
Comparison of Flow and Compression Properties of Four Lactose-Based Co-Processed Excipients: Cellactose® 80, CombiLac®, MicroceLac® 100, and StarLac®

 , , , , , and
, , , , , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Evaluation of CPE Properties
2.2. Compact Preparation, Energy Evaluation of Compaction Process, and Ejection Force
2.3. Evaluation of Compact Properties
3. Results and Discussion
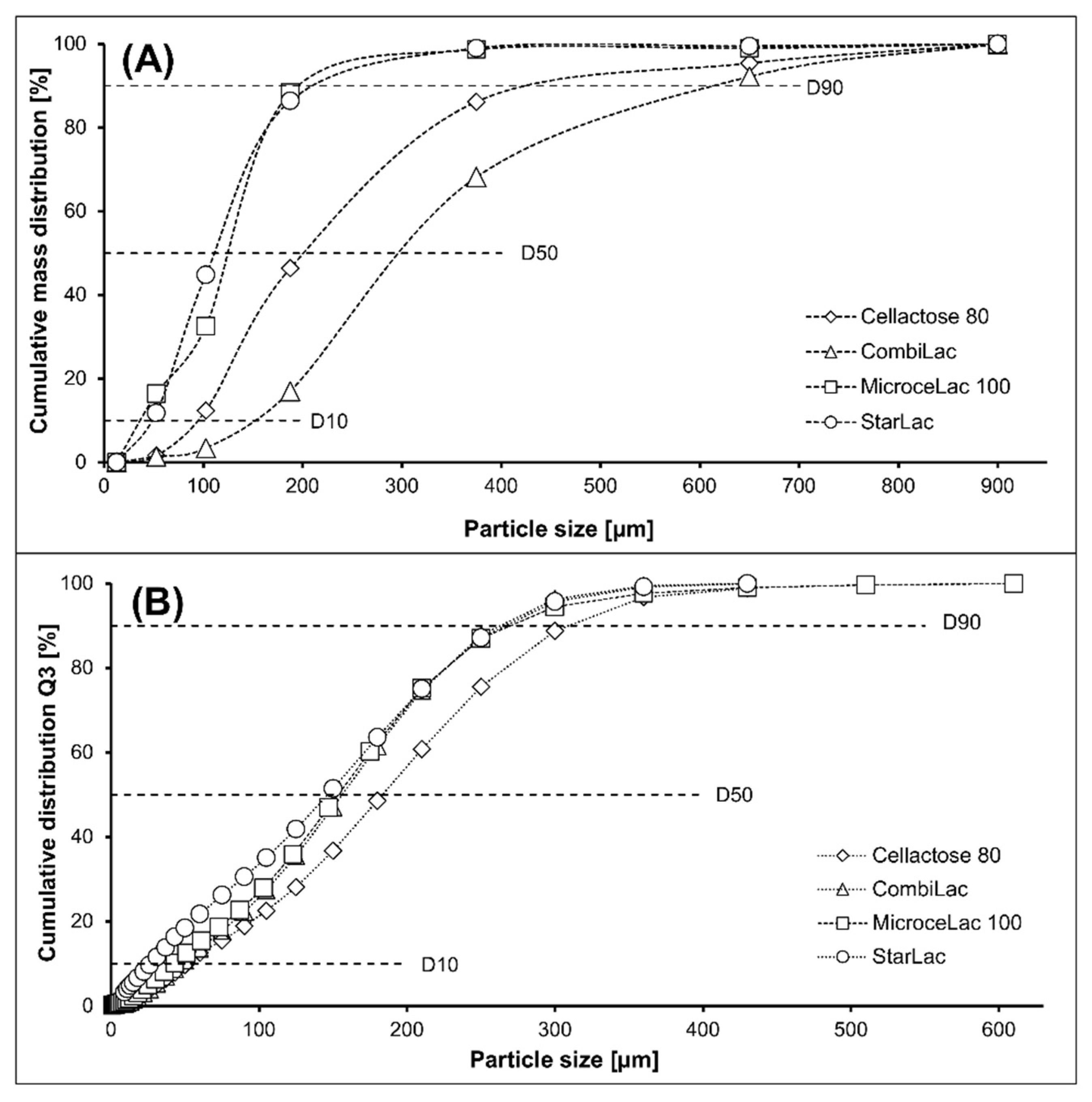
3.1. Particle Size and Specific Surface Area
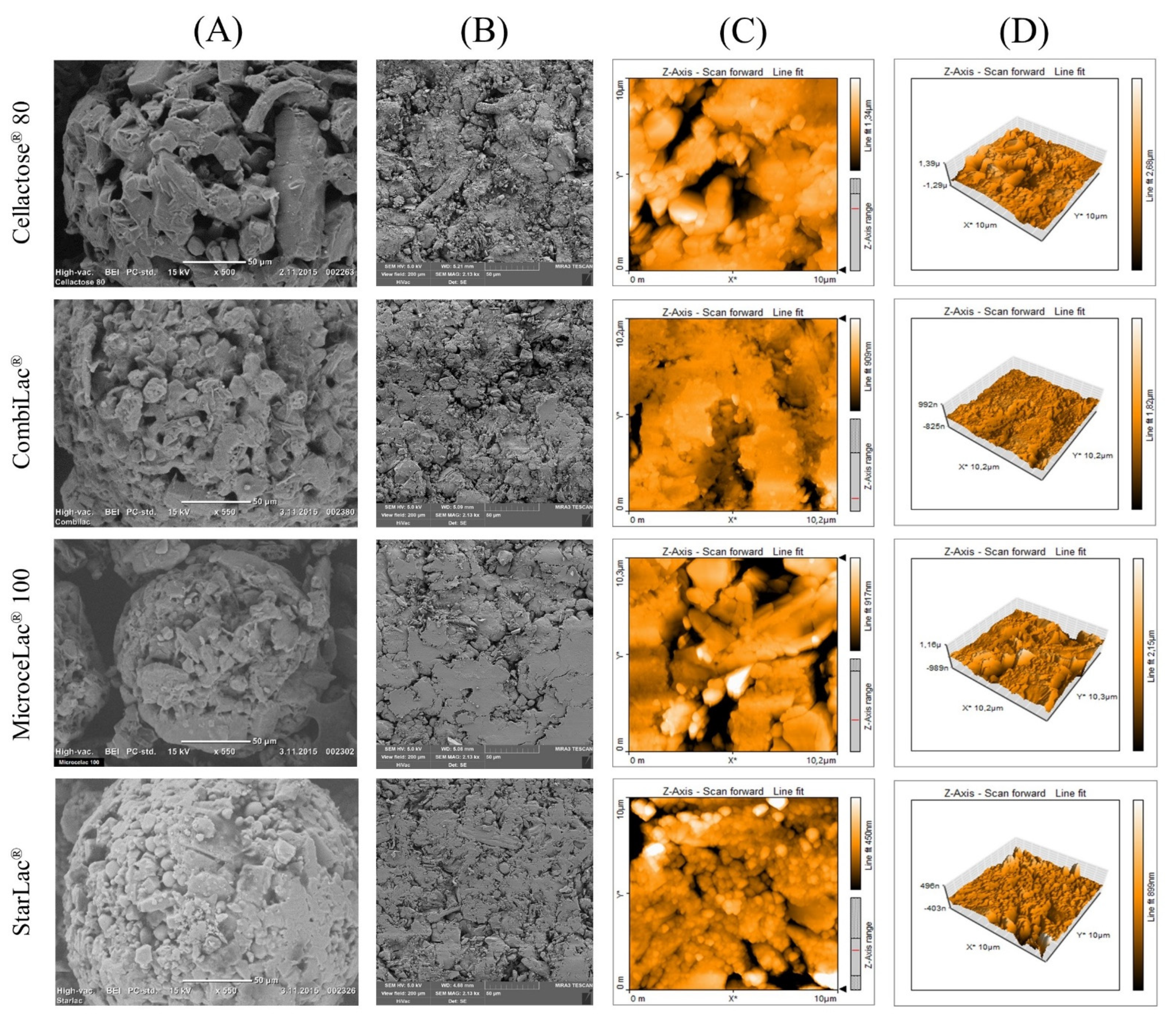
3.2. Scanning Electron Microscopy (SEM)
3.3. Powder Flow
3.4. Density and Porosity of Powders
3.5. Moisture Content, Hygroscopicity, Solubility, and pH Leaching
3.6. Charge Density
3.7. Differential Scanning Calorimetry (DSC)
3.8. Energetic Parameters of Compression Process
3.9. Ejection Force
3.10. AFM Imaging
3.11. Uniformity of Mass
3.12. Pycnometric Density and Porosity of the Compact
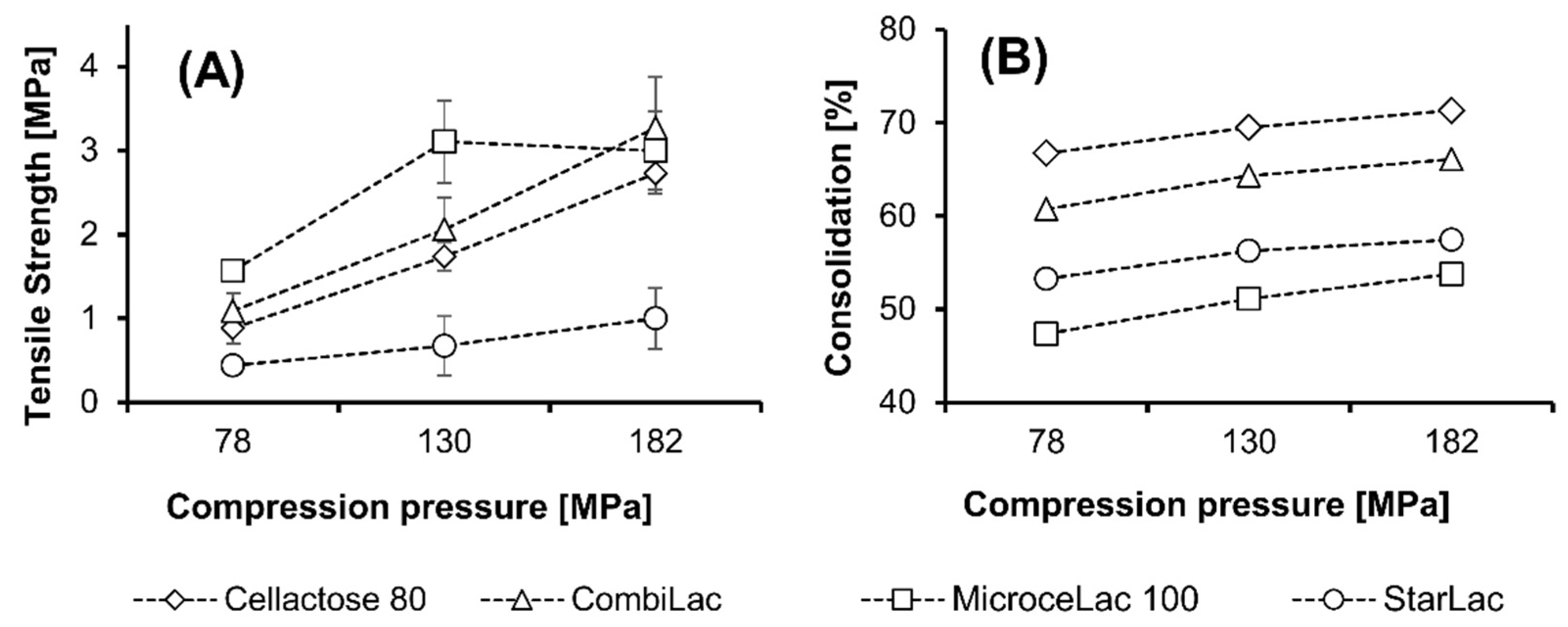
3.13. Compact Height and Consolidation Behavior
3.14. Mechanical Resistance of Tablets
3.15. Disintegration Time
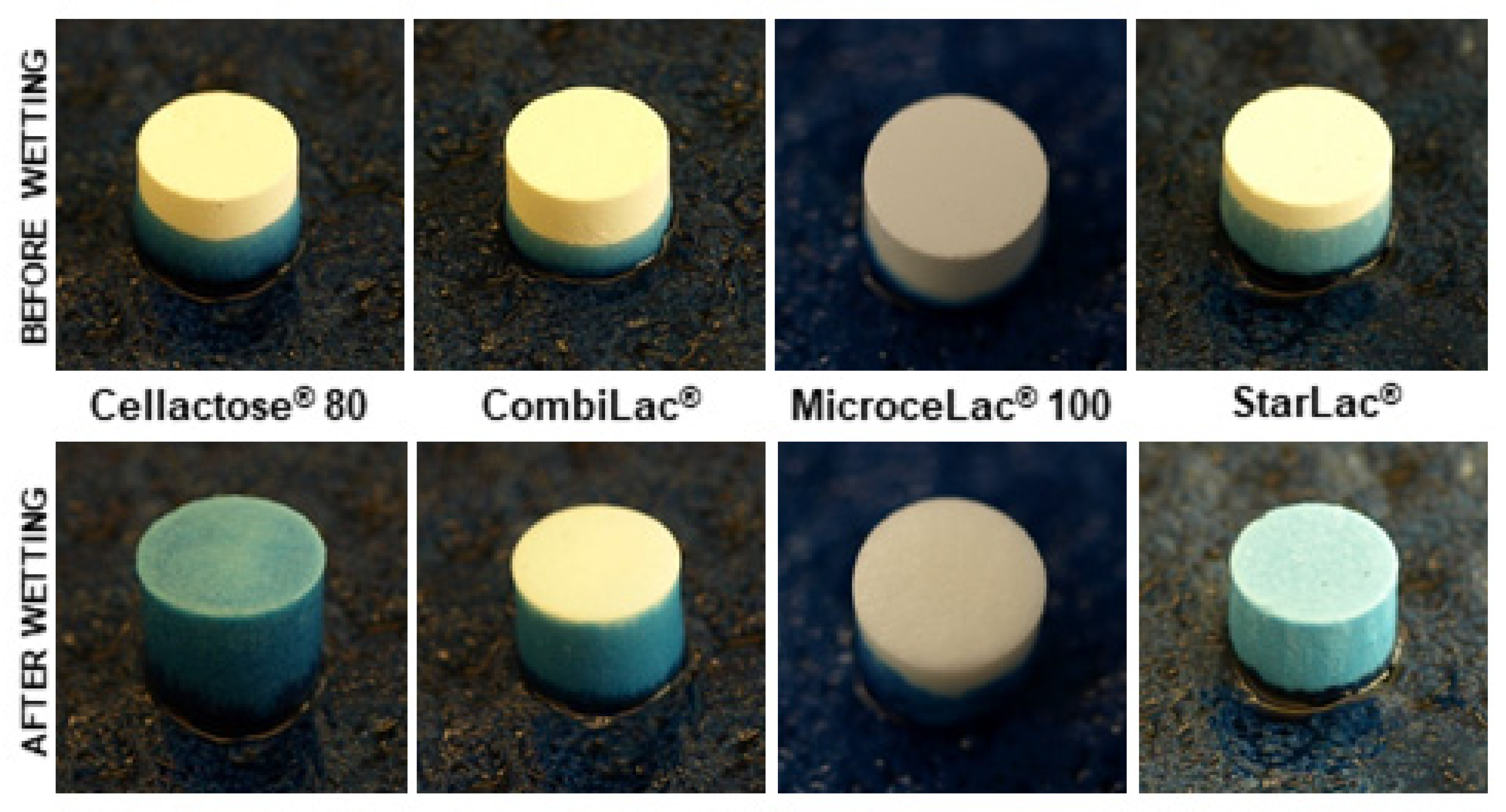
3.16. Wetting Time and Water Absorption Ratio
3.17. Comparison with Other CPE Groups
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Daraghmeh, N.; Rashid, I.; Al Omari, M.M.H.; Leharne, S.A.; Chowdhry, B.Z.; Badwan, A. Preparation and characterization of a novel Co-processed excipient of chitin and crystalline mannitol. AAPS PharmSciTech 2010, 11, 1558–1571. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gohel, M.C.; Jogani, P.D. A review of co-processed directly compressible excipients. J. Pharm. Pharm. Sci. 2005, 8, 76–93. [Google Scholar]
- Miyamoto, H. The Particle Design of Cellulose and the Other Excipients for a Directly Compressible Filler-Binder. KONA Powder Part. J. 2008, 26, 142–152. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Lin, X.; Shen, L.; Hong, Y.L.; Feng, Y. Composite particles based on particle engineering for direct compaction. Int. J. Pharm. 2017, 519, 272–286. [Google Scholar] [CrossRef]
- Razuc, M.; Grafia, A.; Gallo, L.; Ramírez-Rigo, M.V.; Romañach, R.J. Near-infrared spectroscopic applications in pharmaceutical particle technology. Drug Dev. Ind. Pharm. 2019, 45, 1565–1589. [Google Scholar] [CrossRef] [PubMed]
- Apeji, Y.E.; Oyi, A.R.; Isah, A.B.; Allagh, T.S.; Modi, S.R.; Bansal, A.K. Development and Optimization of a Starch-Based Co-processed Excipient for Direct Compression Using Mixture Design. AAPS PharmSciTech 2018, 19, 866–880. [Google Scholar] [CrossRef] [PubMed]
- Peeters, E.; Vanhoorne, V.; Vervaet, C.; Remon, J.P. Lubricant sensitivity in function of paddle movement in the forced feeder of a high-speed tablet press. Drug Dev. Ind. Pharm. 2016, 42, 2078–2085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Franc, A.; Vetchý, D.; Vodáčková, P.; Kubal’ák, R.; Jendryková, L.; Gonĕc, R. Co-processed excipients for direct compression of tablets. Ces. A Slov. Farm. 2018, 2018, 175–181. [Google Scholar]
- Rojas, J.; Buckner, I.; Kumar, V. Co-proccessed excipients with enhanced direct compression functionality for improved tableting performance. Drug Dev. Ind. Pharm. 2012, 38, 1159–1170. [Google Scholar] [CrossRef] [PubMed]
- Saha, S.; Shahiwala, A.F. Multifunctional coprocessed excipients for improved tabletting performance. Expert Opin. Drug Deliv. 2009, 6, 197–208. [Google Scholar] [CrossRef]
- Kaur, L.; Singh, I. Microwave grafted, composite and coprocessed materials: Drug delivery applications. Ther. Deliv. 2016, 7, 827–842. [Google Scholar] [CrossRef]
- Patel, H.; Patel, K.; Tiwari, S.; Pandey, S.; Shah, S.; Gohel, M. Quality by Design (QbD) Approach for Development of Co-Processed Excipient Pellets (MOMLETS) By Extrusion-Spheronization Technique. Recent Pat. Drug Deliv. Formul. 2016, 10, 192–206. [Google Scholar] [CrossRef]
- MEGGLE. Available online: https://www.pharmaceutical-networking.com/meggle-excipients-technology-direct-compression-expertise/ (accessed on 8 March 2021).
- Hebbink, G.A.; Dickhoff, B.H.J. Application of lactose in the pharmaceutical industry. In Lactose; Elsevier: Amsterdam, The Netherlands, 2019; pp. 175–229. [Google Scholar]
- Zeman, J.; Pavloková, S.; Vetchý, D.; Pitschmann, V. The effect of different types of lactose monohydrate on the stability of acetylcholinesterase immobilized on carriers designed to detect nerve agents. J. Chem. Technol. Biotechnol. 2021, 96, 1758–1769. [Google Scholar] [CrossRef]
- Hurychová, H.; Kuentz, M.; Šklubalová, Z. Fractal Aspects of Static and Dynamic Flow Properties of Pharmaceutical Excipients. J. Pharm. Innov. 2018, 13, 15–26. [Google Scholar] [CrossRef]
- Trpělková, Ž.; Hurychová, H.; Ondrejček, P.; Svěrák, T.; Kuentz, M.; Šklubalová, Z. Predicting the Angle of Internal Friction from Simple Dynamic Consolidation Using Lactose Grades as Model. J. Pharm. Innov. 2019, 15, 380–391. [Google Scholar] [CrossRef]
- Mužíková, J.; Neprašová, M.; Faschingbauer, H. Agglomerated Alpha-Lactose Monohydrate and Anhydrous ß-Lactose in Direct Compression of Tablets. Chem. List. 2012, 106, 36–40. [Google Scholar]
- Okáčová, L.; Vetchý, D.; Franc, A.; Rabišková, M.; Kratochvíl, B. Increasing Bioavailability of Poorly Water-Soluble Drugs by Their Modification. Chem. List. 2010, 104, 21–26. [Google Scholar]
- Sheskey, P.J.; Cook, W.G. Handbook of Pharmaceutical Excipients; Pharmaceutical Press: London, UK; American Pharmaceutical Association: Washington, DC, USA, 2017; ISBN 978-0857112712. [Google Scholar]
- Dey, P.; Maiti, S. Orodispersible tablets: A new trend in drug delivery. J. Nat. Sci. Biol. Med. 2010, 1, 2–5. [Google Scholar] [CrossRef] [Green Version]
- Vodáčková, P.; Vraníková, B.; Svačinová, P.; Franc, A.; Elbl, J.; Muselík, J.; Kubalák, R.; Solný, T. Evaluation and Comparison of Three Types of Spray Dried Coprocessed Excipient Avicel® for Direct Compression. BioMed Res. Int. 2018, 2018. [Google Scholar] [CrossRef]
- Svačinová, P.; Vraníková, B.; Dominik, M.; Elbl, J.; Pavloková, S.; Kubalák, R.; Kopecká, P.; Franc, A. Comprehensive study of co-processed excipients F- Melts®: Flow, viscoelastic and compacts properties. Powder Technol. 2019, 355, 675–687. [Google Scholar] [CrossRef]
- The European Pharmacopoeia. European Pharmacopoeia 9th Edition|EDQM—European Directorate for the Quality of Medicines. Available online: https://www.edqm.eu/en/european-pharmacopoeia-ph-eur-10th-edition (accessed on 7 March 2021).
- Fell, J.T.; Newton, J.M. Determination of tablet strength by the diametral-compression test. J. Pharm. Sci. 1970, 59, 688–691. [Google Scholar] [CrossRef]
- Amidon, G.E.; Secreast, P.J.; Mudie, D. Particle, Powder, and Compact Characterization. In Developing Solid Oral Dosage Forms; Elsevier Inc.: Amsterdam, The Netherlands, 2009; pp. 163–186. ISBN 9780444532428. [Google Scholar]
- Shangraw, R.F. Compressed tablets by direct compression. Pharm. Dos. FORMS Tablets Second Ed. Revis. Expand. 1989, 1, 195–246. [Google Scholar]
- Celik, M. Pharmaceutical Powder Compaction Technology; CRC Press: Boca Raton, FL, USA, 2016; pp. 152–180. [Google Scholar]
- Korpela, A.; Orelma, H. Manufacture of fine cellulose powder from chemically crosslinked kraft pulp sheets using dry milling. Powder Technol. 2020, 361, 642–650. [Google Scholar] [CrossRef]
- Vraníková, B.; Gajdziok, J.; Vetchý, D. Modern evaluation of liquisolid systems with varying amounts of liquid phase prepared using two different methods. BioMed Res. Int. 2015, 2015. [Google Scholar] [CrossRef]
- Vraníkova, B.; Gajdziok, J. Evaluation of sorptive properties of various carriers and coating materials for liquisolid systems. Acta Pol. Pharm. 2015, 72, 539–549. [Google Scholar] [PubMed]
- Wu, L.; Miao, X.; Shan, Z.; Huang, Y.; Li, L.; Pan, X.; Yao, Q.; Li, G.; Wu, C. Studies on the spray dried lactose as carrier for dry powder inhalation. Asian J. Pharm. Sci. 2014, 9, 336–341. [Google Scholar] [CrossRef]
- Walton, D.E. The morphology of spray-dried particles a qualitative view. Dry. Technol. 2000, 18, 1943–1986. [Google Scholar] [CrossRef]
- Faqih, A.M.N.; Alexander, A.W.; Muzzio, F.J.; Tomassone, M.S. A method for predicting hopper flow characteristics of pharmaceutical powders. Chem. Eng. Sci. 2007, 62, 1536–1542. [Google Scholar] [CrossRef]
- Rashid, I.; Al Omari, M.M.H.; Badwan, A.A. From native to multifunctional starch-based excipients designed for direct compression formulation. Starch-Stärke 2013, 65, 552–571. [Google Scholar] [CrossRef]
- Ketterhagen, W.R.; Curtis, J.S.; Wassgren, C.R.; Hancock, B.C. Predicting the flow mode from hoppers using the discrete element method. Powder Technol. 2009, 195, 1–10. [Google Scholar] [CrossRef]
- Hamzah, M. Beakawi Al-Hashemi, Omar S. Baghabra Al-Amoudi. A review on the angle of repose of granular materials. Powder Technol. 2018, 330, 397–417. [Google Scholar] [CrossRef]
- Macho, O.; Demková, K.; Gabrišová, Ľ.; Čierny, M.; Mužíková, J.; Galbavá, P.; Nižnanská, Ž.; Blaško, J.; Peciar, P.; Fekete, R.; et al. Analysis of Static Angle of Repose with Respect to Powder Material Properties. Acta Pol. Pharm 2019, 1–8. [Google Scholar] [CrossRef]
- Stanescu, A.; Ochiuz, L.; Cojocaru, I.; Popovici, I.; Lupuleasa, D. The influence of different polymers on the pharmaco-technological characteristics of propiconazole nitrate bioadhesive oromucosal tablets. Farmacia 2010, 58, 279–289. [Google Scholar]
- Freeman FT4 Powder Rheometer|Shear Testing|Shear Cell. Available online: https://www.freemantech.co.uk/powder-testing/ft4-powder-rheometer-powder-flow-tester/shear-testing (accessed on 7 March 2021).
- Freeman, R. Measuring the flow properties of consolidated, conditioned and aerated powders—A comparative study using a powder rheometer and a rotational shear cell. Powder Technol. 2007, 174, 25–33. [Google Scholar] [CrossRef]
- Klevan, I.; Nordström, J.; Tho, I.; Alderborn, G. A statistical approach to evaluate the potential use of compression parameters for classification of pharmaceutical powder materials. Eur. J. Pharm. Biopharm. 2010, 75, 425–435. [Google Scholar] [CrossRef] [PubMed]
- Wurster, D.E.; Peck, G.E.; Kildsig, D.O. A comparison of the moisture adsorption-desorption properties of corn starch, U.S.P., and directly compressible starch. Drug Dev. Ind. Pharm. 1982, 8, 343–354. [Google Scholar] [CrossRef]
- Casian, T.; Bogdan, C.; Tarta, D.; Moldovan, M.; Tomuta, I.; Iurian, S. Assessment of oral formulation-dependent characteristics of orodispersible tablets using texture profiles and multivariate data analysis. J. Pharm. Biomed. Anal. 2018, 152, 47–56. [Google Scholar] [CrossRef] [PubMed]
- Dziemidowicz, K.; Lopez, F.L.; Bowles, B.J.; Edwards, A.J.; Ernest, T.B.; Orlu, M.; Tuleu, C. Co-Processed Excipients for Dispersible Tablets—Part 2: Patient Acceptability. AAPS PharmSciTech 2018, 19, 2646–2657. [Google Scholar] [CrossRef]
- Voight, R.; Fahr, A. Pharmazeutische Technologie: Für Studium und Beruf; Mit 109 Tabellen. 10., Überarb. und Erw. Aufl; Dt. Apotheker-Verl: Stuttgart, Germany, 2006; pp. 182–185. ISBN 3769235118. [Google Scholar]
- Bolhuis, G.K.; Armstrong, N.A. Excipients for direct compaction—An update. Pharm. Dev. Technol. 2006, 11, 111–124. [Google Scholar] [CrossRef] [PubMed]
- Ragnarsson, G. Force-Displacement and Network Measurements. Pharm. Powder Compact. Technol. 1996, 71, 77–97. [Google Scholar]
- Arida, A.I.; Al-Tabakha, M.M. Compaction Mechanism and Tablet Strength of Cellactose®. JJPS 2008, 1, 71–82. [Google Scholar]
- Govedarica, B.; Ilić, I.; Šibanc, R.; Dreu, R.; Srčič, S. The use of single particle mechanical properties for predicting the compressibility of pharmaceutical materials. Powder Technol. 2012, 225, 43–51. [Google Scholar] [CrossRef]
- Al-Ibraheemi, Z.A.M.; Anuar, M.S.; Taip, F.S.; Amin, M.C.I.; Tahir, S.M.; Mahdi, A.B. Deformation and mechanical characteristics of compacted binary mixtures of plastic (microcrystalline cellulose), elastic (sodium starch glycolate), and brittle (lactose monohydrate) pharmaceutical excipients. Part. Sci. Technol. 2013, 31, 561–567. [Google Scholar] [CrossRef]
- Ilić, I.; Govedarica, B.; Šibanc, R.; Dreu, R.; Srčič, S. Deformation properties of pharmaceutical excipients determined using an in-die and out-die method. Int. J. Pharm. 2013, 446, 6–15. [Google Scholar] [CrossRef]
- Hauschild, K.; Picker-Freyer, K.M. Evaluation of a new coprocessed compound based on lactose and maize starch for tablet formulation. AAPS J. 2004, 6, 27–38. [Google Scholar] [CrossRef]
- Takeuchi, H.; Nagira, S.; Yamamoto, H.; Kawashima, Y. Die wall pressure measurement for evaluation of compaction property of pharmaceutical materials. Int. J. Pharm. 2004, 274, 131–138. [Google Scholar] [CrossRef] [PubMed]
- Anuar, M.S.; Briscoe, B.J. The elastic relaxation of starch tablets during ejection. Powder Technol. 2009, 195, 96–104. [Google Scholar] [CrossRef]
- Adolfsson, Å.; Olsson, H.; Nyström, C. Effect of particle size and compaction load on interparticulate bonding structure for some pharmaceutical materials studied by compaction and strength characterisation in butanol. Eur. J. Pharm. Biopharm. 1997, 44, 243–251. [Google Scholar] [CrossRef]
- Sebhatu, T.; Alderborn, G. Relationships between the effective interparticulate contact area and the tensile strength of tablets of amorphous and crystalline lactose of varying particle size. Eur. J. Pharm. Sci. 1999, 8, 235–242. [Google Scholar] [CrossRef]
- Zhang, Y.; Law, Y.; Chakrabarti, S. Physical properties and compact analysis of commonly used direct compression binders. AAPS PharmSciTech 2003, 4, 62. [Google Scholar] [CrossRef] [Green Version]
- Antikainen, O.; Yliruusi, J. Determining the compression behavior of pharmaceutical powders from the force-distance compression profile. Int. J. Pharm. 2003, 252, 253–261. [Google Scholar] [CrossRef]
- Picker-Freyer, K.M. Tablet production systems. In Pharmaceutical Manufacturing handbook Production and Processes; Gad, S.C., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Sun, C.C. Dependence of ejection force on tableting speed-A compaction simulation study. Powder Technol. 2015, 279, 123–126. [Google Scholar] [CrossRef]
- Abdel-Hamid, S.; Betz, G. A novel tool for the prediction of tablet sticking during high speed compaction. Pharm. Dev. Technol. 2012, 17, 747–754. [Google Scholar] [CrossRef]
- Seitavuopio, P.; Rantanen, J.; Yliruusi, J. Tablet surface characterisation by various imaging techniques. Int. J. Pharm. 2003, 254, 281–286. [Google Scholar] [CrossRef]
- Narayan, P.; Hancock, B.C. The relationship between the particle properties, mechanical behavior, and surface roughness of some pharmaceutical excipient compacts. Mater. Sci. Eng. A 2003, 355, 24–36. [Google Scholar] [CrossRef]
- Sun, C. True density of microcrystalline cellulose. J. Pharm. Sci. 2005, 94, 2132–2134. [Google Scholar] [CrossRef] [PubMed]
- De Boer, A.H.; Vromans, H.; Leur, C.F.; Bolhuis, G.K.; Kussendrager, K.D.; Bosch, H. Studies on tableting properties of lactose—Part III. The consolidation behavior of sieve fractions of crystalline α-lactose monohydrate. Pharm. Weekbl. Sci. Ed. 1986, 8, 145–150. [Google Scholar] [CrossRef] [Green Version]
- Arida, A.I.; Al-Tabakha, M.M. Cellactose® a co-processed excipient: A comparison study. Pharm. Dev. Technol. 2008, 13, 165–175. [Google Scholar] [CrossRef] [PubMed]
- Bowles, B.J.; Dziemidowicz, K.; Lopez, F.L.; Orlu, M.; Tuleu, C.; Edwards, A.J.; Ernest, T.B. Co-Processed Excipients for Dispersible Tablets–Part 1: Manufacturability. AAPS PharmSciTech 2018, 19, 2598–2609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Belousov, V.A. Choice of optimal pressure values in tableting medicinal powders. Khimiko-Farmatsevticheskii Zhurnal 1976, 10, 105–111. [Google Scholar]
- FDA, U. Guidance for Industry Orally Disintegrating Tablets. Fed. Regist. 2008, 1–3. Available online: https://www.fda.gov/media/70877/download (accessed on 15 September 2021).
- Lowenthal, W. Mechanism of Action of Starch as a Tablet Disintegrant V: Effect of Starch Grain Deformation. J. Pharm. Sci. 1972, 61, 455–459. [Google Scholar] [CrossRef]
- Hill, P.M. Effect of Compression Force and Corn Starch on Tablet Disintegration Time. J. Pharm. Sci. 1976, 65, 1694–1697. [Google Scholar] [CrossRef] [PubMed]
- Yassin, S.; Goodwin, D.J.; Anderson, A.; Sibik, J.; Wilson, D.I.; Gladden, L.F.; Zeitler, J.A. The Disintegration Process in Microcrystalline Cellulose Based Tablets, Part 1: Influence of Temperature, Porosity and Superdisintegrants. J. Pharm. Sci. 2015, 104, 3440–3450. [Google Scholar] [CrossRef] [Green Version]
- Goto, K.; Sunada, H.; Danjo, K.; Yonezawa, Y. Pharmaceutical evaluation of multipurpose excipients for direct compressed tablet manufacture: Comparisons of the capabilities of multipurpose excipients with those in general use. Drug Dev. Ind. Pharm. 1999, 25, 869–878. [Google Scholar] [CrossRef]
- Bolhuis, G.K.; Smallenbroek, A.J.; Lerk, C.F. Interaction of Tablet Disintegrants and Magnesium Stearate during Mixing I: Effect on Tablet Disintegration. J. Pharm. Sci. 1981, 70, 1328–1330. [Google Scholar] [CrossRef] [PubMed]
- Emshanova, S.V.; Veselova, N.I.; Zuev, A.P.; Sadchikova, N.P. Direct molding technology for the production of zolpidem tablets. Pharm. Chem. J. 2007, 41, 659–661. [Google Scholar] [CrossRef]
- Masareddy, R.; Kokate, A.; Shah, V. Development of orodispersible tizanidine HCl tablets using spray dried coprocessed exipient bases. Indian J. Pharm. Sci. 2011, 73, 392–396. [Google Scholar] [CrossRef]
- Kalia, A.; Khurana, S.; Bedi, N. Formulation and evaluation of mouth dissolving tablets of oxcarbazepine. Int. J. Pharm. Pharm. Sci. 2009, 1, 12–23. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| StarLac® | 85% alpha-lactose-monohydrate, 15% white maize starch |
| Cellactose® 80 | 75% alpha-lactose-monohydrate, 25% powdered cellulose |
| MicroceLac® 100 | 75% alpha-lactose-monohydrate, 25% MCC |
| CombiLac® | 70% alpha-lactose-monohydrate, 20% MCC, 10% white native corn starch |
| Measured Value | Cellactose® 80 | CombiLac® | MicroceLac® 100 | StarLac® |
|---|---|---|---|---|
| MPS—LD [µm] | 184.05 | 157.25 | 158.27 | 146.8 |
| MPS—SA [µm] | 326.11 | 444.44 | 203.22 | 173.43 |
| D10 [µm] | 51.39 | 47.37 | 42.46 | 26.80 |
| D50 [µm] | 183.41 | 156.09 | 153.39 | 146.21 |
| D90 [µm] | 309.20 | 263.17 | 269.86 | 266.7 |
| SSA [m2/g] | 0.90 | 1.00 | 1.00 | 0.70 |
| Fw [g/s] | 11.41 ± 0.05 | 16.49 ± 0.22 | 7.40 ± 0.04 | 18.02 ± 0.12 |
| Θr [o] | 32.68 ± 0.67 | 33.85 ± 0.36 | 24.66 ± 0.56 | 26.28 ± 0.33 |
| Θs [o] | 32.00 ± 1.00 | 28.67 ± 0.58 | 31.67 ± 0.58 | 29.33 ± 0.58 |
| HR | 1.17 ± 0.00 | 1.10 ± 0.04 | 1.15 ± 0.01 | 1.12 ± 0.01 |
| CI | 14.83 ± 0.25 | 9.08 ± 3.49 | 13.23 ± 0.78 | 10.41 ± 0.89 |
| ff | 20 | 47 | 62 | 27 |
| DB [g/cm3] | 0.39 ± 0.00 | 0.47 ± 0.02 | 0.49 ± 0.00 | 0.58 ± 0.00 |
| DT [g/cm3] | 0.46 ± 0.00 | 0.52 ± 0.00 | 0.56 ± 0.00 | 0.65 ± 0.00 |
| DP [g/cm3] | 1.568 ± 0.003 | 1.558 ± 0.001 | 1.567 ± 0.002 | 1.543 ± 0.001 |
| P [%] | 75.20 ± 0.07 | 69.56 ± 1.13 | 68.91 ± 0.26 | 62.42 ± 0.28 |
| M [%] | 1.44 ± 0.04 | 1.76 ± 0.01 | 1.14 ± 0.01 | 1.27 ± 0.19 |
| UF3 [%] | 50.21 ± 0.01 | 53.62 ± 0.01 | 62.18 ± 0.01 | 33.08 ± 0.00 |
| UF24 [%] | 44.36 ± 0.06 | 48.60 ± 0.07 | 44.00 ± 0.16 | 30.00 ± 0.05 |
| pH | 6.69 | 6.82 | 6.69 | 6.86 |
| Measured Value | CP [MPa] | Cellactose® 80 | CombiLac® | MicroceLac® 100 | StarLac® |
|---|---|---|---|---|---|
| E1 [J] | 78 | 7.57 ± 0.55 | 6.33 ± 0.33 | 6.20 ± 0.24 | 4.54 ± 0.95 |
| 130 | 13.18 ± 0.95 | 11.69 ± 0.50 | 11.42 ± 0.51 | 8.18 ± 0.39 | |
| 182 | 18.94 ± 1.52 | 17.68 ± 0.74 | 16.92 ± 0.83 | 12.10 ± 0.57 | |
| E2 [J] | 78 | 2.66 ± 0.09 | 2.58 ± 0.03 | 2.53 ± 0.10 | 1.80 ± 0.07 |
| 130 | 4.00 ± 0.17 | 3.97 ± 0.12 | 3.78 ± 0.24 | 2.86 ± 0.13 | |
| 182 | 5.14 ± 0.23 | 5.00 ± 0.15 | 4.86 ± 0.28 | 3.87 ± 0.19 | |
| E3 [J] | 78 | 0.24 ± 0.01 | 0.25 ± 0.02 | 0.23 ± 0.00 | 0.26 ± 0.02 |
| 130 | 0.57 ± 0.01 | 0.57 ± 0.02 | 0.56 ± 0.01 | 0.57 ± 0.02 | |
| 182 | 1.05 ± 0.02 | 1.05 ± 0.02 | 1.10 ± 0.04 | 1.04 ± 0.03 | |
| Pl [%] | 78 | 91.68 ± 0.47 | 91.12 ± 0.54 | 91.78 ± 0.38 | 87.22 ± 0.60 |
| 130 | 87.57 ± 0.59 | 87.39 ± 0.62 | 87.01 ± 0.98 | 83.37 ± 0.07 | |
| 182 | 83.07 ± 0.81 | 82.64 ± 0.66 | 81.50 ± 1.25 | 78.71 ± 1.03 | |
| EF [N] | 78 | 321.20 ± 23.39 | 536.86 ± 67.45 | 436.60 ± 110.29 | 660.83 ± 178.19 |
| 130 | 671.07 ± 30.19 | 640.52 ± 190.95 | 777.09 ± 148.31 | 550.44 ± 174.85 | |
| 182 | 680.31 ± 117.49 | 770.31 ± 69.05 | 775.18 ± 111.50 | 729.23 ± 87.22 |
| Measured Value | CP [MPa] | Cellactose® 80 | CombiLac® | MicroceLac® 100 | StarLac® |
|---|---|---|---|---|---|
| UM [mg] | 78 | 198.81 ± 1.50 | 197.66 ± 7.57 | 199.78 ± 1.35 | 199.25 ± 0.93 |
| 130 | 199.20 ± 0.74 | 198.08 ± 2.75 | 200.70 ± 0.34 | 197.73 ± 1.98 | |
| 182 | 196.96 ± 4.35 | 198.96 ± 2.22 | 199.51 ± 0.43 | 196.48 ± 2.57 | |
| 78 | - | - | - | - | |
| RMS [nm] | 130 | - | - | - | - |
| 182 | 202.13 ± 122.59 | 196.08 ± 91.94 | 130.58 ± 76.30 | 180.85 ± 119.66 | |
| PD [g/cm3] | 78 | 1.55088 ± 0.0004 | 1.54436 ± 0.0001 | 1.5536 ± 0.0002 | 1.53477 ± 0.0012 |
| 130 | 1.54804 ± 0.0004 | 1.54201 ± 0.0001 | 1.5501 ± 0.0002 | 1.53629 ± 0.0009 | |
| 182 | 1.54662 ± 0.0002 | 1.543001 ± 0.0003 | 1.5542 ± 0.0002 | 1.53819 ± 0.0011 | |
| Po [%] | 78 | 25.56 ± 2.27 | 23.45 ± 2.05 | 23.68 ± 1.21 | 19.86 ± 1.16 |
| 130 | 18.66 ± 0.77 | 15.77 ± 2.34 | 17.40 ± 1.65 | 15.06 ± 3.32 | |
| 182 | 15.21 ± 2.86 | 11.77 ± 1.34 | 13.23 ± 1.68 | 13.45 ± 2.01 | |
| He [mm] | 78 | 4.46 ± 0.11 | 4.41 ± 0.09 | 4.33 ± 0.06 | 4.28 ± 0.06 |
| 130 | 4.11 ± 0.03 | 4.03 ± 0.09 | 4.02 ± 0.07 | 3.99 ± 0.15 | |
| 182 | 3.87 ± 0.04 | 3.83 ± 0.04 | 3.84 ± 0.07 | 3.88 ± 0.05 | |
| Fr [%] | 78 | 1.83 | 2.86 | 0.33 | 4.79 |
| 130 | 1.30 | 3.01 | 0.15 | 6.69 | |
| 182 | 3.23 | 0.83 | 0.23 | 5.07 | |
| Di [min] | 78 | 0.13 ± 0.00 | 0.35 ± 0.02 | 0.27 ± 0.10 | 0.68 ± 0.07 |
| 130 | 0.28 ± 0.02 | 0.37 ± 0.03 | 1.72 ± 0.70 | 0.73 ± 0.12 | |
| 182 | 0.48 ± 0.13 | 0.55 ± 0.03 | 1.78 ± 0.70 | 0.72 ± 0.15 | |
| T1 [min] | 78 | 0.12 ± 0.00 | 0.27 ± 0.02 | 0.70 ± 0.55 | 0.15 ± 0.02 |
| 130 | 0.28 ± 0.05 | 0.25 ± 0.07 | 0.97 ± 0.33 | 0.18 ± 0.02 | |
| 182 | 0.97 ± 0.40 | 0.60 ± 0.35 | 2.23 ± 1.40 | 0.15 ± 0.02 | |
| T2 [min] | 78 | 0.22 ± 0.03 | 0.43 ± 0.05 | 1.25 ± 0.45 | 0.18 ± 0.00 |
| 130 | 0.53 ± 0.05 | 0.65 ± 0.17 | 2.90 ± 1.32 | 0.33 ± 0.07 | |
| 182 | 1.65 ± 0.60 | 1.20 ± 0.55 | 9.68 ± 5.05 | 0.28 ± 0.07 | |
| WA [%] | 78 | 93.76 ± 3.85 | 59.59 ± 1.20 | 63.98 ± 5.75 | 36.57 ± 4.76 |
| 130 | 96.65 ± 3.11 | 66.28 ± 4.65 | 59.19 ± 5.55 | 38.83 ± 2.87 | |
| 182 | 101.13 ± 4.75 | 69.65 ± 2.49 | 60.90 ± 18.77 | 37.42 ± 5.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dominik, M.; Vraníková, B.; Svačinová, P.; Elbl, J.; Pavloková, S.; Prudilová, B.B.; Šklubalová, Z.; Franc, A. Comparison of Flow and Compression Properties of Four Lactose-Based Co-Processed Excipients: Cellactose® 80, CombiLac®, MicroceLac® 100, and StarLac®. Pharmaceutics 2021, 13, 1486. https://doi.org/10.3390/pharmaceutics13091486
Dominik M, Vraníková B, Svačinová P, Elbl J, Pavloková S, Prudilová BB, Šklubalová Z, Franc A. Comparison of Flow and Compression Properties of Four Lactose-Based Co-Processed Excipients: Cellactose® 80, CombiLac®, MicroceLac® 100, and StarLac®. Pharmaceutics. 2021; 13(9):1486. https://doi.org/10.3390/pharmaceutics13091486
Chicago/Turabian StyleDominik, Martin, Barbora Vraníková, Petra Svačinová, Jan Elbl, Sylvie Pavloková, Barbora Blahová Prudilová, Zdeňka Šklubalová, and Aleš Franc. 2021. "Comparison of Flow and Compression Properties of Four Lactose-Based Co-Processed Excipients: Cellactose® 80, CombiLac®, MicroceLac® 100, and StarLac®" Pharmaceutics 13, no. 9: 1486. https://doi.org/10.3390/pharmaceutics13091486