1. Introduction
Granulation, the process of particle enlargement by agglomeration techniques, is routinely used across several industries to transform the properties of compressible powder blends [
1]. Among all the powder agglomeration processes, high shear wet granulation (HSWG), which is a typical batch process, is one of the most commonly used techniques. HSWG is a good choice for many pharmaceutical applications to improve flow properties, compressibility, uniformity, and dosing accuracy for subsequent processing [
2]. The advantages of HSWG include a short production time and simultaneous mixing and granulation [
3]. Improving certain powder properties, HSWG monitoring, control, and scale-up are complicated because the granulation mechanism is unclear and too many factors affect the properties of the granules [
4,
5]. Moreover, there is a persistent problem known as “overgranulation” in HSWG, which results in substantial loss of the ability of granulated powders to be compressed into intact tablets [
6]. Therefore, comprehensive understanding of the science and engineering of HSWG for controlling factors affecting the quality of the granules, such as granule size distribution, remains a serious challenge.
Quality by design (QbD) is a systematic approach to pharmaceutical development that begins with predefined objectives and emphasizes the understanding of product and process in addition to process control, based on sound science and quality risk management [
7]. It has been applied to analytical methods, such as liquid chromatography [
8], micellar electrokinetic chromatography [
9], and mass spectrometry [
10,
11]. Regarding pharmaceutical manufacturing processes, to offer an understanding of how formulation and process variables influence the final drug product quality, QbD involves the application of fit-for-purpose engineering models to the formulation design, process optimization, and scale-up of active pharmaceutical ingredient (API) production and preparation manufacturing processes [
12,
13,
14]. Notably, some researchers applied QbD principles to HSWG process development to achieve high-quality end products [
15,
16]. However, these reports focused on one or two aspects (including formulation design, process investigation, and scale-up of the HSWG process) in lieu of a comprehensive evaluation of these three perspectives together for the same pharmaceutical API in a HSWG process using QbD approaches [
17,
18]. Therefore, the combination of formulation design, process investigation, and rational scale-up to systematically study the HSWG process within the framework of QbD is urgently needed.
Salvia miltiorrhiza (“danshen” in Chinese) is a Chinese medicine commonly used to promote blood circulation, remove blood stasis, alleviate pain, and relieve anxiety [
19,
20]. It has been widely applied clinically in the treatment of obstructive cerebrovascular diseases [
21], atherosclerosis [
22], coronary heart disease [
23], and other cardiovascular diseases [
24,
25]. Furthermore, many different preparations of
S. miltiorrhiza can be found, including compounded danshen dripping pills [
26], danhong injection [
27], danshen injection [
28], danshen tablets [
29], and danshen granules [
30]. Moreover,
S. miltiorrhiza extract is a high-value raw pharmaceutical material commonly used in Chinese patented medicine production. Danshen granules are also a common household medication for cardiovascular and cerebrovascular patients. However, in the manufacturing process of granules, there remains many unsolved problems, including caking [
31], overgranulation [
32], and non-uniform distribution of binder [
33], all of which could affect the granule quality and restrict the further evolution of
S. miltiorrhiza granules. Additionally, as a raw material,
S. miltiorrhiza extracts have high viscosity, representing a big problem for the granulation process. Thus, there is great potential for improving the quality of
S. miltiorrhiza granules from the aspects of formulation design, process investigation, and rational scale-up.
The purpose of this study was to obtain improved knowledge and understanding of the HSWG process using S. miltiorrhiza as the API model. Moreover, we also proposed to investigate how the formulation variables and process parameters affect the granule attributes, and how the process parameters could be tuned to gain similar granules across different scales. We also examined the application of design of experiment (DoE) to screen, optimize, validate, and carry out dimensional analysis-based scale-up of the HSWG process within the framework of QbD.
5. Discussion
QbD is a comprehensive approach targeting all phases of drug discovery, manufacturing, and delivery [
42,
43,
44]. QbD consists of many elements, such as quality target product profile (QTPP), critical quality attributes (CQAs), critical process parameters (CPPs), risk assessment, design space, control strategy, product lifecycle management, and continual improvement. CPPs are process parameters whose variability has an impact on critical quality attributes and should therefore be monitored or controlled to ensure that the process achieves the desired quality. Moreover, CQAs are physical, chemical, biological, or microbiological properties or characteristics that should be within an appropriate limit, range, or distribution to ensure the desired quality of a product [
7]. Therefore, screening designs should firstly be applied to identify the CPPs from the quantitative impact on the CQA [
45]. Next, optimization designs should be used to allow optimal set points for the design or control space to be identified in order to target desired CQA values [
46]. Finally, validation experiments should be conducted to confirm whether the design space meets the optimization goal. As a result, process robustness and operation flexibility could be improved using the QbD approach [
47].
In the HSWG process, the quality attributes of the manufactured granules are determined by the performances of the raw powder for feed and binder liquid, as well as by the equipment configuration and process operating conditions. In the manufacturing process for chemical drug preparation, and especially for granules, tablets, and other solid dosage forms, a water-based polymer solution is often used as the binder solution. For example, hydroxy propyl methyl cellulose (HPMC) and polyvinyl pyrrolidone (PVP) are commonly used in the chemical drug granulation process [
48,
49]. However, most APIs of chemical drugs in solid dosage forms are obtained through chemical synthesis or biosynthesis [
50]. The viscosities of these APIs are very poor. Thus, a sticky binder solution is added to the granulation process to provide the extra viscosity that is needed. One of the most common problems in the granulation process is how to select a proper binder solution that provides sufficient viscosity to bond the powder together. By contrast, APIs of traditional Chinese medicines (TCMs) in solid dosage forms are often from plant extracts, such as in the case of
S. miltiorrhiza extract. These plant extracts are very sticky and actually hinder the granulation process. Hence, to improve this unsatisfactory condition, a binder solution such as ethanol is needed to mitigate the extra viscosity [
51]. Thus, in this study, ethanol of different concentrations was selected as the binder solution.
Granule size, as one of the characteristics of granules, is influenced by numerous granulation factors. Notably, many studies have shown that impeller speed could significantly affect granule size in most cases [
34]. In a system of calcium carbonate (feed powder)–polyethylene glycol (binder solution), however, Rahmanian reported [
52] that granule size distribution did not seem to be markedly affected by impeller speed. Moreover, Wang et al. [
53] indicated that the effect of impeller speed on granule properties was dependent on the starting material system, and that chopper speed from 1200 to 3600 rpm had a consistent influence on all formulations. Our previous study also reported that [
54] the impeller speed did not have a significant impact on granule size in the system of microcrystalline cellulose –water. In line with these reports, our results did not demonstrate any obvious changes in granule size when the impeller speed was increased. This may be attributed to the features of our starting material system (
S. miltiorrhiza extract).
Additionally, it has been reported that wet massing time also has a statistically significant impact on granule size [
34]. However, in our preliminary experiment, no granules were formed when wet massing time was set from 1 to 3 min and, instead, many hard balls formed that were outside the range of the desired granule size. Considering the API we used, the
S. miltiorrhiza extract was very sticky. Although ethanol was selected as the binder solution to induce and reduce the viscosity of the system, it was not enough to solve this problem. As such, wet massing time was not incorporated in the experimental design. In the MCC–water system of our previous work [
14,
54], binder amount and wet massing time were both significant factors affecting granule quality. Thus, in follow-up experiments, we will attempt to match the sticky API by using other excipients and binders.
A variety of QbD approaches have been applied by the researchers, including the use of design of experiments to screen and optimize process conditions with high efficacy, speed, and accuracy [
55,
56,
57]. Plackett–Burman experimental design is commonly used to screen the most important factors early in the pharmaceutical experimentation phase to generate reliable and more manageable sets of combinations, as well as to indicate how each factor affects the response [
58]. Box–Behnken design, one of the designs of the response surface methodology, has been applied in the optimization of pharmaceutical processes because of its reasonable design and excellent outcomes. In our present study, Plackett–Burman experimental design was employed to screen the granulation factors of
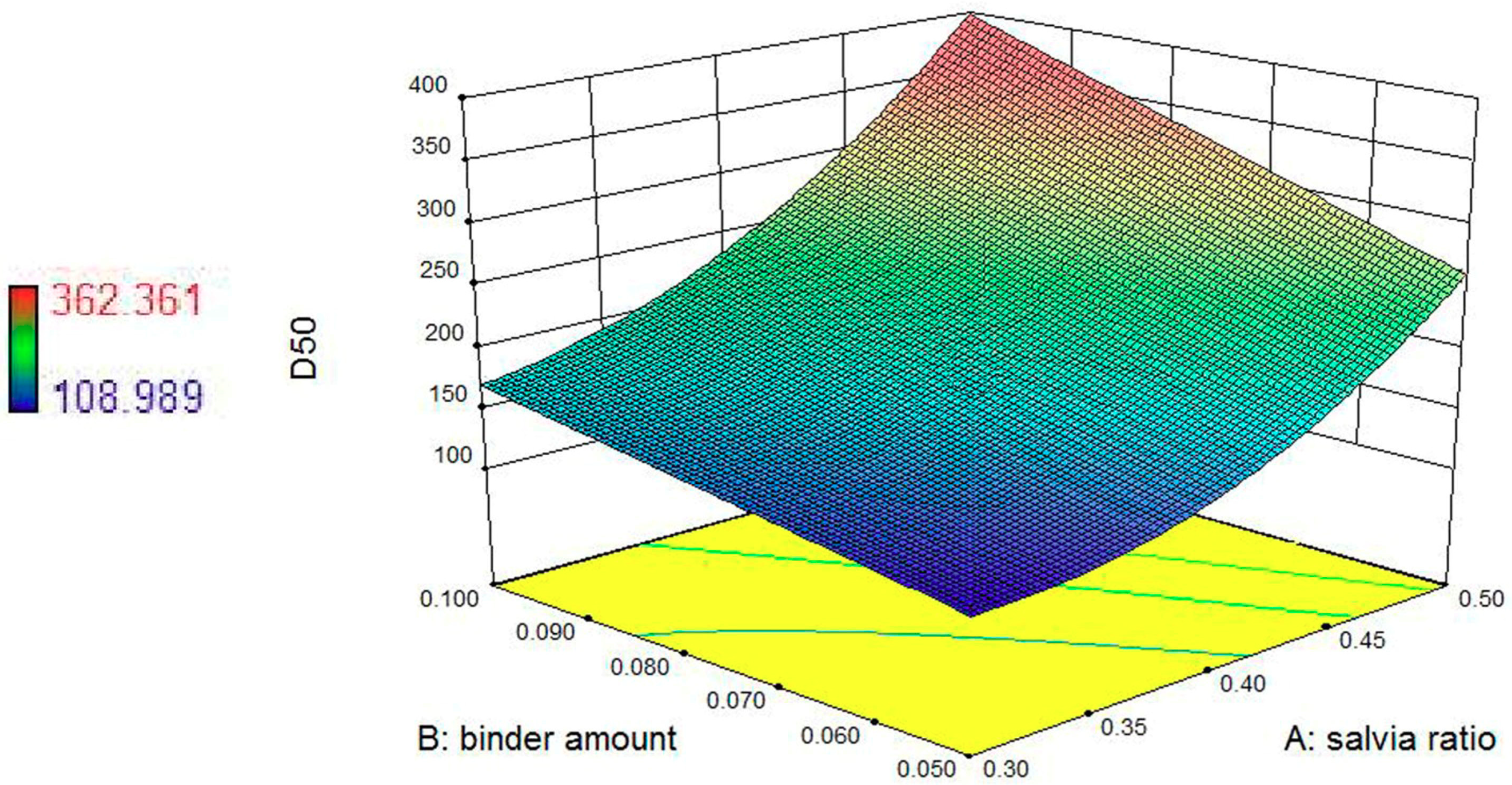
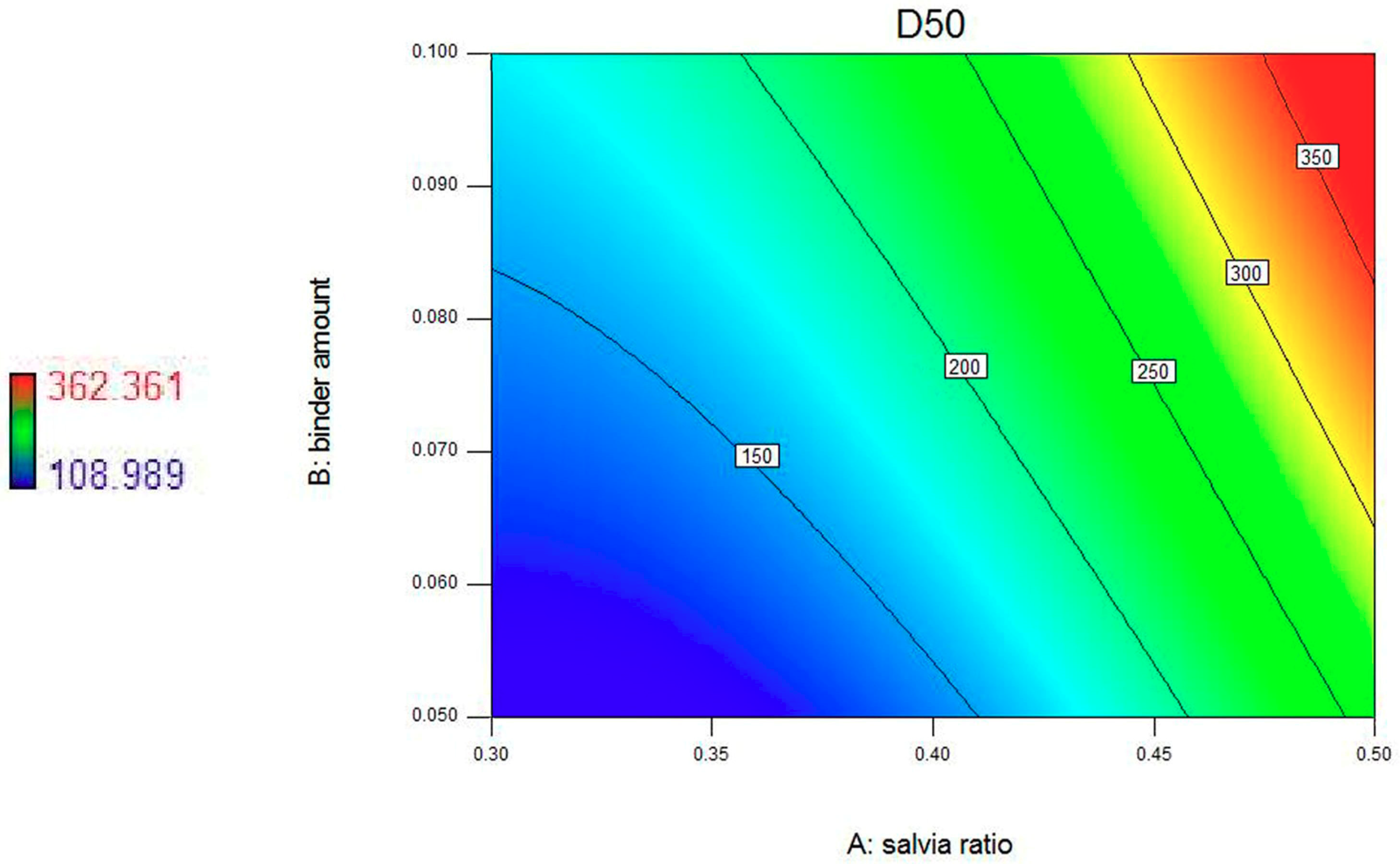
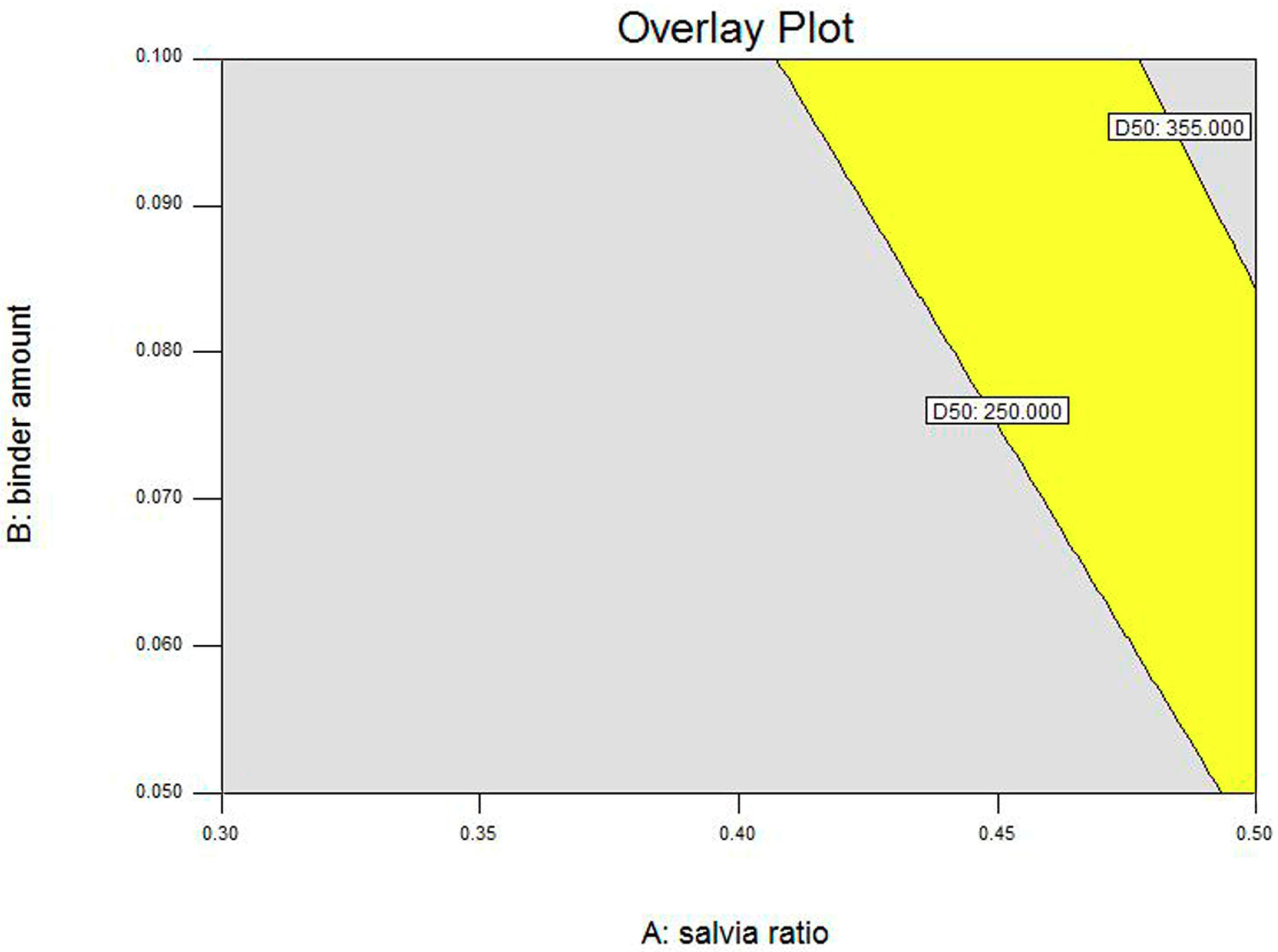
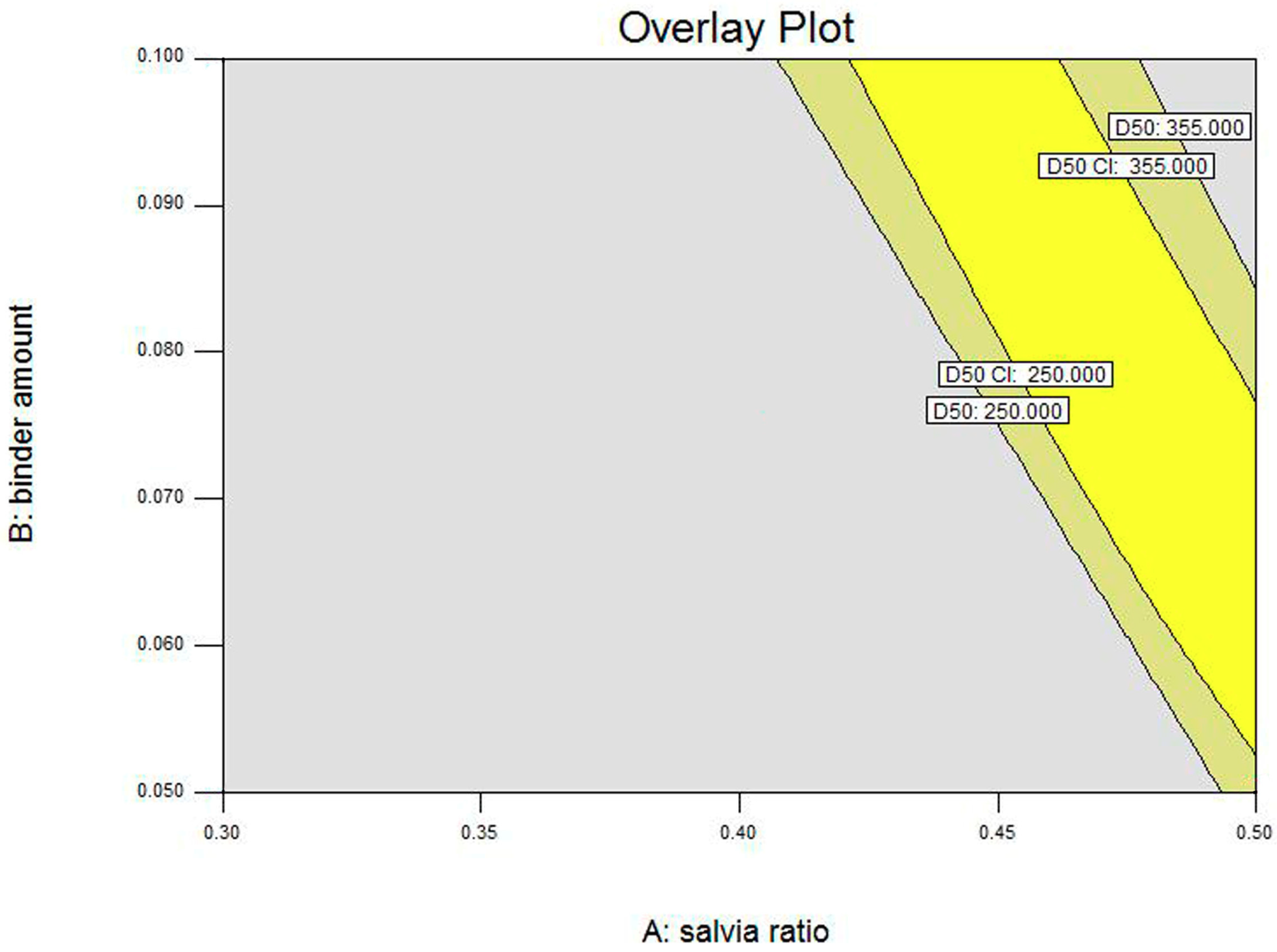
S. miltiorrhiza granules in the HSWG process. The results showed that three granulation factors (salvia ratio, binder amount, and chopper speed) were identified from nine granulation parameters and remarkably affected the value of
D50. This suggests that design is a very useful tool to screen the main effects when a large number of factors are to be evaluated in the HSWG process. Moreover, a three-level Box–Behnken design was used in the present study, and the optimal conditions of salvia ratio and binder amount were determined. Notably, a strong agreement was observed among the
D50 predicted by the quadratic polynomial model and the validation experimental results, ANOVA of quadratic polynomial model, and value of the lack of fit, suggesting that the accuracy and general ability of this model were very good. Hence, the results obtained from the Plackett–Burman design and Box–Behnken design indicate that these two methods could be effective screening and optimization strategies in the HSWG process.
The significant rate processes for HSWG consist of wetting and nucleation, coalescence and growth, and breakage [
31]. The nucleation regime map approach represents an intermediate level modeling approach for the application of QbD to the formulation design and scale-up of geometrically similar granulators, and was proposed and investigated for wetting and nucleation processes in the present study [
33]. For scale-up of the HSWG process, dimensionless parameters such as
Ψa and
τp should be kept constant across different scales so that the microenvironment of granule nucleation and growth are controlled and similar granule properties can be obtained [
59]. In the present study,
Ψa and
τp remained the same for each point of 1-, 2-, and 4-L scales and produced similar
S. miltiorrhiza granules, as indicated by their nearly identical properties.
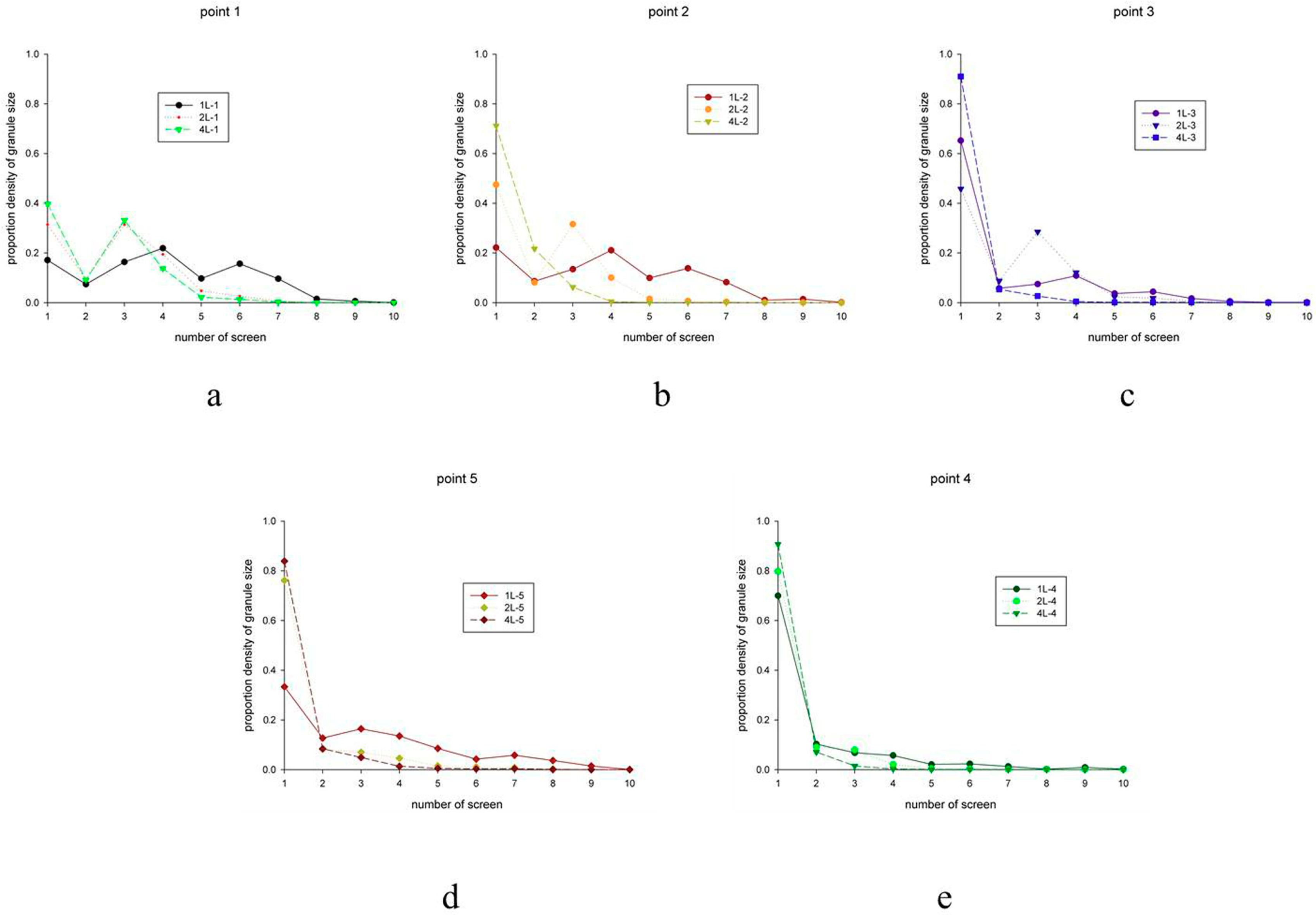
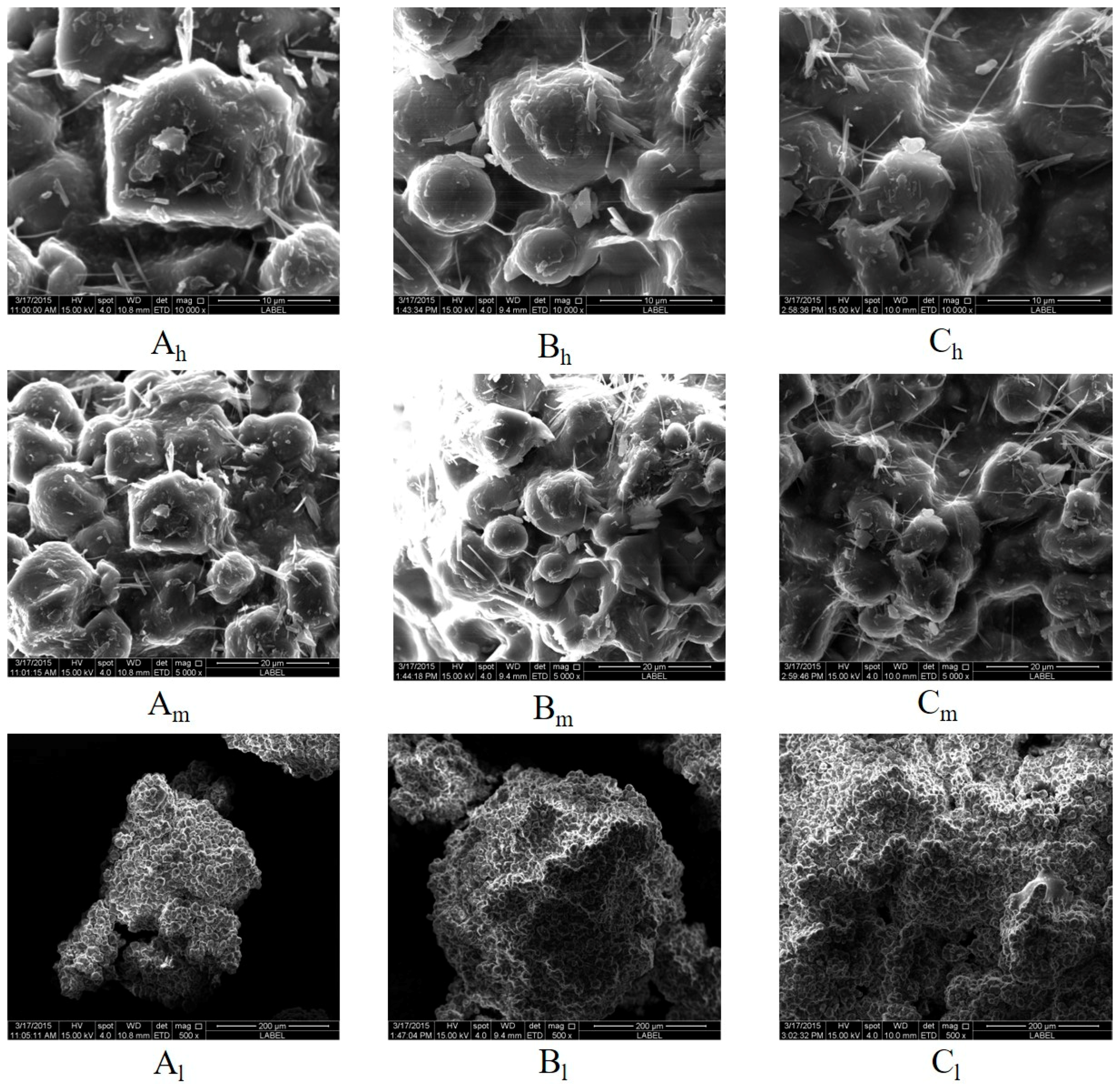
In this study, the similarity of granules produced by three different scales were evaluated from three aspects, including granule size distribution, granule surface morphology, and flowability. It has been reported that sieve analysis has been widely used to form granulation distribution curves according to the weight of granules trapped by sieves with different mesh sizes [
60]. Moreover, granule size was detected by the distribution curves. The results show that a good fit was observed between two different granule size distribution curves, revealing that the granules produced by these two scales had similar granule size distributions. Moreover, the appearance of granules gives an indication of granule surface morphology, with similar surface morphologies providing a similar look and feel [
14]. In addition, flowability is a comprehensive property of powder and granules. It can be affected by many factors, such as particle size, uniformity, density, porosity, surface area, stickiness, and so on [
61,
62]. Granule flowability has an impact on subsequent operations in solid preparation production, especially tableting, and poor granule flowability may cause variability in tablet quality [
63,
64]. Parallel flowabilities of granules mean that granules produced at various scales have almost the same flow properties. Our results show that granules produced by three different scales had similar granule size distributions and morphologies as well as parallel flowability, suggesting that the regime map approach could be successfully employed to scale-up the HSWG process.

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}