

Effects of Rest Time and Curing Regime on Short- and Long-Term Strength of Class C Fly Ash-Based Alkali-Activated Mortars

Abstract
:1. Introduction
2. Research Significance
3. Experimental Program
3.1. Material Characteristics
3.1.1. Fly Ashes
3.1.2. Alkali Activators
3.2. Mixtures Proportions and Preparation
Mix Design
3.3. Fresh Properties of the AAM
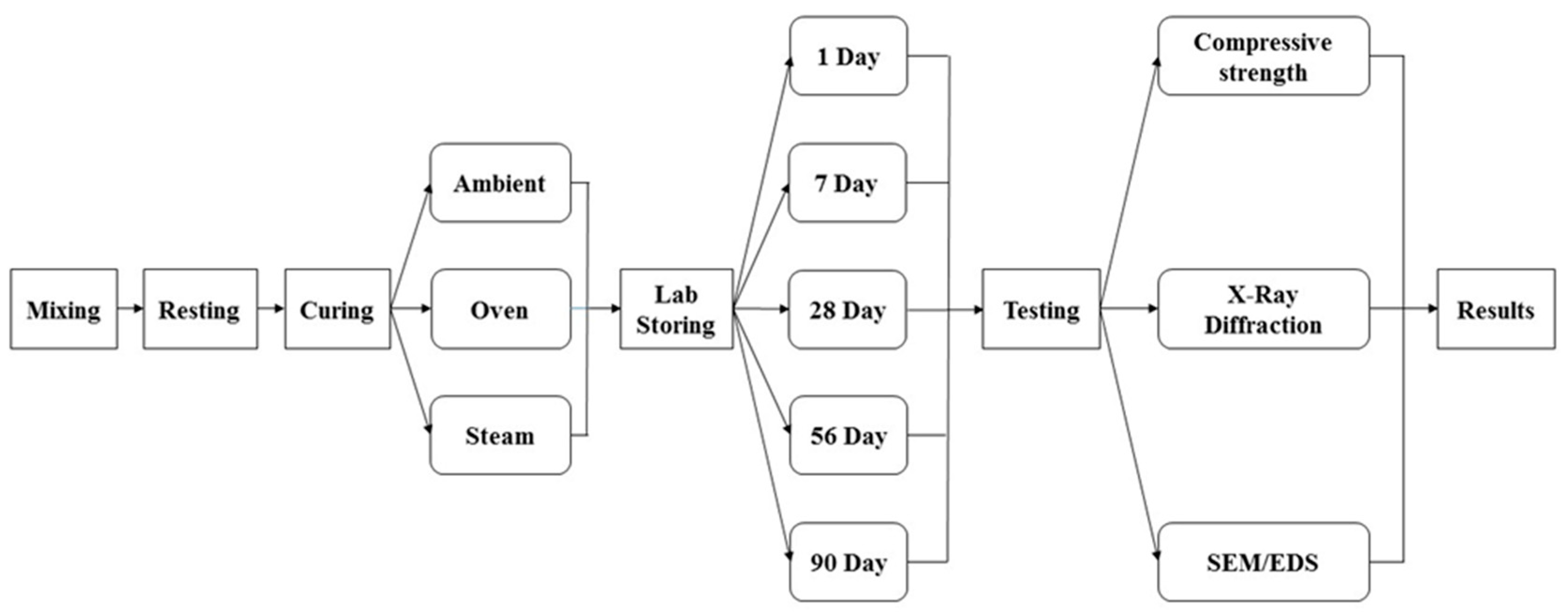
3.4. Casting, Curing Regimes, and Rest Time
3.5. Compressive Strength Testing
3.6. Microstructure Analyses
3.6.1. X-ray Diffraction (XRD)
3.6.2. Scanning Electron Microscopy (SEM) and Energy Dispersive X-ray Spectroscopy (EDS)
4. Results and Discussion
4.1. Flow and Setting Properties of AAM
4.2. Effects of Rest Time on the Short-Term Strength of AAM
4.2.1. Ambient Curing Regime
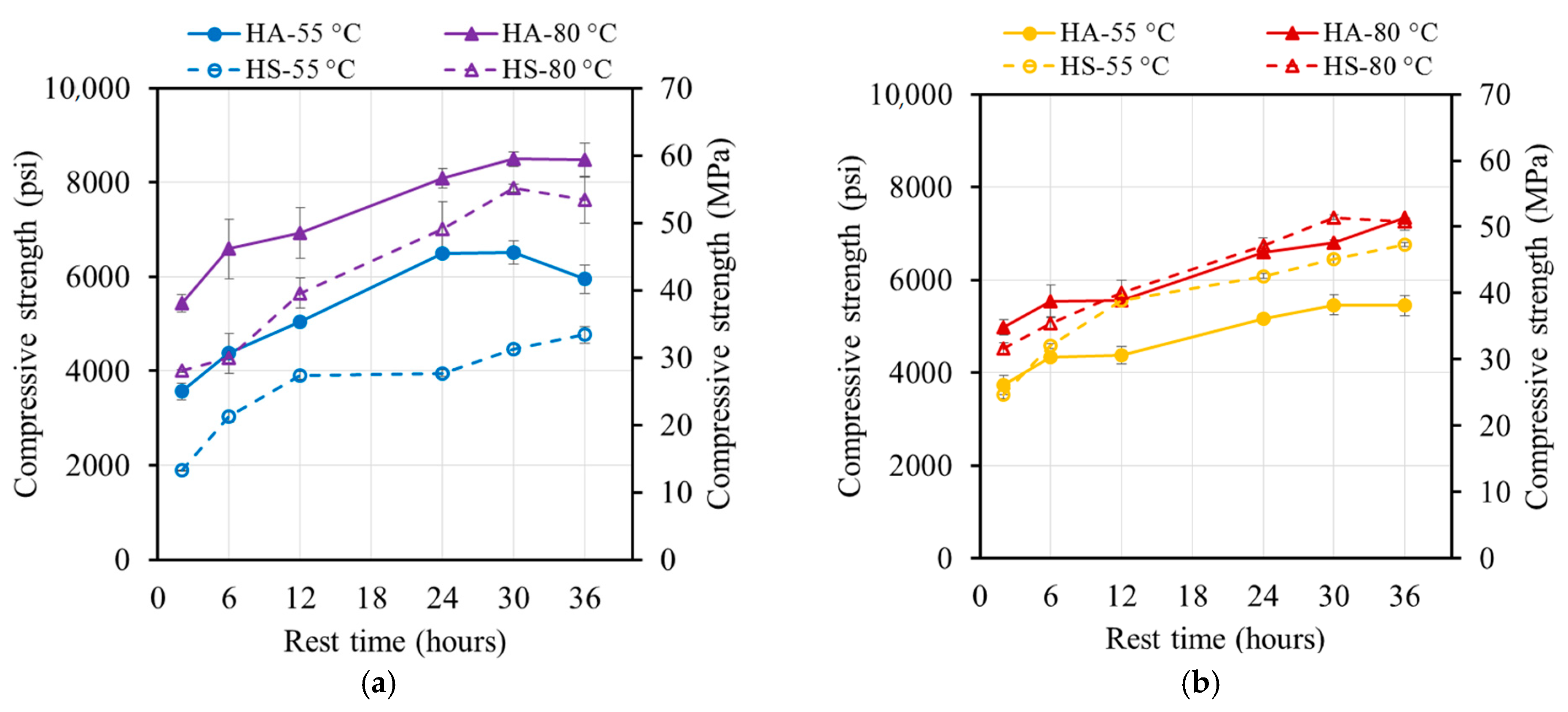
4.2.2. Steam Curing Regime
4.2.3. Oven Curing Regime
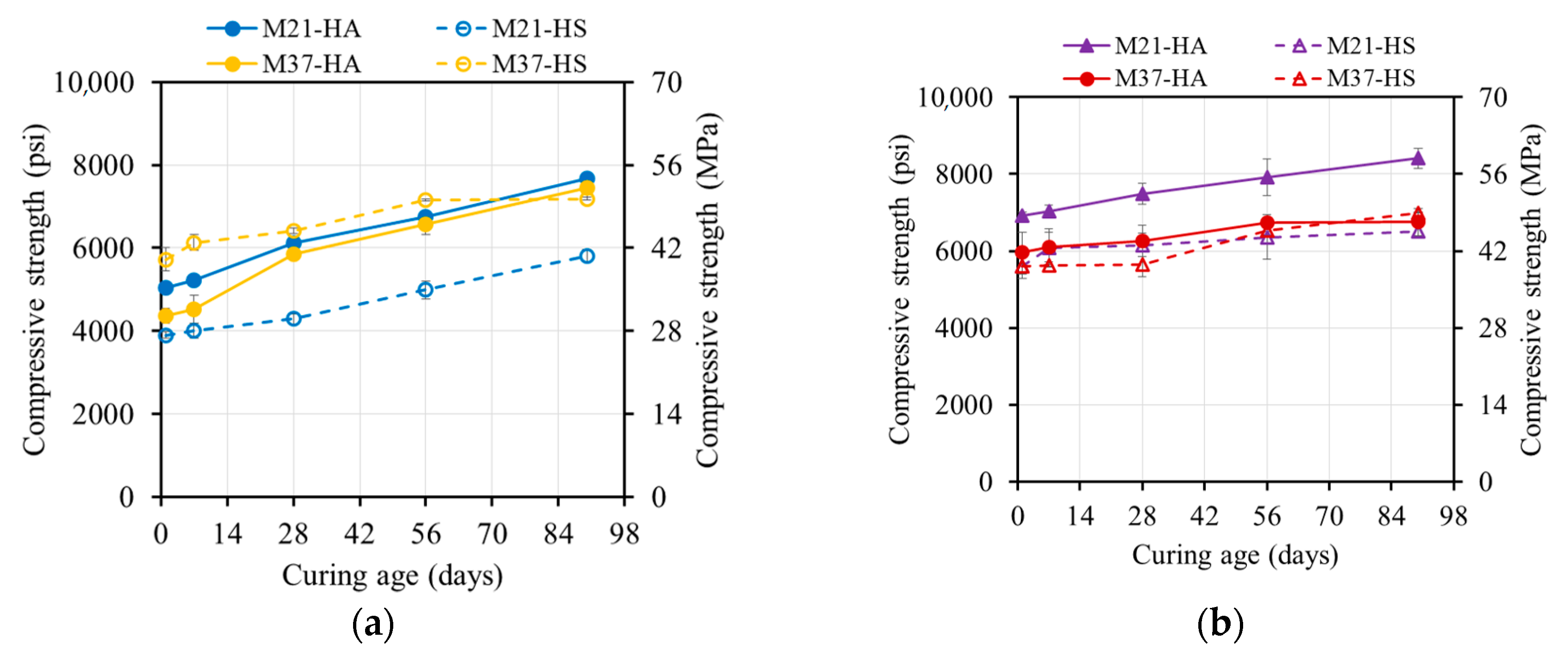
4.3. Long-Term Strength Development of AAM
4.3.1. Ambient-Cured Specimens
4.3.2. Thermally Cured Specimens
Oven-Cured Strength Development
Steam-Cured Strength Development
4.3.3. Strength of Ambient-Cured vs. Thermally Cured Specimens
4.4. Microstructure and Nanostructure Analysis
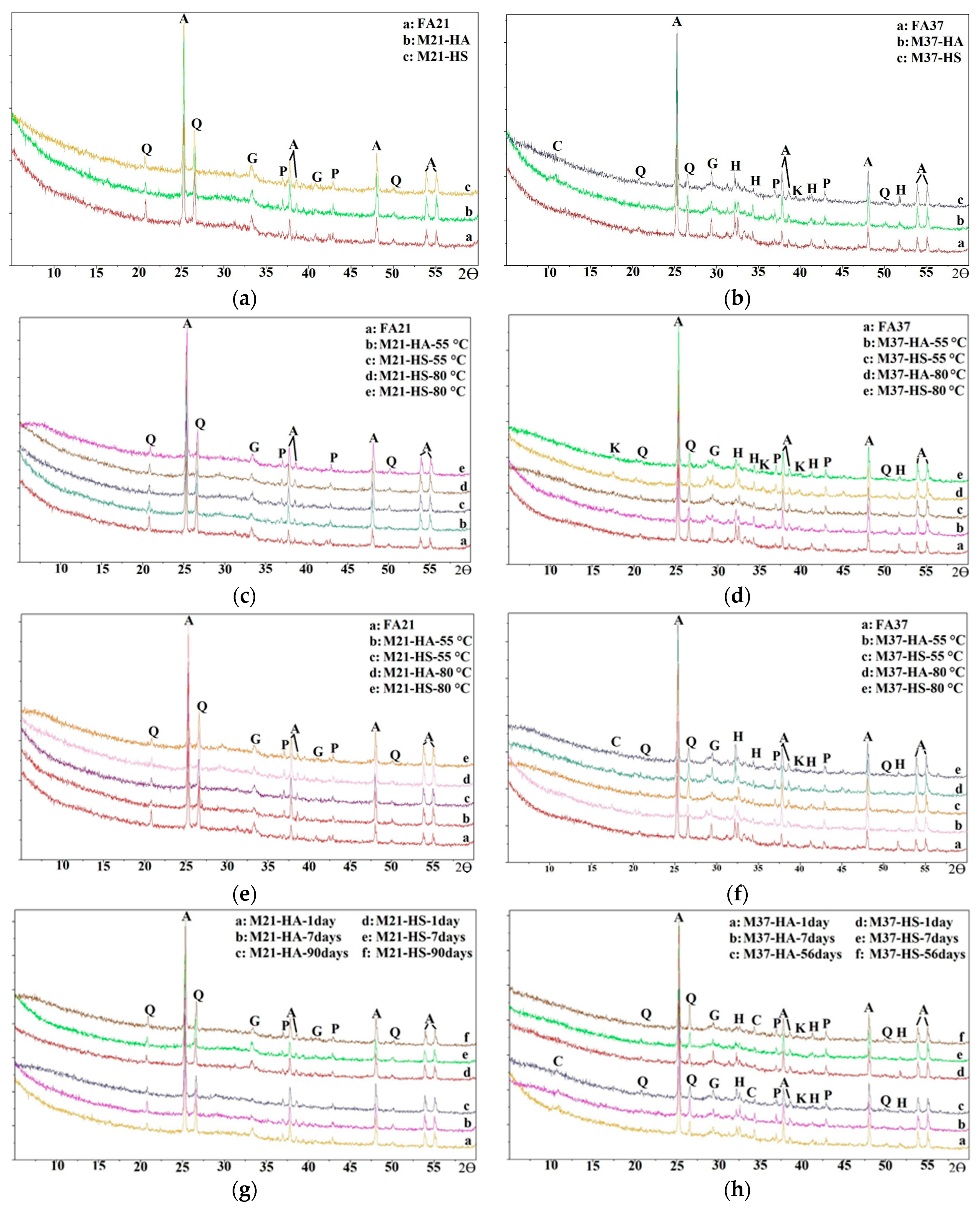
4.4.1. X-ray Diffraction Analysis
4.4.2. SEM and EDS Analysis
5. Conclusions
- Each mixture showed an optimal rest time ranging from 12 to 30 h, beyond which the strength decreased. A twelve-hour rest time led to a significant 46% increase in the compressive strength compared to a two-hour rest time.
- The ambient-cured M37 mixtures with a higher calcium content had higher strengths, reaching approximately 49.3 MPa (7160 psi) at 28 days. The ambient-cured M21 mixtures with a lower calcium content showed lower initial strengths but significant increases over time, reaching 24.8 MPa (3600 psi) at 28 days and about 35% higher strengths at 90 days.
- Thermal curing, especially at 80 °C (176 °F), resulted in rapid early strength development. However, for the curing conducted at 55 °C (131 °F), a significant strength increase occurred between 1 and 90 days, with no differences observed between the steam and oven curing. Steam curing at 80 °C (176 °F) led to a reduction of up to 23% due to self-desiccation.
- The ambient-cured M37 mixtures had higher strengths than the thermally cured ones at 56 and 90 days, which were up to 26% higher. the ambient-cured M21 mixtures had the lowest strength compared to those subjected to thermal curing due to their relatively low calcium content.
- XRD analysis showed hydration product formation in the M37 mixtures, while FA21 compound peaks decreased in the M21 mixtures.
- The EDS spectra indicated partially unreacted FA particles, showing the effect of curing on FA dissolution and geopolymer product formation that were responsible for the strength development.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Davidovits, J. Geopolymer Chemistry and Application; Geopolymer Institute: Saint-Quentin, France, 2015. [Google Scholar]
- Provis, J.L.; Bernal, S.A. Geopolymers and Related Alkali-Activated Materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Gomaa, E.; Gheni, A.; ElGawady, M.A. Repair of ordinary Portland cement concrete using ambient-cured alkali-activated concrete: Interfacial behavior. Cem. Concr. Res. 2020, 129, 105968. [Google Scholar] [CrossRef]
- Bakharev, T. Geopolymeric materials prepared using Class F fly ash and elevated temperature curing. Cem. Concr. Res. 2005, 35, 1224–1232. [Google Scholar] [CrossRef]
- Hou, Y.; Wang, D.; Zhou, W.; Lu, H.; Wang, L. Effect of activator and curing mode on fly ash-based geopolymers. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2009, 24, 711. [Google Scholar] [CrossRef]
- Muñiz-Villarreal, M.S.; Manzano-Ramírez, A.; Sampieri-Bulbarela, S.; Gasca-Tirado, J.R.; Reyes-Araiza, J.L.; Rubio-Ávalos, J.C.; Pérez-Bueno, J.J.; Apatiga, L.M.; Zaldivar-Cadena, A.; Amigó-Borrás, V. The effect of temperature on the geopolymerization process of a metakaolin-based geopolymer. Mater. Lett. 2011, 65, 995–998. [Google Scholar] [CrossRef]
- Davidovits, J. Chemistry of geopolymeric systems, terminology. In Proceedings of the International Conference on Geopolymers, Saint-Quentin, France, 30 June–2 July 1999. [Google Scholar]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.; Rangan, B.V. On the development of fly ash-based geopolymer concrete. Mater. J. 2004, 101, 467–472. [Google Scholar]
- Chindaprasirt, P.; Chareerat, T.; Sirivivatnanon, V. Workability and strength of coarse high calcium fly ash geopolymer. Cem. Concr. Compos. 2007, 29, 224–229. [Google Scholar] [CrossRef]
- Görhan, G.; Kürklü, G. The influence of the NaOH solution on the properties of the fly ash-based geopolymer mortar cured at different temperatures. Compos. Part B Eng. 2014, 58, 371–377. [Google Scholar] [CrossRef]
- de Vargas, A.S.; Molin, D.C.C.D.; Vilela, A.C.F.; Silva, F.J.D.; Pavão, B.; Veit, H. The effects of Na2O/SiO2molar ratio, curing temperature and age on compressive strength, morphology and microstructure of alkali-activated fly ash-based geopolymers. Cem. Concr. Compos. 2011, 33, 653–660. [Google Scholar] [CrossRef]
- Hanjitsuwan, S.; Hunpratub, S.; Thongbai, P.; Maensiri, S.; Sata, V.; Chindaprasirt, P. Effects of NaOH concentrations on physical and electrical properties of high calcium fly ash geopolymer paste. Cem. Concr. Compos. 2014, 45, 9–14. [Google Scholar] [CrossRef]
- Gomaa, E.; Gheni, A.A.; Kashosi, C.; ElGawady, M.A. Bond strength of eco-friendly class C fly ash-based thermally cured alkali-activated concrete to portland cement concrete. J. Clean. Prod. 2019, 235, 404–416. [Google Scholar] [CrossRef]
- Abudawaba, F.; Gomaa, E.; Gheni, A.; ElGawady, M. Developing mix proportions for class C fly ash-based alkali-activated 3D-printed concrete mixtures. Transp. Res. Rec. 2022, 2676, 197–212. [Google Scholar] [CrossRef]
- Komljenović, M.; Baščarević, Z.; Bradić, V. Mechanical and microstructural properties of alkali-activated fly ash geopolymers. J. Hazard. Mater. 2010, 181, 35–42. [Google Scholar] [CrossRef] [PubMed]
- Kong, D.L.Y.; Sanjayan, J.G. Effect of elevated temperatures on geopolymer paste, mortar and concrete. Cem. Concr. Res. 2010, 40, 334–339. [Google Scholar] [CrossRef]
- Chamila Gunasekara, S.S.; David, W.L. Long-Term Mechanical Properties of Different Fly Ash Geopolymers. ACI Struct. J. 2017, 114, 743–752. [Google Scholar] [CrossRef]
- Wardhono, A.; Gunasekara, C.; Law, D.W.; Setunge, S. Comparison of long-term performance between alkali activated slag and fly ash geopolymer concretes. Constr. Build. Mater. 2017, 143, 272–279. [Google Scholar] [CrossRef]
- Wallah, S.E.; Rangan, B.V. Low-Calcium Fly Ash-Based Geopolymer Concrete: Long-Term Properties; Research Report GC 2; Curtin University of Technology: Perth, Australia, 2006. [Google Scholar]
- Erdem, T.K.; Turanli, L.; Erdogan, T.Y. Setting time: An important criterion to determine the length of the delay period before steam curing of concrete. Cem. Concr. Res. 2003, 33, 741–745. [Google Scholar] [CrossRef]
- Shojaei, M.; Behfarnia, K.; Mohebi, R. Application of alkali-activated slag concrete in railway sleepers. Mater. Des. 2015, 69, 89–95. [Google Scholar] [CrossRef]
- Aydın, S.; Baradan, B. Mechanical and microstructural properties of heat cured alkali-activated slag mortars. Mater. Des. 2012, 35, 374–383. [Google Scholar] [CrossRef]
- Aydın, S. A ternary optimisation of mineral additives of alkali activated cement mortars. Constr. Build. Mater. 2013, 43, 131–138. [Google Scholar] [CrossRef]
- Sagoe-Crentsil, K.; Brown, T.; Taylor, A. Drying shrinkage and creep performance of geopolymer concrete. J. Sustain. Cem. Based Mater. 2013, 2, 35–42. [Google Scholar] [CrossRef]
- Kovalchuk, G.; Fernández-Jiménez, A.; Palomo, A. Alkali-activated fly ash: Effect of thermal curing conditions on mechanical and microstructural development–Part II. Fuel 2007, 86, 315–322. [Google Scholar] [CrossRef]
- ASTM-C618-19; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM-C618-15; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. American Society for Testing Materials: West Conshohocken, PA, USA, 2015.
- Gomaa, E.; Sargon, S.; Kashosi, C.; ElGawady, M. Fresh properties and compressive strength of high calcium alkali activated fly ash mortar. J. King Saud Univ. Eng. Sci. 2017, 29, 356–364. [Google Scholar] [CrossRef]
- Sargon, S.P.; Gomaa, E.Y.; Kashosi, C.; Gheni, A.A.; ElGawady, M.A. Effect of Curing Temperatures on Zero-Cement Alkali-Activated Mortars; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Sargon, S.; Gomaa, E.; Gheni, A.A.; ElGawady, M.A. Optimization of Curing Parameters of Class C Fly-Ash-Based Alkali-Activated Mortar. ACI Mater. J. 2022, 119, 53–66. [Google Scholar]
- Rabehi, B.; Ghernouti, Y.; Li, A.; Boumchedda, K. Comparative behavior under compression of concrete columns repaired by fiber reinforced polymer (FRP) jacketing and ultra-high-performance fiber reinforced concrete (UHPFRC). J. Adhes. Sci. Technol. 2014, 28, 2327–2346. [Google Scholar] [CrossRef]
- C807 A; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). American Society for Testing Materials: West Conshohocken, PA, USA, 2016.
- Han, T.; Gomaa, E.; Gheni, A.; Huang, J.; ElGawady, M.; Kumar, A. Machine learning enabled closed-form models to predict strength of alkali-activated systems. J. Am. Ceram. Soc. 2022, 105, 4414–4425. [Google Scholar] [CrossRef]
- Wardhono, A.; Law, D.W.; Molyneaux, T.C.K. Long Term Performance of Alkali Activated Slag Concrete. J. Adv. Concr. Technol. 2015, 13, 187–192. [Google Scholar] [CrossRef]
- Bernal, S.A.; de Gutiérrez, R.M.; Provis, J.L. Engineering and durability properties of concretes based on alkali-activated granulated blast furnace slag/metakaolin blends. Constr. Build. Mater. 2012, 33, 99–108. [Google Scholar] [CrossRef]
- Somna, K.; Jaturapitakkul, C.; Kajitvichyanukul, P.; Chindaprasirt, P. NaOH-activated ground fly ash geopolymer cured at ambient temperature. Fuel 2011, 90, 2118–2124. [Google Scholar] [CrossRef]
- Mironov, S. Some generalizations in theory and technology of acceleration of concrete hardening. Highw. Res. Board Spec. Rep. 1966. [Google Scholar]
- Gomaa, E.; Sargon, S.; Kashosi, C.; Gheni, A.; ElGawady, M.A. Mechanical Properties of High Early strength Class C FA Based Alkali Activated Concrete. Transp. Res. Board (TRB) 2020, 2674, 430–443. [Google Scholar] [CrossRef]
- Hardjito, H.; Rangan, R.V. Development and Properties of Low-Calcium Fly Ash Based Geopolymer Concrete; Research Report GC1; Faculty of Engineering, Curtin University of Technology: Perth, Australia, 2005. [Google Scholar]
- Gourley, J. Geopolymers; opportunities for environmentally friendly construction materials. In Materials 2003 Conference: Adaptive Materials for a Modern Society, Sydney, Australia; Institute of Materials Engineering Australia: North Melbourne, Australia, 2003. [Google Scholar]
- Temuujin, J.; van Riessen, A.; Williams, R. Influence of calcium compounds on the mechanical properties of fly ash geopolymer pastes. J. Hazard. Mater. 2009, 167, 82–88. [Google Scholar] [CrossRef] [PubMed]
- Lothenbach, B.; Winnefeld, F.; Alder, C.; Wieland, E.; Lunk, P. Effect of temperature on the pore solution, microstructure and hydration products of Portland cement pastes. Cem. Concr. Res. 2007, 37, 483–491. [Google Scholar] [CrossRef]
- Richardson, I.G. The calcium silicate hydrates. Cem. Concr. Res. 2008, 38, 137–158. [Google Scholar] [CrossRef]
- Taylor, H.F. Cement Chemistry; Thomas Telford: London, UK, 1997; Volume 2, p. 459. [Google Scholar]
- Duan, Y.; Wang, Q.; Long, Z.; Wang, X. Investigating the Impact of Fly Ash on the Strength and Micro-Structure of Concrete during Steam Curing and Subsequent Stages. Materials 2023, 16, 1326. [Google Scholar] [CrossRef] [PubMed]
- Harirchi, P.; Yang, M. Exploration of Carbon Dioxide Curing of Low Reactive Alkali-Activated Fly Ash. Materials 2022, 15, 3357. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Shi, X.; Zhang, G.; Li, L. Study the Mechanical Properties of Geopolymer under Different Curing Conditions. Minerals 2023, 13, 690. [Google Scholar] [CrossRef]
- Guo, X.; Shi, H.; Dick, W.A. Compressive strength and microstructural characteristics of class C fly ash geopolymer. Cem. Concr. Compos. 2010, 32, 142–147. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FA | CaO | Al2O3 | SiO2 | MgO | Fe2O3 | Na2O | TiO2 | P2O5 | K2O | LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| FA37 | 36.9 | 14.0 | 36.9 | 4.80 | 3.52 | 1.62 | 0.87 | 0.70 | 0.62 | 0.50 |
| FA21 | 21.1 | 20.1 | 43.9 | 4.29 | 4.96 | 2.87 | 1.36 | 0.51 | 0.70 | 0.40 |
| Mix Name | HA a | HS b |
|---|---|---|
| Alk/FA | 0.300 | 0.275 |
| W/FA | 0.380 | 0.400 |
| SS/SH | 1.000 | 2.000 |
| SH | 82 (138) | 49 (83) |
| SS | 82 (138) | 98 (165) |
| Water | 113 (190) | 132 (222) |
| Sand | 1500 (2528) | 1470 (2478) |
| FA | 545 (918) | 535 (902) |
| Mix | Rest Time | Compressive Strength | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| (hrs) | Ambient * | Oven—55 °C | Oven—80 °C | Steam—55 °C | Steam—80 °C | ||||||
| psi | MPa | psi | MPa | psi | MPa | psi | MPa | psi | MPa | ||
| M21-HA | 2 | - | - | 3570 | 24.6 | 5440 | 37.5 | 4040 | 27.9 | 4560 | 31.4 |
| 6 | - | - | 4370 | 30.1 | 6590 | 45.4 | 5400 | 37.2 | 6870 | 47.4 | |
| 12 | 110 | 0.70 | 5040 | 34.7 | 6930 | 47.8 | 6010 | 41.4 | 7620 | 52.5 | |
| 24 | 630 | 4.30 | 6480 | 44.7 | 8090 | 55.8 | 5850 | 40.3 | 7860 | 54.2 | |
| 30 | 950 | 6.60 | 6510 | 44.9 | 8490 | 58.6 | 5820 | 40.1 | 9050 | 62.4 | |
| 36 | 1350 | 9.30 | 5950 | 41.0 | 8470 | 58.4 | 5810 | 40.1 | 9220 | 63.6 | |
| M21-HS | 2 | - | - | 1890 | 13.0 | 4000 | 27.6 | 2660 | 18.3 | 3060 | 21.1 |
| 6 | - | - | 3020 | 20.8 | 4270 | 29.4 | 2730 | 18.8 | 3510 | 24.2 | |
| 12 | 50 | 0.30 | 3900 | 26.9 | 5650 | 39.0 | 3740 | 25.8 | 5710 | 39.4 | |
| 24 | 86 | 0.60 | 3950 | 27.3 | 7010 | 48.4 | 4300 | 29.7 | 6750 | 46.6 | |
| 30 | 110 | 0.80 | 4460 | 30.8 | 7890 | 54.4 | 4740 | 32.7 | 7200 | 49.7 | |
| 36 | 160 | 1.10 | 4760 | 32.8 | 7630 | 52.6 | 5160 | 35.6 | 7120 | 49.1 | |
| M37-HA | 2 | - | - | 3730 | 25.7 | 4980 | 34.3 | 4120 | 28.4 | 6520 | 45.0 |
| 6 | - | - | 4330 | 29.8 | 5530 | 38.1 | 5430 | 37.4 | 7170 | 49.4 | |
| 12 | 1570 | 10.8 | 4380 | 30.2 | 5570 | 38.4 | 6070 | 41.9 | 8340 | 57.5 | |
| 24 | 3540 | 24.4 | 5170 | 35.7 | 6600 | 45.5 | 6420 | 44.2 | 8590 | 59.2 | |
| 30 | 4580 | 31.6 | 5460 | 37.7 | 6800 | 46.9 | 6740 | 46.4 | 7970 | 54.9 | |
| 36 | 4640 | 32.0 | 5450 | 37.5 | 7330 | 50.5 | 6990 | 48.2 | 8180 | 56.4 | |
| M37-HS | 2 | - | - | 3520 | 24.3 | 4520 | 31.2 | 3800 | 26.2 | 5520 | 38.1 |
| 6 | - | - | 4580 | 31.6 | 5060 | 34.9 | 4830 | 33.3 | 7030 | 48.5 | |
| 12 | 1280 | 8.80 | 5560 | 38.3 | 5730 | 39.5 | 5910 | 40.8 | 8480 | 58.4 | |
| 24 | 3790 | 26.1 | 6080 | 41.9 | 6740 | 46.5 | 5830 | 40.2 | 8650 | 59.6 | |
| 30 | 3830 | 26.4 | 6450 | 44.5 | 7350 | 50.7 | 5730 | 39.5 | 7550 | 52.0 | |
| 36 | 3960 | 27.3 | 6760 | 46.6 | 7250 | 50.0 | 5560 | 38.3 | 7230 | 49.9 | |
| Mix | Age | Compressive Strength | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| (days) | Ambient | Oven—55 °C | Oven—80 °C | Steam—55 °C | Steam—80 °C | ||||||
| psi | MPa | psi | MPa | psi | MPa | psi | MPa | psi | MPa | ||
| M21-HA | 1 | 130 | 0.90 | 5040 | 34.7 | 6930 | 47.8 | 6010 | 41.4 | 6910 | 47.7 |
| 7 | 2490 | 17.2 | 5230 | 36.0 | 7040 | 48.5 | 6100 | 42.1 | 6600 | 45.5 | |
| 28 | 3590 | 24.8 | 6120 | 42.2 | 7490 | 51.6 | 6560 | 45.2 | 6470 | 44.6 | |
| 56 | 4260 | 29.3 | 6750 | 46.5 | 7920 | 54.6 | 7460 | 51.4 | 6320 | 43.6 | |
| 90 | 4800 | 33.1 | 7680 | 52.9 | 8410 | 58.0 | 7810 | 53.8 | 6250 | 43.1 | |
| M21-HS | 1 | 140 | 1.00 | 3900 | 26.9 | 5610 | 38.7 | 3740 | 25.8 | 6340 | 43.7 |
| 7 | 610 | 4.20 | 4010 | 27.7 | 6090 | 42.0 | 3990 | 27.5 | 5520 | 38.1 | |
| 28 | 2950 | 20.3 | 4290 | 29.6 | 6160 | 42.5 | 4390 | 30.3 | 5180 | 35.7 | |
| 56 | 3570 | 24.6 | 4990 | 34.4 | 6360 | 43.9 | 4640 | 32.0 | 5110 | 35.2 | |
| 90 | 4010 | 27.6 | 5820 | 40.1 | 6500 | 44.8 | 5160 | 35.6 | 4870 | 33.6 | |
| M37-HA | 1 | 3539 | 24.4 | 4380 | 30.2 | 5970 | 41.2 | 5860 | 40.4 | 7730 | 53.3 |
| 7 | 5120 | 35.3 | 4520 | 31.2 | 6110 | 42.1 | 6680 | 46.0 | 7720 | 53.2 | |
| 28 | 6990 | 48.2 | 5850 | 40.3 | 6260 | 43.2 | 6830 | 47.1 | 7460 | 51.4 | |
| 56 | 8240 | 56.8 | 6560 | 45.3 | 6730 | 46.4 | 6650 | 45.9 | 7390 | 51.0 | |
| 90 | 8370 | 57.7 | 7460 | 51.4 | 6760 | 46.6 | 7120 | 49.1 | 6630 | 45.7 | |
| M37-HS | 1 | 3790 | 26.1 | 5730 | 39.5 | 5610 | 38.7 | 5910 | 40.8 | 7070 | 48.8 |
| 7 | 5750 | 39.6 | 6140 | 42.3 | 5620 | 38.7 | 6810 | 47.0 | 7010 | 48.4 | |
| 28 | 7310 | 50.4 | 6420 | 44.3 | 5650 | 39.0 | 6840 | 47.1 | 6940 | 47.9 | |
| 56 | 8250 | 56.9 | 7160 | 49.4 | 6540 | 45.1 | 7190 | 49.6 | 6850 | 47.2 | |
| 90 | 8390 | 57.9 | 7190 | 49.5 | 7000 | 48.3 | 7480 | 51.6 | 6730 | 46.4 | |
| Mix | Days | Ambient | Oven—55 °C | Oven—80 °C | Steam—55 °C | Steam—80 °C |
|---|---|---|---|---|---|---|
| FA21 | 12.9 | |||||
| M21-HA | 1 | 7.6 | 7.1 | 6.1 | 5.8 | 5.4 |
| 7 | 6.1 | 7.5 | 8.4 | 6.7 | 6.6 | |
| 90 | 4.1 | 5.7 | 5.4 | 4.1 | 5.3 | |
| M21-HS | 1 | 7.3 | 6.0 | 5.7 | 6.3 | 6.7 |
| 7 | 8.8 | 6.4 | 7.1 | 7.3 | 7.9 | |
| 90 | 6.2 | 7.3 | 7.8 | 5.6 | 7.3 | |
| FA37 | 15.9 | |||||
| M37-HA | 1 | 6.9 | 8.0 | 8.2 | 7.2 | 7.2 |
| 7 | 6.8 | 8.7 | 6.2 | 9.7 | 8.2 | |
| 56 | 6.4 | 6.8 | 7.8 | 6.1 | 7.0 | |
| M37-HS | 1 | 6.1 | 5.8 | 5.2 | 5.9 | 6.2 |
| 7 | 5.2 | 7.8 | 8.4 | 7.6 | 6.2 | |
| 56 | 7.6 | 7.2 | 5.4 | 6.1 | 6.3 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kashosi, C.; Gheni, A.; Gomaa, E.; ElGawady, M. Effects of Rest Time and Curing Regime on Short- and Long-Term Strength of Class C Fly Ash-Based Alkali-Activated Mortars. Materials 2024, 17, 1632. https://doi.org/10.3390/ma17071632
Kashosi C, Gheni A, Gomaa E, ElGawady M. Effects of Rest Time and Curing Regime on Short- and Long-Term Strength of Class C Fly Ash-Based Alkali-Activated Mortars. Materials. 2024; 17(7):1632. https://doi.org/10.3390/ma17071632
Chicago/Turabian StyleKashosi, Cedric, Ahmed Gheni, Eslam Gomaa, and Mohamed ElGawady. 2024. "Effects of Rest Time and Curing Regime on Short- and Long-Term Strength of Class C Fly Ash-Based Alkali-Activated Mortars" Materials 17, no. 7: 1632. https://doi.org/10.3390/ma17071632