
Investigation of Microstructure and Mechanical Properties of High-Depth-to-Width-Ratio Horizontal NG-GMAW Joint for S500Q Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
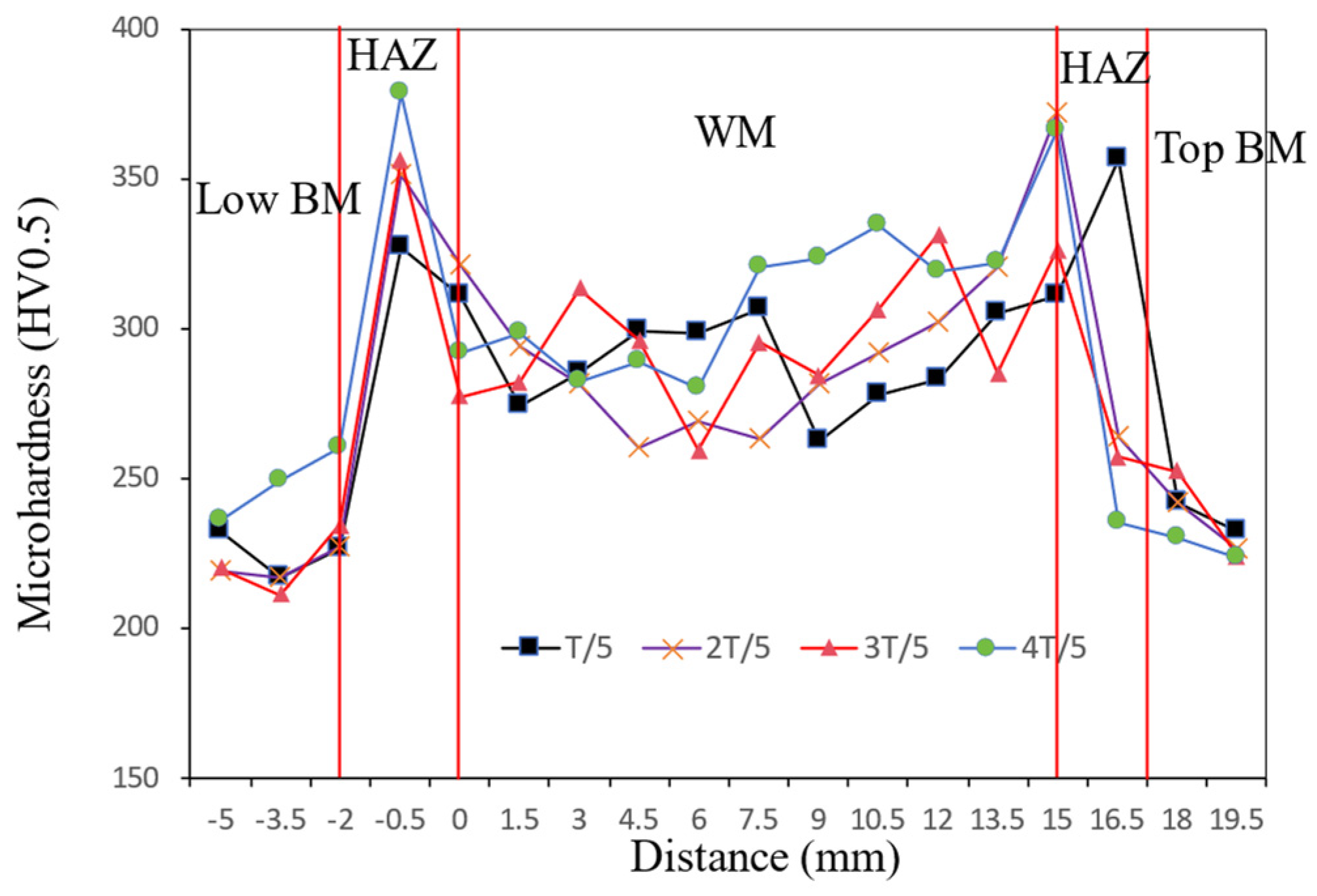
3.1. Tensile and Micro-Hardness Testing
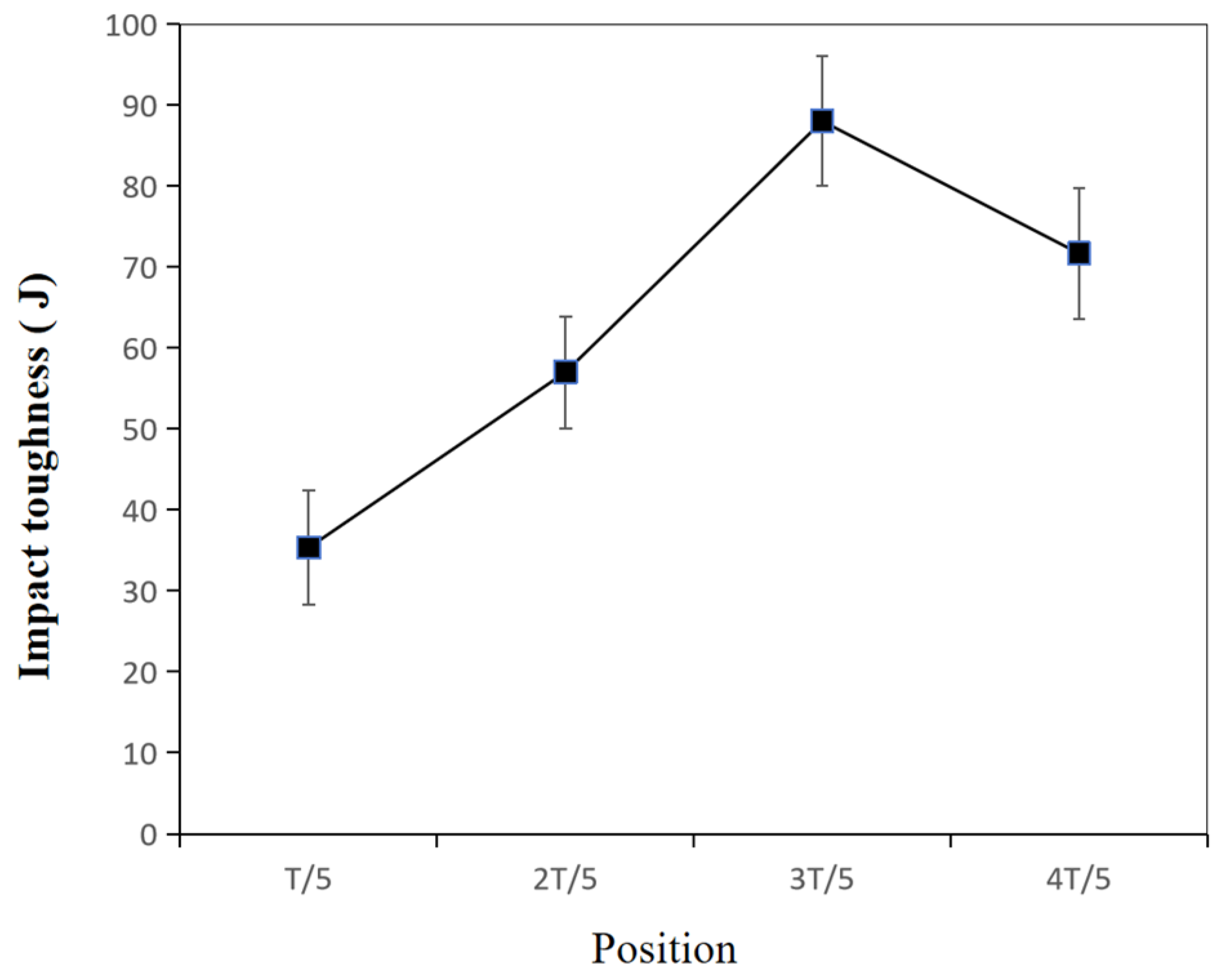
3.2. Bend and Impact Testing
3.3. Microstructure and Fractography Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| NG-GMAW | narrow-gap gas metal arc welding |
| GMAW | gas metal arc welding |
| SEM | scanning electron microscopy |
| WM | weld metal |
| HAZ | heat-affected zone |
| BM | base metal |
| OM | optical microscopy |
| DCZs | dendritic crystal zones |
| CCZsdu | columnar crystal zones |
| EDS | energy-dispersive spectrometer |
| CW | cross-weld tensile specimen |
| 1/5T | 1/5 thickness from weld surface |
| 2/5T | 2/5 thickness from weld surface |
| 3/5T | 3/5 thickness from weld surface |
| 4/5 T | 4/5 thickness from weld surface |
| M-A | martensite-austenite constituents |
References
- He, Q.; Huang, X.; Yang, M.; Yang, H.; Bi, H.; Wang, Z. Fluid–Structure coupling analysis of the stationary structures of a prototype pump turbine during load rejection. Energies 2022, 15, 3764. [Google Scholar] [CrossRef]
- Jiang, H.; Jin, Y.H.; Jiang, Y.P. S550Q/S500Q weld ability of high strength steel analyses. Orient. Mot. 2011, 5, 60–62. [Google Scholar]
- Liu, G.Q.; Tang, X.H.; Han, S.Y.; Cui, H.C. Influence of interwire distance and arc length on welding process and defect formation mechanism in double-wire pulsed narrow-gap gas metal arc welding. J. Mater. Eng. Perform. 2022, 30, 7622–7635. [Google Scholar] [CrossRef]
- Qin, G.L. Development and application of narrow gap gas shielded welding process. Metal Work. (Hot Work.) 2022, 9, 8–20. [Google Scholar]
- Liu, H.S.; Xue, R.L.; Zhou, G.P.; Bao, Y.; Li, X. Implementation of a two-stage algorithm for NG-GMAW seam tracking and oscillation width adaptation in pipeline welding. Sci. Technol. Weld. Join. 2023, 28, 992–1002. [Google Scholar] [CrossRef]
- Han, S.Y.; Liu, G.Q.; Tang, X.H.; Xu, L.; Cui, H.; Shao, C. Effect of molten pool behaviors on welding defects in tandem NG-GMAW based on CFD simulation. Int. J. Heat Mass Transf. 2022, 195, 123165. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, J.; Xu, G.; Jiang, Y. Numerical analysis modeling of temperature field in swing-arc narrow gap GMA welding with additional wire. Int. J. Adv. Manuf. Technol. 2023, 125, 1559–1576. [Google Scholar] [CrossRef]
- Liu, W.J.; Xiao, Y.; Yang, J.; Zhu, P. Influence factors and control methods of droplet transfer in narrow gap P-GMAW overhead welding position. Trans. China Weld. Inst. 2024, 45, 58–63. [Google Scholar]
- Qin, X.M.; Yao, S.; Xiang, F.; Sun, F. Welding wire bending mechanism based on PC control. Weld. Technol. 2002, 31, 35–36. [Google Scholar]
- Xu, G.X.; Zhu, J.; Wang, J.Y.; Li, L.; Zheng, Z.Q. Numerical analysis model for fluid flow in swing arc narrow gap vertical FCAW. J. Mech. Eng. 2019, 55, 63–69. [Google Scholar]
- Traidia, A.; Roger, F.; Schroeder, J.; Guyot, E.; Marlaud, T. On the effects of gravity and sulfur content on the weld shape in horizontal narrow gap GTAW of stainless steels. J. Mater. Process. Technol. 2013, 213, 1128–1138. [Google Scholar] [CrossRef]
- Liu, L.M.; Hu, C.H.; Fang, D.S. Forming characteristics of narrow gap gas shielded three wire indirect arc welding. Trans. China Weld. Inst. 2018, 39, 119–123. [Google Scholar]
- Liu, L.M.; Wang, Z.L.; Zhang, T.Y.; Ba, X. Analysis of metal transfer and weld forming characteristics in triple-wire gas indirect arc welding. Int. J. Adv. Manuf. Technol. 2022, 120, 6777–6788. [Google Scholar] [CrossRef]
- Fang, D.S.; Liu, L.M. The droplet passing through the arc welding between three wires with gas body protection is analyzed. Weld. Technol. 2016, 45, 22–25. [Google Scholar]
- Shelyagin, V.; Khaskin, V.; Bernatskyi, A.; Siora, A.; Sydorets, V.N.; Chinakhov, D.A. Multi-pass laser and hybrid laser-arc narrow-gap welding of steel butt joints. Mater. Sci. Forum 2018, 927, 64–71. [Google Scholar] [CrossRef]
- Wahba, M.; Mizutani, M.; Katayama, S. Single pass hybrid laser-arc welding of 25 mm thick square groove butt joints. Mater. Des. 2016, 97, 1–6. [Google Scholar] [CrossRef]
- Yu, J.; Cai, C.; Xie, J.; Huang, J.; Liu, Y.; Chen, H. Weld formation, arc behavior, and droplet transfer in narrow-gap laser-arc hybrid welding of titanium alloy. J. Manuf. Process. 2023, 91, 44–52. [Google Scholar] [CrossRef]
- Meng, Y.F.; Li, G.; Gao, M.; Zhang, C.; Zeng, X. Formation and suppression mechanism of lack of fusion in narrow gap laser-arc hybrid welding. Int. J. Adv. Manuf. Technol. 2019, 100, 2299–2309. [Google Scholar] [CrossRef]
- Yang, X.Y.; Chen, H.; Li, M.V.; Bu, H.; Zhu, Z.; Cai, C. Porosity suppressing and grain refining of narrow-gap rotating laser-MIG hybrid welding of 5A06 aluminum alloy. J. Manuf. Process. 2021, 68, 1100–1113. [Google Scholar] [CrossRef]
- Luo, Z.Y.; Han, S.G.; Chen, Y.C.; Cai, D.T.; Haskin, V. Effect of process parameters on the forming and tensile properties of laser-arc composite weld. Mater. Rev. 2019, 33, 5. [Google Scholar]
- Bao, Y.; Xue, R.; Zhou, J.; Xu, Y. Effect of increasing oscillation width on the arc characteristics and droplet transfer behavior of X80 steel in the overhead welding position of narrow gap P-GMAW. Metals 2023, 13, 1314. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Zhuo, X.Q.; Yang, C.L. Statistical modeling of weld bead geometry in oscillating arc narrow gap all-position GMA welding. Int. J. Adv. Manuf. Technol. 2014, 72, 1705–1716. [Google Scholar] [CrossRef]
- Shen, X.F.; Li, L.; Guo, W.; Teng, W.; He, W. Comparison of processing window and porosity distribution in laser welding of 10 mm thick 30CrMnSiA ultrahigh strength between flat (1G) and horizontal (2G) positions. J. Laser Appl. 2016, 28, 1–9. [Google Scholar] [CrossRef]
- Bahrami, A.; Aidun, D.; Valentine, D. Interaction of gravity forces in spot GTA weld pool. Weld. J. 2014, 93, 139–144. [Google Scholar]
- Guo, N.; Wang, M.; Guo, W.; Yu, J.; Feng, J. Study on forming mechanism of appearance defects in rotating arc narrow gap horizontal GMAW. Int. J. Adv. Manuf. Technol. 2014, 75, 15–20. [Google Scholar] [CrossRef]
- Cui, H.C.; Jiang, Z.D.; Tang, X.H.; Lu, F.G. Research on narrow-gap GMAW with swing arc system in horizontal position. Int. J. Adv. Manuf. Technol. 2014, 74, 297–305. [Google Scholar] [CrossRef]
- Elmesalamy, A. Narrow Gap Laser Welding of 316L Stainless Steel for Potential Application in the Manufacture of Thick Section Nuclear Components. ProQuest Dissertations & Theses Global A&I: The Sciences and Engineering Collection. Ph.D. Thesis, The University of Manchester, Manchester, UK, 2013. [Google Scholar]
- Qian, X.; Ye, X.; Hou, X.; Wang, F.; Li, S.; Yu, Z.; Yang, S.; Huang, C.; Cui, J.; Zhu, C. Effect of 580 °C (20 h) heat treatment on mechanical properties of 25Cr2NiMo1V rotor-welded joints of oscillating arc (MAG) narrow gap thick steel. Materials 2021, 14, 4498. [Google Scholar] [CrossRef] [PubMed]
- EN 10025-6-2004; Hot Rolled Products of Structural Steels—Part 6: Technical Delivery Conditions for Flat Products of High Yield Strength Structural Steels in the Quenched and Tempered Condition. European Standards s.r.o.: Plzeň-město, Czech Republic, 2004.
- Kang, W.; Tang, Z.; Xu, S.; Zhu, S. Method for Quenched and Tempered Extra Thick Steel for Hydropower Station. China Patent CN105349902, 24 February 2016. [Google Scholar]
- ISO 4136-2022; Destructive Tests on Welds in Metallic Materials—Transverse Tensile Test. British Standards Institution: London, UK, 2022.
- ISO 9016-2022; Destructive Tests on Welds in Metallic Materials—Impact Tests—Test Specimen Location, Notch Orientation and Examination. British Standards Institution: London, UK, 2022.
- ISO 5173-2023; Destructive Tests on Welds in Metallic Materials—Bend Tests. British Standards Institution: London, UK, 2023.
- Ba, L.Z.; Wang, D.P.; Zhang, Z.; Qi, S.M.; Li, L. Effect of welding heat input on toughness of different alloys weld metal in ocean engineering steel. Trans. China Weld. Inst. 2020, 41, 42–47. [Google Scholar]
- Zhao, X.; Wang, Y.F.; Zhang, F.J.; Zhang, Q.; Ma, X. Ultra-narrow gap fused electrode gas shielded automatic welding of DILLIMAX690E steel. J. Weld. 2012, 33, 81–84. [Google Scholar]
- Wu, S.W.; Zhang, C.J.; Zhu, L.G.; Zhang, F.; Guo, J. In-depth analysis of intra-granular acicular ferrite three-dimensional morphology. Scr. Mater. 2020, 185, 61–65. [Google Scholar] [CrossRef]
- Shao, Y.; Liu, C.X.; Yan, Z.S.; Li, H.; Liu, Y. Formation mechanism and control methods of acicular ferrite in HSLA steels: A review. J. Mater. Sci. Technol. 2018, 34, 3–10. [Google Scholar] [CrossRef]
- Zhang, K.; Li, J.; Wu, S.; Ge, G.; Huo, Y.; Hou, S.; Liu, Y. Effect of cross section on the microstructure and mechanical properties of 950 MPa grade heavy steel plate for hydropower. J. Materi. Eng. Perform 2023, 1–9. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Impact Energy at −40 °C (J) |
|---|---|---|---|
| 470~492 | 576~590 | 19.5~24 | 77~193 |
| C | Si | Mn | P | S | Ni | Cr | Ti | Mo | Als | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.09 ~0.16 | 0.15 ~0.45 | 0.08 ~1.45 | ≤ 0.012 | ≤ 0.003 | 0.8 ~1.3 | 0.35 ~0.65 | 0.010 ~0.030 | 0.35 ~0.65 | 0.015 ~0.050 | 0.015 ~0.045 | balance |
| C | Si | Mn | S | P | Ni | Mo | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.09 ±0.016 | 0.54 ±0.108 | 1.51 ±0.025 | 0.008 ±0.0023 | 0.008 ±0.0006 | 0.98 ±0.156 | 0.25 ±0.117 | 0.12 ±0.029 | balance |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Impact Energy at −40 °C (J) |
|---|---|---|---|
| 601 ± 34 | 685 ± 35 | 26 ± 3 | 104 ± 11 |
| Lower Path Welding Current (A) | Upper Path Welding Current (A) | Welding Voltage (V) | Welding Speed (cm/min) | Gas Flow Rate (L/min) | Wire Extension (mm) | Inter-Pass Temperature (°C) | Contents of CO2 in Shielding Gas |
|---|---|---|---|---|---|---|---|
| 260 | 240 | 26 | 20 | 26 | 15–17 | 130–150 | 22% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, R.; Li, H.; Wei, F.; Zhou, Y.; Duan, W.; Zhang, K.; Lei, Z. Investigation of Microstructure and Mechanical Properties of High-Depth-to-Width-Ratio Horizontal NG-GMAW Joint for S500Q Steel. Materials 2024, 17, 2056. https://doi.org/10.3390/ma17092056
Jia R, Li H, Wei F, Zhou Y, Duan W, Zhang K, Lei Z. Investigation of Microstructure and Mechanical Properties of High-Depth-to-Width-Ratio Horizontal NG-GMAW Joint for S500Q Steel. Materials. 2024; 17(9):2056. https://doi.org/10.3390/ma17092056
Chicago/Turabian StyleJia, Ruiyan, Haichao Li, Fangkai Wei, Yufei Zhou, Weizan Duan, Kuiliang Zhang, and Zhenglong Lei. 2024. "Investigation of Microstructure and Mechanical Properties of High-Depth-to-Width-Ratio Horizontal NG-GMAW Joint for S500Q Steel" Materials 17, no. 9: 2056. https://doi.org/10.3390/ma17092056