
The Influence of Moisture Absorption and Desorption by the ABS Filament on the Properties of Additively Manufactured Parts Using the Fused Deposition Modeling Method

Abstract
:1. Introduction
2. Research
2.1. Goals and Methodology
- -
- H0—the properties of products printed using FDM depend on the filament moisture but do not depend on the way the filament achieves a specific moisture level.
- -
- H1—the properties of products printed using FDM depend on the filament moisture and the method of obtaining a specific moisture level by the filament.
- -
- Dry filament (DF)—moisture content approximately 0.2%;
- -
- Wet filament (MF)—moisture content approximately 0.75%.
- -
- Dry environment (DE)—humidity in the chamber 30%, chamber temperature 18 °C;
- -
- Moist environment (ME)—humidity in the chamber 80%, chamber temperature 30 °C;
- -
- Testing moisture content of each batch of filament after 0, 1, 2, 4 and 7 days of storage;
- -
- Preparing samples from the filament after 1, 2, 4, and 7 days of storing the filament. On each day, 5 samples were manufactured;
- -
- Measurement or assessment of the properties of printed samples.
- -
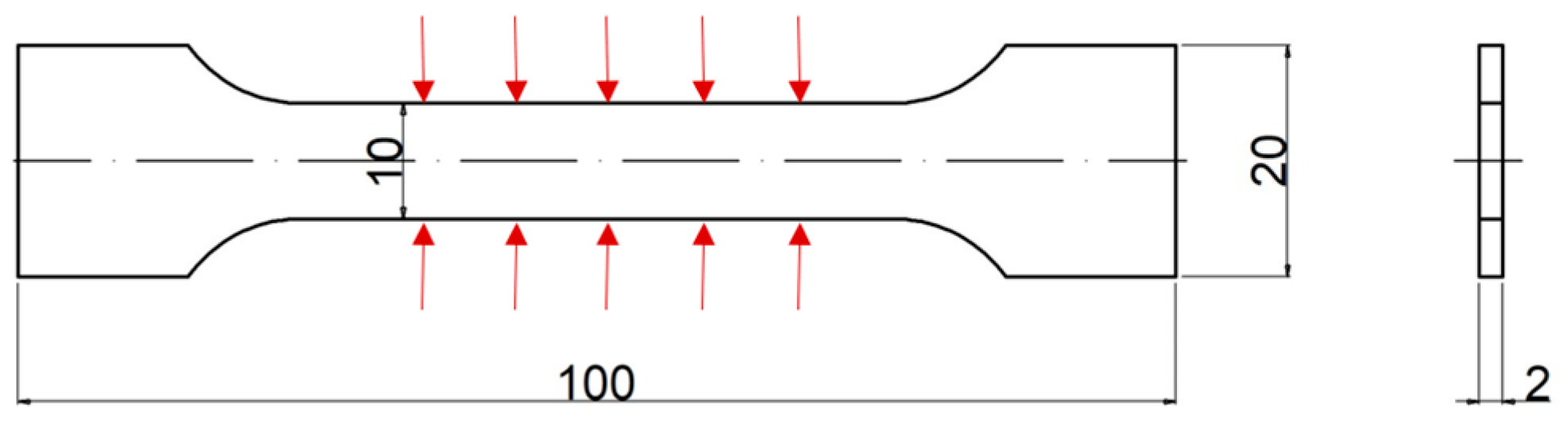
- Tensile strength of samples;
- -
- Thickness and width of samples;
- -
- Mass of samples;
- -
- Surface structure of samples.
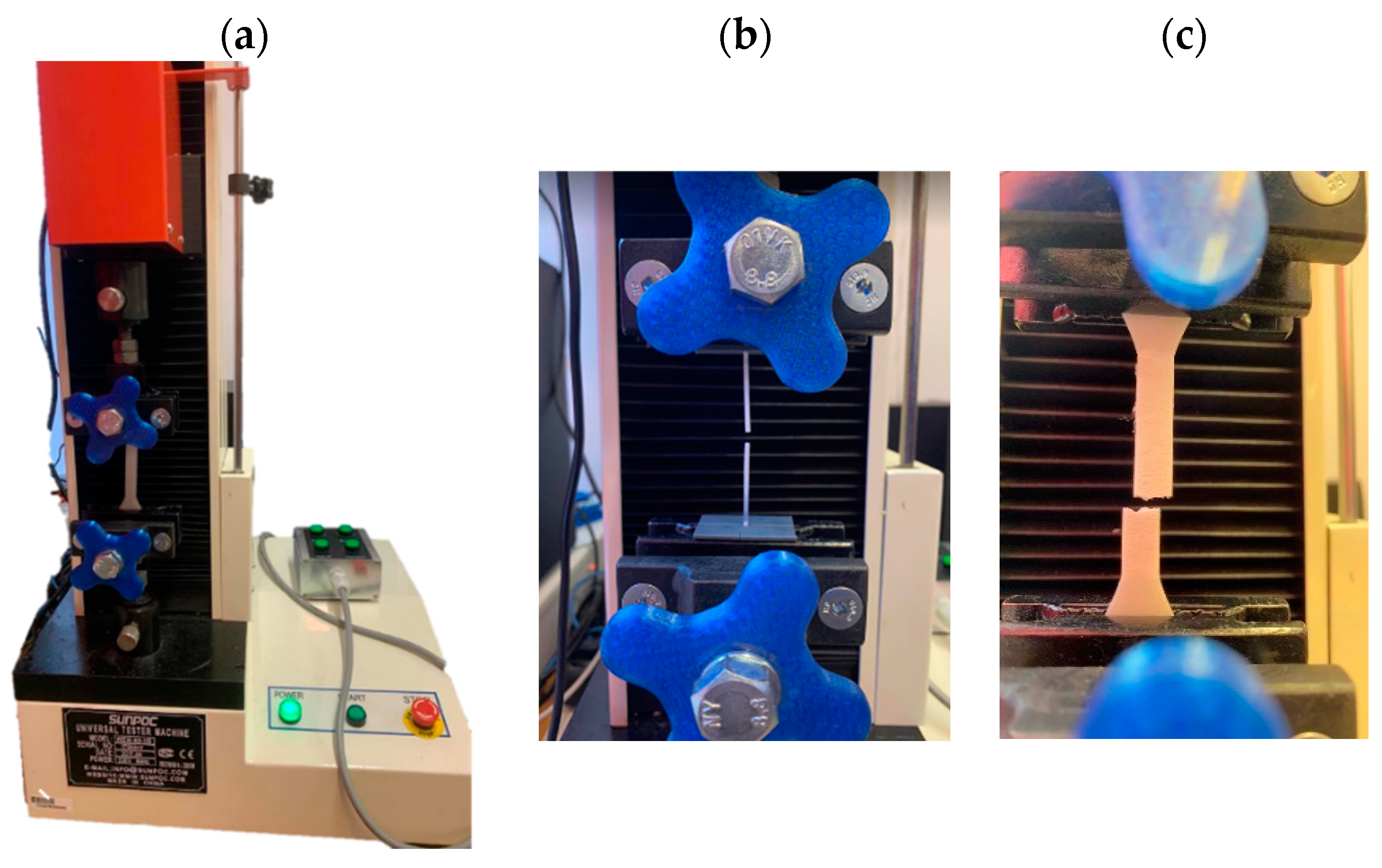
2.2. Research Stands
- -
- Climatic chamber;
- -
- A moisture analyzer for determining the moisture content of the filament;
- -
- A 3D printer with a closed chamber;
- -
- Strength testing machine;
- -
- Digital microscope.
3. Results
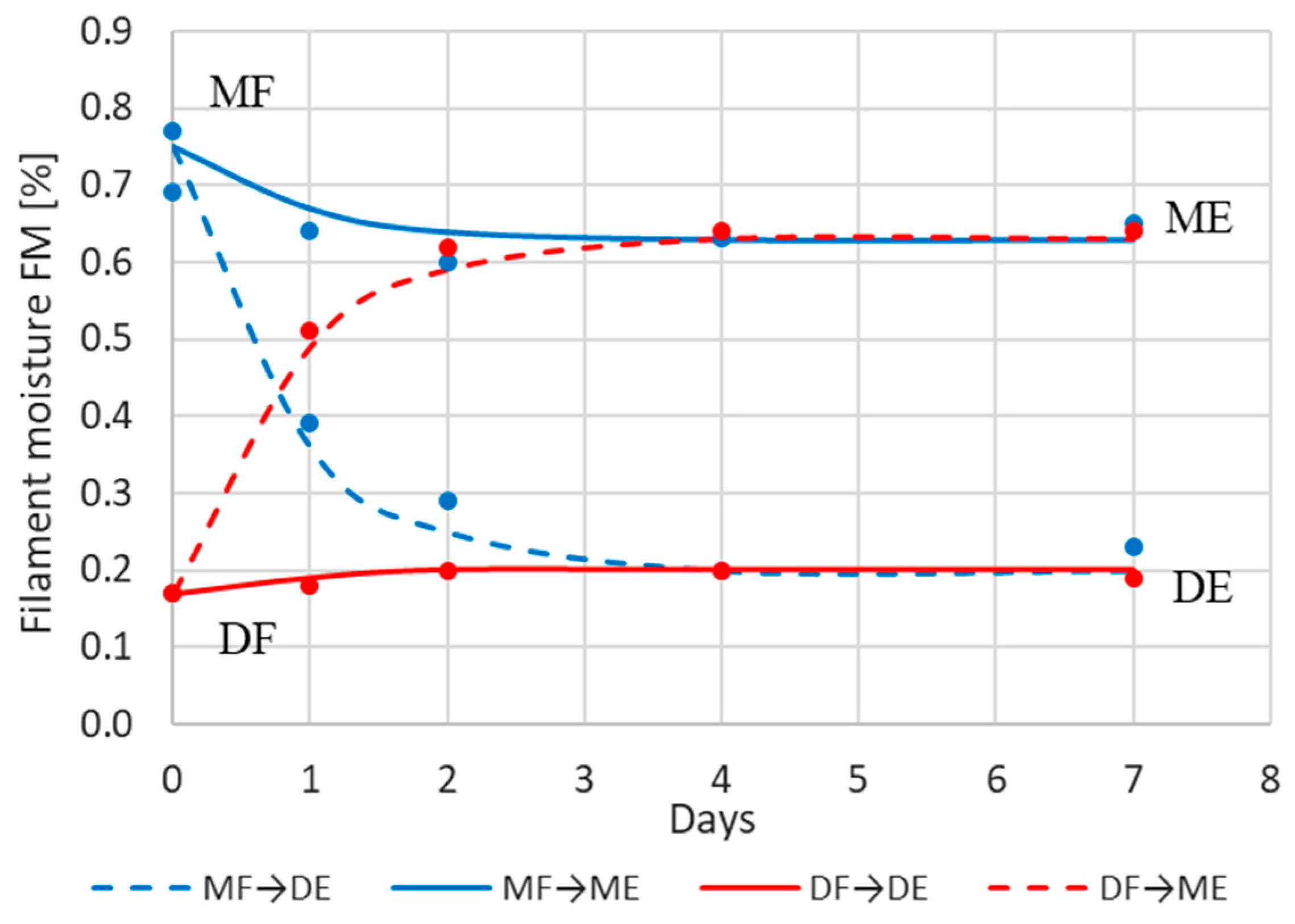
3.1. Dynamics of Moisture Absorption and Desorption
- (a)
- In the case of absorption,
- (b)
- In the case of desorption,
- -
- FM—filament moisture
- -
- FMi—initial filament moisture
- -
- FMs—filament moisture in a stable state
- -
- t—time of exposure (conditioning)
- -
- T—time constant (in hours or days)
3.2. The Influence of Moisture Absorption and Desorption on the Properties of Samples
3.2.1. Tensile Strength
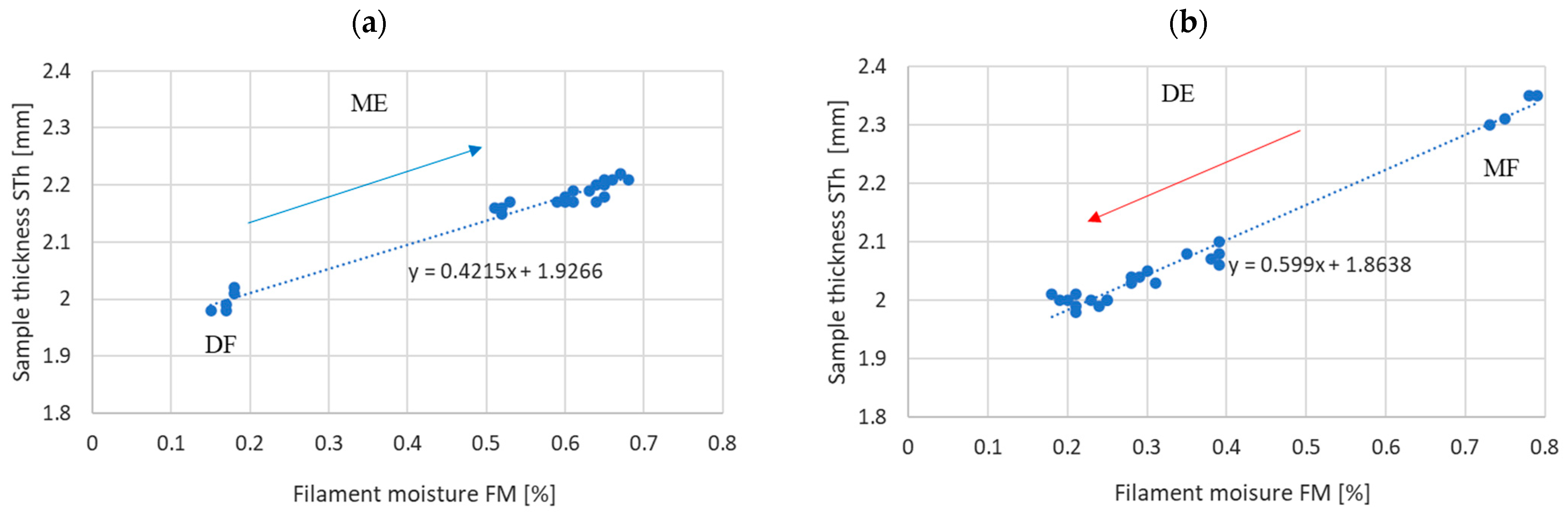
3.2.2. Dimensional Accuracy
3.2.3. Sample Weight
3.2.4. Surface Structure
3.2.5. Moisture Absorption by Samples
4. Conclusions
- -
- The strength of the influence of the filament moisture on the strength of the print (Figure 7), its dimensions (Figure 8 and Figure 9), and surface structure (Figure 11) does not depend on whether the material moisture is the result of absorption or desorption of moisture from the environment. The relationships between the sample strength and size of the sample geometry and the moisture content in the filament material show a linear relationship that is identical regardless of whether the material acquired a given moisture content as a result of absorption or desorption.
- -
- The process of absorption and desorption of moisture into the filament material takes place with intensity depending on the current water content of the filament and the ambient conditions (Figure 6). Regardless of the initial moisture content of the filament, it reaches a level of approximately 0.95% of the level determined after the second day of conditioning.
- -
- An increase in the filament moisture causes a decrease in the tensile strength of the samples (in the range of moisture content from 0.17% to 0.75%, the strength decreases by approximately 25%). The reduction in the strength of the samples is caused by changes leading to the weakening of the structure of the sample.
- -
- Bubbles are formed in the structure of a sample made from moist material, which is the result of a high concentration of vapors from volatile substances resulting from the evaporation of moisture contained in the filament. In samples manufactured from dry filament, there are no bubbles in the material and the material is evenly distributed.
- -
- The moisture contained in the filament causes the sample to swell. Figure 8 and Figure 9 show that the thickness of a sample made from moist filament is about 6% greater than the thickness of a sample made from dry filament, and the width is correspondingly greater by about 10%. Moreover, in the process of printing samples from moist filament, the base material is lost along with escaping gases. This is indirectly confirmed by the results in Figure 10, i.e., that the weight of a sample that uses moist filament is approximately 1.5% lower than the weight of a sample that uses dry filament. Both phenomena—material swelling and material loss—make the structure of a print made from a moist filament looser than that of a sample made from a wet filament, which is a direct cause of the reduction in tensile strength of the sample.
- -
- Printed samples absorb less moisture from the environment than the fiber from which they are made (before inserting the filament into the printer). The time constant of the moisture absorption curve is comparable in both cases. This phenomenon is probably caused by the fact that filament absorbs moisture deeply, while in the case of printed samples, absorption occurs only on the surface.
- -
- The tensile strength of samples manufactured from both dry and moist filament exposed to moisture leads to a decrease in strength. This decline is comparable in both cases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Ubaidillah, S.; Arifin, Z. A review on the fused deposition modelling (FDM) 3D printing: Filament processing, materials, and printing parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- Grimm, T.A. Fused deposition modelling: A technology evaluation. Time Compress. Technol. 2003, 11, 1–6. [Google Scholar]
- Yadav, D.K.; Srivastava, R.; Saty Dev, S. Design & fabrication of ABS part by FDM for automobile application. Mater. Today Proc. 2020, 26, 2089–2093. [Google Scholar]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2021.
- Taufik, M. Fused Filament Fabrication (FFF) Based 3D Printer and Its Design: A Review. In Advanced Manufacturing Systems and Innovative Product Design; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2021; pp. 497–505. [Google Scholar]
- Salentijn, G.I.J.; Oomen, P.E.; Grajewski, M.; Verpoorte, E. Fused Deposition Modeling 3D Printing for (Bio) analytical Device Fabrication: Procedures, Materials, and Applications. Anal. Chem. 2017, 89, 7053–7061. [Google Scholar] [CrossRef]
- Duncan, B.C.; Broughton, W.R. Measurement Good Practice Guide No. 102, Absorption and Diffusion of Moisture in Polymeric Materials; National Physical Laboratory: Teddington, UK, 2007. [Google Scholar]
- Hamrol, A.; Góralski, B.; Wichniarek, R.; Kuczko, W. The Natural Moisture of ABS Filament and Its Influence on the Quality of FFF Products. Materials 2023, 16, 938. [Google Scholar] [CrossRef]
- Ehrenstein, G.W.; Brocka-Krzemińska, Ż. Polymer Materials, Structure and Properties; PWN: Warszawa, Poland, 2016. (In Polish) [Google Scholar]
- Duncan, B.C.; Urquhart, J.; Roberts, S. Review of Measurement and Modelling of Permeation and Diffusion in Polymers; Report DEPC MPR 012; National Physical Laboratory: Teddington, UK, 2005. [Google Scholar]
- Frantz, P.; Granick, S. Kinetics of polymer adsorption and desorption. Phys. Rev. Lett. 1991, 66, 899–902. [Google Scholar] [CrossRef]
- Gilormini, P.; Verdu, J. On the role of hydrogen bonding on water absorption in polymers. Polymer 2018, 142, 164–169. [Google Scholar] [CrossRef]
- Kaznica, N.; Zych, J. The processes of absorption of moisture from the environment and drying out on the example of top layers of casting molds. Arch. Foundry Eng. 2015, 15, 63–66. [Google Scholar]
- Baschek, G.; Hartwig, G.; Zahradnik, F. Effect of water absorption in polymers at low and high temperatures. Polymer 1999, 40, 3433–3441. [Google Scholar] [CrossRef]
- Halidi, S.N.A.M.; Abdullah, J. Moisture effects on the ABS used for Fused Deposition Modeling rapid prototyping. In Proceedings of the IEEE Symposium on Humanities, Science and Engineering Research, Kuala Lumpur, Malaysia, 24–27 June 2012. [Google Scholar]
- Kariz, M.; Sernek, M.; Kuzman, M.K. Effect of humidity on 3d-printed specimens from wood-pla filaments. Wood Res. 2018, 63, 917–922. [Google Scholar]
- Zaldivar, R.J.; Mclouth, T.D.; Ferrelli, G.L.; Patel, D.N.; Hopkins, A.R.; Witkin, D. Effect of initial filament moisture content on the microstructure and mechanical performance of ULTEM® 9085 3D parts. Addit. Manuf. 2018, 24, 457–466. [Google Scholar] [CrossRef]
- Góralski, B.; Siergiej, J. The influence of the method of storing ABS, PLA, PET-G filaments on the properties of products additively manufactured using the FDM method. Enterp. Manag. 2023, 26, 7–11. (In Polish) [Google Scholar]
- Banjo, A.D.; Agrawal, V.; Auad, M.L.; Celestine, A.D.N. Moisture-induced changes in the mechanical behavior of 3D printed polymers. Compos. Part C Open Access 2022, 7, 100243. [Google Scholar] [CrossRef]
- Osman, M.A.; Mostafa, R.A.A. Investigation of ABS-rice straw composite feedstock filament for FDM. Rapid Prototyp. J. 2018, 24, 1067–1075. [Google Scholar] [CrossRef]
- Padmalatha, K.; Kishore, P. Moisture Ingress and Degradation of Additively Manufactured Pla, Abs And Pla/Sic Composite Parts. Addit. Manuf. 2020, 36, 101529. [Google Scholar]
- Haghighi-Yazdi, M.; Tang, J.K.Y.; Lee-Sullivan, P. Moisture uptake of a polycarbonate blend exposed to hygrothermal aging. Polym. Degrad. Stab. 2011, 96, 1858–1865. [Google Scholar] [CrossRef]
- Lay, M.; Thajudin, N.L.N.; Abdul Hamid, Z.A.; Rusli, A.; Abdullah, M.K.; Shuib, R.K. Comparison of physical and mechanical properties of PLA, ABS and nylon 6 fabricated using fused deposition modeling and injection molding. Compos. Part B Eng. 2019, 176, 107341. [Google Scholar] [CrossRef]
- Kim, E.; Shin, Y.J.; Ahn, S.H. The effects of moisture and temperature on the mechanical properties of additive manufacturing components: Fused deposition modeling. Rapid Prototyp. J. 2016, 22, 887–894. [Google Scholar] [CrossRef]
- An, T.; Selvaraj, R.; Hong, S.; Kim, N. Creep Behavior of ABS Polymer in Temperature–Humidity Conditions. J. Mater. Eng. Perform. 2017, 26, 2754–2762. [Google Scholar] [CrossRef]
- Valerga, A.P.; Batista, M.; Salguero, J.; Girot, F. Influence of PLA Filament Conditions on Characteristics of FDM Parts. Materials 2018, 11, 1322. [Google Scholar] [CrossRef]
- Fang, L.; Yan, Y.; Agarwal, O.; Yao, S.; Seppala, J.E.; Kang, S.H. Effects of Environmental Temperature and Humidity on the Geometry and Strength of Polycarbonate Specimens Prepared by Fused Filament Fabrication. Materials 2020, 13, 4414. [Google Scholar] [CrossRef]
- Wichniarek, R.; Hamrol, A.; Kuczko, W.; Górski, F.; Rogalewicz, M. ABS filament moisture compensation possibilities in the FDM process. CIRP J. Manuf. Sci. Technol. 2021, 35, 550–559. [Google Scholar] [CrossRef]
- Garces, I.T.; Aslanzadeh, S.; Boluk, Y.; Ayranci, C. Effect of Moisture on Shape Memory Polyurethane Polymers for Extrusion-Based Additive Manufacturing. Materials 2019, 12, 244. [Google Scholar] [CrossRef]
- Starkova, O.; Aiello, M.A.; Aniskevich, A. Long-term moisture diffusion in vinylester resin and CFRP rebars: A 20-year case study. Compos. Sci. Technol. 2023, 242, 29. [Google Scholar] [CrossRef]
- Janas, S.; Kwiecień, I.; Kowalska, M. Testing the Water Content in Plastic Granulates Using the Thermogravimetric Method; nr 3/2022; Tworzywa Sztuczne w Przemyśle: Racibórz, Poland, 2022. (In Polish) [Google Scholar]
- PN-EN ISO 527:1998; Plastics—Determination of Mechanical Properties under Static Tension–General Principles. Polish Committee for Standardization: Warsaw, Poland, 1998.
- ISO 527-1:2019; Plastics—Determination of Tensile Properties. Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019.
- Góralski, B.; Hamrol, A.; Wysocka, W.; Stefan, M. The Influence of ABS Polymer Filament Moisture on the Properties of Products Additively Manufactured Using the FDM Method; Wydawnictwo Uczelniane Politechniki Koszalińskiej: Koszalin, Poland, 2023; pp. 127–132. ISBN 978-83-7365-607-9. (In Polish) [Google Scholar]
- Kikuchi, B.C.; Bussamra, F.; Donadon, M.V.; Ferreira, R.; Cássia Mendonça Sales, R. Moisture effect on the mechanical properties of additively manufactured continuous carbon fiber-reinforced Nylon-based thermoplastic. Polym. Compos. 2020, 41, 5227–5245. [Google Scholar] [CrossRef]
- Melichar, M.; Kubátová, D.; Kutlwašer, J. The Influence of Humidity on ABS Plastic Measurement Result. In Proceedings of the 29th DAAAAM International Symposium, Vienna, Austria, 25–29 June 2018; Vienna University of Technology: Vienna, Austria, 2018. [Google Scholar]
- Ferrell, W.H.; Corey, M.A.; Termaath, S. Tensile strength dependence of FFF fiber reinforced ABS on environmental conditioning. Mech. Adv. Mater. Struct. 2021, 28, 2163–2176. [Google Scholar] [CrossRef]
- Aczel, A.D. Complete Business Statistics; McGraw-Hill Education: Berkshire, UK, 2020. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Layer thickness | 0.19 mm |
| Nozzle temperature | 275 °C |
| Printing speed | 30 mm/s |
| Degree of filling | 100% |
| Filling pattern | grid, 45 grad |
| Orientation of samples on the table | horizontal |
| Nozzle diameter | 0.4 mm |
| Table temperature | 80 °C. |
| Regression Line | Correlation Coefficient | Hypothesis of Equality of Regression Line Slope | ||
|---|---|---|---|---|
| t-Statistics | The p-Value of Rejecting the Hypothesis | |||
| Moisture absorption | STS = −15.49 FM + 32.69 | r = −0.993 | −1.954004 | p = 0.0599 |
| Moisture desorption | STS = −12.51 FM + 31.46 | r = −0.934 | ||
| Regression Line | Correlation Coefficient | Hypothesis of Equality of Regression Line Slope | ||
|---|---|---|---|---|
| t-Statistics | The p-Value of Rejecting the Hypothesis | |||
| Moisture absorption | STh = 0.422 FM + 1.927 | r = −0.934 | 1.931603 | p = 0.0568 |
| Moisture desorption | STh = 0.599 FM + 1.863 | r = −0.993 | ||
| Moisture absorption | SWd = 0.919 FM + 19.862 | r = 0.945 | −0.362022 | p = 0.719 |
| Moisture desorption | SWd = 0.881 FM + 9.845 | r = 0.970 | ||
| Regression Line | Correlation Coefficient | Hypothesis of Equality of Regression Line Slope | ||
|---|---|---|---|---|
| t-Statistics | The p-Value of Rejecting the Hypothesis | |||
| Moisture absorption | SWg = −0.0312 FM + 2.6724 | r = −0.719 | 1.944347 | p = 0.0591 |
| Moisture desorption | SWg = −0.0224 FM + 2.6529 | r = −0.414 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hamrol, A.; Góralski, B.; Wichniarek, R. The Influence of Moisture Absorption and Desorption by the ABS Filament on the Properties of Additively Manufactured Parts Using the Fused Deposition Modeling Method. Materials 2024, 17, 1988. https://doi.org/10.3390/ma17091988
Hamrol A, Góralski B, Wichniarek R. The Influence of Moisture Absorption and Desorption by the ABS Filament on the Properties of Additively Manufactured Parts Using the Fused Deposition Modeling Method. Materials. 2024; 17(9):1988. https://doi.org/10.3390/ma17091988
Chicago/Turabian StyleHamrol, Adam, Błażej Góralski, and Radosław Wichniarek. 2024. "The Influence of Moisture Absorption and Desorption by the ABS Filament on the Properties of Additively Manufactured Parts Using the Fused Deposition Modeling Method" Materials 17, no. 9: 1988. https://doi.org/10.3390/ma17091988