3.2.1. Analysis of Variance (ANOVA)
ANOVA was carried out to confirm the significance of the model and the different terms for each response (
Table 5).
For each response, a quadratic model was used, as it fits the data appropriately. As shown in
Table 5, the large F-values of the models imply that the difference between the means is due to real effects, and not to error. Model
p-values were smaller than α = 0.05, indicating that all models are significant. Model terms with
p-values < 0.05 are significant, whereas values greater than 0.10 indicate insignificance. For instance, the three independent variables (laser power, scan speed, and layer thickness) were significant terms in the models of the six responses. However, the significance of interaction and quadratic terms varied, depending on the modelized response. Insignificant terms could be excluded to obtain an improved reduced quadratic model, but this was not performed since it would not allow the study of the interaction between the independent terms. Lack of fit evaluates the fitting efficiency of the model, and is measured from the center points (Runs 10, 12 and 15). For each of the values of height, weight, hardness, disintegration time, and percentage of drug release at 10 min, the lack of fit was not significant (
p-value > 0.05), confirming that the model fits adequately. As for the yield, there was not lack of fit since the triplicates presented the same response (100%). The predicted R
2 was in reasonable agreement with the adjusted R
2 for the four dependent variables: height, weight, disintegration time, and drug release at 10 min. This was not the case for yield and hardness, as the difference between adjusted R
2 and predicted R
2 was greater than 0.2. This was due to the inclusion of non-significant terms in their respective models. Adequate precision measures the signal-to-noise ratio, and since the values for all six models were greater than 4, this implied an adequate signal.
3.2.2. Model Diagnostics
The quadratic models can be represented by equations expressing the empirical relationship between the properties of the printed SOFs (responses Y) and the process parameters (factors A, B, C), as shown in
Table 6. The significant terms are indicated in bold. Depending on the sign of the coefficient, the term would have a positive or a negative effect on the response.
In order to improve the model, a response transform can be recommended by the diagnostic tools in Design-Expert
®, such as the Box-Cox plot. Thus, instead of an equation of the type y =
f (x), the model will be expressed by an equation of the type
f (y) =
f (x), as is the case for disintegration time and percentage of drug release at 10 min. For disintegration time, the difference between the mean values was important (ranging from 9.7 to 997.7 s); therefore, an inverse square root transform was conducted
(
Table 6). However, for the percentage of drug release at 10 min, the difference was not important, as the values of 10 runs were all fluctuating between 90 and 100%. Hence, a power transform of
Y62.21 was used (
Table 6).
The adequacy of the generated models was verified with the residuals vs. run plots (
Figure S3, Supplementary Materials), and the predicted vs. actual values plots (
Figure S4, Supplementary Materials). The residual is the difference between the actual and predicted values for each design point. In the residual vs. run plot for each response (
Figure S3), the values are randomly scattered around the x-axis, indicating that the errors are normally distributed. Furthermore,
Figure S4 shows a good correlation between the actual and predicted values for the six dependent variables. Based on the values of the correlation coefficient (R
2), the responses can be ranked in an increasing order of predictivity as follows: weight > percentage of drug release at 10 min > disintegration time > height > hardness > yield.
3.2.3. Effect of Process Parameters on Printability
Yield was used to quantify printability, and a low value indicated a high number of SOFs printed with defects caused by shrinkage and subsequent curling. Based on the values of the coefficients associated with the individual factors (
Table 6), the yield was significantly and positively influenced by laser power (
LP) and layer thickness (
LT), while scan speed (
SS) presented a significant negative effect on the response.
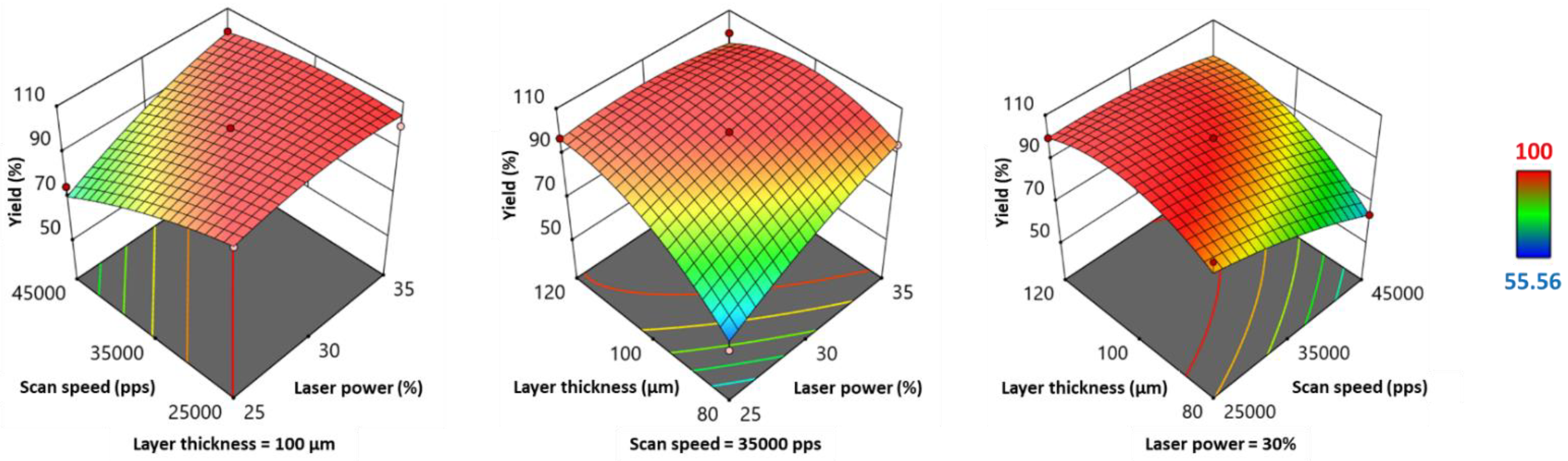
Figure 3 represents the 3D response surface plots for the yield. These plots help to evaluate the interaction of two parameters while a third one is set as a constant. It should be noted that a decrease in
LP affects the yield more at high
SS (45000 pps) than at low
SS (25000 pps), demonstrating a negative influence of the interaction
LP*SS on the yield. In addition, low
LT and high SS show a synergistic negative effect on printability.
Figure 3 also shows an important decrease in the yield when low
LP and low
LT are combined. However,
LP*LT was the only significant interaction, as shown in
Table 6. The square of
LT also showed a significant negative effect on the yield.
Variations of printing yield can be explained by the effect of process parameters on curling. Similar to these observations, Wang et al. [
39] reported an increase in shrinkage with increasing scan speed, but a decrease with increasing layer thickness, laser power, and powder bed temperature. However, during preliminary tests, it was observed that increasing
LP and/or decreasing
SS excessively can also affect printability, and the resulting printed SOFs were curled and yellow, suggesting degradation. These variations caused an increase in energy density and maximize the thermal gradient between the sintered region and the unsintered powder, inducing curling [
38].
Furthermore, the influence of layer thickness on printability was not only reliant on shrinkage. In order to understand this, it is elementary to define layer thickness. This parameter as input in the software (theoretical value) corresponds to the height of the powder layer deposited on the powder bed, and is different from the height of the sintered layer (experimental value), which depends on the material used and the parameters applied. According to the literature, it should be higher than the particle size (D90: diameter where 90% of the particles distribution has a smaller particle size) [
41], and lower than the laser penetration characterized by the optical penetration depth (OPD) [
42]. This implies that the powder layer must be thick enough so that the particles are not abraded when the blade comes to deposit a new layer, but also thin enough so that the laser can penetrate and bind two subsequent layers. In this study, a decrease in layer thickness
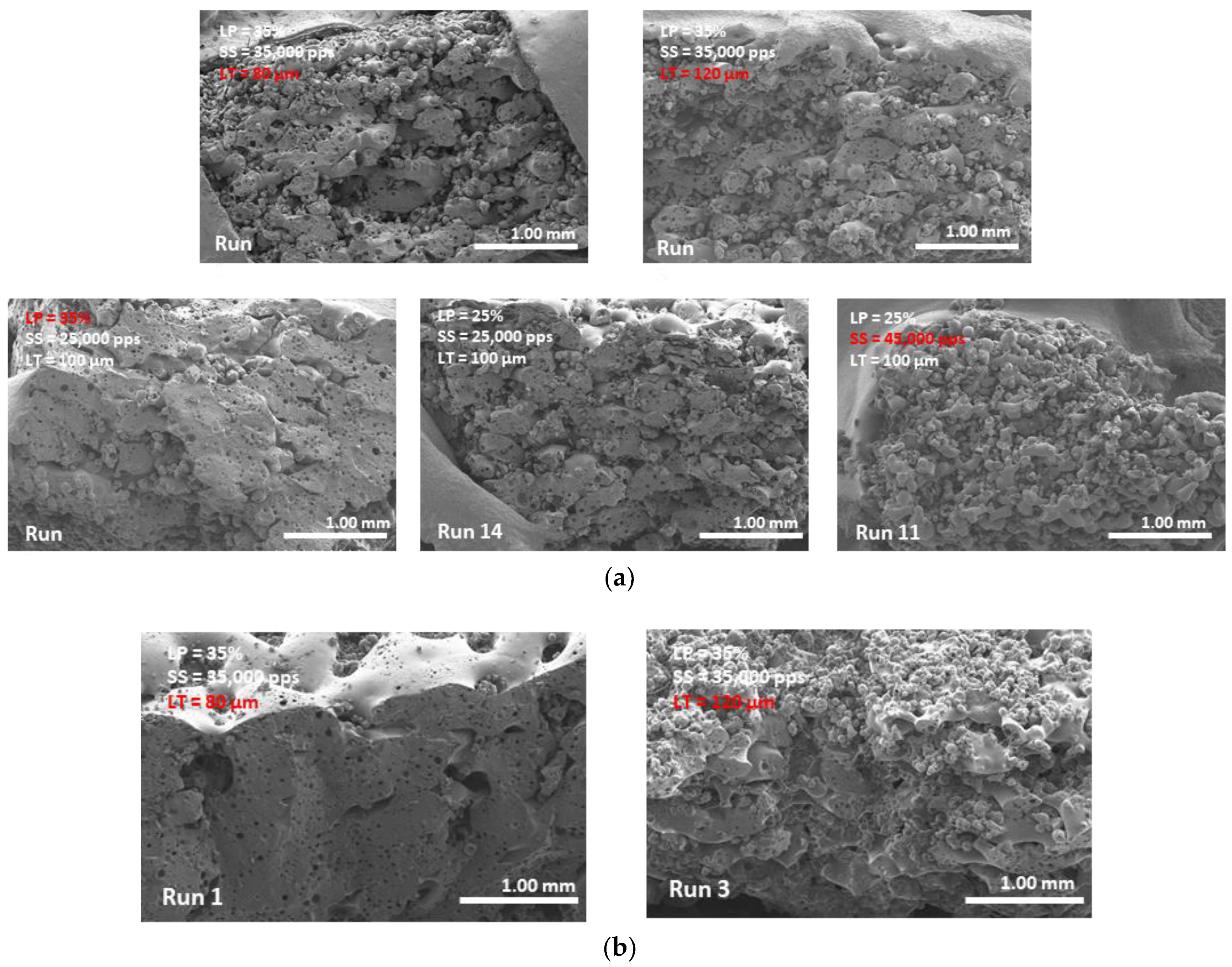
(LT = 80 µm) reduced the printing yield not only by curling but also by abrasion of the sintered layers, especially when other favorable factors of curling, such as low laser power (Run 9) or high scan speed (Run 13) (
Table 4), were present.
Figure 4 schematizes the abrasion and the dragging of curled layers by the recoater blade when a new powder layer is deposited.
On the other hand, increasing the layer thickness value to any limit will not improve yield. During preliminary trials, when layer thickness was set to 160 µm (≈D90) [
34], the printed SOFs were very fragile, and crumbled when handled. This could be due to an OPD lower than the layer thickness, and therefore insufficient to bind two successive layers. Thus, a maximum value of 120 µm was selected to evaluate the influence of the layer thickness.
It is interesting to note that the printing yield was not a binary response (0%: failed printing for all the programmed SOFs, 100%: successful printing for all the programmed SOFs). For instance, in non-optimal process conditions (in terms of printability), more than 50% the SOFs were still printed with no defects. This demonstrates heterogenous sinterability in the printing bed. An even temperature distribution in commercial machines can exist, with the peripheral areas being cooler than the center of the printing bed [
35]. However, the other process parameters may also have a different effect depending on the position of SOF in the printing bed.
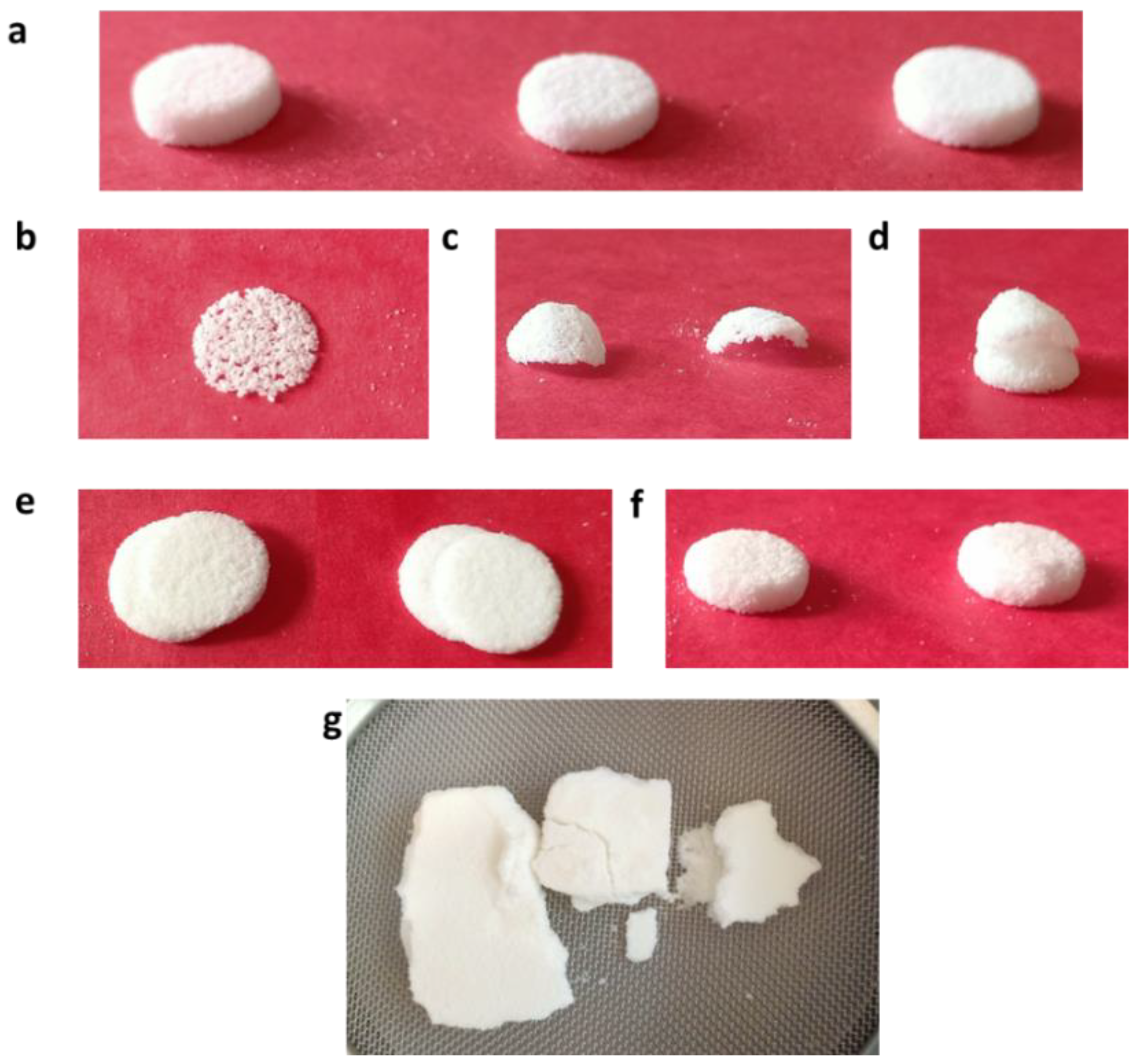
Printability is an important aspect in SLS that is often neglected in other studies. It provides information on how raw material and printers can be optimized to improve processing. Esthetic defects that may be present in SOFs (
Figure 2) could weaken their acceptability by patients, and impact treatment compliance [
43], which would go against the paradigm defended by 3D printing “personalized medicine”. Therefore, printability seems to be a necessary condition prior to the modulation of the SOF’s properties.
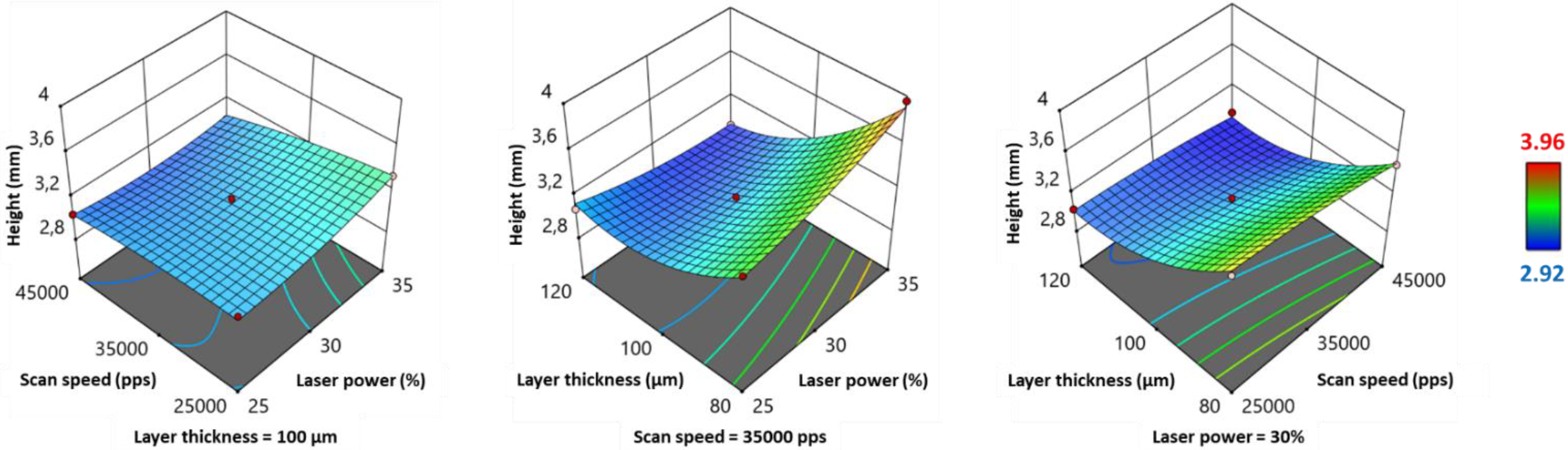
3.2.4. Effect of Process Parameters on Height
According to the model Equation (
Table 6), the laser power (
LP) had a significant positive effect on the height of the printed SOFs, and the layer thickness (
LT) showed a significant negative effect. On the other hand, scan speed (
SS) exhibited a significant but weak positive influence (low value of the coefficient). Furthermore, the
LP*SS and
LP*LT interactions had a negative effect on the height, which was also visible in the 3D response surface plots (
Figure 5), as the maximum values were situated in the right corner. The
SS*LT interaction presented a minimal influence (coefficient = 9 × 10
−8), as the height increased incrementally in layer thickness, independently of the value of scan speed (
Figure 5). In terms of significance (
Table 6), only the
LP*LT interaction was significant (
p < 0.05). Moreover, the quadratic term
LT2 demonstrated a significant positive effect on the height (
Table 6).
Height appears to be mainly influenced by two physical phenomena: laser penetrance, and shrinkage. Laser penetrance is more profound at high energy densities [
42], resulting in an excessive growth along the z-axis, called
bonus z [
35]. This explains the increase in height of SOFs when the laser power is increased, or the scan speed and layer thickness are reduced. On the other hand, shrinkage can occur when the polymer cools down at the end of printing, or even during the delay time while a new layer is deposited on top of the previously sintered layer. The importance of shrinkage at low laser power and fast scan speed [
39] could explain the smaller dimensions of the printed SOFs under these conditions. As for the considerable decrease in height when switching the layer thickness from 80 to 120 µm (
Figure 5), this can be explained by the reduction of the number of sintered layers, thus the number of deposited particles. The number of sintered layers depends on the layer thickness input in the slicer: 30, 24, or 20 layers, depending on whether
LT is 80, 100, or 120 µm. Some particles are larger than the layer thickness (D90 > 80 µm), and stacking them in 30 layers, compared to 20 layers, could widely enlarge the tablets. Although height values varied from 2.92 to 3.96 mm (
Table 4), all of them were greater than the design input value (2.40 mm). The height is directly related to the thickness of the sintered layer, which depends on the material and process parameters. For example, it has previously been demonstrated that powder with low packing density rises the OPD [
44], and this can constitute an explanation for the relatively higher SOFs obtained with copovidone [
34]. For all printing runs, the average sintered layer thickness (ASLT) was calculated as follows:
Table S1 (Supplementary Materials) shows that, for all printing runs, the average sintered layer thickness exceeded the corresponding input value. The ASLT increased with the
LT value: ASLT = 116.3–131.9 µm for
LT = 80 µm vs. ASLT = 146.1–153.6 µm for
LT = 120 µm. The variation of ASLT between different runs, despite a constant
LT, also proves that other process parameters such as
LP and
SS have an influence by affecting OPD and shrinkage. A reduction of
LT could help to achieve the desired height for the designed SOF, but it would affect printability greatly, as explained above. Therefore, the only remaining option to obtain SOFs with a target height appears to reduce the value in the design before printing.
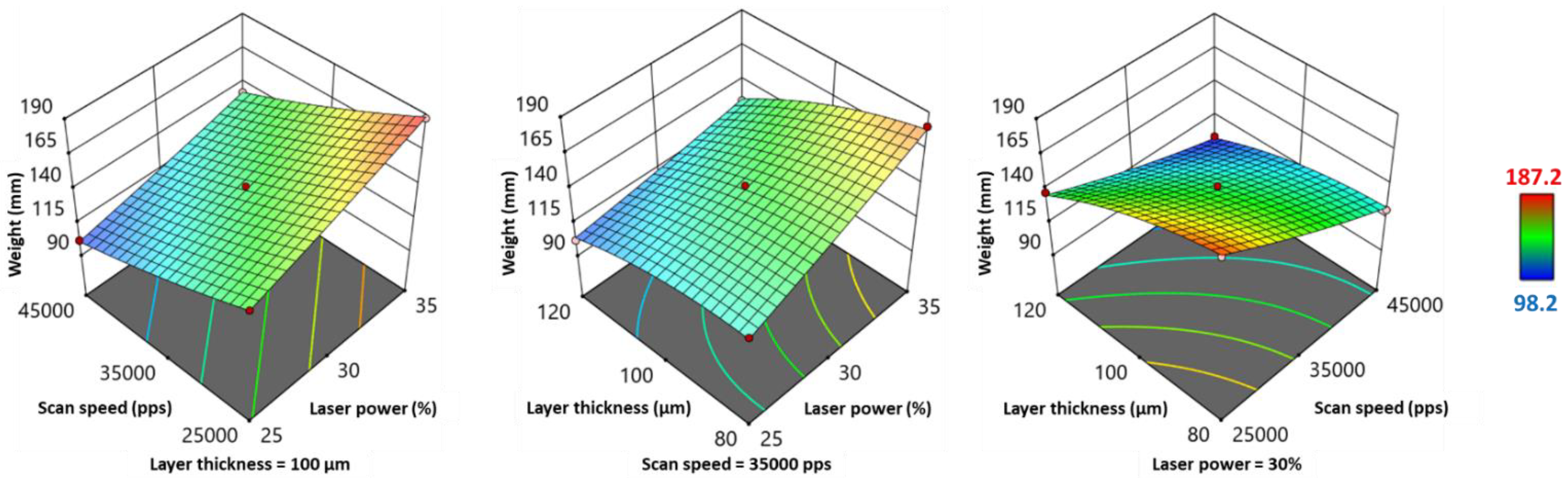
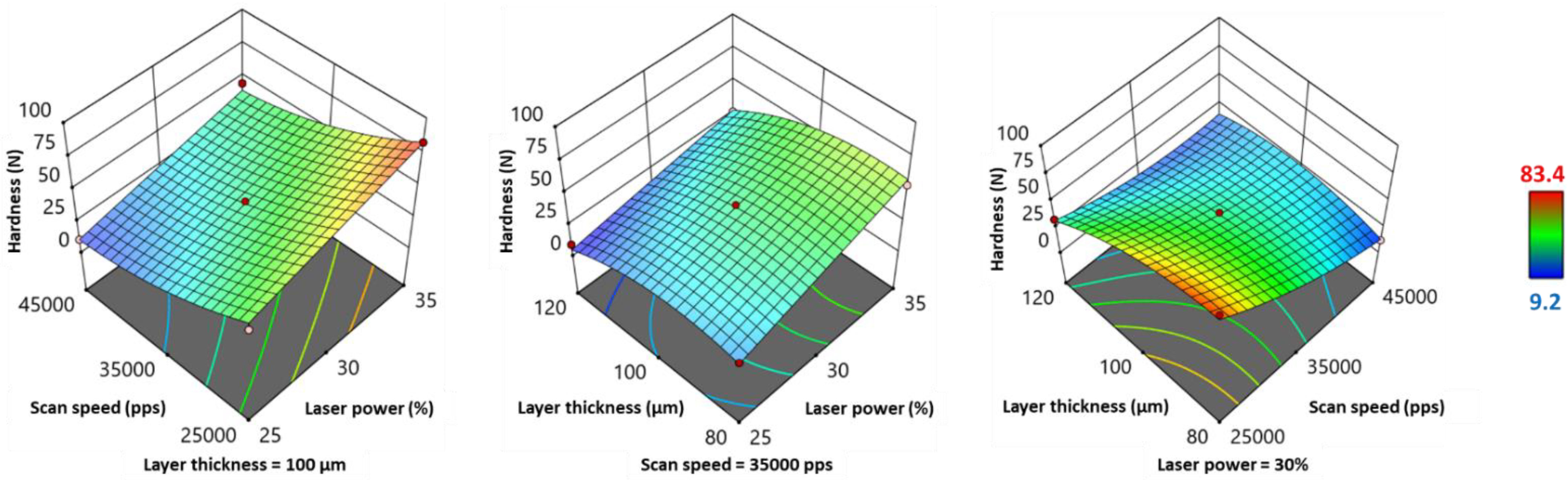
3.2.5. Effect of Process Parameters on Weight, Hardness, Disintegration Time and Percentage of Drug Release at 10 min
The weight and hardness of the printed SOFs presented similar variations based on their quadratic model equations (
Table 6) and 3D response surface plots (
Figure 6 and
Figure 7). Scan speed (
SS) demonstrated a significant negative effect on both responses, whereas laser power (
LP) and layer thickness (
LT) exhibited a significant positive effect (
Table 6). Regarding the factors’ interactions,
LP*SS and
LP*LT displayed a negative influence on weight and hardness, as their values (
Figure 6 and
Figure 7) were the highest at the right hand corner (high
LP and low SS, high
LP and low
LT).
SS*LT showed a positive influence on both responses, and the highest values were situated at the bottom corner (low
SS and low
LT). Regarding weight,
LP*LT and
SS*LT had a significant effect, whereas for hardness, only the effect of
SS*LT was significant (
p < 0.05) (
Table 6). As for quadratic terms,
LT2 exhibited a significant negative effect on both responses, and
SS2 had a significant positive effect only on hardness.
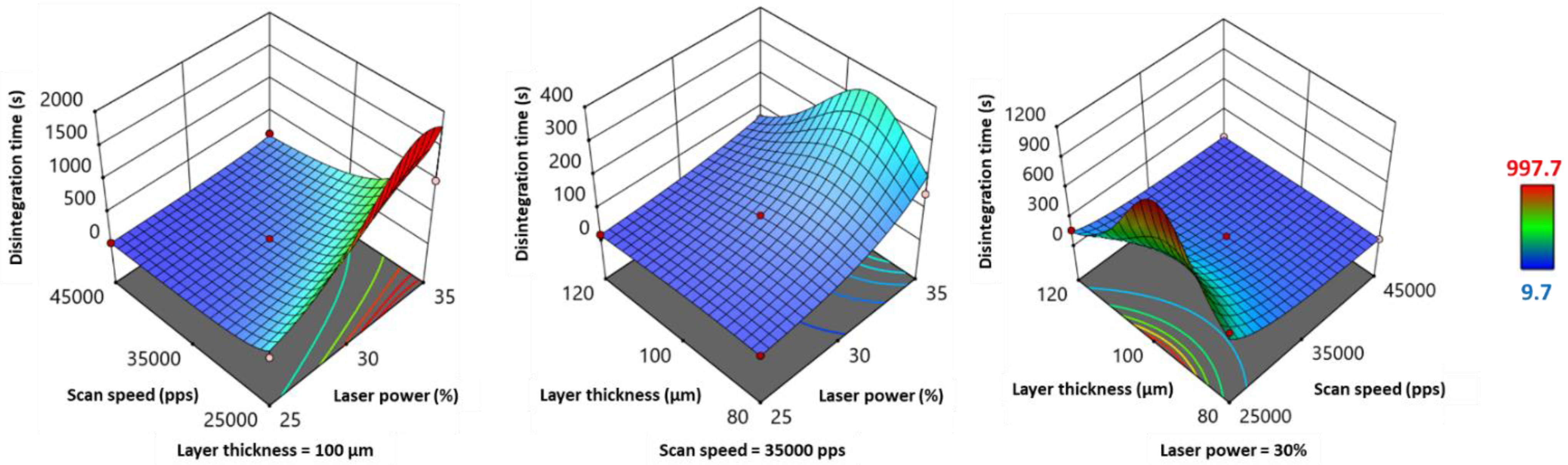
The variations of disintegration time showed similar tendencies to those of weight and hardness (
Figure 8). However, the response transform
showed opposite tendencies (
Table 6), as it was inversely proportional to the initial Y
5 response. Therefore, laser power and layer thickness exhibited a significant negative effect, and inversely, scan speed presented a significant positive effect. From
Figure 8, it can be observed that Y
5 values jumped at high
LP (35%) and low
SS (25,000 pps), and this interaction effect was significant (
Table 6). Regarding the other factors interactions, disintegration time was maximal for the following combinations: high
LP and
LT ≈ 105 µm, and low
SS and
LT ≈ 100 µm (
Figure 8). However, the effect of these two interactions was not significant (
Table 6). Furthermore,
LT2 showed a significant positive effect on disintegration time (response transform).
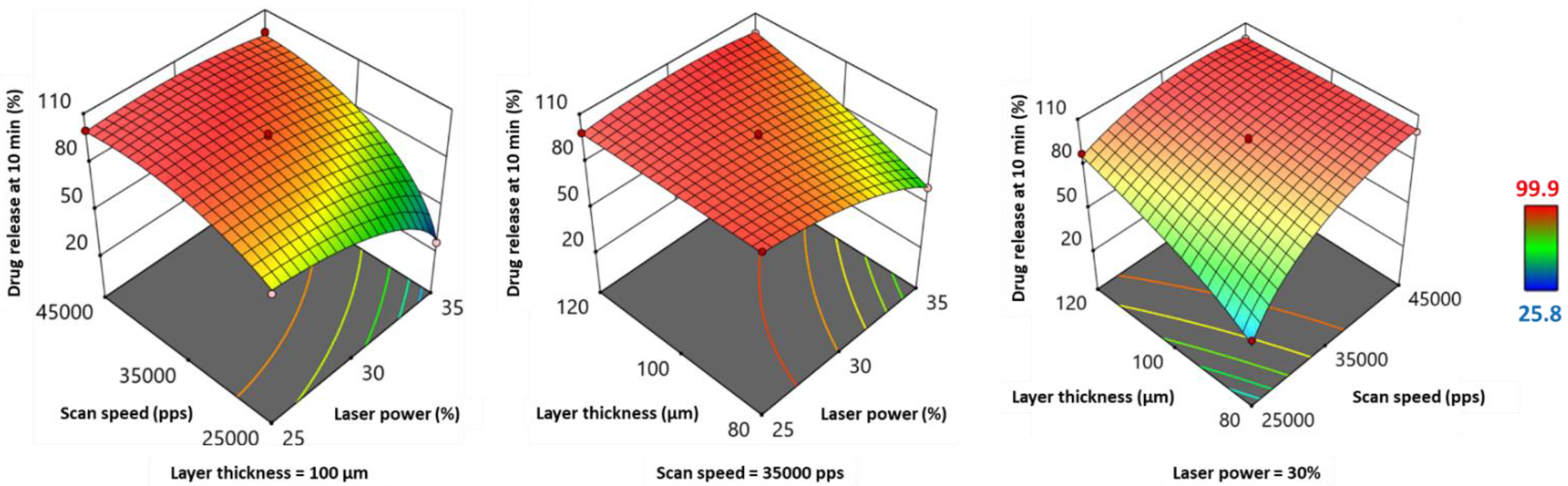
Concerning the percentage of drug release at 10 min (Y
6) and its transform Y
62.21, they displayed opposite variations to weight, hardness, and disintegration time, but similar variations to the response transform
(
Table 6 and
Figure 9). Indeed, the response transform was significantly positively influenced by scan speed, but laser power and layer thickness presented a significant negative effect (
Table 6). All three factors’ interactions exhibited a significant influence on drug release, positive for
LP*SS and
LP*LT, and negative for
SS*LT (
Table 6).
Figure 9 shows that, while the percentage of drug release at 10 min was usually around 90–100%, it declined at these following parameters combinations: high
LP and low SS; high
LP and low
LT; and low
SS and low
LT. Moreover, quadratic terms
LP2 and
SS2 demonstrated a significant negative impact on drug release.
The evolution of weight, hardness, disintegration time, and percentage of drug release at 10 min as a function of laser power (
LP), scan speed (
SS), and layer thickness (
LT) is a consequence of variations in energy density (ED). According to the empirical equation, an increase in
LP, a slow SS, and a low
LT contribute to an increase in ED. Unlike previously used printers for SLS of SOFs, such as Sintratec
® Kit [
15], the Sharebot
® SnowWhite SLS printer offers the possibility of controlling the power of the CO
2 laser, thus the amount of energy transmitted by unit time. Furthermore, lowering the scan speed increases the contact time between the powder bed and the laser beam, resulting in high ED. As for the layer thickness, a low value will allow the laser beam to penetrate further, and strongly fuse the particles of two subsequent layers. A low ED would generate less dense SOFs with low weight values. Porous SOFs would break easily, and present low hardness. Porosity is also determinant for disintegration, as pores condition the penetration of the medium. Consequently, porous SOFs would exhibit a low disintegration time. Concerning the drug release, it would be accelerated, as rapid disintegration would permit the polymer to erode rapidly and the drug to dissolve faster. Therefore, a high percentage of drug release would be obtained after 10 min. This explains the results exposed above. For instance, during the printing conditions of Run 14 (
LP = 25%,
SS = 25,000 pps and
LT = 100 µm), the mean values of the dependent variables were: Y
3 = 143.9 mg, Y
4 = 44.4 N, Y
5 = 152 s and Y
6 = 76.8%. By increasing
LP (25% to 35%) while maintaining the other independent variables as constant, the weight, hardness, and disintegration time increased significantly, while the percentage of drug release at 10 min declined (Run 7: Y
3 = 187.2 mg, Y
4 = 82.6 N, Y
5 = 997.7 s and Y
6 = 25.8%). However, by switching the value of
SS from 25000 to 45000 pps while setting the other parameters as constant, inverse tendencies were observed (Run 11: Y
3 = 101.7 mg, Y
4 = 10.6 N, Y
5 = 9.7 s and Y
6 = 99.9%). This relationship between the four responses was also demonstrated by the work of Mohamed et al. [
31].
Furthermore, low layer thickness (80 µm) increases the energy density, which would result in better densification and reduced porosity. However, higher disintegration time was observed at
LT = 100 µm, and not at
LT = 80 µm as expected (
Figure 8). This could be explained by the abrasion that occurs at low
LT (
Figure 4) that can affect the internal structure and accelerate the disintegration of the printed SOFs, especially at low
LP (Run 9) or high
SS (Run 13).
In addition, layer thickness as a term exhibited a positive effect on weight, hardness, disintegration time, and a negative influence on drug release at 10 min. This does not imply that increasing
LT augments Y
3, Y
4, and Y
5, and decreases Y
6, as this would contradict the energy density theory. Models cannot be interpreted by the individual factors alone, since their variations depend on all the terms, especially the significant ones [
40]. This explains the interest of using response surface graphs, as they provide a more visual assessment of the evolution of the responses as a function of the factors.
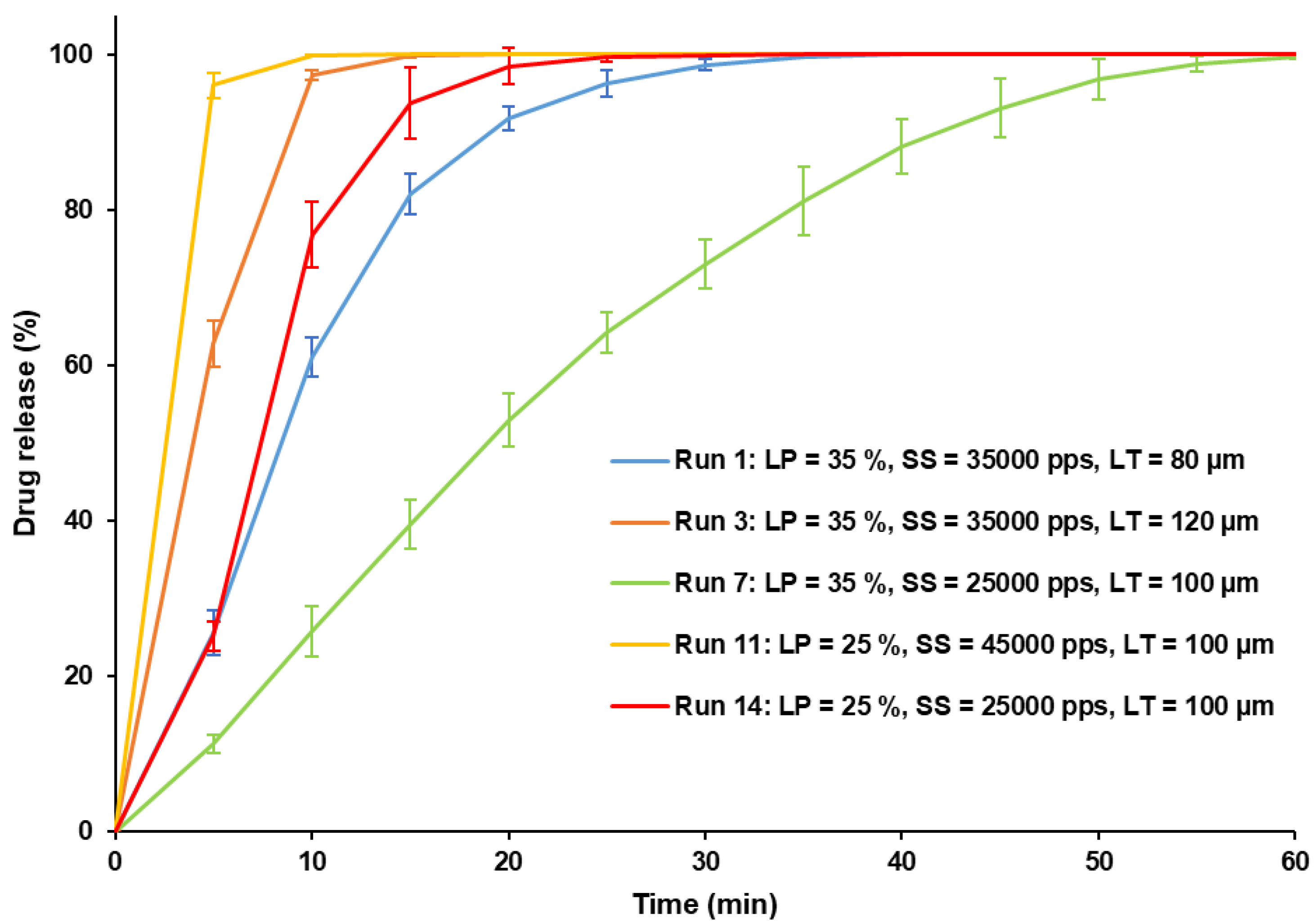
Figure 10 displays the dissolution profiles of the printed SOFs under different conditions (Runs 1, 3, 7, 11 and 14). By comparing Run 1 and Run 3, it can be observed that increasing the layer thickness accelerated the drug release. A comparison of Run 14 and Run 11 shows that an increase of the scan speed also promoted quicker dissolution. Finally, a more prolonged drug release was obtained when the laser power was increased (from Run 14 to Run 7). These observations confirm the effect of process parameters on drug release by controlling sintering intensity. It is interesting to note that, without modifying the composition of the formulation and only by changing the settings, SLS allows for a switch from a flash release (100% of drug release within 10 min for Run 11) to a slow release (drug release completed after 1 h for Run 7).
Modeling of dissolution profiles was performed in order to determine which mathematical model best fits the drug release kinetics. Based on the values of RMSE, the Weibull model describes most appropriately the kinetics of drug release for the SOFs printed at each run. This suggests that the drug release kinetics is maintained for a formulation, regardless of the applied SLS parameters. The Equation (6) represents the Weibull function [
45]:
where
Q(
t) is the percentage of drug released at time
t, and
a,
b are constants.
Table S2 (Supplementary Materials) presents for each printing run the kinetic parameters (
a and
b) of the Weibull equation, as well as the corresponding RMSE. For the 15 runs, a value of
b > 1 was found, indicating a sigmoid curve (
Figure 10). According to Papadopoulou et al. [
46], when
b > 1, the mechanism of drug release is complex. Further investigation will need to be conducted in order to elucidate the drug release mechanism, and link it to the porosity of the SOFs.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}