Novel Cleaning-in-Place Strategies for Pharmaceutical Hot Melt Extrusion

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
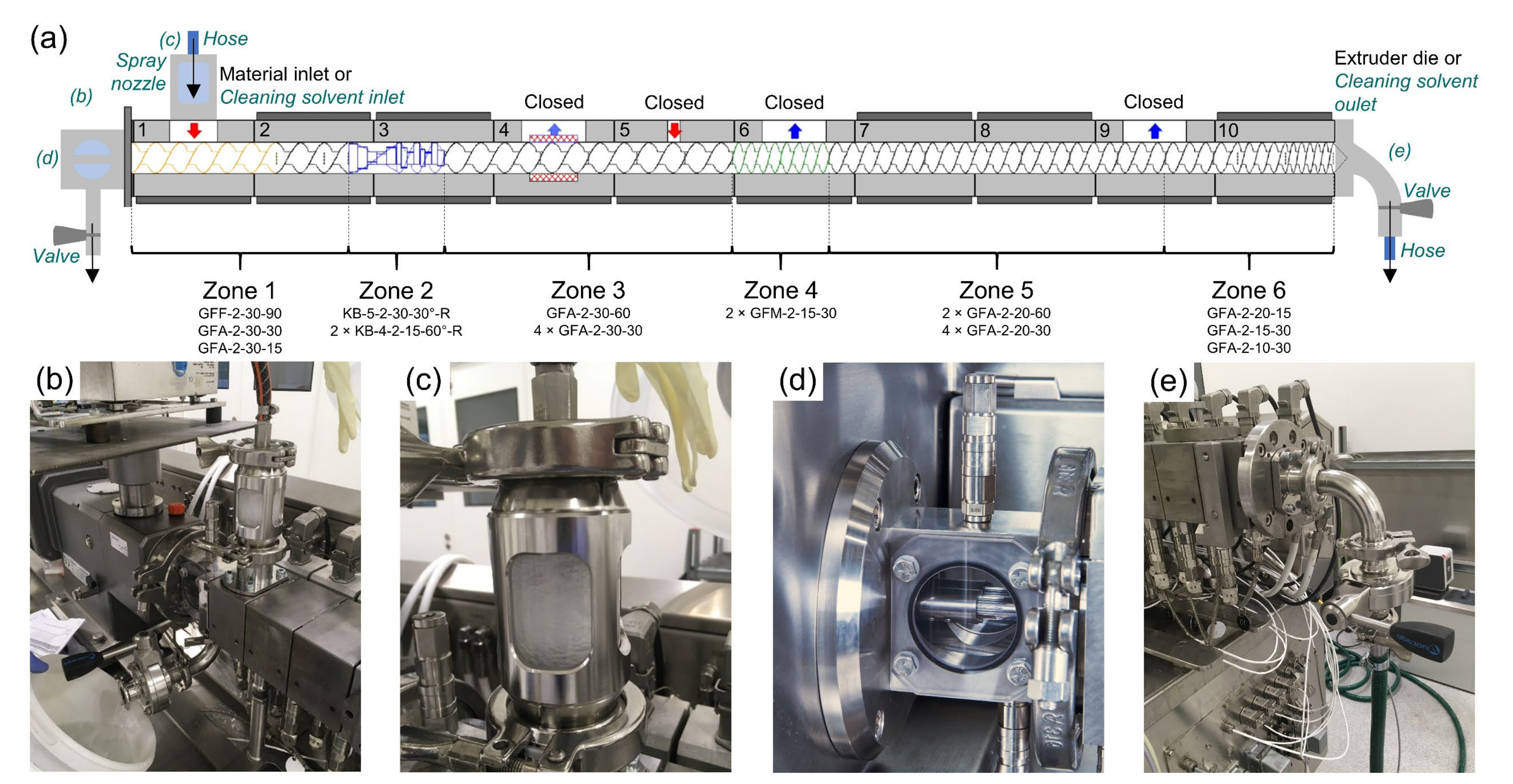
2.2. Processing
2.2.1. Polymer-API Extrusion
2.2.2. Polymer-Based Cleaning
2.2.3. Solvent-Based Cleaning
2.3. UV–Vis Inline API Determination
2.4. Rinse Tests
2.5. Swab Tests
2.6. HPLC Analysis
3. Results
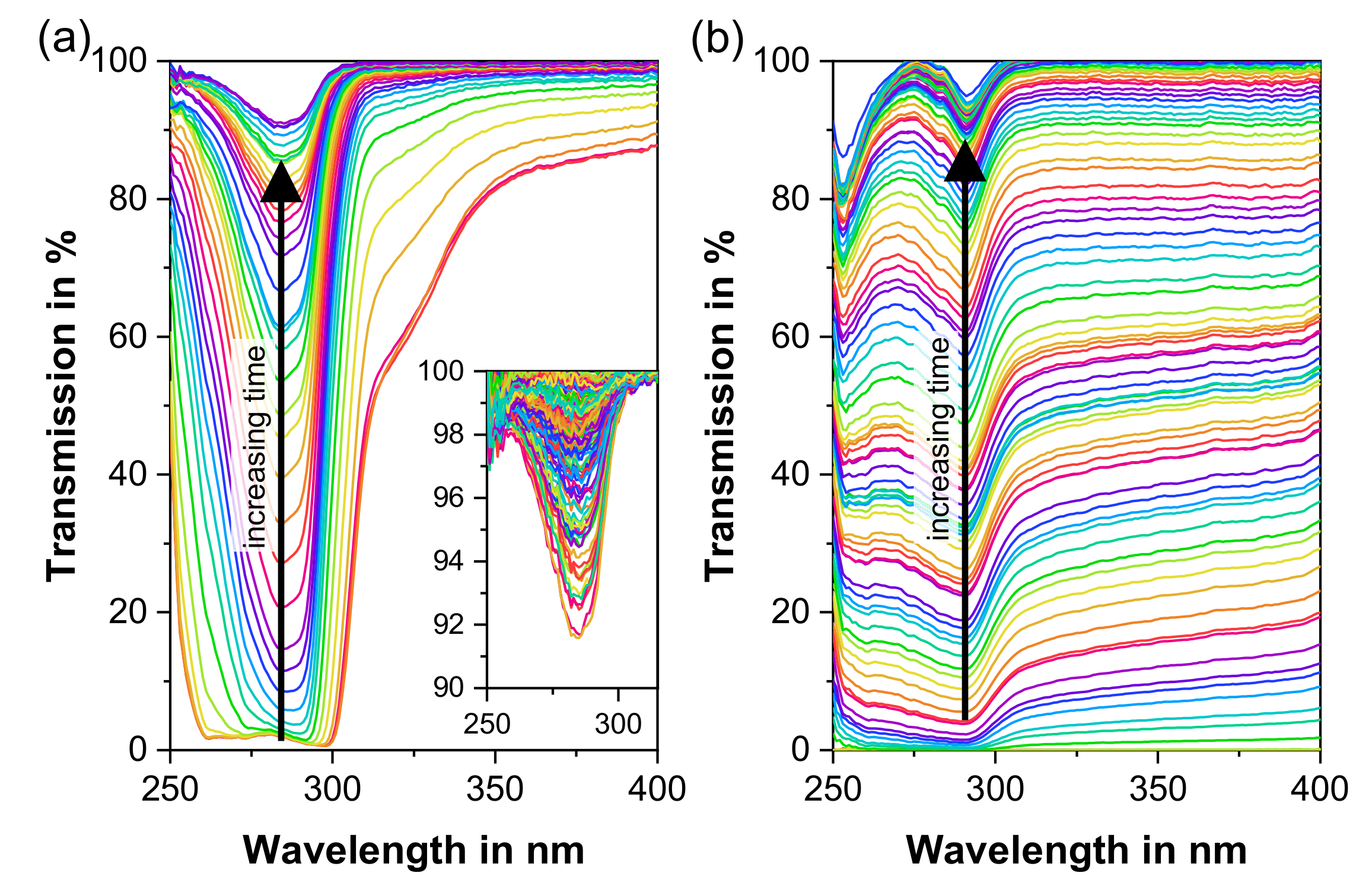
3.1. Inline Monitoring of the API Content
3.2. Polymer-Based Cleaning Investigation
3.2.1. Rinse Test Results
3.2.2. Swab Test Results
3.3. Solvent-Based Cleaning Investigation
3.3.1. Rinse Test Results
3.3.2. Swab Test Results
3.3.3. Concluding Recommendations
4. Conclusions
- After the first step of polymer-based cleaning, during which only the excipient is extruded, the API loss as a function of extrusion time was determined for the first time by means of inline UV–Vis spectroscopy. Very low API concentrations of down to 0.005 wt.-% were determined for the hormone E2. It was established that regardless of the formulation, already after 4 min of pure excipient extrusion the API concentration in the extrudates was below LOD.
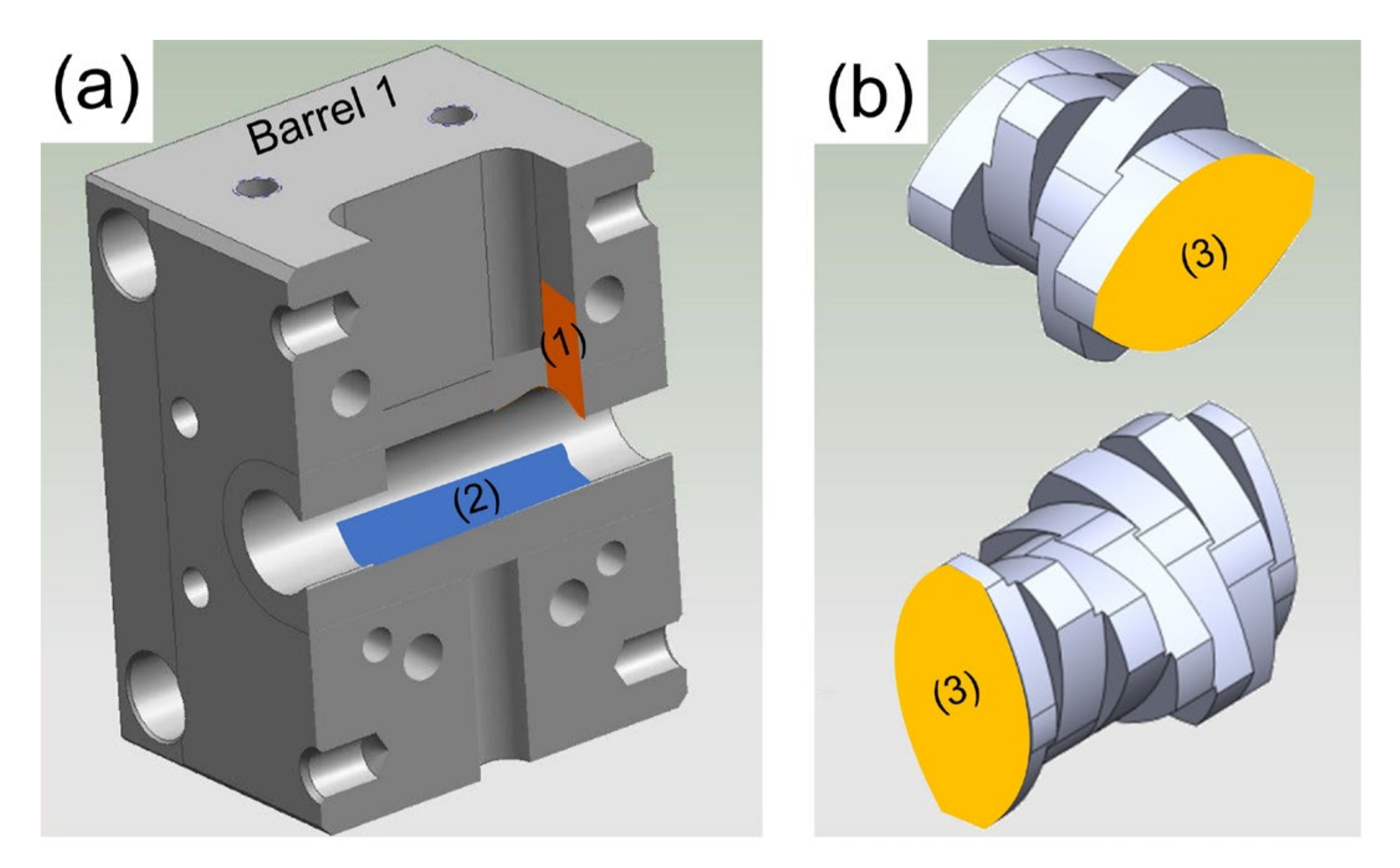
- To obtain equipment without API residue, the polymer-based cleaning sequence additionally featured the extrusion of a cleaning polymer optimised for pharmaceutical HME purposes. This cleaning polymer effectively cleaned the extruder screws of any API as soon as the polymer was molten. However, the first screw and the barrel zone were highly contaminated, particularly in the case of formulations with higher API loadings, since the pulverulent cleaning polymer could not remove the API powder residue. Therefore, special care needs to be taken during the screw removal in order not to contaminate the barrel channel. Additionally, dead spots in the barrels, i.e., the barrel openings for side-feeding or de-gassing, were found to be contaminated due to the lack of flow circulation.
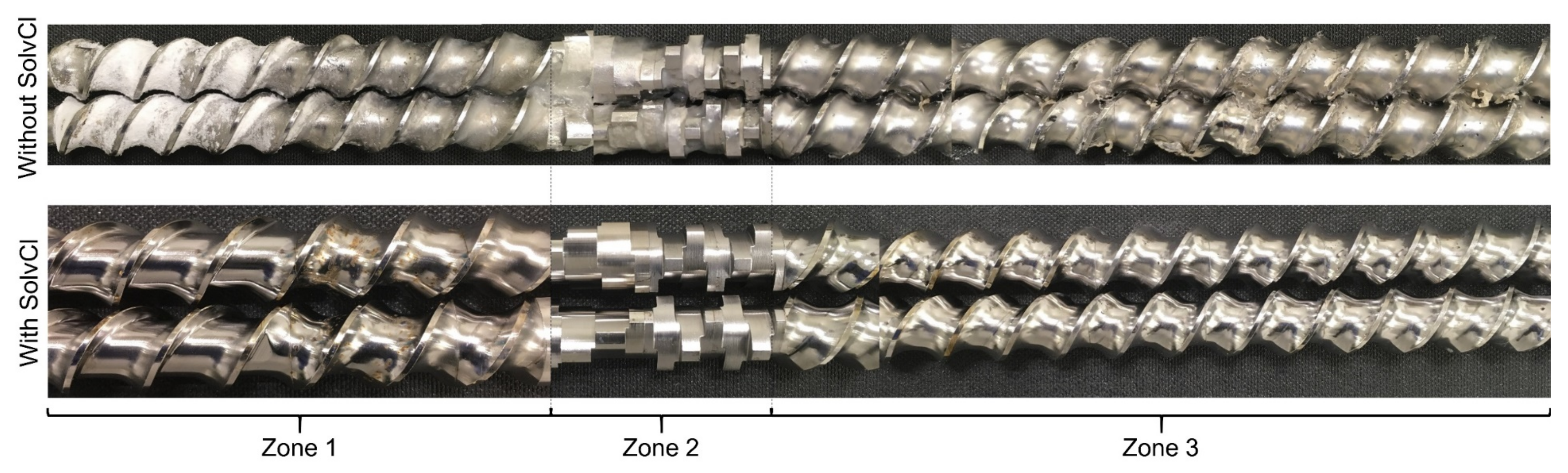
- An attempt to remove an identified API contamination was undertaken by applying a novel solvent-based cleaning sequence in addition to the polymer-based cleaning step. Using special equipment, solvents were introduced into the extruder barrel via spray nozzles, while the extruder operated in a normal manner, i.e., with heated barrels and rotating screws. By using solvents that dissolve both the API and the remaining polymer, the extruder barrels and all zones of the previously highly contaminated screws were effectively cleaned in-situ in a fast and facile way. The API accumulations in the dead spots of the barrel openings could not be cleaned properly, which can be counteracted by applying spray nozzles to each barrel opening. However, the solvent-based cleaning approach introduced one issue: Due to its low viscosity, the solvent is more likely to enter gaps in the system, such as in between the adjacent screw elements of one screw. Special care needs to be taken when employing intensively used screw elements, since an API penetration through gaps is likely to be larger than in new systems due to the presence of surface scratches. This issue can be addressed by keeping the screws in rotation during the solvent immersion or using more hydrophobic screw surfaces.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Food and Drug Administration. FDA Guide to Inspections of Validation of Cleaning Processes; FDA: Washinton, DC, USA, 1993. [Google Scholar]
- European Comission. European Comission EudraLex EU Guidelines for Good Manufacturing Practice for Medicinal Products for Human and Veterinary Use, Annex 15: Qualification and Validation. Eudralex Rules Gov. Med. Prod. Eur. Unionralex Vol. 4 2015, 4, 1–16. [Google Scholar]
- Gerber, M.; Perona, D.; Ray, L. Equipment cleaning in clinical trial material manufacturing and packaging. Pharm. Eng. 2005, 25, 46–54. [Google Scholar]
- Prabu, S.L.; Suriyaprakash, T.N.K. Cleaning validation and its importance in pharmaceutical industry. Pharma Times 2010, 42, 21–25. [Google Scholar]
- Yang, P.; Burson, K.; Feder, D.; Macdonald, F. Method development of swab sampling for cleaning validation of a residual active pharmaceutical ingredient. Pharm. Technol. 2005, 29, 84–94. [Google Scholar]
- Mirza, T.; Lunn, M.J.; Keeley, F.J.; George, R.C.; Bodenmiller, J.R. Cleaning level acceptance criteria and a high pressure liquid chromatography procedure for the assay of Meclizine Hydrochloride residue in swabs collected from pharmaceutical manufacturing equipment surfaces. J. Pharm. Biomed. Anal. 1999, 19, 747–756. [Google Scholar] [CrossRef]
- Liu, L.; Pack, B.W. Cleaning verification assays for highly potent compounds by high performance liquid chromatography mass spectrometry: Strategy, validation, and long-term performance. J. Pharm. Biomed. Anal. 2007, 43, 1206–1212. [Google Scholar] [CrossRef]
- Food and Drug Administration. FDA Guidance for Industry, Process Validation: General Principles and Practices; FDA: Washinton, DC, USA, 2011. [Google Scholar]
- Jones, I.; Cullen, P.J.; Greene, A. Using PAT to support the transition from cleaning process validation to continued cleaning process verification. J. Valid. Technol. 2012, 18, 50–56. [Google Scholar]
- Bader, K.; Hyde, J.; Watler, P.; Lane, A. Online total organic carbon (TOC) as a process analytical technology for cleaning validation risk management. Pharm. Eng. 2009, 29, 8–20. [Google Scholar]
- Debono, R.; Stefanou, S.; Davis, M.; Walia, G. Using ion mobility spectrometry for cleaning verification in pharmaceutical manufacturing. Pharm. Technol. 2002, 26, 72–78. [Google Scholar]
- Qin, C.; Granger, A.; Papov, V.; McCaffrey, J.; Norwood, D.L. Quantitative determination of residual active pharmaceutical ingredients and intermediates on equipment surfaces by ion mobility spectrometry. J. Pharm. Biomed. Anal. 2010, 51, 107–113. [Google Scholar] [CrossRef]
- Strege, M.A. Spectrometry. 2009, 81, 4576–4580. Anal. Chem. 2009, 81, 4576–4580. [Google Scholar] [CrossRef] [PubMed]
- O’Donnell, R.M.; Sun, X.; Harrington, P.D.B. Pharmaceutical applications of ion mobility spectrometry. TrAC Trends Anal. Chem. 2008, 27, 44–53. [Google Scholar] [CrossRef]
- Jain, S.; Heiser, A.; Venter, A.R. Spray desorption collection: An alternative to swabbing for pharmaceutical cleaning validation. Analyst 2011, 136, 1298–1301. [Google Scholar] [CrossRef] [PubMed]
- Soparawalla, S.; Salazar, G.A.; Perry, R.H.; Nicholas, M.; Cooks, R.G. Pharmaceutical cleaning validation using non-proximate large-area desorption electrospray ionization mass spectrometry. Rapid Commun. Mass Spectrom. 2009, 23, 131–137. [Google Scholar] [CrossRef]
- Peles, D.N.; Ely, K.J.; Crowder, T.M.; Ponstingl, M. Rapid at-line pharmaceutical cleaning verification using a novel light induced fluorescence (LIF) sensor. J. Pharm. Biomed. Anal. 2013, 72, 1–7. [Google Scholar] [CrossRef]
- Alvarez-Jubete, L.; Mishra, J.; Jones, I.; Cullen, P.J.; Sullivan, C. Feasibility of near infrared chemical imaging for pharmaceutical cleaning verification. J. Near Infrared Spectrosc. 2013, 21, 173–182. [Google Scholar] [CrossRef]
- Simões, M.F.; Pinto, R.M.A.; Simões, S. Hot-melt extrusion in the pharmaceutical industry: Toward filing a new drug application. Drug Discov. Today 2019, 24, 1749–1768. [Google Scholar] [CrossRef]
- Repka, M.A.; Bandari, S.; Kallakunta, V.R.; Vo, A.Q.; McFall, H.; Pimparade, M.B.; Bhagurkar, A.M. Melt extrusion with poorly soluble drugs—An integrated review. Int. J. Pharm. 2018, 535, 68–85. [Google Scholar] [CrossRef]
- Thakkar, R.; Thakkar, R.; Pillai, A.; Ashour, E.A.; Repka, M.A. Systematic screening of pharmaceutical polymers for hot melt extrusion processing: A comprehensive review. Int. J. Pharm. 2020, 576, 118989. [Google Scholar] [CrossRef]
- Kolter, K.; Karl, M.; Gryczke, A. Hot-Melt Extrusion with BASF Pharma Polymers, 2nd ed.; BASF: Ludwigshafen, Germany, 2012; ISBN 9783000394157. [Google Scholar]
- Komarmi, J. Purging compounds reduce machine downtime and increase productivity for compounders. Plast. Addit. Compd. 2002, 4, 14–16. [Google Scholar] [CrossRef]
- Maurya, S.; Goyal, D.; Verma, C. Cleaning method validation in pharmaceutical industry: An overview. Pharma Times 2016, 48, 10–15. [Google Scholar]
- Novak, W. Get Better at Swapping Out Your Twin-Screw Elements. Available online: https://www.ptonline.com/articles/get-better-at-swapping-out-your-twin-screw-elements (accessed on 3 March 2020).
- Wesholowski, J.; Berghaus, A.; Thommes, M. Inline determination of residence time distribution in hot-melt-extrusion. Pharmaceutics 2018, 10, 49. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wesholowski, J.; Prill, S.; Berghaus, A.; Thommes, M. Inline UV/Vis spectroscopy as PAT tool for hot-melt extrusion. Drug Deliv. Transl. Res. 2018, 8, 1595–1603. [Google Scholar] [CrossRef] [PubMed]
- Wesholowski, J.; Berghaus, A.; Thommes, M. Investigations concerning the residence time distribution of twin-screw-extrusion processes as indicator for inherent mixing. Pharmaceutics 2018, 10, 207. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schlindwein, W.; Bezerra, M.; Almeida, J.; Berghaus, A.; Owen, M.; Muirhead, G. In-line uv–vis spectroscopy as a fast-working process analytical technology (Pat) during early phase product development using hot melt extrusion (hme). Pharmaceutics 2018, 10, 166. [Google Scholar] [CrossRef] [Green Version]
- Almeida, J.; Bezerra, M.; Markl, D.; Berghaus, A.; Borman, P.; Schlindwein, W. Development and validation of an in-line API quantification method using AQbD principles based on UV–vis spectroscopy to monitor and optimise continuous hot melt extrusion process. Pharmaceutics 2020, 12, 150. [Google Scholar] [CrossRef] [Green Version]
- Augsburger, L.L.; Hoag, S.W. Pharmaceutical Dosage Forms: Tablets, 3rd ed.; Augsburger, L.L., Hoag, S.W., Eds.; CRC Press, Taylor & Francis Group, LLC: Boca Raton, FL, USA, 2016; ISBN 978-1-4200-6386-8. [Google Scholar]
- Lerch, K.; Hinrichs, J.; Dittmer, P.; Rauschnabel, J. Cleanability of surfaces from active pharmaceutical ingredient surrogate riboflavin by falling film. Chem. Ing. Tech. 2013, 85, 323–332. [Google Scholar] [CrossRef]
- Barbosa Póvoa, A.P.; Macchietto, S. Redesign of a multipurpose batch pilot plant with cleaning in place (CIP) integration. Comput. Chem. Eng. 1994, 18, S277–S281. [Google Scholar] [CrossRef]
- Leuenberger, H. New trends in the production of pharmaceutical granules: Batch versus continuous processing. Eur. J. Pharm. Biopharm. 2001, 52, 289–296. [Google Scholar] [CrossRef]
- Koutsamanis, I.; Eder, S.; Beretta, M.; Witschnigg, A.; Paudel, A.; Nickisch, K.; Friedrich, M.; Eggenreich, K.; Roblegg, E. Formulation and processability screening for the rational design of ethylene-vinyl acetate based intra-vaginal rings. Int. J. Pharm. 2019, 564, 90–97. [Google Scholar] [CrossRef]
- De Nucci, G.; Galeno, D.D.P.C. Pharmacokinetics and Pharmacodynamics of 3 Dosages of Estriol After Continuous Vaginal Administration for 21 Days. Available online: https://clinicaltrials.gov/ct2/show/NCT03363997 (accessed on 2 March 2020).
- Maniruzzaman, M. Development of Hot-Melt Extrusion as a Novel Technique for the Formulation of Oral Solid Dosage Forms. Ph.D. Thesis, University of Greenwich, London, UK, 2012. [Google Scholar]
- Matić, J.; Witschnigg, A.; Zagler, M.; Eder, S.; Khinast, J. A novel in silico scale-up approach for hot melt extrusion processes. Chem. Eng. Sci. 2019, 204, 257–269. [Google Scholar] [CrossRef]
- Kohlgrüber, K.; Ullrich, D.M.; Werner, C.; Heidemeyer, P.; Lechner, D.F.; Sämann, D.H. Co-Rotating Twin-Screw Extruders; Carl Hanser Verlag GmbH Co KG: Munich, Germany, 2008; ISBN 978-3-446-41372-6. [Google Scholar]
- Eitzlmayr, A.; Matić, J.; Khinast, J. Analysis of flow and mixing in screw elements of corotating twin-screw extruders via SPH. AIChE J. 2017, 63, 2451–2463. [Google Scholar] [CrossRef]
- Wu, C.; McGinity, J.W. Non-traditional plasticization of polymeric films. Int. J. Pharm. 1999, 177, 15–27. [Google Scholar] [CrossRef]
- Michaelis, M.; Brummer, R.; Leopold, C.S. Plasticization and antiplasticization of an acrylic pressure sensitive adhesive by ibuprofen and their effect on the adhesion properties. Eur. J. Pharm. Biopharm. 2014, 86, 234–243. [Google Scholar] [CrossRef]
- De Brabander, C.; Van Den Mooter, G.; Vervaet, C.; Remon, J.P. Characterization of ibuprofen as a nontraditional plasticizer of ethyl cellulose. J. Pharm. Sci. 2002, 91, 1678–1685. [Google Scholar] [CrossRef]
- Biogrund. REACH-Safety Data Sheet: HME Cleaner Plus (GMP); Biogrund: Hünstetten, Germany, 2019. [Google Scholar]
- Schrank, S.; Hodzic, A.; Zimmer, A.; Glasser, B.J.; Khinast, J.; Roblegg, E. Ibuprofen-loaded calcium stearate pellets: Drying-induced variations in dosage form properties. AAPS PharmSciTech 2012, 13, 686–698. [Google Scholar] [CrossRef] [Green Version]
- Koutsamanis, I.; Paudel, A.; Nickisch, K.; Eggenreich, K.; Roblegg, E.; Eder, S. Controlled-release from high-loaded reservoir-type systems—A case study of ethylene-vinyl acetate and progesterone. Pharmaceutics 2020, 12, 103. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, B.; Kadioglu, Y. Determination of 17 β-estradiol in pharmaceutical preparation by UV spectrophotometry and high performance liquid chromatography methods. Arab. J. Chem. 2017, 10, S1422–S1428. [Google Scholar] [CrossRef]
- Van Laarhoven, J.A.H.; Kruft, M.A.B.; Vromans, H. In vitro release properties of etonogestrel and ethinyl estradiol from a contraceptive vaginal ring. Int. J. Pharm. 2002, 232, 163–173. [Google Scholar] [CrossRef]
- Walsh, A. Cleaning validation for the 21st century: Acceptance limits for active pharmaceutical ingredients (APIs): Part I. Pharm. Eng. 2011, 31, 74–83. [Google Scholar]
- Agency, E.M. Guideline on setting health based exposure limits for use in risk identification in the manufacture of different medicinal products in shared facilities. Eur. Com. J. 2014, 44, 11. [Google Scholar]
- Crevoisier, M.; Barle, E.L.; Flueckiger, A.; Dolan, D.G.; Ader, A.; Walsh, A. Cleaning limits—Why the 10-ppm criterion should be abandoned. Pharm. Technol. 2016, 40, 52–56. [Google Scholar]
- Walsh, A.; Crevoisier, M.; Barle, E.L.; Flueckiger, A.; Dolan, D.G.; Ovais, M. Cleaning limits—Why the 10-ppm and 0.001-dose criteria should be abandoned, part II. Pharm. Technol. 2016, 40, 45–55. [Google Scholar]
- Govind, R.P.; Kamal Kant, A.R.; Tanuj, J.; Dheeraj, B. A review on cleaning validation in pharmaceutical industry. J. Drug Deliv. Ther. 2018, 8, 138–146. [Google Scholar]
- Wong, A.C.-Y.; Liu, T.; Zhu, F. Solid transportation in the feeding zone of intermeshing co-rotatiang twin-screw extruders. J. Polym. Res. 2000, 7, 133–147. [Google Scholar] [CrossRef]
- Rauwendaal, C. Polymer Extrusion, 5th ed.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2014; ISBN 978-1-56990-516-6. [Google Scholar]
- Linares, V.; Yarce, C.J.; Echeverri, J.D.; Galeano, E.; Salamanca, C.H. Relationship between degree of polymeric ionisation and hydrolytic degradation of Eudragit® E polymers under extreme acid conditions. Polymers 2019, 11, 1010. [Google Scholar] [CrossRef] [Green Version]
- Sreenivasa Rao, B.; Seshasayana, A.; Himasankar, K.; Prasanna Raju, Y.; Ramana Murthy, K.V. Design and evaluation of ethylene vinyl acetate sintered matrix tablets. Indian J. Pharm. Sci. 2003, 65, 496–502. [Google Scholar]
- Chen, L.; Bonaccurso, E. Effects of surface wettability and liquid viscosity on the dynamic wetting of individual drops. Phys. Rev. E Stat. Nonlinear Soft Matter Phys. 2014, 90, 022401. [Google Scholar] [CrossRef]
- Niazi, S.K. Handbook of Pharmaceutical Manufacturing Formulations, 3rd ed.; CRC Press, Taylor & Francis Group, LLC: Boca Raton, FL, USA, 2019; ISBN 978-1-138-10330-6. [Google Scholar]
- Rauwendaal, C. Plastics Technology Magazine; Gardner Business Media. Inc.: Cincinnati, OH, USA, 2010. [Google Scholar]
- Khattab, I.S.; Bandarkar, F.; Fakhree, M.A.A.; Jouyban, A. Density, viscosity, and surface tension of water+ethanol mixtures from 293 to 323K. Korean J. Chem. Eng. 2012, 29, 812–817. [Google Scholar] [CrossRef]
- Yusa, M.; Mathur, G.P.; Stager, R.A. Viscosity and compression of ethanol-water mixtures for pressures up to 40,000 psig. J. Chem. Eng. Data 1977, 22, 32–35. [Google Scholar] [CrossRef]
- Grewal, H.S.; Nam Kim, H.; Cho, I.J.; Yoon, E.S. Role of viscous dissipative processes on the wetting of textured surfaces. Sci. Rep. 2015, 5, 11–15. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Peters, A.M.; Pirat, C.; Sbragaglia, M.; Borkent, B.M.; Wessling, M.; Lohse, D.; Lammertink, R.G.H. Cassie-baxter to wenzel state wetting transition: Scaling of the front velocity. Eur. Phys. J. E 2009, 29, 391–397. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.H.; Mirzaei, A.; Kim, H.W.; Kim, S.S. Facile fabrication of superhydrophobic surfaces from austenitic stainless steel (AISI 304) by chemical etching. Appl. Surf. Sci. 2018, 439, 598–604. [Google Scholar] [CrossRef]
- Fan, L.T.; Yuan, X.G.; Zhou, C.X.; Zeng, A.W.; Yu, K.T.; Kalbassi, M.; Porter, K. Contact angle of ethanol and n-propanol aqueous solutions on metal surfaces. Chem. Eng. Technol. 2011, 34, 1535–1542. [Google Scholar] [CrossRef]
- Eitzlmayr, A.; Khinast, J. Co-rotating twin-screw extruders: Detailed analysis of conveying elements based on smoothed particle hydrodynamics. Part 1: Hydrodynamics. Chem. Eng. Sci. 2015, 134, 861–879. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | EVA (wt.-%) | EUD (wt.-%) | E2 (wt.-%) | E3 (wt.-%) | IBU (wt.-%) |
|---|---|---|---|---|---|
| EVA/E2_1% | 99 | - | 1 | - | - |
| EVA/E3_5% | 95 | - | - | 5 | - |
| EUD/IBU_10% | - | 90 | - | - | 10 |
| Material in the Extruder | tProcess (min) | ṁ (kg·h−1) | n (rpm) | TB1 (°C) | TB2 (°C) | TB3 (°C) | TB4 (°C) | TB5-10 (°C) |
|---|---|---|---|---|---|---|---|---|
| EVA/E2_1% | 30 | 1.9 | 300 | 25 | 40 | 80 | 115 | 120 |
| EVA/E3_5% | 95 | 95 | ||||||
| Polymer-based cleaning sequence | ||||||||
| EVA | 10 | 1.9 | 300 | 25 | 40 | 80 | 115 | 120 |
| 10 | 3.0 | 150 | ||||||
| 10 | 1.5 | 400 | ||||||
| CleanPoly | 5 | - | 300 | 25 | 40 | 90 | 160 | 160 |
| 5 | - | 150 | ||||||
| 5 | - | 400 | ||||||
| Material in the Extruder | tProcess (min) | ṁ (kg·h−1) | n (rpm) | TB1 (°C) | TB2 (°C) | TB3 (°C) | TB4 (°C) | TB5-10 (°C) |
|---|---|---|---|---|---|---|---|---|
| EUD/IBU_10% | 30 | 1.9 | 300 | 25 | 40 | 80 | 115 | 120 |
| Polymer-based cleaning sequence | ||||||||
| EUD | 10 | 1.9 | 300 | 25 | 40 | 90 | 160 | 160 |
| 10 | 3.0 | 150 | ||||||
| 10 | 1.5 | 400 | ||||||
| CleanPoly | 5 | - | 300 | 25 | 40 | 90 | 160 | 160 |
| 5 | - | 150 | ||||||
| 5 | - | 400 | ||||||
| Additional solvent-based cleaning sequence | ||||||||
| Water | 10 | - | 1200 | 25 | 25 | 25 | 25 | 25 |
| Ethanol/Water (50/50) | 20 | - | 200 | 60 | 60 | 60 | 60 | 60 |
| Water | 10 | - | 1200 | 25 | 25 | 25 | 25 | 25 |
| None | 10 | - | 0 | 120 | 120 | 120 | 120 | 120 |
| Settings | E2 | E3 | IBU |
|---|---|---|---|
| Stationary phase | Xselect HSS T3 (2.5 µm; 2.1 mm × 100 mm; Waters Corporation, USA) with pre-column | Acquity UPLC BEH C18 (1.7 µm; 2.1 mm × 50 mm; Waters Corporation, USA) | |
| Column temperature (°C) | 35 | 30 | 30 |
| Mobile phase | 50 vol.-% water and 50 vol.-% acetonitrile | 67 vol.-% water and 33 vol.-% acetonitrile (gradient) | 50 vol.-% chloroacetic acid 0.1M at pH 3.0 and 50 vol.-% acetonitrile |
| Flow rate (mL·min−1) | 0.5 | 0.4 | 0.5 |
| Injection volume (µl) | 4 | 3 | |
| Run time (min) | 5 | 8 | 4 |
| Detection wavelength (nm) | 280 | 231 | |
| Range of linear calibration plot (µg·mL−1) | 0.1–2.1 (R2 = 0.9999) | 2.5–300 (R2 = 0.9999) | |
| LOD (µg·mL−1) | 0.013 | 0.027 | 0.61 |
| LOQ (µg·mL−1) | 0.038 | 0.082 | 2.04 |
| API | Screw Zones | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| cE2 (µg·mL−1) | 0.26 | <LOD | <LOD | <LOD | <LOD | <LOD |
| cE3 (µg·mL−1) | 0.71 | <LOD | <LOD | <LOD | <LOD | <LOD |
| cIBU (µg·mL−1) | 418.5 * | <LOQ | <LOQ | <LOD | <LOD | <LOD |
| API | In between Screw Elements | Barrel Entrances | Barrel Channel | |||||
|---|---|---|---|---|---|---|---|---|
| GFF- GFA | KB30°- KB60° | 1 | 6 | 9 | 1 | 5 | 10 | |
| cE2 (µg·mL−1) | <LOD | <LOD | <LOD | <LOD | <LOD | <LOD | <LOD | <LOD |
| cE3 (µg·mL−1) | <LOD | <LOD | 0.26 | 0.25 | 0.30 | 0.24 | <LOD | 0.31 |
| cIBU (µg·mL−1) | 8.9 | <LOD | 20.3 | 38.6 | 27.8 | 4.8 | 20.4 | 26.4 |
| API | Cleaning | Screw Zones | |||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| cIBU (µg·mL−1) | Without SolvCl | 418.5 * | <LOQ | <LOQ | <LOD | <LOD | <LOD |
| With SolvCl | <LOD | <LOD | <LOD | <LOD | <LOD | <LOD | |
| API | Cleaning | In between Screw Elements | Barrel Entrances | Barrel Channel | |||||
|---|---|---|---|---|---|---|---|---|---|
| GFF- GFA | KB30°- KB60° | 1 | 6 | 9 | 1 | 5 | 10 | ||
| cIBU (µg·mL−1) | Without SolvCl | 8.9 | <LOD | 20.3 | 38.6 | 27.8 | 4.8 | 20.4 | 26.4 |
| With SolvCl | 13.9 | 44.4 | 5.3 | 49.2 | 14.4 | <LOD | 9.2 | 9.6 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spoerk, M.; Koutsamanis, I.; Matić, J.; Eder, S.; Patricia Alva Zúñiga, C.; Poms, J.; Urich, J.A.A.; Andreína Lara García, R.; Nickisch, K.; Eggenreich, K.; et al. Novel Cleaning-in-Place Strategies for Pharmaceutical Hot Melt Extrusion. Pharmaceutics 2020, 12, 588. https://doi.org/10.3390/pharmaceutics12060588
Spoerk M, Koutsamanis I, Matić J, Eder S, Patricia Alva Zúñiga C, Poms J, Urich JAA, Andreína Lara García R, Nickisch K, Eggenreich K, et al. Novel Cleaning-in-Place Strategies for Pharmaceutical Hot Melt Extrusion. Pharmaceutics. 2020; 12(6):588. https://doi.org/10.3390/pharmaceutics12060588
Chicago/Turabian StyleSpoerk, Martin, Ioannis Koutsamanis, Josip Matić, Simone Eder, Carolina Patricia Alva Zúñiga, Johannes Poms, Jesús Alberto Afonso Urich, Raymar Andreína Lara García, Klaus Nickisch, Karin Eggenreich, and et al. 2020. "Novel Cleaning-in-Place Strategies for Pharmaceutical Hot Melt Extrusion" Pharmaceutics 12, no. 6: 588. https://doi.org/10.3390/pharmaceutics12060588