
Effect of Multi-Path Asynchronous Rolling Process on Microstructure and Mechanical Properties of ZK60 Magnesium Alloy
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Processing Routes of Multi-Path Asynchronous Rolling (MAR)
2.2. Materials Fabrication and Characterization
2.3. Testing of Mechanical Properties of Materials
3. Results
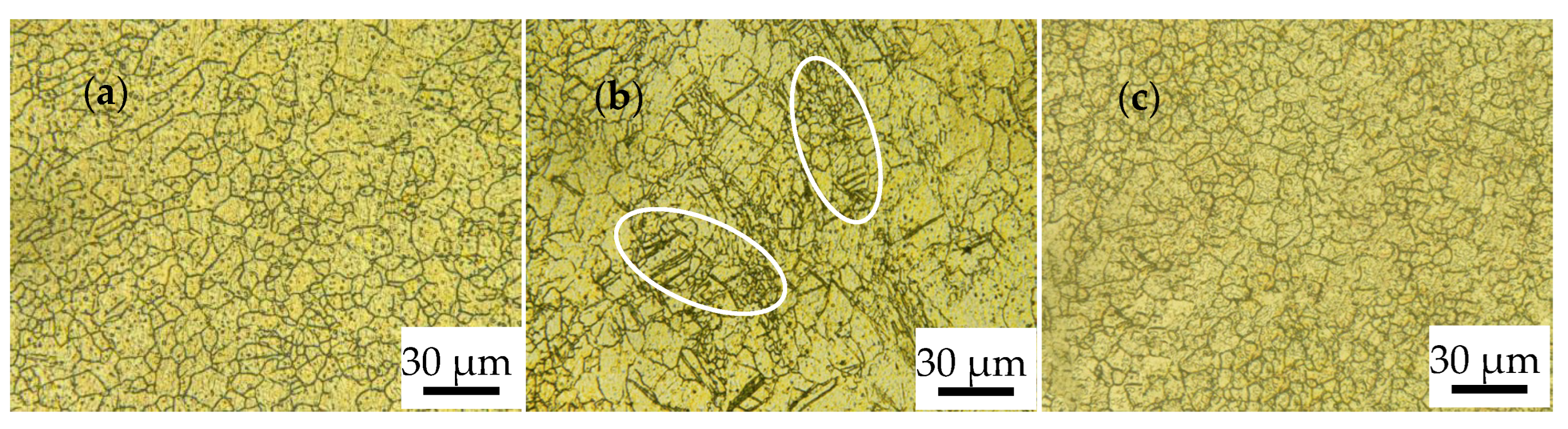
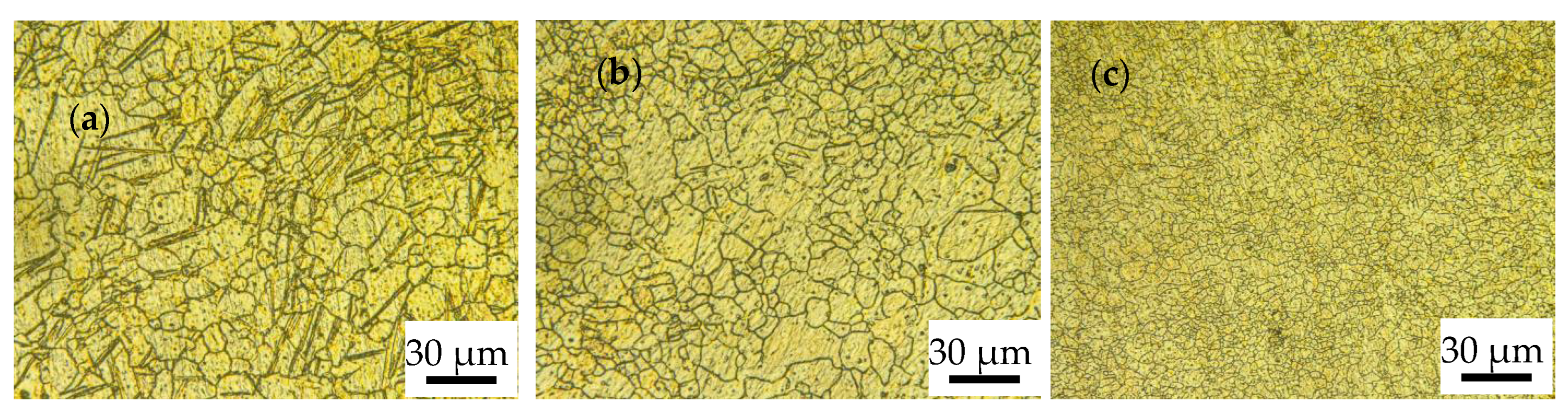
3.1. Microstructures of MARed ZK60 Magnesium Alloys
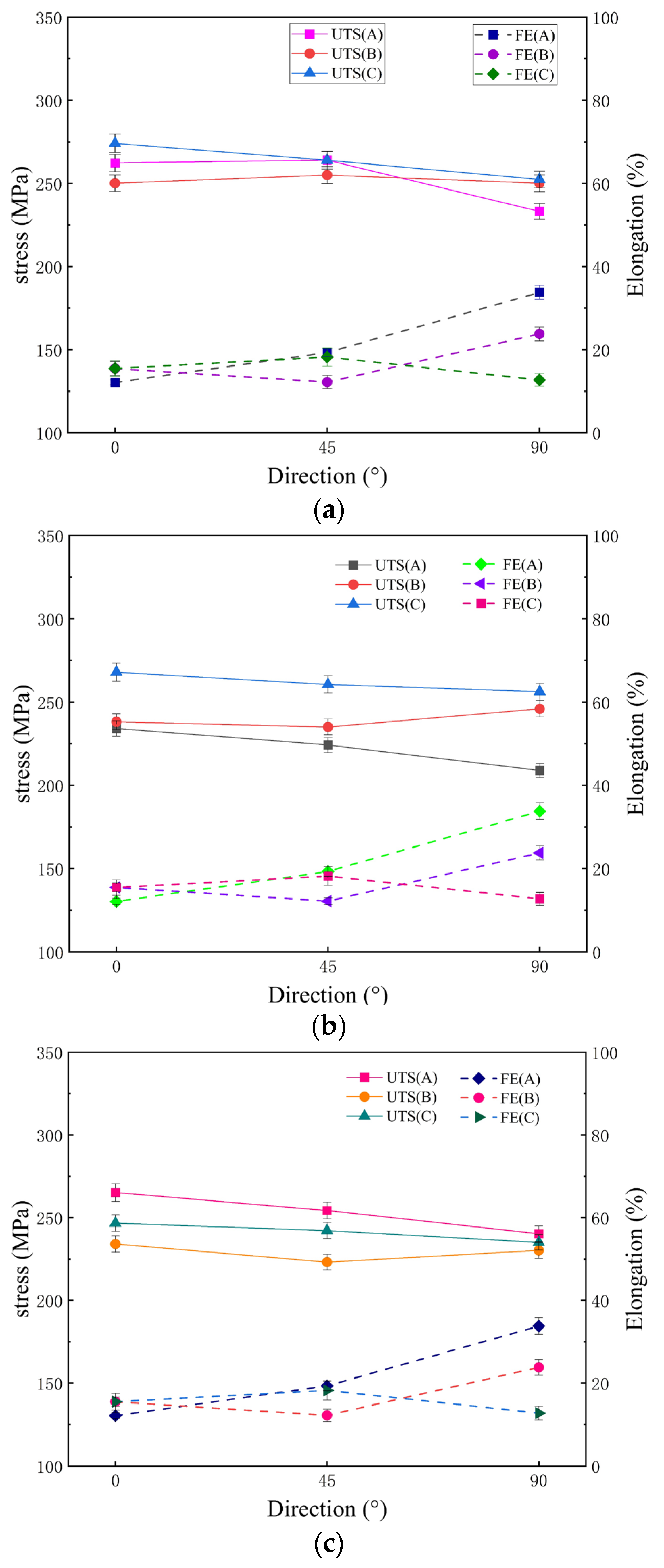
3.2. Mechanical Properties of MARed ZK60 Magnesium Alloys
4. Discussion
5. Conclusions
- (1)
- The MAR process can effectively refine and uniform the grain size of the ZK60 alloy, reduce the basal texture intensity, improve mechanical properties, and reduce anisotropy, which will effectively improve formability of the ZK60 alloy. After rolling at 400 °C through the C-1.5 process, the strength and plasticity of ZK60 magnesium alloy reached the maximum values, and the anisotropy of mechanical properties was significantly improved.
- (2)
- Grains were refined with the RSR increases during hot rolling due to the shear stress acting on the alloys’ increases and led to the rotation of subgrains and the transition from LAGBs to HAGBs, which promotes the occurrence of dynamic recrystallization and small grain formation. Intersecting twins with cross-orientation obtained in the MARed alloys subjected to shear stress from different directions are prone to generating secondary twinning internally during coordinated deformation, which also promotes the occurrence of dynamic recrystallization. The “segmentation” effect of twins intersection also refines grains. Optimized MAR processing (C-1.5) can improve the non-uniformity of alloy microstructure and make the grain size more uniform.
- (3)
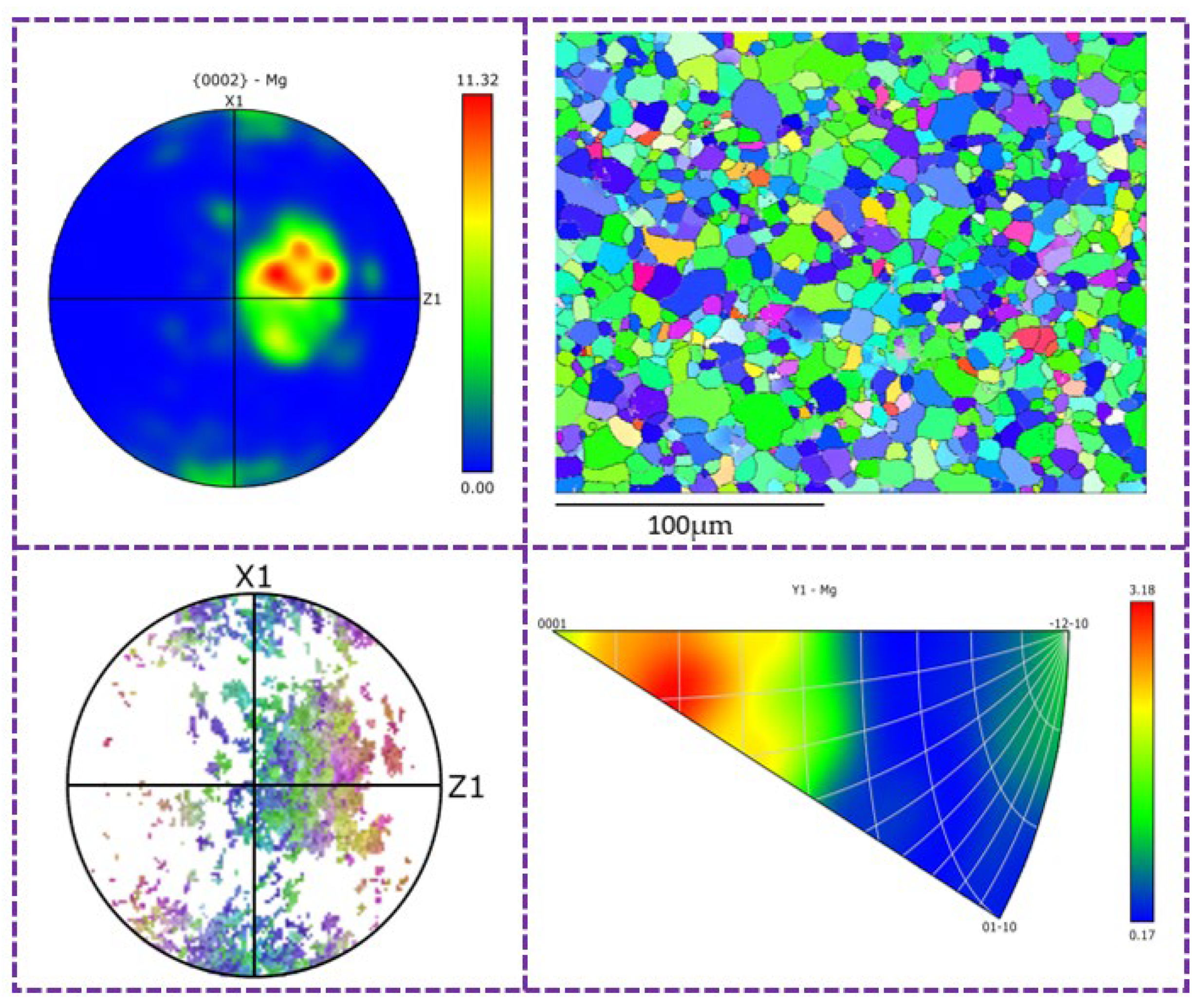
- The randomly oriented grains generated by dynamic recrystallization of the MARed alloys can weaken the strong basal texture generated during the rolling process, and improve the anisotropy of alloy mechanical properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, Y.; Chi, C.C.; Li, L.C. Effect of anisotropic of ZK60 magnesium alloy sheet on its earing behavior during deep drawing process. J. Plast. Eng. 2017, 24, 85–91. [Google Scholar]
- Tan, J.; Ramakrishna, S. Applications of Magnesium and Its Alloys: A Review. Appl. Sci. 2021, 11, 6861. [Google Scholar] [CrossRef]
- Kaya, A.A. A Review on Developments in Magnesium Alloys. Front. Mater. 2020, 7, 198. [Google Scholar] [CrossRef]
- Kim, K.H.; Okayasu, K.; Fukutomi, H. Influence of the Initial Texture on Texture Formation of High Temperature Deformation in AZ80 Magnesium Alloy. Mater. Trans. 2015, 56, 17–22. [Google Scholar] [CrossRef]
- Huang, B.; Yan, H.G.; Chen, J.H. Effects of Rolling Process on Microstructure and Tensile Properties of ZK60 Magnesium Alloy. Mater. Mech. Eng. 2018, 42, 69–73. [Google Scholar] [CrossRef]
- Azghandi, S.H.M.; Weiss, M.; Arhatari, B.D.; Barnett, M.R. Grain size and void formation in Mg alloy AZ31. J. Alloys Compd. 2020, 816, 152618. [Google Scholar] [CrossRef]
- Xin, S.H.; Suzuki, K.; Yong, J.K. Effects of differential speed rolling on microstructure and mechanical properties of AZ31 magnesium alloy. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2007; pp. 1759–1763. [Google Scholar]
- Wang, W.; Chen, W.; Zhang, W. Effect of deformation temperature on texture and mechanical properties of ZK60 magnesium alloy sheet rolled by multi-pass lowered-temperature rolling. Mater. Sci. Eng. 2018, 712, 608–615. [Google Scholar] [CrossRef]
- Li, L.B.; Jiang, P.; Ren, G.M. Effect of Rolling Route on Microstructure and Properties of ZK60 Magnesium Alloy Sheets. Heat Treat. Met. 2020, 45, 36–41. [Google Scholar] [CrossRef]
- Mostaed, E.; Hashempour, M.; Fabrizi, A.; Dellasega, D.; Bestetti, M.; Bonollo, F.; Vedani, M. Microstructure, texture evolution, mechanical properties and corrosion behavior of ECAP processed ZK60 magnesium alloy for biodegradable applications. J. Mech. Behav. Biomed. Mater. 2014, 37, 307–322. [Google Scholar] [CrossRef]
- Karparvarfard, S.M.H.; Shaha, S.K.; Behravesh, S.B.; Jahed, H.; Williams, B.W. Microstructure, texture and mechanical behavior characterization of hot forged cast ZK60 magnesium alloy. J. Mater. Sci. Technol. 2017, 33, 907–918. [Google Scholar] [CrossRef]
- Wagner, L.; Hilpert, M.; Wendt, J. On Methods for Improving the Fatigue Performance of the Wrought Magnesium Alloys AZ31 and AZ80. Mater. Sci. Forum 2003, 419–422, 93–102. [Google Scholar] [CrossRef]
- Pustovoytov, D.; Pesin, A.; Tandon, P. Asymmetric (Hot, Warm, Cold, Cryo) Rolling of Light Alloys: A Review. Metals 2021, 11, 956. [Google Scholar] [CrossRef]
- Peláez, D.; Isaza, C.; Meza, J.M.; Fernández-Morales, P.; Misiolek, W.Z.; Mendoza, E. Mechanical and microstructural evolution of Mg AZ31 alloy using ECASD process. J. Mater. Res. Technol. 2015, 4, 392–397. [Google Scholar] [CrossRef]
- Kim, B.; Baek, S.M.; Lee, J.G.; Park, S.S. Enhanced strength and plasticity of Mg–6Zn–0.5Zr alloy by low-temperature indirect extrusion. J. Alloys Compd. 2017, 706, 56–62. [Google Scholar] [CrossRef]
- Chen, B.; Lin, D.L.; Zeng, X.Q. Effect of Asymmetric Cross Rolling on Microstructure and Mechanical Properties of AZ31 Magnesium Alloy. Mater. Mech. Eng. 2010, 5, 48–51+56. [Google Scholar] [CrossRef]
- Lin, N.; Liu, S.F.; Liu, Y.H. Microstructure and texture evolution of pure tantalum during asymmetrical rolling and subsequent annealing treatment. J. Chin. Electron. Microsc. Soc. 2018, 37, 332–338. [Google Scholar]
- Chu, Z.J.; Bo, L.; Wang, W.H.; Du, Y.; Sun, Y. Hot deformation behavior and recrystallization of 6061 aluminum alloy. Rare Met. Mater. Eng. 2021, 50, 2502–2510. [Google Scholar]
- Jia, W.P.; Hu, X.D.; Zhao, H.Y.; Ju, D.Y.; Chen, D.L. Texture evolution of AZ31 magnesium alloy sheets during warm rolling. J. Alloys Compd. 2015, 645, 70–77. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Wells, M.A.; Shaha, S.K.; Jahed, H.; Williams, B.W. Role of compression direction on recrystallization behavior and texture evolution during hot deformation of extruded ZK60 magnesium alloy. J. Alloys Compd. 2017, 702, 274–289. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Dynamic Recrystallization During High Temperature Deformation of Magnesium. Mater. Sci. Eng. 2008, 490, 411–420. [Google Scholar] [CrossRef]
- Meng, Q.; Cai, Q.W.; Jiang, H.T. Effect of Differential Speed Rolling on Static Recrystallization and Grain Refinement of AZ31 Magnesium Alloy. Chin. J. Eng. 2011, 33, 47–52. [Google Scholar] [CrossRef]
- Jin, S.C.; Kim, Y.J.; Lee, D.H.; Han, S.H.; Jo, S.; Park, S.H. Recrystallization behavior and microstructure evolution of Mg–5Bi–3Al alloy during very high-speed extrusion. J. Mater. Sci. Technol. 2024, 191, 233–249. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Lee, S.W.; Park, S.H. Static recrystallization mechanism in cold-rolled magnesium alloy with off-basal texture based on quasi in situ EBSD observations. J. Alloys Compd. 2020, 844, 156185. [Google Scholar] [CrossRef]
- Mo, C.; Kontsos, A. Twinning contributions to strain localizations in magnesium alloys. Mater. Sci. Eng. A 2018, 722, 206–215. [Google Scholar] [CrossRef]
- Mostaed, E.; Fabrizi, A.; Dellasega, D.; Bonollo, F.; Vedani, M. Grain size and texture dependence on mechanical properties, asymmetric behavior and low temperature superplasticity of ZK60 Mg alloy. Mater. Charact. 2015, 107, 70–78. [Google Scholar] [CrossRef]
- Gui, Y.; Ouyang, L.; Cui, Y.; Bian, H.; Li, Q.; Chiba, A. Grain Refinement and Weak-textured Structures Based on the Dynamic Recrystallization of Mg–9.80Gd–3.78Y–1.12Sm–0.48Zr Alloy. J. Magnes. Alloys 2021, 9, 456–466. [Google Scholar] [CrossRef]
- Hoseini-Athar, M.M.; Mahmudi, R.; Babu, R.P.; Hedström, P. Microstructure and superplasticity of Mg–2Gd–xZn alloys processed by equal channel angular pressing. Mater. Sci. Eng. A 2021, 808, 140921. [Google Scholar] [CrossRef]
- Fakhar, N.; Sabbaghian, M.; Nagy, P.; Fekete, K.; Gubicza, J. Superior low-temperature superplasticity in fine-grained ZK60 Mg alloy sheet produced by a combination of repeated upsetting process and sheet extrusion. Mater. Sci. Eng. A 2021, 819, 141444. [Google Scholar] [CrossRef]
- Ko, Y.G.; Hamad, K. Structural Features and Mechanical Properties of AZ31 Mg Alloy Warm-deformed by Differential Speed Rolling. J. Alloys Compd. 2018, 744, 96–103. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rolling Path | 1st Pass | Path Changes | 2nd Pass |
|---|---|---|---|
| Path A |  |  |  |
| Path B |  |  |  |
| Path C |  |  |  |
| Element | Zn | Zr | Mn | Ni | Al | Cu | Fe | Si | Mg |
|---|---|---|---|---|---|---|---|---|---|
| Content | 5.7 | 0.3~0.6 | 0.10 | 0.01 | 0.05 | 0.05 | 0.05 | 0.05 | Bal. |
| Rolling Process | Random Orientation Ratio (%) | High Angle Grain Boundary (%) (>15°) |
|---|---|---|
| A-1.5 | 46.30% | 49.30% |
| B-1.2 | 47.00% | 70.50% |
| B-1.5 | 50.60% | 70.40% |
| B-1.15 | 75% | 77.10% |
| C-1.5 | 82.50% | 89.20% |
| Rolling Process | Schmid Factor |
|---|---|
| A-1.5 | 0.306 |
| B-1.15 | 0.368 |
| B-1.2 | 0.211 |
| B-1.5 | 0.222 |
| C-1.5 | 0.443 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, P.; Liu, D.; Zou, H.; Liu, J.; Wu, W.; Pan, H.; Wang, Z.; Zhang, Y.; Dai, G. Effect of Multi-Path Asynchronous Rolling Process on Microstructure and Mechanical Properties of ZK60 Magnesium Alloy. Materials 2024, 17, 1647. https://doi.org/10.3390/ma17071647
Jiang P, Liu D, Zou H, Liu J, Wu W, Pan H, Wang Z, Zhang Y, Dai G. Effect of Multi-Path Asynchronous Rolling Process on Microstructure and Mechanical Properties of ZK60 Magnesium Alloy. Materials. 2024; 17(7):1647. https://doi.org/10.3390/ma17071647
Chicago/Turabian StyleJiang, Peng, Dawen Liu, Haixin Zou, Jianfu Liu, Wangping Wu, Haijun Pan, Zhizhi Wang, Yi Zhang, and Guohong Dai. 2024. "Effect of Multi-Path Asynchronous Rolling Process on Microstructure and Mechanical Properties of ZK60 Magnesium Alloy" Materials 17, no. 7: 1647. https://doi.org/10.3390/ma17071647