossRef]
- Tran, D.T.; Majerová, D.; Veselý, M.; Kulaviak, L.; Ruzicka, M.C.; Zámostný, P. On the mechanism of colloidal silica action to improve flow properties of pharmaceutical excipients. Int. J. Pharm. 2019, 556, 383–394. [Google Scholar] [CrossRef]
- Han, X.; Ghoroi, C.; Davé, R. Dry coating of micronized API powders for improved dissolution of directly compacted tablets with high drug loading. Int. J. Pharm. 2013, 442, 74–85. [Google Scholar] [CrossRef]
- Zhou, Q.; Shi, L.; Chattoraj, S.; Sun, C.C. Preparation and Characterization of Surface-Engineered Coarse Microcrystalline Cellulose Through Dry Coating with Silica Nanoparticles. J. Pharm. Sci. 2012, 101, 4258–4266. [Google Scholar] [CrossRef]
- Sun, C.C. Setting the bar for powder flow properties in successful high speed tableting. Powder Technol. 2010, 201, 106–108. [Google Scholar] [CrossRef]
- Chen, F.-C.; Liu, W.-J.; Zhu, W.-F.; Yang, L.-Y.; Zhang, J.-W.; Feng, Y.; Ming, L.-S.; Li, Z. Surface Modifiers on Composite Particles for Direct Compaction. Pharmaceutics 2022, 14, 2217. [Google Scholar] [CrossRef] [PubMed]
- Aodah, A.H.; Fayed, M.H.; Alalaiwe, A.; Alsulays, B.B.; Aldawsari, M.F.; Khafagy, E.S. Design, Optimization, and Correlation of In Vitro/In Vivo Disintegration of Novel Fast Orally Disintegrating Tablet of High Dose Metformin Hydrochloride Using Moisture Activated Dry Granulation Process and Quality by Design Approach. Pharmaceutics 2020, 12, 598. [Google Scholar] [CrossRef] [PubMed]
- Fayed, M.H.; Aldawsari, M.F.; AlAli, A.S.; Alsaqr, A.; Almutairy, B.K.; Aodah, A.H.; Tawfeek, H.M.; Khafagy, E.-S.; Helal, D.A. Design-of-experiment approach to quantify the effect of nano-sized silica on tableting properties of microcrystalline cellulose to facilitate direct compression tableting of binary blend containing a low-dose drug. J. Drug Deliv. Sci. Technol. 2022, 68, 103127. [Google Scholar] [CrossRef]
- Maclean, N.; Walsh, E.; Soundaranathan, M.; Khadra, I.; Mann, J.; Williams, H.; Markl, D. Exploring the performance-controlling tablet disintegration mechanisms for direct compression formulations. Int. J. Pharm. 2021, 599, 120221. [Google Scholar] [CrossRef] [PubMed]
- Qu, L.; Zhou, Q.; Denman, J.A.; Stewart, P.J.; Hapgood, K.P.; Morton, D.A.V. Influence of coating material on the flowability and dissolution of dry-coated fine ibuprofen powders. Eur. J. Pharm. Sci. 2015, 78, 264–272. [Google Scholar] [CrossRef]




| Coded Levels | Weight Percent of Nano-Sized Colloidal Silica (%w/w) | Mixing Time (min) |
|---|---|---|
| −1 | 0.5 | 5 |
| 0 | 1 | 10 |
| +1 | 1.5 | 15 |
| Run | Weight Percent of Silica Nanoparticles (%w/w) | Mixing Time (min) |
|---|---|---|
| 1 | 0.5 | 5 |
| 2 | 0.5 | 10 |
| 3 | 0.5 | 15 |
| 4 | 1 | 5 |
| 5 | 1 | 10 |
| 6 | 1 | 15 |
| 7 | 1.5 | 5 |
| 8 | 1.5 | 10 |
| 9 | 1.5 | 15 |
| Ingredients | %w/w | Quantity (g) |
|---|---|---|
| Canagliflozin | 84.12 | 252.36 |
| Nano-sized colloidal silica | 0.88 | 2.64 |
| Polyvinylpyrrolidone (PVP K25) | 10 | 30 |
| Croscarmellose sodium (CCS) | 5 | 15 |
| Responses | Suggested Model | p-Value | R2 | Adjusted R2 | Predicted R2 | Adequate Precision |
|---|---|---|---|---|---|---|
| Y1: Angle of repose (°) | Quadratic | 0.0002 | 0.9688 | 0.9429 | 0.7421 | 19.308 |
| Y2: Bulk density (g/mL) | Quadratic | 0.002 | 0.9306 | 0.8727 | 0.7343 | 12.047 |
| Y3: Tensile strength (MPa) | Quadratic | <0.0001 | 0.9887 | 0.9793 | 0.9211 | 27.446 |
| Variables | Coefficient Estimate | Sum of Squares | Standard Error | F-Value | p-Value | 95% CI Low | 95% CI High |
|---|---|---|---|---|---|---|---|
| Y1: Angle of repose (Quadratic model) | |||||||
| Intercept | 30.19 | - | 0.3761 | - | - | 29.27 | 31.11 |
| X1 | −2.16 | 28.08 | 0.3364 | 41.36 | 0.0007 | −2.99 | −1.34 |
| X2 | −1.37 | 11.29 | 0.3364 | 16.63 | 0.0065 | −2.19 | −0.548 |
| X1X2 | 1.08 | 4.69 | 0.4120 | 6.90 | 0.0392 | 0.074 | 2.09 |
| X12 | 5.26 | 73.82 | 0.5046 | 108.72 | <0.0001 | 4.03 | 6.50 |
| X22 | −0.0437 | 0.0051 | 0.5046 | 0.0075 | 0.9337 | −1.28 | 1.19 |
| Y2: Bulk density (Quadratic model) | |||||||
| Intercept | 0.3075 | - | 0.0033 | - | - | 0.2995 | 0.3155 |
| X1 | 0.0167 | 0.0017 | 0.0029 | 32.33 | 0.0013 | 0.0095 | 0.0238 |
| X2 | 0.007 | 0.0003 | 0.0029 | 5.70 | 0.0542 | −0.0002 | 0.0142 |
| X1X2 | −0.003 | 0.000 | 0.0036 | 0.6983 | 0.4354 | −0.0118 | 0.0058 |
| X12 | −0.0275 | 0.002 | 0.0044 | 39.12 | 0.0008 | −0.0383 | −0.0167 |
| X22 | 0.0025 | 0.000 | 0.0044 | 0.3233 | 0.5903 | −0.0383 | −0.0133 |
| Y3: Tensile strength (Quadratic model) | |||||||
| Intercept | 4.61 | - | 0.066 | - | - | 4.45 | 4.78 |
| X1 | −1.32 | 10.43 | 0.059 | 498.47 | <0.0001 | −1.46 | −1.17 |
| X2 | −0.0217 | 0.0028 | 0.059 | 0.1346 | 0.7263 | −0.1662 | 0.1228 |
| X1X2 | 0.0425 | 0.0072 | 0.0723 | 0.3454 | 0.5782 | −0.1345 | 0.2195 |
| X12 | 0.3763 | 0.3775 | 0.0886 | 18.05 | 0.0054 | 0.1595 | 0.5930 |
| X22 | 0.1063 | 0.0301 | 0.0886 | 1.44 | 0.2755 | −0.1105 | 0.3230 |
| Variables | Target | Range | Weight | Importance Co-Efficient |
|---|---|---|---|---|
| Input | ||||
| Silica weight percent | In range | 0.5–1.5% | 1 | NA * |
| Mixing time | In range | 5–15 min | 1 | NA |
| Output | ||||
| Angle of repose | Minimize | 28.31–39.21° | 1 | +++ |
| Bulk density | Maximize | 0.259–0.321 g/mL | 1 | +++ |
| Tensile strength | 5 | 3.46–4.99 MPa | 1 | +++ |
| Variables | Value | ||
|---|---|---|---|
| Weight percent of nano-sized silica | 0.889%w/w | ||
| Mixing time | 15 min | ||
| Overall desirability = 0.924 | |||
| Responses | Predicted Values | Experimental Values | Relative Error (%) |
| Angle of repose (°) | 29.27 | 29.91 ± 0.225 | −2.18 |
| Bulk density (g/mL) | 0.312 | 0.308 ± 0.124 | 4.04 |
| Tensile strength (MPa) | 4.99 | 5.06 ± 0.662 | −1.40 |
| Properties | Optimized CNG–Silica Blend | Control Blend ** |
|---|---|---|
| RSD of weight variation (%) | 0.92 | 2.54 |
| Ejection force (MPa) | 104 ± 3 * | 169 ± 5 |
| Friability (%) | 0.02 ± 0.16 | 0.06 ± 0.14 |
| Tensile strength (MPa) | 5.06 ± 0.662 | 6.72 ± 0.81 |
| Disintegration time (min) | 6 ± 0.44 * | 14 ± 0.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alrobaian, M.; Alalaiwe, A.; Almalki, Z.S.; Fayed, M.H. Application of Response Surface Methodology to Improve the Tableting Properties of Poorly Compactable and High-Drug-Loading Canagliflozin Using Nano-Sized Colloidal Silica. Pharmaceutics 2023, 15, 2552. https://doi.org/10.3390/pharmaceutics15112552
Alrobaian M, Alalaiwe A, Almalki ZS, Fayed MH. Application of Response Surface Methodology to Improve the Tableting Properties of Poorly Compactable and High-Drug-Loading Canagliflozin Using Nano-Sized Colloidal Silica. Pharmaceutics. 2023; 15(11):2552. https://doi.org/10.3390/pharmaceutics15112552
Chicago/Turabian StyleAlrobaian, Majed, Ahmed Alalaiwe, Ziyad S. Almalki, and Mohamed H. Fayed. 2023. "Application of Response Surface Methodology to Improve the Tableting Properties of Poorly Compactable and High-Drug-Loading Canagliflozin Using Nano-Sized Colloidal Silica" Pharmaceutics 15, no. 11: 2552. https://doi.org/10.3390/pharmaceutics15112552