
Effect of Mixer Type on Particle Coating by Magnesium Stearate for Friction and Adhesion Modification


Abstract
:
1. Introduction
2. Materials and Methods
2.1. α-Lactose Monohydrate (α-LM) Crystals
2.2. Magnesium Stearate (MgSt)
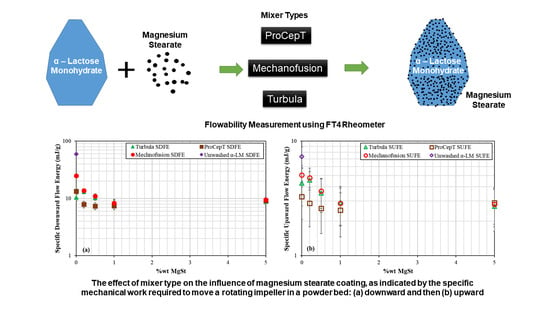
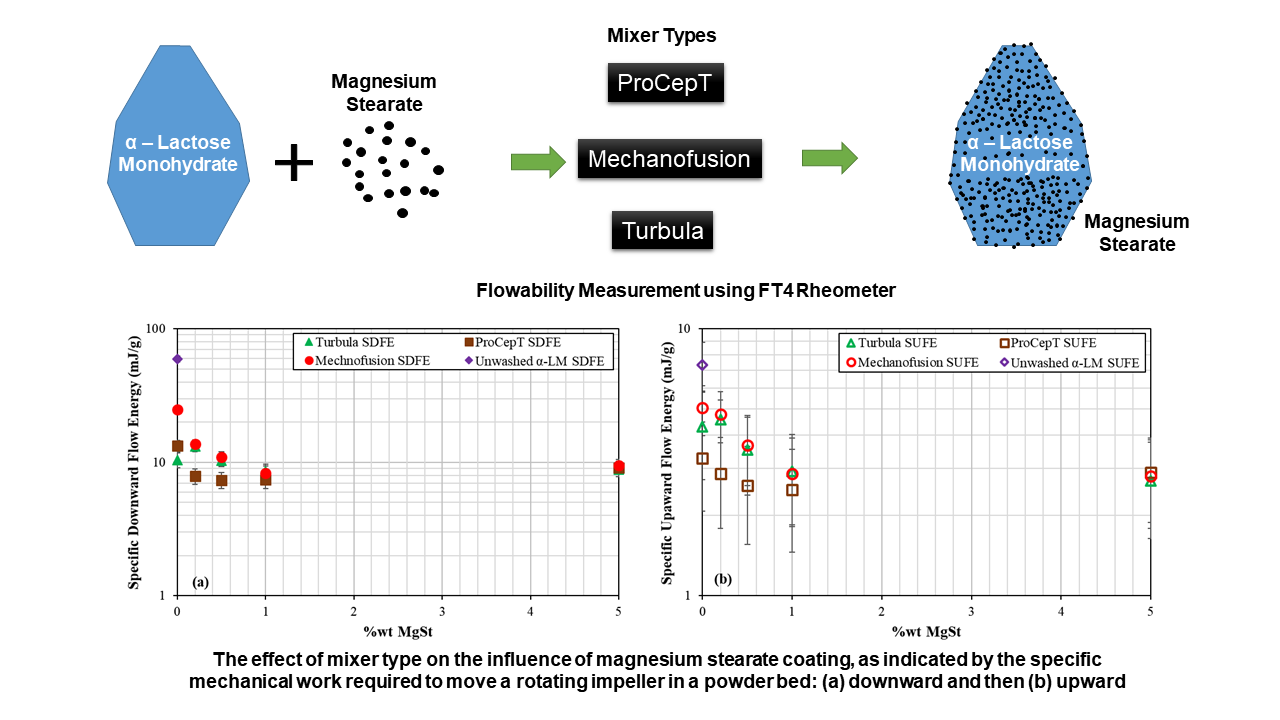
2.3. Coating α-Lactose Monohydrate Crystals with Magnesium Stearate Powder
2.4. Flowability Measurement using FT4 Rheometer
2.5. Powder Stability and Sensitivity to Shear Strain Rate
2.6. Quantification of Particle Breakage through Sieving
3. Experimental Results and Discussions
3.1. Effect of Washing on the Flow Behaviour of α-LM
3.2. Effect of MgSt on α-LM Bulk Flow
 and
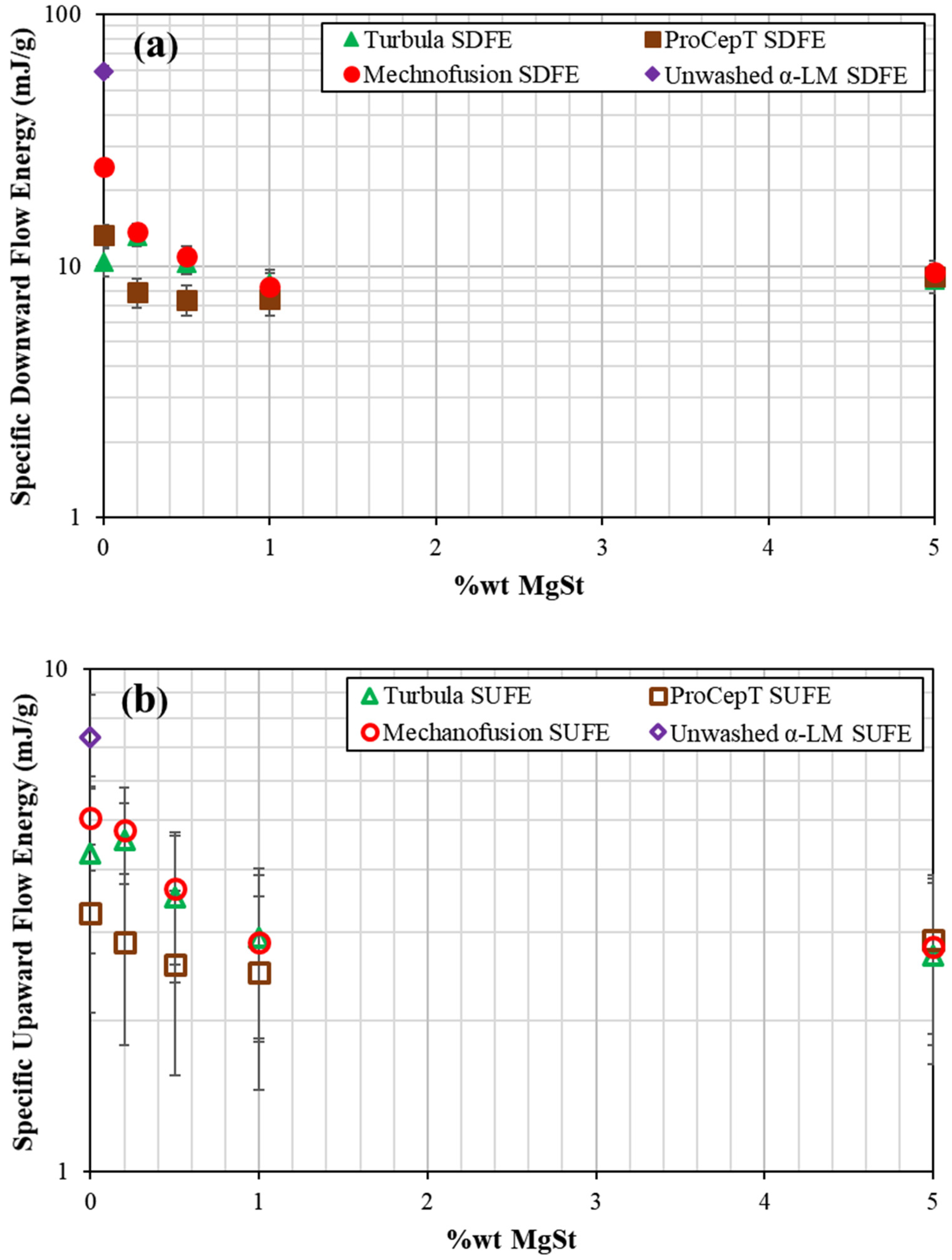
and  in Figure 3a,b represent the specific downward and upward flow energies, respectively, recorded for unwashed and untreated α-LM samples (mixing done without the addition of α-LM). With the addition of MgSt, the ProCepT-treated samples exhibit the least resistance to flow. Samples treated by Turbula and Mechanofusion exhibit remarkably similar specific flow energy for all MgSt concentrations, despite having undergone extreme shear strain rates. For all mixer types, increasing the composition of MgSt to 1 wt% improves the flow performance. Above 1 wt%, the specific upward and downward flow energies both converge to asymptotic levels, suggesting that the flow behaviour of the α-LM samples has now stabilised and is dominated by MgSt. Notably, the concentration of 1 wt% MgSt appears to be the threshold value, beyond which there is no significant improvement in the flow performance of α-LM, regardless of the type of mixer used.
in Figure 3a,b represent the specific downward and upward flow energies, respectively, recorded for unwashed and untreated α-LM samples (mixing done without the addition of α-LM). With the addition of MgSt, the ProCepT-treated samples exhibit the least resistance to flow. Samples treated by Turbula and Mechanofusion exhibit remarkably similar specific flow energy for all MgSt concentrations, despite having undergone extreme shear strain rates. For all mixer types, increasing the composition of MgSt to 1 wt% improves the flow performance. Above 1 wt%, the specific upward and downward flow energies both converge to asymptotic levels, suggesting that the flow behaviour of the α-LM samples has now stabilised and is dominated by MgSt. Notably, the concentration of 1 wt% MgSt appears to be the threshold value, beyond which there is no significant improvement in the flow performance of α-LM, regardless of the type of mixer used.3.3. Effect of Mixer Type on Powder Flow
3.4. Extent of Breakage
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Chen, Y.; Yang, J.; Dave, R.N.; Pfeffer, R. Fluidization of coated group C powders. AIChE J. 2008, 54, 104–121. [Google Scholar] [CrossRef]
- Quintanilla, M.A.S.; Castellanos, A.; Valverde, J.M. Correlation between bulk stresses and interparticle contact forces in fine powders. Phys. Rev. E 2001, 64, 031301. [Google Scholar] [CrossRef] [PubMed]
- Espin, M.J.; Ebri, J.M.P.; Valverde, J.M. Tensile strength and compressibility of fine CaCO3 powders. Effect of nanosilica addition. Chem. Eng. J. 2019, 378, 122166. [Google Scholar] [CrossRef]
- Faqih, A.M.N.; Mehrotra, A.; Hammond, S.V.; Muzzio, F.J. Effect of moisture and magnesium stearate concentration on flow properties of cohesive granular materials. Int. J. Pharm. 2007, 336, 338–345. [Google Scholar] [CrossRef]
- Ouabbas, Y.; Chamayou, A.; Galet, L.; Baron, M.; Thomas, G.; Grosseau, P.; Guilhot, B. Surface modification of silica particles by dry coating: Characterization and powder ageing. Powder Technol. 2009, 190, 200–209. [Google Scholar] [CrossRef] [Green Version]
- Chattoraj, S.; Shi, L.; Sun, C.C. Profoundly improving flow properties of a cohesive cellulose powder by surface coating with nano-silica through comilling. J. Pharm. Sci. 2011, 100, 4943–4952. [Google Scholar] [CrossRef] [PubMed]
- Kunnath, K.; Huang, Z.; Chen, L.; Zheng, K.; Davé, R. Improved properties of fine active pharmaceutical ingredient powder blends and tablets at high drug loading via dry particle coating. Int. J. Pharm. 2018, 543, 288–299. [Google Scholar] [CrossRef]
- Muzzio, F.J.; Shinbrot, T.; Glasser, B.J. Powder technology in the pharmaceutical industry: The need to catch up fast. Powder Technol. 2002, 124, 1–7. [Google Scholar] [CrossRef]
- Bridgwater, J. Mixing of powders and granular materials by mechanical means—A perspective. Particuology 2012, 10, 397–427. [Google Scholar] [CrossRef]
- Mullarney, M.P.; Beach, L.E.; Dave, R.N.; Langdon, B.A.; Polizzi, M.; Blackwood, D.O. Applying dry powder coatings to pharmaceutical powders using a comil for improving powder flow and bulk density. Powder Technol. 2011, 212, 397–402. [Google Scholar] [CrossRef]
- Pingali, K.; Mendez, R.; Lewis, D.; Michniak-Kohn, B.; Cuitino, A.; Muzzio, F. Evaluation of strain-induced hydrophobicity of pharmaceutical blends and its effect on drug release rate under multiple compression conditions. Drug Dev. Ind. Pharm. 2011, 37, 428–435. [Google Scholar] [CrossRef] [PubMed]
- Sato, A.; Serris, E.; Grosseau, P.; Thomas, G.; Chamayou, A.; Galet, L.; Baron, M. Effect of operating conditions on dry particle coating in a high shear mixer. Powder Technol. 2012, 229, 97–103. [Google Scholar] [CrossRef] [Green Version]
- Conesa, C.; Saleh, K.; Thomas, A.; Guigon, P.; Guillot, N. Characterization of flow properties of powder coatings used in the automotive industry. KONA Powder Part. J. 2004, 22, 94–106. [Google Scholar] [CrossRef] [Green Version]
- Castellanos, A. The relationship between attractive interparticle forces and bulk behaviour in dry and uncharged fine powders. Adv. Phys. 2005, 54, 263–376. [Google Scholar] [CrossRef]
- Fulchini, F.; Zafar, U.; Hare, C.; Ghadiri, M.; Tantawy, H.; Ahmadian, H.; Poletto, M. Relationship between surface area coverage of flow-aids and flowability of cohesive particles. Powder Technol. 2017, 322, 417–427. [Google Scholar] [CrossRef]
- Jallo, L.J.; Ghoroi, C.; Gurumurthy, L.; Patel, U.; Dave, R.N. Improvement of flow and bulk density of pharmaceutical powders using surface modification. Int. J. Pharm. 2012, 423, 213–225. [Google Scholar] [CrossRef] [PubMed]
- Sato, A.; Serris, E.; Grosseau, P.; Thomas, G.; Galet, L.; Chamayou, A.; Baron, M. Experiment and simulation of dry particle coating. Chem. Eng. Sci. 2013, 86, 164–172. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Q.; Qu, L.; Gengenbach, T.; Denman, J.A.; Larson, I.; Stewart, P.J.; Morton, D.A. Investigation of the extent of surface coating via mechanofusion with varying additive levels and the influences on bulk powder flow properties. Int. J. Pharm. 2011, 413, 36–43. [Google Scholar] [CrossRef]
- Hussain, M.S.H.; York, P.; Timmins, P. A study of the formation of magnesium stearate film on sodium chloride using energy-dispersive X-ray analysis. Int. J. Pharm. 1988, 42, 89–95. [Google Scholar] [CrossRef]
- Marwaha, S.B.; Rubinstein, M.H. Structure-lubricity evaluation of magnesium stearate. Int. J. Pharm. 1988, 43, 249–255. [Google Scholar] [CrossRef]
- Shah, A.C.; Mlodozeniec, A.R. Mechanism of surface lubrication: Influence of duration of lubricant-excipient mixing on processing characteristics of powders properties of compressed tablets. J. Pharm. Sci. 1977, 66, 1377–1382. [Google Scholar] [CrossRef]
- Portillo, P.M.; Muzzio, F.J.; Ierapetritou, M.G. Characterizing powder mixing processes utilizing compartment models. Int. J. Pharm. 2006, 320, 14–22. [Google Scholar] [CrossRef] [PubMed]
- Siraj, M.S.; Radl, S.; Glasser, B.J.; Khinast, J.G. Effect of blade angle and particle size on powder mixing performance in a rectangular box. Powder Technol. 2011, 211, 100–113. [Google Scholar] [CrossRef]
- Horibe, M.; Sonoda, R.; Watano, S. Scale-Up of lubricant mixing process by using V-Type blender based on discrete element method. Chem. Pharm. Bull. 2018, 66, 548–553. [Google Scholar] [CrossRef] [Green Version]
- Asachi, M.; Nourafkan, E.; Hassanpour, A. A review of current techniques for the evaluation of powder mixing. Adv. Powder Technol. 2018, 29, 1525–1549. [Google Scholar] [CrossRef]
- Barling, D.; Morton, D.A.V.; Hapgood, K. Pharmaceutical dry powder blending and scale-up: Maintaining equivalent mixing conditions using a coloured tracer powder. Powder Technol. 2015, 270, 461–469. [Google Scholar] [CrossRef]
- Ho, R.; Muresan, A.S.; Hebbink, G.A.; Heng, J.Y.Y. Influence of fines on the surface energy heterogeneity of lactose for pulmonary drug delivery. Int. J. Pharm. 2010, 388, 88–94. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bonakdar, T.; Ghadiri, M. Analysis of pin milling of pharmaceutical materials. Int. J. Pharm. 2018, 552, 394–400. [Google Scholar] [CrossRef]
- Jones, M.D.; Price, R. The Influence of fine excipient particles on the performance of carrier-based dry powder inhalation formulations. Pharm. Res. 2006, 23, 1665–1674. [Google Scholar] [CrossRef]
- Majd, F.; Nickerson, T.A. Effect of Alcohols on Lactose Solubility. J. Dairy Sci. 1976, 59, 1025–1032. [Google Scholar] [CrossRef]
- Freeman Technology. Stability & Variable Flow Rate Method. In FT4 Rheometer User Manual; Freeman Technology: Gloucester, UK, 2007. [Google Scholar]
- Madian, A.; Leturia, M.; Ablitzer, C.; Matheron, P.; Bernard-Granger, G.; Saleh, K. Impact of fine particles on the rheological properties of uranium dioxide powders. Nucl. Eng. Technol. 2020, 52, 1714–1723. [Google Scholar] [CrossRef]
- Kurz, H.P.; Munz, G. The influence of particle size distribution on the flow properties of limestone powders. Powder Technol. 1975, 11, 37–40. [Google Scholar] [CrossRef]
- Liu, Y.; Lu, H.; Guo, X.; Gong, X.; Sun, X.; Zhang, Z. The influence of fine particles on bulk and flow behavior of pulverized coal. Powder Technol. 2016, 303, 212–227. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Device | Speed (RPM) | Mixing Time (Minutes) |
|---|---|---|
| Turbula | 72 | 45 |
| TRV25 | 235 | 20 |
| Mechanofusion | 600 | 1 |
| Sieve Size, µm | % Mass | |||||
|---|---|---|---|---|---|---|
| Mechanofusion | ProCepT | Turbula | ||||
| Mean | SD | Mean | SD | Mean | SD | |
| <150 | 0.13 | 0.03 | 0.19 | 0.10 | 0.08 | 0.05 |
| 150–180 | 0.18 | 0.18 | 0.15 | 0.00 | 0.19 | 0.11 |
| 180–200 | 0.62 | 0.33 | 1.11 | 0.24 | 0.41 | 0.15 |
| >200 | 99.06 | 0.29 | 98.55 | 0.29 | 99.32 | 0.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goh, W.P.; Montoya Sanavia, A.; Ghadiri, M. Effect of Mixer Type on Particle Coating by Magnesium Stearate for Friction and Adhesion Modification. Pharmaceutics 2021, 13, 1211. https://doi.org/10.3390/pharmaceutics13081211
Goh WP, Montoya Sanavia A, Ghadiri M. Effect of Mixer Type on Particle Coating by Magnesium Stearate for Friction and Adhesion Modification. Pharmaceutics. 2021; 13(8):1211. https://doi.org/10.3390/pharmaceutics13081211
Chicago/Turabian StyleGoh, Wei Pin, Ana Montoya Sanavia, and Mojtaba Ghadiri. 2021. "Effect of Mixer Type on Particle Coating by Magnesium Stearate for Friction and Adhesion Modification" Pharmaceutics 13, no. 8: 1211. https://doi.org/10.3390/pharmaceutics13081211