
Mathematical Modeling of Capillary Drawing Stability for Hollow Optical Fibers
Abstract
:1. Introduction
2. Mathematical Models
2.1. Mathematical Model of Quartz Capillaries Drawing
2.2. Mathematical Model of the Non-Isothermal Process Stability of the Quartz Capillary Drawing
3. Numerical Study of the Capillary Drawing Stability
3.1. Isothermal Process
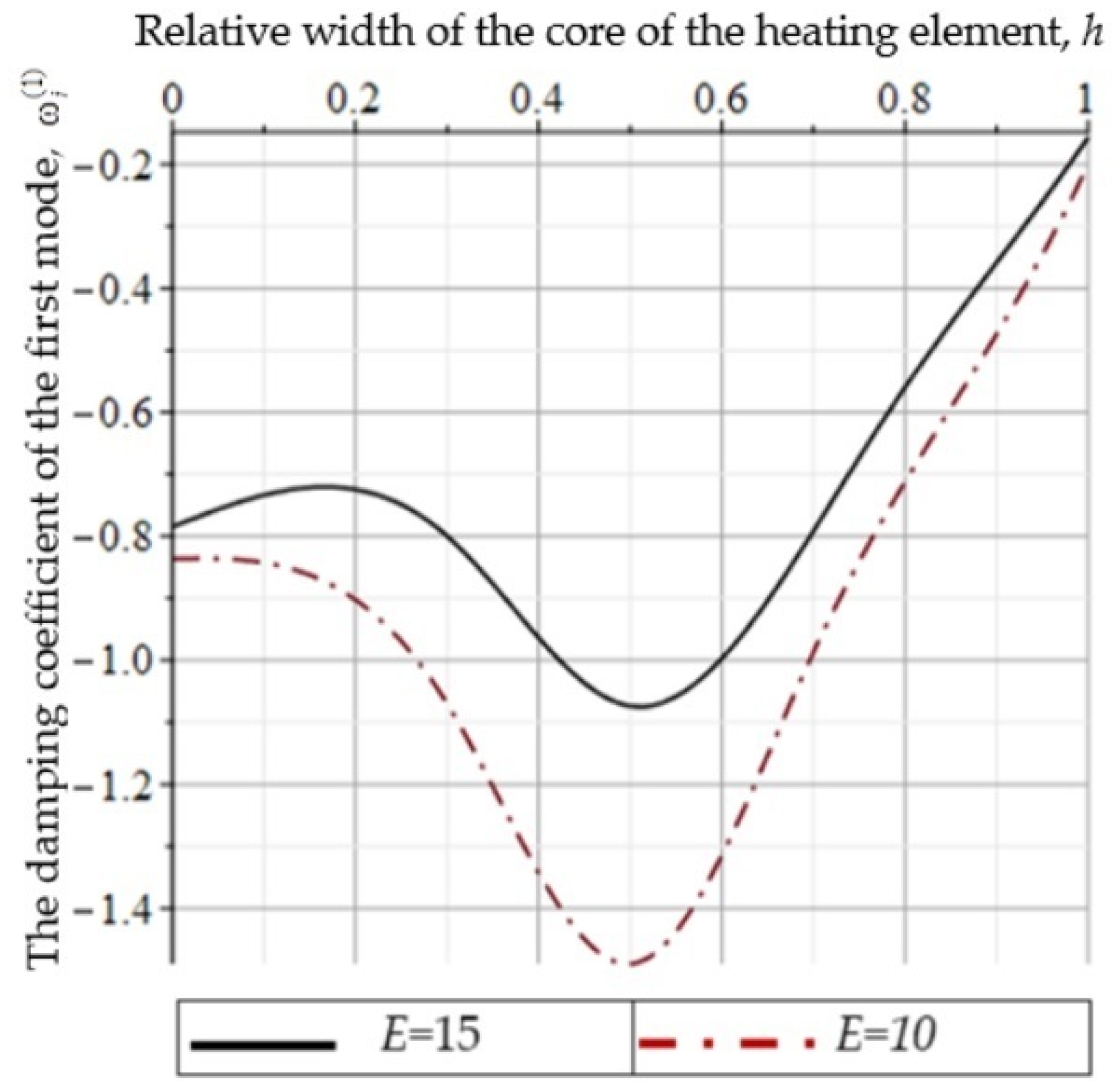
3.1.1. Linear Stability
3.1.2. Numerical Sensitivity Analysis
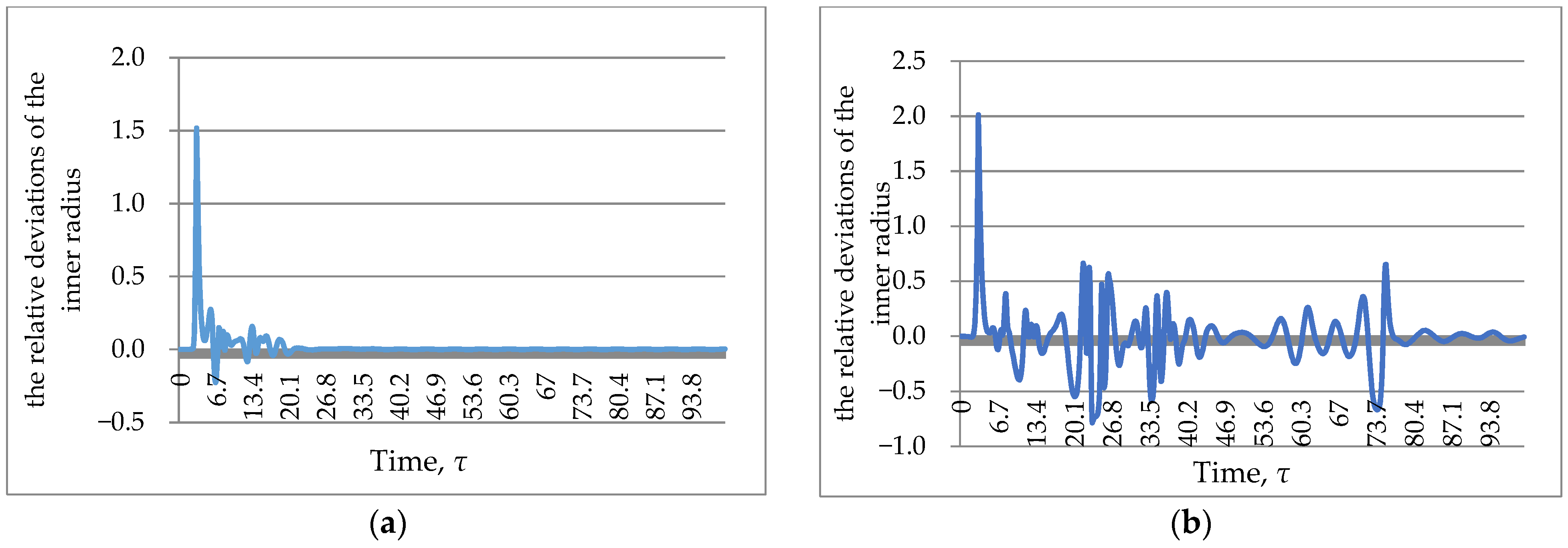
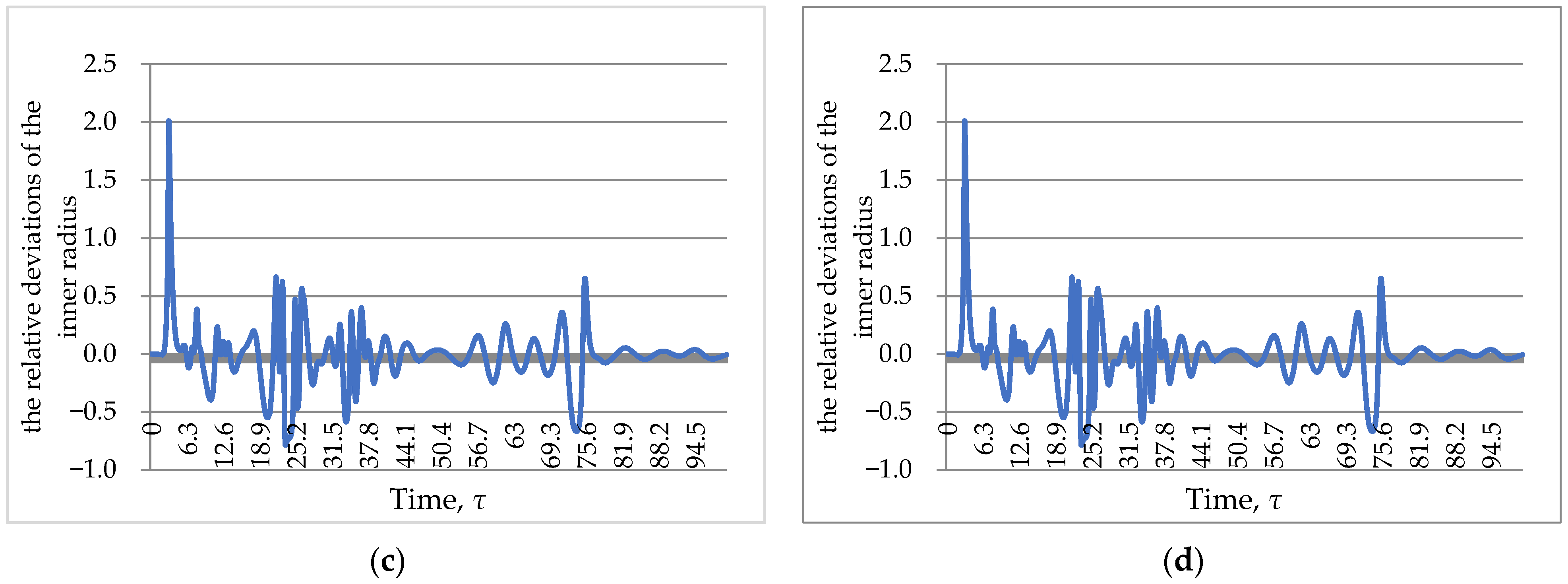
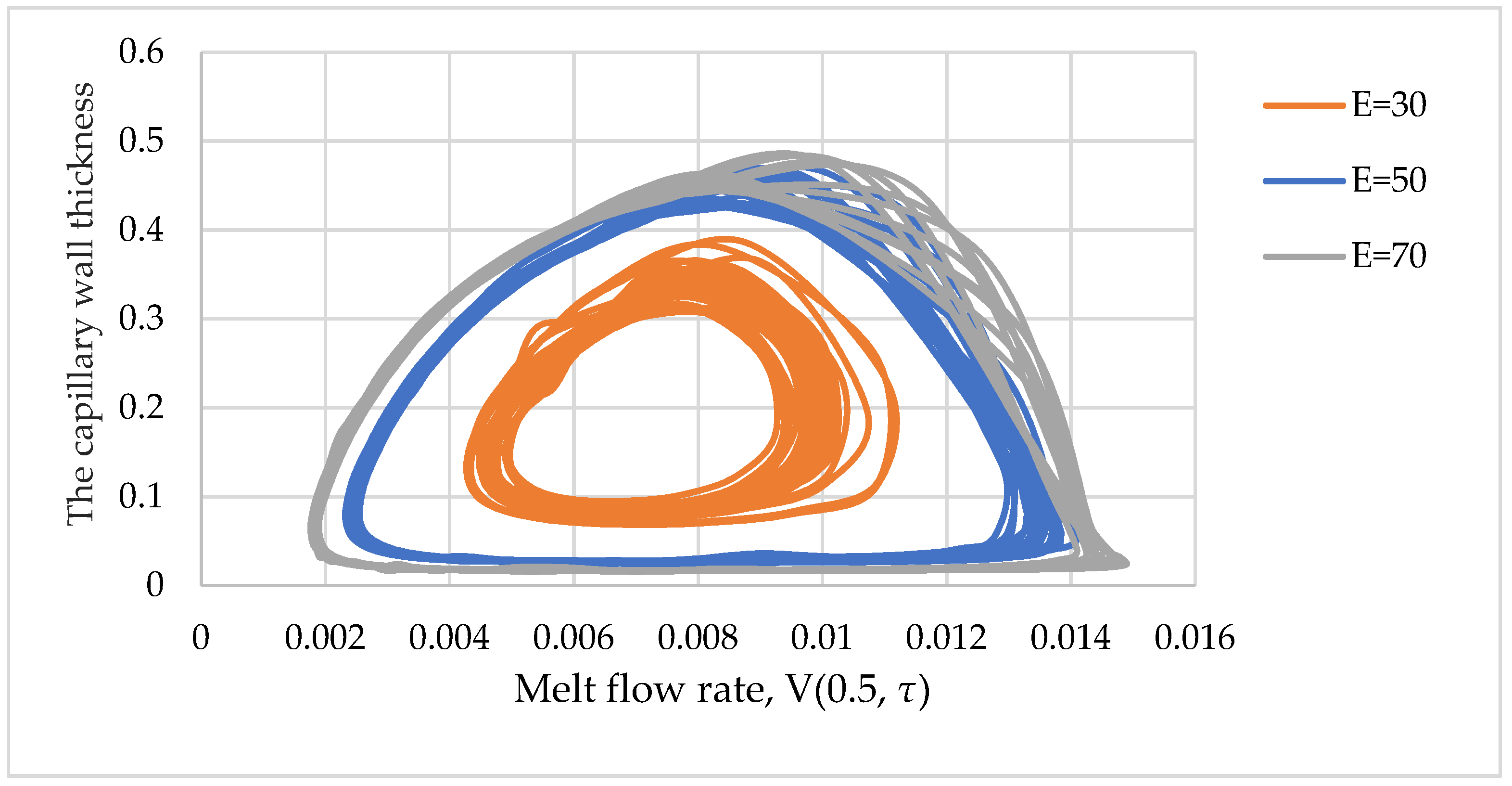
3.2. Non-Isothermal Process
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Agrell, E.; Karlsson, M.; Chraplyvy, A.R.; Richardson, D.J.; Krummrich, P.M.; Winzer, P.; Roberts, K.; Fischer, J.K.; Savory, S.J.; Eggleton, B.J.; et al. Roadmap of optical communications. J. Opt. 2016, 18, 063002. [Google Scholar] [CrossRef]
- Ferreira, M.F.S. Optical Fibers: Technology, Communications and Recent Advances; Nova Science Publishers: New York, NY, USA, 2017. [Google Scholar]
- Xie, W.G.; Zhang, Y.N.; Wang, P.Z.; Wang, J.Z. Optical Fiber Sensors Based on Fiber Ring Laser Demodulation Technology. Sensors 2018, 18, 505. [Google Scholar] [CrossRef]
- Sayed, A.E.; Pilz, S.; Najafi, H.; Alexander, D.T.L.; Hochstrasser, M.; Romano, V. Fabrication and Characteristics of Yb-Doped Silica Fibers Produced by the Sol-Gel Based Granulated Silica Method. Fibers 2018, 6, 82. [Google Scholar] [CrossRef]
- Mat Sharif, K.A.; Omar, N.Y.M.; Zulkifli, M.I.; Muhamad Yassin, S.Z.; Abdul-Rashid, H.A. Fabrication of Alumina-Doped Optical Fiber Preforms by an MCVD-Metal Chelate Doping Method. Appl. Sci. 2020, 10, 7231. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, Z.F.; Tam, H.Y.; Tao, X. Multifunctional Smart Optical Fibers: Materials, Fabrication, and Sensing. Appl. Photonics 2019, 6, 48. [Google Scholar] [CrossRef]
- Yu, Y.; Lian, Y.; Hu, Q.; Xie, L.; Ding, J.; Wang, Y.; Lu, Z. Design of PCF Supporting 86 OAM Modes with High Mode Quality and Low Nonlinear Coefficient. Photonics 2022, 9, 266. [Google Scholar] [CrossRef]
- Davies, E.; Christodoulides, P.; Florides, G.; Kalli, K. Microfluidic Flows and Heat Transfer and Their Influence on Optical Modes in Microstructure Fibers. Materials 2014, 7, 7566–7582. [Google Scholar] [CrossRef]
- Riyadh, B.A.; Hossain, M.M.; Mondal, H.S.; Rahaman, M.E.; Mondal, P.K.; Hasan Mahasin, M. Photonic Crystal Fibers for Sensing Applications. J. Biosens. Bioelectron. 2018, 9, 251. [Google Scholar] [CrossRef]
- Pervadchuk, V.; Vladimirova, D.; Gordeeva, I.; Kuchumov Alex, G.; Dektyarev, D. Fabrication of Silica Optical Fibers: Optimal Control Problem Solution. Fibers 2021, 9, 77. [Google Scholar] [CrossRef]
- Monro, T.M.; Richardson, D.J. Holey optical fibres: Fundamental properties and device applications. Comptes Rendus Phys. 2003, 4, 175–186. [Google Scholar] [CrossRef]
- Maidi, A.M.; Yakasai, I.; Abas, P.E.; Nauman, M.M.; Apong, R.A.; Kaijage, S.; Begum, F. Design and Simulation of Photonic Crystal Fiber for Liquid Sensing. Photonics 2021, 8, 16. [Google Scholar] [CrossRef]
- Xiao, L.; Jin, W.; Demokan, M.S.; Ho, H.L.; Hoo, Y.L.; Zhao, C. Fabrication of selective injection microstructured optical fibers with a conventional fusion splicer. Opt. Express 2005, 13, 9014–9022. [Google Scholar] [CrossRef]
- Xue, S.C.; Large, M.C.J.; Barton, G.W.; Tanner, R.I.; Poladian, L.; Lwin, R. Role of Material Properties and Drawing Conditions in the Fabrication of Microstructured Optical Fibers. J. Light. Technol. 2006, 24, 853–860. [Google Scholar] [CrossRef]
- Yang, J. Numerical Modeling of Hollow Optical Fiber Drawing Process. Ph.D Thesis, Mechanical and Aerospace Engineering, University of New Jersey, New Brunswick, NJ, USA, 2008. [Google Scholar]
- Gospodinov, P.; Yarin, A.L. Draw resonance of optical microcapillaries in non-isothermal drawing. Int. J. Multiph. Flow 1997, 23, 967–976. [Google Scholar] [CrossRef]
- Yarin, A.L.; Gospodinov, P.; Roussinov, V.I. Stability loss and sensitivity in hollow fiber drawing. Phys. Fluids 1994, 6, 1454–1463. [Google Scholar] [CrossRef]
- Xue, S.C.; Tanner, R.I.; Barton, G.W.; Lwin, R.; Large, M.C.J.; Poladian, L. Fabrication of microstructured optical fibers—Part I: Problem formulation and numerical modeling of transient draw process. J. Lightw. Technol. 2005, 23, 2245–2254. [Google Scholar] [CrossRef]
- Xue, S.C.; Tanner, R.I.; Barton, G.W.; Lwin, R.; Large, M.C.J.; Poladian, L. Fabrication of microstructured optical fibers—Part II: Numerical modeling of steady-state draw process. J. Lightw. Technol. 2005, 23, 2255–2266. [Google Scholar] [CrossRef]
- Fitt, A.D.; Furusawa, K.; Monro, T.M.; Please, C.P.; Richardson, D.J. The mathematical modelling of capillary drawing for holey fibre manufacture. J. Eng. Math. 2002, 43, 201–227. [Google Scholar] [CrossRef]
- Vasil’ev, V.N.; Dul’nev, G.N.; Naumchik, V.D. Nonstationary processes in optical fiber formation. 1. Stability of the drawing process. J. Eng. Phys. 1988, 55, 918–924. [Google Scholar] [CrossRef]
- Lienard, I.V.; John, H. A Heat Transfer Textbook; Phlogiston Press: Cambridge, MA, USA, 2017. [Google Scholar]
- Fitt, A.D.; Furusawa, K.; Monro, T.M.; Please, C.P. Modeling the fabrication of hollow fibers: Capillary drawing. J. Light. Technol. 2001, 19, 1924–1931. [Google Scholar] [CrossRef]
- Drazin, P.G.; Reid, W.H. Hydrodynamic Stability; Cambridge University Press: Cambridge, MA, USA, 2010. [Google Scholar] [CrossRef]
- Morgan, R. Linearization and Stability Analysis of Nonlinear Problems. Rose-Hulman Undergrad. Math. J. 2015, 16, 67–91. [Google Scholar]
- Rodríguez, R.S.; Avalos, G.G.; Gallegos, N.B.; Ayala-jaimes, G.; Garcia, A.P. Approximation of Linearized Systems to a Class of Nonlinear Systems Based on Dynamic Linearization. Symmetry 2021, 13, 854. [Google Scholar] [CrossRef]
- Jung, H.W.; Hyun, J.C. Instabilities in extensional deformation polymer processing. Rheol. Rev. 2006, 131–164. [Google Scholar]
- Bechert, M.; Scheid, B. Combined influence of inertia, gravity and surface tension on the linear stability of Newtonian fiber spinning. Phys. Rev. Fluids 2017, 2, 113905. [Google Scholar] [CrossRef]
- Van der Hout, R. Draw resonance in isothermal fibre spinning of Newtonian and power-law fluids. Eur. J. Appl. Math. 2000, 11, 129–136. [Google Scholar] [CrossRef]
- Hagen, T.; Langwallner, B.A. numerical study on the suppression of draw resonance by inertia. ZAMM·Z. Angew. Math. Mech. 2006, 86, 63–70. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbols | Description | Symbols | Description |
|---|---|---|---|
| Longitudinal coordinate, [m] | Gas temperature inside the tube, [°C] | ||
| Time, [s] | P0 | Difference between internal and external pressure, [Pa] | |
| Outer radius of capillary, [m] | Cp | Melt thermal conductivity, [J/g°C] | |
| Inner radius of capillary, [m] | Melt density, [g·m3] | ||
| Melt flow rate, [m/s] | Reflection coefficient, [1] | ||
| Melt temperature, [°C] | Degree of the heating element emissivity, [1] | ||
| Viscosity of the quartz melt, [Pa·s] | Emissivity of the quartz melt, [1] | ||
| Furnace temperature, [°C] | Surface tension coefficient, [N/m] | ||
| L | Heating zone length, [m] | Heat transfer coefficient from the inner surface of the furnace, [W/(m2·°C)] | |
| Gas temperature outside the tube, [°C] | Heat transfer coefficient from the outer surface of the furnace, [W/(m2 °C)] | ||
| Ambient temperature, [°C] | Melt molecular thermal conductivity, [W/(m2 °C)] | ||
| Furnace radius, [m] | Effective coefficient of thermal conductivity (molecular and radiative), [1] | ||
| Preform surface emissivity coefficient outside of furnace, [1] | Refractive index of gas, [1] | ||
| Stefan-Boltzmann constant, [1] |
| Symbols | Description | Symbols | Description |
|---|---|---|---|
| Reynolds number | Criterion for the interaction of capillary forces | ||
| Froude number | Criterion for the interaction of forces of molecular friction | ||
| Weber number | Peclet number | ||
| Dimensionless complexes 1, 2 | Stanton’s criterion |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pervadchuk, V.; Vladimirova, D.; Derevyankina, A. Mathematical Modeling of Capillary Drawing Stability for Hollow Optical Fibers. Algorithms 2023, 16, 83. https://doi.org/10.3390/a16020083
Pervadchuk V, Vladimirova D, Derevyankina A. Mathematical Modeling of Capillary Drawing Stability for Hollow Optical Fibers. Algorithms. 2023; 16(2):83. https://doi.org/10.3390/a16020083
Chicago/Turabian StylePervadchuk, Vladimir, Daria Vladimirova, and Anna Derevyankina. 2023. "Mathematical Modeling of Capillary Drawing Stability for Hollow Optical Fibers" Algorithms 16, no. 2: 83. https://doi.org/10.3390/a16020083