1. Introduction
The use of petroleum-based synthetic polymers has permeated everyday life. However, pervasive use of synthetic materials and our excessive dependence on them has environmental consequences. The pressure for sustainable development is shifting the focus from synthetic materials to the utilization of bio-based materials. The same is true for the fiber industry. Carbohydrate polymers, also known as polysaccharides, are the most abundant bio-based, renewable and inherently biodegradable polymeric materials, making up around 75% of all the organic mass on the earth. Hence, polysaccharides provide countless choices and a sustainable supply of starting materials for fiber production. Much effort has been and is being exerted to produce fibers from diverse kinds of polysaccharides. The authors have provided a comprehensive review of polysaccharide fibers that have been fabricated along with a discussion of spinning techniques and fiber applications associated with polysaccharide fibers [
1]. In this review we pointed out that, due to the diversity and complexity of polysaccharides, more work on fiber fabrication is required for a thorough understanding of the mechanism and process of fiber formation from polysaccharides.
The carrageenans are linear, sulfated polysaccharides extracted from various species of red seaweed. The “ideal” carrageenan backbone is based on a repeating disaccharide unit of β-D-galactopyranose (A residue) linked through positions 1 and 3, and α-D-galactopyranose (B residue) linked through positions 1 and 4. κ-Carrageenan is one of the three dominant carrageenan species, κ, ι, and λ-carrageenan, which differ in the number and position of sulfate substitutions and presence or absence of a 3,6-anhydride bridge on the B residue. κ-Carrageenan has a sulfate group on the C
4 of the A residue and has the B residue converted to the 3,6-anhydro form. The presence of this 3,6-anhydride bridge makes κ-Carrageenan helix-compatible and able to gel [
2].
κ-Carrageenan is mainly used in food applications as a texturizing agent, but other applications including cosmetics, pharmaceuticals, and paints are also of importance. The primary utility of κ-carrageenan derives largely from its ability to form cold-setting reversible gels. The gelation process of κ-carrageenan has been extensively studied with respect to the conformational transition of κ-carrageenan molecules [
3]. Although the conformational nature,
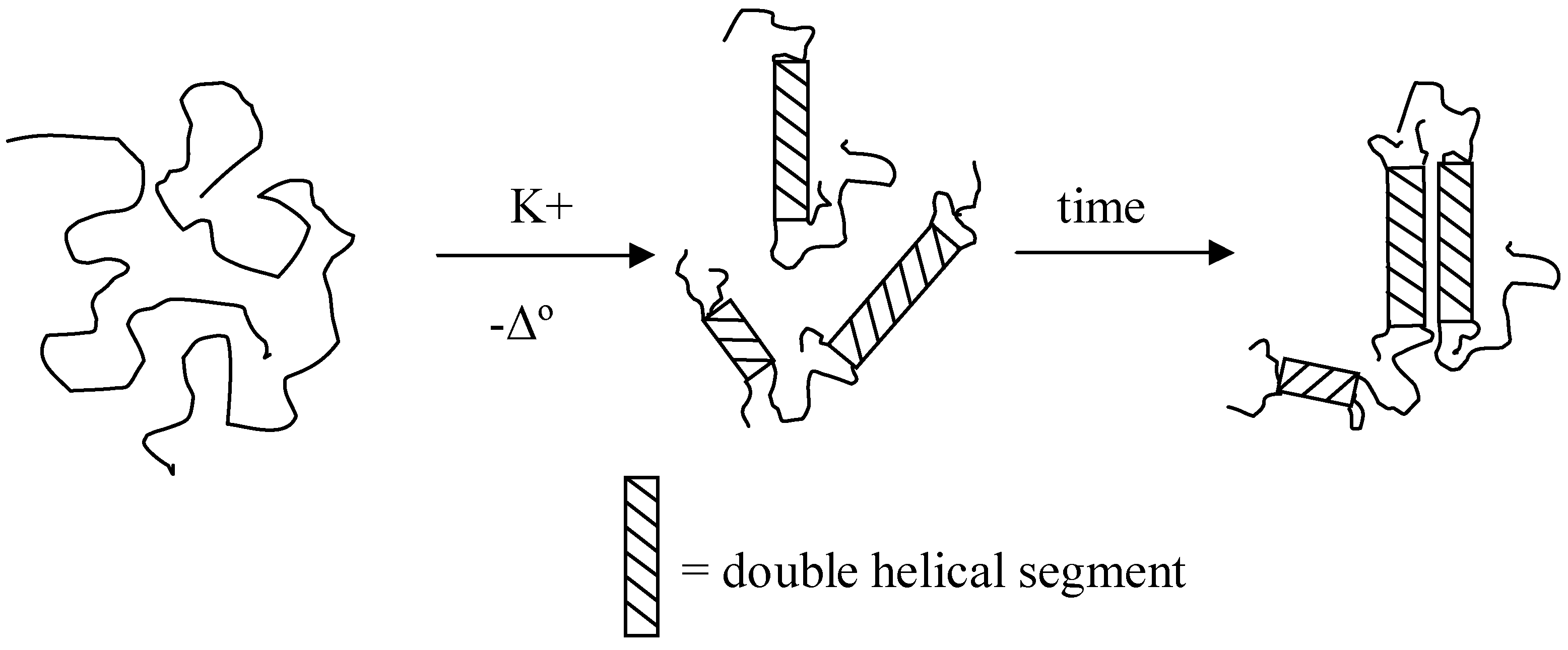
i.e., single or double helices, and their further association during gelation are still under debate, most evidence tends to support the “two-step model” (
Figure 1) of coil-helix-gel mechanism proposed by Morris
et al. [
4] as modified by Rochas and Rinaudo [
5]. κ-Carrageenan molecules in the sol state adopt a random coil conformation. Upon cooling and in the presence of certain cations, gel network formation from carrageenans proceeds on either a helical or superhelical level. In the first step, each chain joins in double helices with more than one other chain, whereas in the second step, multiple double helices aggregate to form one junction zone of the network.
In addition, the gelling efficiency of κ-carrageenan is cation-dependent. According to Rochas & Rinaudo [
6], the helix-stabilizing efficiency of cations was found to follow the sequence Rb
+ > Cs
+ > K
+ > NH
4+ > (CH
3)
4N
+ > Na
+ > Li
+ for monovalent cations and Ba
2+ > Ca
2+ > Sr
2+ > Mg
2+ > Zn
2+ > Co
2+ for divalent cations. Picullel [
3] thus suggested that cations may be divided into three categories with respect to their helix-promoting efficiency;
i.e., the “nonspecific” monovalent cations (Li
+, Na
+, (CH
3)
4N
+), the divalent cations (Mg
2+, Ca
2+, Ba
2+, Co
2+, and Zn
2+) and the “specific” monovalent cations (NH
4+, K
+, Cs
+, Rb
+). The specific cations are also more effective in promoting helix aggregation than the nonspecific cations. Many properties of the κ-carrageenan gel system, for instance, melting point, elasticity, and yield stress, are tunable due to their sensitivity to the solvent environment. This unique behavior makes the κ-carrageenan gel system versatile and promising for many applications.
Figure 1.
The “two-step” for gelation of κ-carrageenan adapted from [
5].
Figure 1.
The “two-step” for gelation of κ-carrageenan adapted from [
5].
The gelation process can be used as an advantage for wet spinning of κ-carrageenan fibers. Wet-spinning is a widely utilized fiber spinning technique, where dissolved material is forced through a submerged spinneret into a coagulation bath containing a non-solvent for the polymer [
7]. Generally, the coagulation bath is able to extract solvent from the as-spun fiber and solidify the fiber. Sometimes, ionic exchange (e.g., in calcium alginate fiber production) or chemical reaction (e.g., in the viscose process for cellulose fiber) may occur. Drawing is an optional post-spinning treatment in fiber production and generally beneficial. The consequences of drawing include a decrease in the average fiber diameter, strain induced crystallization and enhanced molecular orientation.
According to our knowledge, this is the first report on fabricating pure κ-carrageenan fibers by a wet-spinning technique. It provides a novel material for many applications, yet will require more research to tailor the fiber properties for specific utilization. Here we present the effects of several spinning parameters, i.e., coagulation bath composition, spinning rate and post-spinning mechanical drawing on the morphological and tensile properties of the resultant fibers.
3. Experimental Section
3.1. Materials
κ-Carrageenan (Gelcarin® GP911 NF) was kindly provided by FMC Biopolymers (NJ, USA). Ethanol (200 proof) was obtained from Penn State Chemistry Stockroom. All other reagents were purchased from VWR International and used as received.
3.2. κ-Carrageenan Purification
The κ-carrageenan sample was purified from excess salts and low molecular weight carbohydrates by a method modified from Rochas and Rinaudo [
6]. In detail, 1.0 wt % of κ-carrageenan was completely dissolved in deionized water heated to 80 °C with stirring. The carrageenan was precipitated with absolute ethanol (4 times the volume of the dispersion). The precipitate was collected using vacuum filtration (Whatman #4, Whatman, Piscataway, NJ, USA). The precipitate was washed in ethanol/water mixture (80/20, v/v) and again filtered. This re-suspension and filtration was repeated 4 times. Finally the precipitate was dried in a forced air oven at 40 °C overnight.
3.3. κ-Carrageenan Characterization
The commercial and purified κ-carrageenan was characterized for its cation composition by a Perkin-Elmer Optima 5300 inductively-coupled plasma atomic emission spectroscopy (ICP-AES, Perkin-Elmer, Waltham, MA, USA). Before measurement, samples were dissolved in hot distilled water and acidified. Synthetic standards from High Purity Standards were used to calibrate the results. Fourier transform infrared spectroscopy (FTIR) spectrum of the purified κ-carrageenan samples was recorded using the Bruker IFS 66/S FT-IR Spectrometer (Bruker Optics Inc., Billerica, MA, USA) equipped with attenuated total reflectance (ATR) accessary containing diamond crystal. The spectra were scanned at room temperature over the wave number range of 4000 to 400 cm−1, with an accumulation of 400 scans and a resolution of 8 cm-1.
3.4. Wet-Spinning
Spinning dope was prepared by dissolving purified κ-carrageenan in deionized water at 80 °C for at least 1 hour. The dispersion was homogeneous by visual observation before spinning. A dope concentration of 6 wt % was used throughout the study. Wet-spinning was carried out using a bench-top device. A jacket-type circulating device (Penn State Glass Shop) was used to maintain the spinning dope temperature in a 3 ml syringe (Becton, Dickinson and Company, Franklin Lakes, NJ, USA). The dope was extruded by a syringe pump (Cole-Parmer 74900, Vernon Hills, IL, USA) through a blunt stainless steel needle (20 G, 0.51 mm) into a coagulation bath. The as-spun fiber was kept in the bath for at least 2 hours to ensure complete ion diffusion into the fiber.
3.5. Morphological Characterization
Observation of fibers was performed using an Olympus BX41 optical microscope (Hitech Instruments, Edgemont, PA, USA) equipped with cross polarizers and a SPOT Insight QE camera (SPOT Diagnostic Instruments, Sterling Heights, MI, USA). Analysis was completed using SPOT analytical and controlling software.
3.6. Thermal Characterization
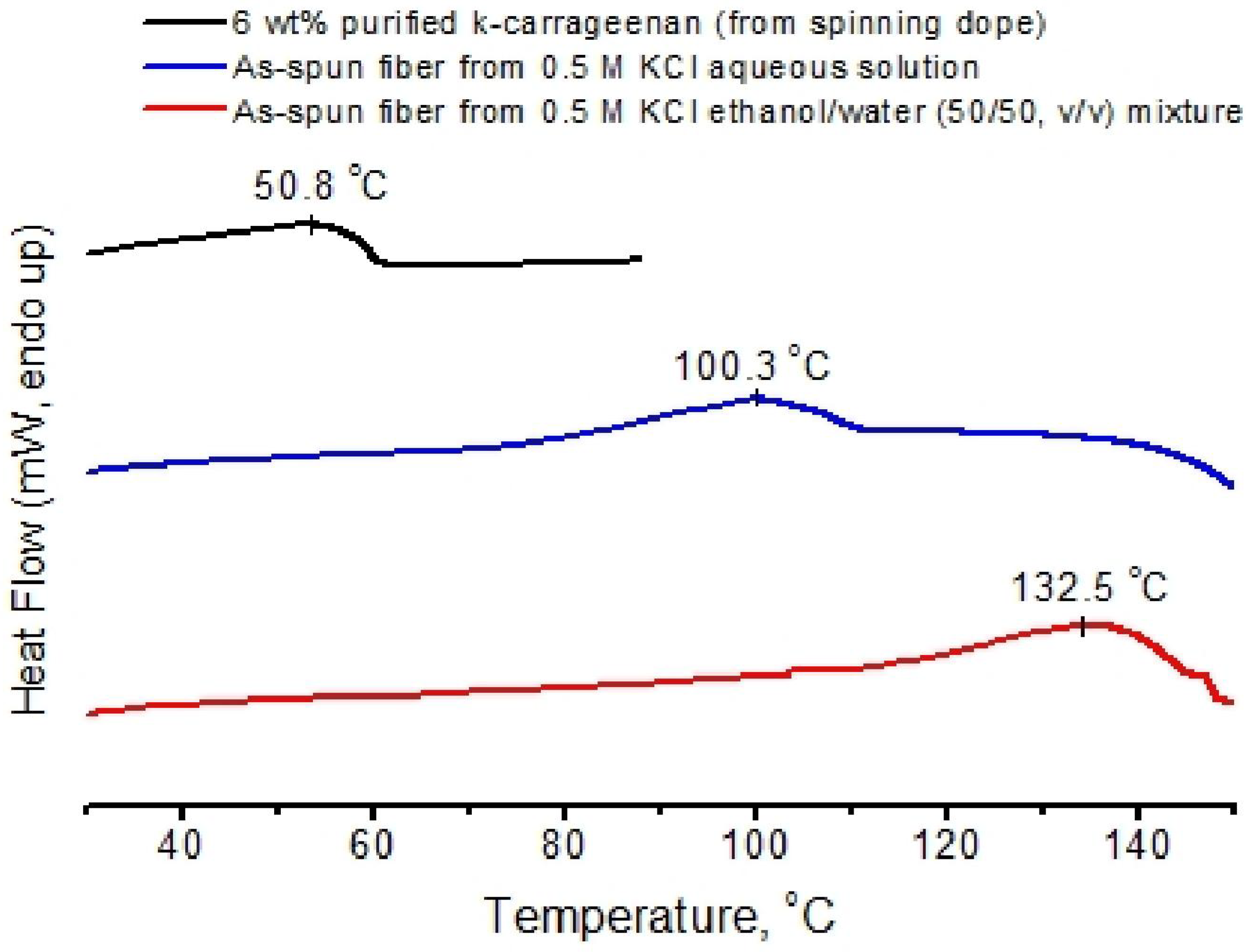
Thermograms were recorded using a using a differential scanning calorimeter (DSC Q100, TA Instrument, New Castle, DE, USA), and 60 µL hermetic stainless steel pans (Perkin-Elmer Instruments, Bridgeville, PA, USA). For scanning of gels, at least 50 mg of the spinning dope was filled into the pan. For scanning of fibers, at least 30 mg of as-spun wet fibers were loaded into the pan without additional solvent. Samples were equilibrated at 10 °C, then heated to 170 °C at a scanning rate of 2 °C/min. The DSC was calibrated with indium, and an empty sample pan was used as a reference.
3.7. Rheology
Flow curves were generated using parallel plate geometry on a strain-controlled rheometer (ARES, TA Instrument, New Castle, DE, USA). The parallel plate diameter was 50 mm and the gap was set at 0.5 mm. Sample was loaded between the plates when hot and sealed by mineral oil on the periphery to avoid solvent evaporation.
3.8. Tensile Test and Drawing
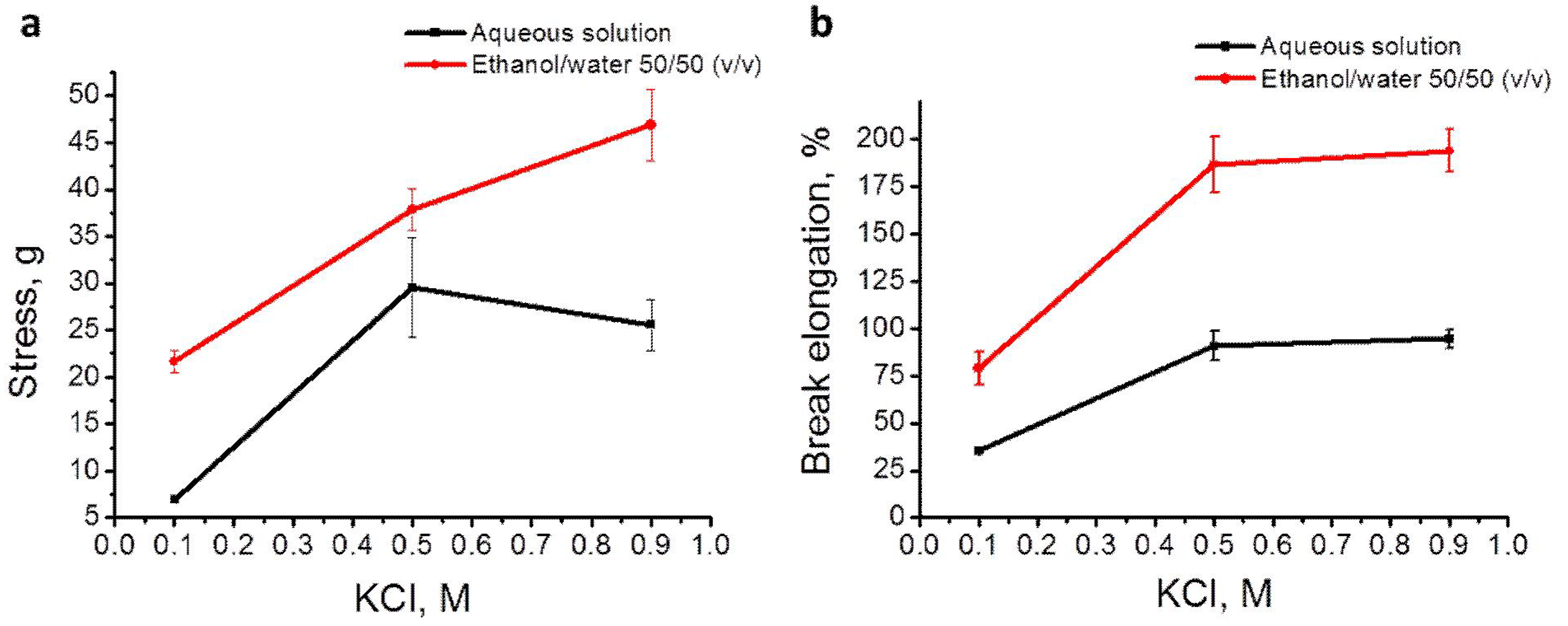
Fiber tensile tests and drawing were performed on a Texture Analyzer (TAXT2i, Stable Microsystems, Godalming, UK) with film/fiber clamps. The clamp sawteeth were covered with a piece of foam and a piece of paper to avoid slip and fracture of fibers at the clamp sawteeth. Initial fiber length was 20 mm. Crosshead speed was set at 0.2 mm/s for tensile test and 0.1 mm/s for drawing. The ultimate tensile stress (g) is the maximum stress applied to break a single fiber. The break at elongation (%) is defined as the ratio of the elongated length at break to the initial fiber length (20 mm).
3.9. Statistical Evaluation
For the measurements of fiber diameters, at least 10 spots on the fibers were measured and averaged. For tensile tests, 3 fiber samples were examined. Quantitative data were presented as mean ± standard deviation (SD). Student’s t-test and one-way ANOVA were conducted. p < 0.05 indicated significant difference.
4. Conclusions
In the present study, we investigated the effect of coagulation bath composition, spinning rate and post-spinning mechanical drawing on the morphology and in some cases tensile properties of κ-carrageenan fibers produced by a wet-spinning technique. The as-spun fiber diameter decreased with KCl and ethanol concentration in the coagulation bath. In general, the ultimate tensile stress and elongation at break both increased for KCl concentrations from 0.1 M to 0.5 M with and without ethanol, and enter a plateau region thereafter. We suggest that the improvement in tensile properties resulted from more K+ diffusion into the fiber and fiber collapse brought about by ethanol addition. Spinning rate affected the dope flow and thus the polymer orientation (apparent viscosity) and fiber morphology. At spinning rates of between 0.25 ml/min and 0.33 ml/min, the fiber diameter reached a minimum and the fiber surface was smooth. Both an increase and a decrease in this spinning rate range increased the fiber diameter and roughness of the fiber surface. Post-spinning drawing of the fiber resulted in even smaller fiber diameter.
This is the first time that wet-spinning of pure κ-carrageenan fibers have been discussed. The success of spinning κ-carrageenan fibers provides new materials for food, textile, filtration and biomedical applications.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







