
Design and Preparation Technology of Green Multiple Solid Waste Cementitious Materials
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mixture Proportions
2.3. Test Methods
2.3.1. Flowability
2.3.2. Compressive Strength
2.3.3. XRD
2.3.4. TG-DTG
2.3.5. NMR
2.3.6. Drying Shrinkage
2.3.7. Chloride Permeation Resistance
3. Results and Discussion
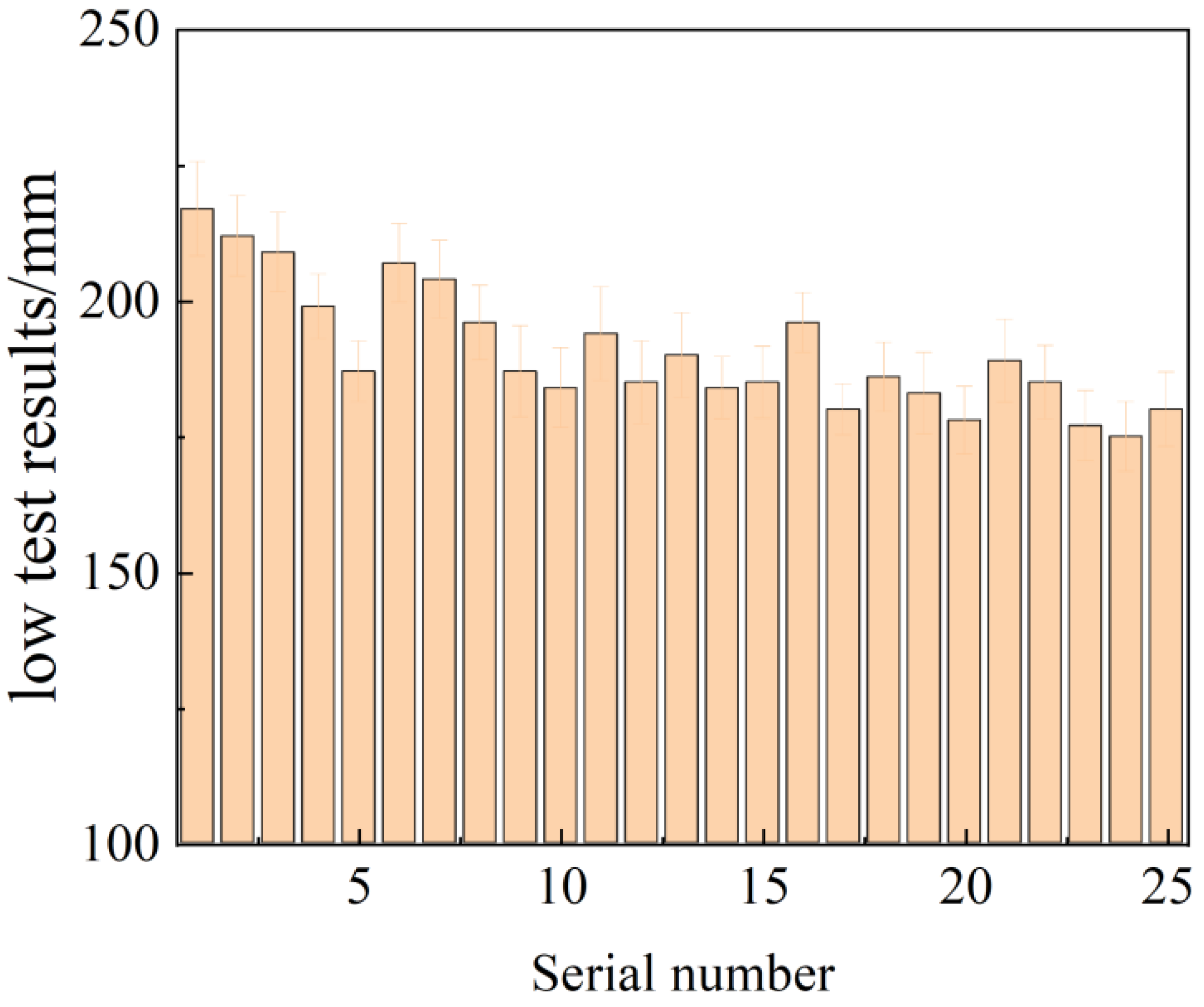
3.1. Flowability
3.2. Mechanical Properties
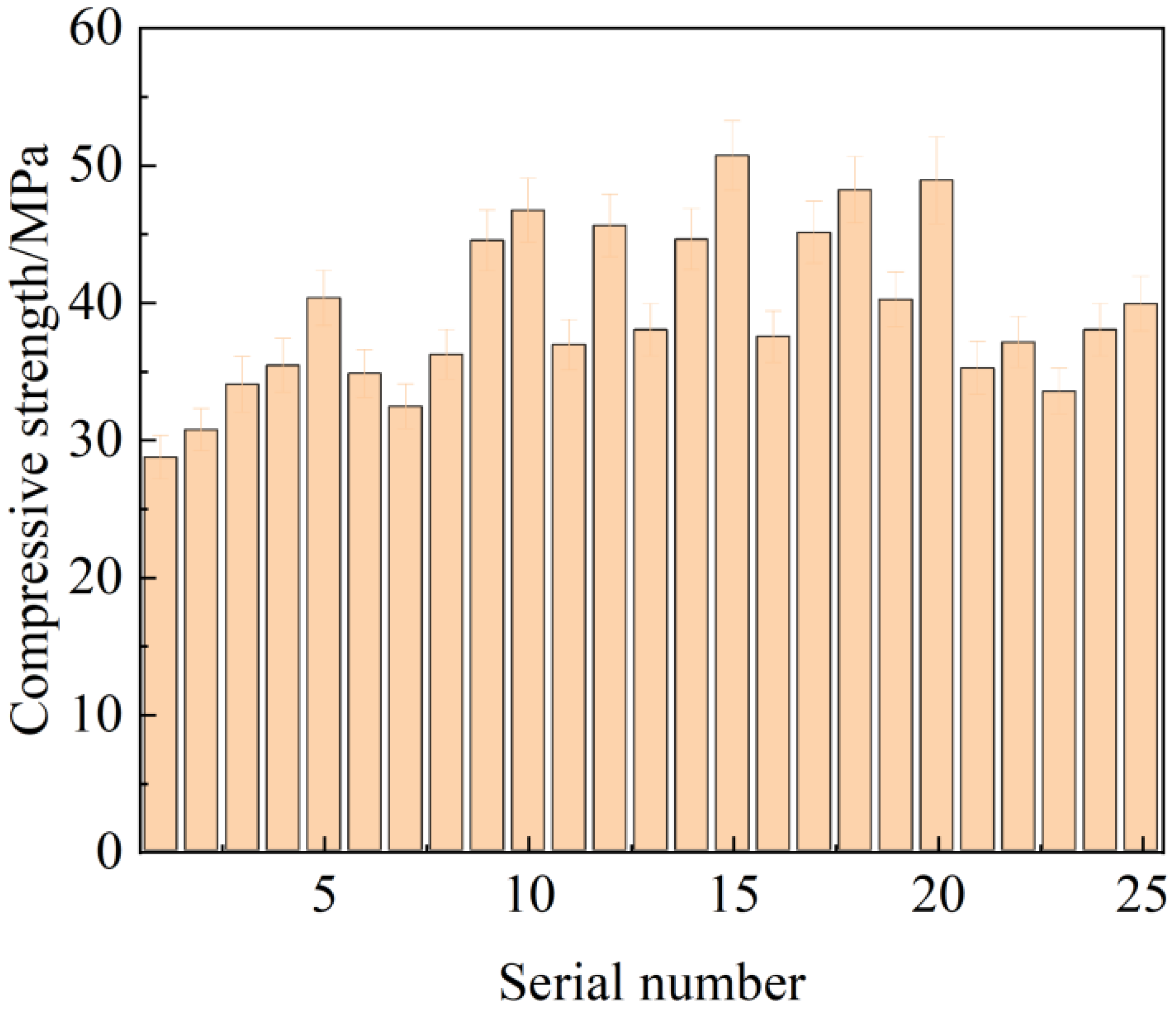
3.2.1. Compressive Strength
3.2.2. Orthogonal Test Analysis
3.2.3. Granularity of Cementitious Materials
- A—Passing amount through standard sieve analysis, %;
- di—Size of each classification of standard sieve holes, mm;
- D—The particle size of the largest particle in the combined aggregate, mm;
- 0.4—Index of the shape characteristics of aggregate particles.
3.3. Durability
3.3.1. Drying Shrinkage
3.3.2. Chloride Permeation Resistance
3.4. Microstructural Analysis
3.4.1. XRD Analysis
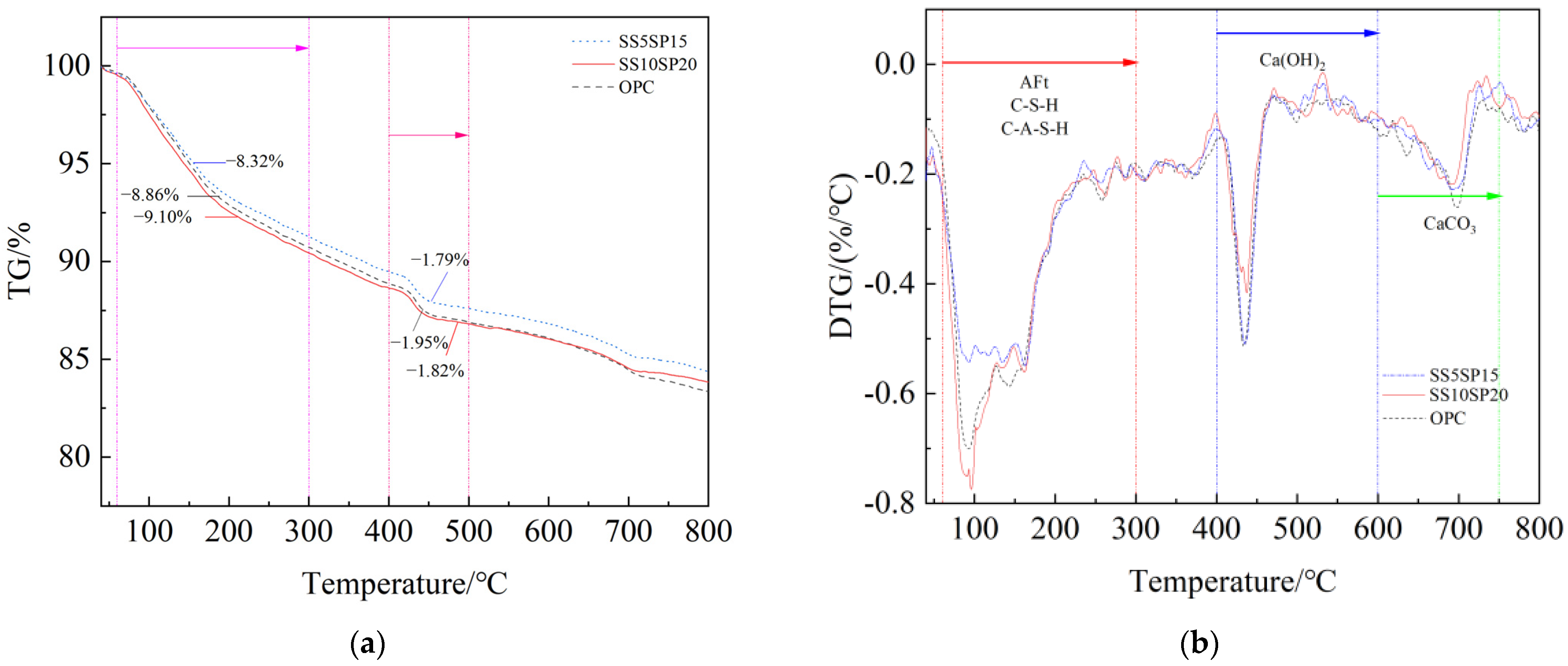
3.4.2. TG-DTG Analysis
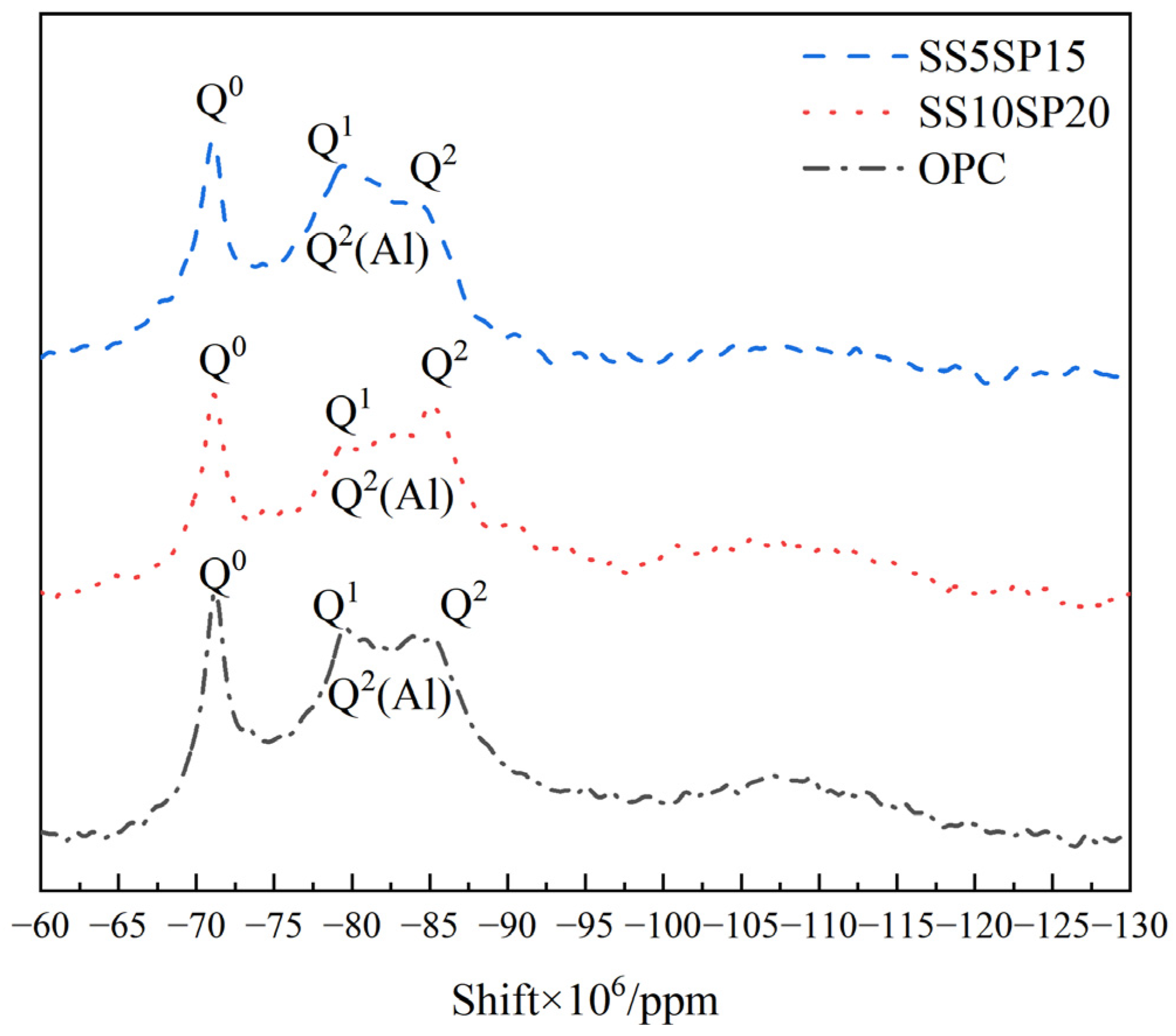
3.4.3. NMR Analysis
4. Conclusions
- The optimal mixing ratio of MSWCMs was selected based on the results of an orthogonal test, and the content of optimal ratio components was SS:SP:DG:FA:OPC = 10:20:5:15:50 by using ANOVA, and its reasonableness was verified by the optimized ratios and particle gradation. The results of the optimized ratios were in accordance with the results of the ANOVA, and the distribution curves of the particles also exhibited a high degree of consistency with the Fuller curve, which indicated that the results of the orthogonal test group had a high degree of precision;
- The composition content of the control group was SS:SP:DG:FA:OPC = 5:15:5:25:50, and the pure OPC group was the blank group. The 28-day compressive strength of the MSWCMs optimal proportioning group was 50.7 MPa, while that of the control group and the blank group was 44.5 MPa and 47.1 MPa, respectively, which showed an increase of 14% and 7.6% in comparison with that of the control and the blank group, indicating a significant increase in the 28-day compressive strength of MSWCMs of 7.6%, which represents a significant advantage;
- The designed mortar with the optimal proportion of MSWCMs showed excellent durability properties compared to the control and blank mortars. The synergistic effect between the MSWCMs increased the drying shrinkage and resistance to chloride ion permeability of the mortar by 22.9%, 22.6% and 8.9%, 9.8%, respectively. These findings demonstrate the ability of MSWCMs to effectively improve the good durability of large admixture solid waste concrete as well as their great potential as a novel construction material;
- The mortar in the optimal proportioning group of MSWCMs showed significant synergistic effects compared to the mortar in the control and blank groups. It produced more C-(A)-S-H gels and AFt. The C-(A)-S-H) gels had a higher degree of cross-linking, leading to a denser microstructure. This contributes to improved mechanical and durability properties;
- The optimal MSWCMs prepared by orthogonal experimental design were also shown to be stronger than other MSWCMs as well as OPC systems in terms of microscopic properties and macroscopic properties after the optimized ratio design and particle grading model verification, which demonstrated the feasibility of this design and preparation method to satisfy the requirements for the comprehensive performance of the MSWCMs system, which has great economic and social benefits.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pablo, B.; Alissa, K.; Colin, W.M.; Sabbie, A.M. Literature review on policies to mitigate GHG emissions for cement and concrete. Resources. Conserv. Recycl. 2022, 182, 106278. [Google Scholar]
- Sabrin, R.; Shahjalal, M.; Bachu, H.A.E.; Habib, M.M.L.; Jerin, T.; Billah, A.M. Recycling of different industrial wastes as supplement of cement for sustainable production of mortar. J. Build. Eng. 2024, 86, 108765. [Google Scholar] [CrossRef]
- Koshy, N.; Dondrob, K.; Hu, L.M.; Wen, Q.B.; Meegoda, J.N. Synthesis and characterization of geopolymers derived from coal gangue, fly ash and red mud. Constr. Build. Mater. 2019, 206, 287–296. [Google Scholar]
- Ogunmakinde, O.E.; Egbelakin, T.; Sher, W. Contributions of the circular economy to the UN sustainable development goals through sustainable construction. Resour. Conserv. Recycl. 2022, 178, 106023. [Google Scholar] [CrossRef]
- Mohammadi, A.; Ramezanianpour, A.M. Investigating the environmental and economic impacts of using supplementary cementitious materials (SCMs) using the life cycle approach. J. Build. Eng. 2023, 79, 107934. [Google Scholar] [CrossRef]
- Nwankwo, C.O.; Bamigboye, G.O.; Davies, I.E.E.; Michaels, T.A. High volume Portland cement replacement: A review. Constr. Build. Mater. 2020, 260, 120445. [Google Scholar] [CrossRef]
- Ocelić, A.; Baričević, A.; Smrkić, M.F. Synergistic integration of waste fibres and supplementary cementitious materials to enhance sustainability of ultra-high-performance concrete (UHPC). Case Stud. Constr. Mater. 2024, 20, 2772. [Google Scholar] [CrossRef]
- Aslam, F.; Shahab, M.Z. Supplementary cementitious materials in blended cement concrete: Advancements in predicting compressive strength through machine learning. Mater. Today Commun. 2024, 38, 107725. [Google Scholar] [CrossRef]
- Šupić, S.; Malešev, M.; Pantić, V.; Lukić, I.; Radonjanin, V.; Ognjanović, M.; Broćeta, G. Environmentally Friendly Masonry Mortar Blended with Fly Ash, Corn Cob Ash or Ceramic Waste Powder. Materials 2023, 16, 6725. [Google Scholar] [CrossRef]
- Bheel, N.; Chohan, I.M.; Ghoto, A.A.; Abbasi, S.A.; Tag-eldin, E.M.; Almujibah, H.R.; Ahmad, M.; Benjeddou, O.; Gonzalez-Lezcano, R.A. Synergistic effect of recycling waste coconut shell ash, metakaolin, and calcined clay as supplementary cementitious material on hardened properties and embodied carbon of high strength concrete. Case Stud. Constr. Mater. 2024, 20, 2980. [Google Scholar] [CrossRef]
- Kuoribo, E.; Shokry, H.; Hassanin, A.H.; Asawa, T.; Mahmoud, H. Optimizing concrete performance: An investigation into the impact of supplementary cementitious materials and sand particle sizes. Mater. Lett. 2023, 347, 134593. [Google Scholar] [CrossRef]
- Khan, M.I.; Abbas, Y.M.; Fares, G.; Alqahtani, F.K. Flowability and Strength Characteristics of Binary Cementitious Systems Containing Silica Fume, Fly Ash, Metakaolin, and Glass Cullet Powder. Materials 2023, 16, 6436. [Google Scholar] [CrossRef] [PubMed]
- Horpibulsuk, S.; Runglawan, R.I.; Suddeepong, A. Assessment of strength development in blended cement admixed Bangkok clay. Constr. Build. Mater. 2011, 25, 1521–1531. [Google Scholar] [CrossRef]
- Fode, T.A.; Jande, Y.A.C.; Kivevele, T. Effects of different supplementary cementitious materials on durability and mechanical properties of cement composite—Comprehensive review. Heliyon 2023, 9, 17924. [Google Scholar] [CrossRef] [PubMed]
- Sallı Bideci, Ö.; Bideci, A.; Ashour, A. Utilization of Recycled Brick Powder as Supplementary Cementitious Materials—A Comprehensive Review. Materials 2024, 17, 637. [Google Scholar] [CrossRef] [PubMed]
- Long, Q.; Zhao, Y.; Zhang, B.; Yang, H.; Luo, Z.; Li, Z.; Zhang, G.; Liu, K. Interfacial Behavior of Slag, Fly Ash, and Red Mud-Based Geopolymer Mortar with Concrete Substrate: Mechanical Properties and Microstructure. Buildings 2024, 14, 652. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, S.; Nie, Q.; Shen, L.; Wang, W. Mechanical Properties and Microscopic Mechanism of a Multi-Cementitious System Comprising Cement, Fly Ash, and Steel Slag Powder. Materials 2023, 16, 7195. [Google Scholar] [CrossRef]
- Sarıdemir, M.; Çelikten, S. Effect of high temperature, acid and sulfonate on properties of activated lightweight aggregate concrete. Constr. Build. Mater. 2022, 317, 125886. [Google Scholar] [CrossRef]
- Chindaprasir, P.; Sriopas, B.; Phosri, P. Hybrid high calcium fly ash activated repair material for concrete exposed to saturated environment. J. Build. Eng. 2022, 45, 103590. [Google Scholar] [CrossRef]
- Ou, Z.H.; Feng, R.P.; Li, F.T.; Liu, G.; Li, N. Development of drying shrinkage model for alkali-activated slag concrete. Constr. Build. Mater. 2022, 323, 126556. [Google Scholar] [CrossRef]
- Park, S.; Wu, S.; Liu, Z.; Pyo, S. The role of supplementary cementitious materials (SCMs) in ultra high performance concrete (UHPC): A review. Materials 2021, 14, 1472. [Google Scholar] [CrossRef] [PubMed]
- Pinheiro, V.D.; Alexandre, J.; Xavier, G.d.C.; Marvila, M.T.; Monteiro, S.N.; de Azevedo, A.R.G. Methods for Evaluating Pozzolanic Reactivity in Calcined Clays: A Review. Materials 2023, 16, 4778. [Google Scholar] [CrossRef] [PubMed]
- Donatello, S.; Tyrer, M.; Cheeseman, C.R. Comparison of test methods to assess pozzolanic activity. Cem. Concr. Compos. 2010, 32, 121–127. [Google Scholar] [CrossRef]
- Li, D.P.; Ping, H.Y.; Zhang, K.F.; Zhang, S.H.; Jing, J.L.; Ma, J.T.; Zheng, Y.C.; Zhai, Y.X.; Liu, F.; Chen, J.L.; et al. Preparation and hydration mechanism of steel slag slag desulfurization gypsum composite cementitious material. Sci. Technol. Eng. 2023, 23, 2558–2566. [Google Scholar]
- Chinese Standard GB/T 12957-2005; Test Method for Activity of Industrial Waste Slag Used as Addition to Cement. Standardization Administration of the People’s Republic of China: Beijing, China, 2005.
- Chinese Standard JC/T 985-2017; Cement-Based Self-Leveling Mortar for Floor. Standardization Administration of the People’s Republic of China: Beijing, China, 2017.
- Chinese Standard JC/T 603-2004; Standard Test Method for Drying Shinkage of Mortar. Standardization Administration of the People’s Republic of China: Beijing, China, 2004.
- Balakrishnan, B.; Maghfouri, M.; Alimohammadi, V.; Asadi, I.; Roychand, R. The acid and chloride permeability resistance of masonry cement plaster mortar incorporating high-volume fly ash content. J. Build. Eng. 2024, 86, 108783. [Google Scholar] [CrossRef]
- Zou, J.L.; Gu, B.W.; Wang, J.Z. Research on the proportioning and early performance of magnesium phosphate cement based on orthogonal test. New Build. Mater. 2024, 51, 68–72. [Google Scholar]
- Snehal, K.; Das, B. Pozzolanic reactivity and drying shrinkage characteristics of optimized blended cementitious composites comprising of Nano-Silica particles. Constr. Build. Mater. 2022, 316, 125796. [Google Scholar]
- Wu, X.; Li, B.; Wei, D.; Guo, F.; Ji, H. Investigation of Preparation and Shrinkage Characteristics of Multi-Source Solid Waste-Based Cementitious Materials. Materials 2023, 16, 7522. [Google Scholar] [CrossRef] [PubMed]
- Aakriti; Soumitra, M.; Neeraj, J.; Jaideep, M. A comprehensive review of flue gas desulphurized gypsum: Production, properties, and applications. Constr. Build. Mater. 2023, 293, 131918. [Google Scholar]
- Liu, J.; Wang, X.D.; Qiu, Q.W.; Ou, G.F.; Xing, F. Understanding the effect of curing age on the chloride resistance of fly ash blended concrete by rapid chloride migration test. Mater. Chem. Phys. 2017, 196, 315–323. [Google Scholar] [CrossRef]
- Moustapha, B.E.; Bonnet, S.; Khelidj, A.; Maranzana, N.; Froelich, D.; Khalifa, A.; Babah, A.I. Effects of microencapsulated phase change materials on chloride ion transport properties of geopolymers incorporating slag and, metakaolin, and cement-based mortars. J. Build. Eng. 2023, 74, 106887. [Google Scholar] [CrossRef]
- Wang, P.; Ming, Y.; Chen, P.; Huang, D.; Zhu, Q.; Ren, H.; Li, X. Preparation and Performance of Ultra-Fine High Activity Composite Micronized Powder from Multi-Solid Waste. Appl. Sci. 2023, 13, 13155. [Google Scholar] [CrossRef]
- Zhou, L.b.; Chen, P.; Hu, C. Hydration-hardening characteristics of steel slag-red mud-cement-based composite mortar. Silic. Bull. 2023, 42, 2837–2845. [Google Scholar]
- Irico, S.; Bovio, A.G.; Paul, G.; Boccaleri, E.; Gastaldi, D.; Marchese, L.; Buzzi, L.; Canonico, F. A solid-state NMR and X-ray powder diffraction investigation of the binding mechanism for self-healing cementitious materials design: The assessment of the reactivity of sodium silicate based systems. Cem. Concr. Compos. 2017, 76, 57–63. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Mass Fraction/% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | Al2O3 | Fe2O3 | SO3 | MgO | Na2O | K2O | MnO | Others | |
| OPC | 53.83 | 23.92 | 6.93 | 3.29 | 2.39 | 1.76 | 0.16 | 0.91 | 0.03 | 6.78 |
| SS | 45.97 | 12.36 | 1.90 | 26.11 | 0.36 | 4.31 | 0.12 | 0.00 | 3.07 | 5.8 |
| SP | 39.80 | 32.05 | 16.71 | 0.37 | 2.63 | 6.60 | 0.35 | 0.45 | 0.17 | 0.87 |
| DG | 36.76 | 2.27 | 0.81 | 0.48 | 47.44 | 1.14 | 0.13 | 0.00 | 0.01 | 10.96 |
| FA | 4.58 | 46.65 | 36.31 | 3.93 | 1.26 | 0.64 | 0.39 | 1.00 | 0.05 | 5.19 |
| Serial Number | Mass Fraction/% | Water/Cement Ratio | Binder/Sand Ratio | ||||
|---|---|---|---|---|---|---|---|
| SS | SP | DG | FA | OPC | |||
| 1 | 0 | 0 | 0 | 50 | 50 | 0.4 | 1:2 |
| 2 | 0 | 5 | 2.5 | 42.5 | 50 | 0.4 | 1:2 |
| 3 | 0 | 10 | 5 | 35 | 50 | 0.4 | 1:2 |
| 4 | 0 | 15 | 7.5 | 27.5 | 50 | 0.4 | 1:2 |
| 5 | 0 | 20 | 10 | 20 | 50 | 0.4 | 1:2 |
| 6 | 5 | 0 | 10 | 35 | 50 | 0.4 | 1:2 |
| 7 | 5 | 5 | 0 | 40 | 50 | 0.4 | 1:2 |
| 8 | 5 | 10 | 2.5 | 32.5 | 50 | 0.4 | 1:2 |
| 9 | 5 | 15 | 5 | 25 | 50 | 0.4 | 1:2 |
| 10 | 5 | 20 | 7.5 | 17.5 | 50 | 0.4 | 1:2 |
| 11 | 10 | 0 | 7.5 | 32.5 | 50 | 0.4 | 1:2 |
| 12 | 10 | 5 | 10 | 25 | 50 | 0.4 | 1:2 |
| 13 | 10 | 10 | 0 | 30 | 50 | 0.4 | 1:2 |
| 14 | 10 | 15 | 2.5 | 22.5 | 50 | 0.4 | 1:2 |
| 15 | 10 | 20 | 5 | 15 | 50 | 0.4 | 1:2 |
| 16 | 15 | 0 | 5 | 30 | 50 | 0.4 | 1:2 |
| 17 | 15 | 5 | 7.5 | 22.5 | 50 | 0.4 | 1:2 |
| 18 | 15 | 10 | 10 | 15 | 50 | 0.4 | 1:2 |
| 19 | 15 | 15 | 0 | 20 | 50 | 0.4 | 1:2 |
| 20 | 15 | 20 | 2.5 | 12.5 | 50 | 0.4 | 1:2 |
| 21 | 20 | 0 | 2.5 | 27.5 | 50 | 0.4 | 1:2 |
| 22 | 20 | 5 | 5 | 20 | 50 | 0.4 | 1:2 |
| 23 | 20 | 10 | 7.5 | 12.5 | 50 | 0.4 | 1:2 |
| 24 | 20 | 15 | 10 | 5 | 50 | 0.4 | 1:2 |
| 25 | 20 | 20 | 0 | 10 | 50 | 0.4 | 1:2 |
| Source of Variation | Square Sum | Degrees of Freedom | Mean Square | F-Value |
|---|---|---|---|---|
| Intercept | 38,659.424 | 1 | 38,659.424 | 5205.441 |
| SS | 367.638 | 4 | 91.909 | 12.375 |
| SP | 312.170 | 4 | 78.042 | 10.508 |
| DG | 92.538 | 4 | 23.134 | 3.115 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, Y.; Liu, X.; Shui, Z.; Gao, X.; Zheng, W.; Zhu, Z.; Zhao, X. Design and Preparation Technology of Green Multiple Solid Waste Cementitious Materials. Materials 2024, 17, 1998. https://doi.org/10.3390/ma17091998
Ge Y, Liu X, Shui Z, Gao X, Zheng W, Zhu Z, Zhao X. Design and Preparation Technology of Green Multiple Solid Waste Cementitious Materials. Materials. 2024; 17(9):1998. https://doi.org/10.3390/ma17091998
Chicago/Turabian StyleGe, Yexin, Xianping Liu, Zhonghe Shui, Xu Gao, Wu Zheng, Zengchao Zhu, and Xudong Zhao. 2024. "Design and Preparation Technology of Green Multiple Solid Waste Cementitious Materials" Materials 17, no. 9: 1998. https://doi.org/10.3390/ma17091998