
Experimental Investigation on Magnetic Abrasive Finishing for Internal Surfaces of Waveguides Produced by Selective Laser Melting

 ,
,
Abstract
:1. Introduction
2. Experiment
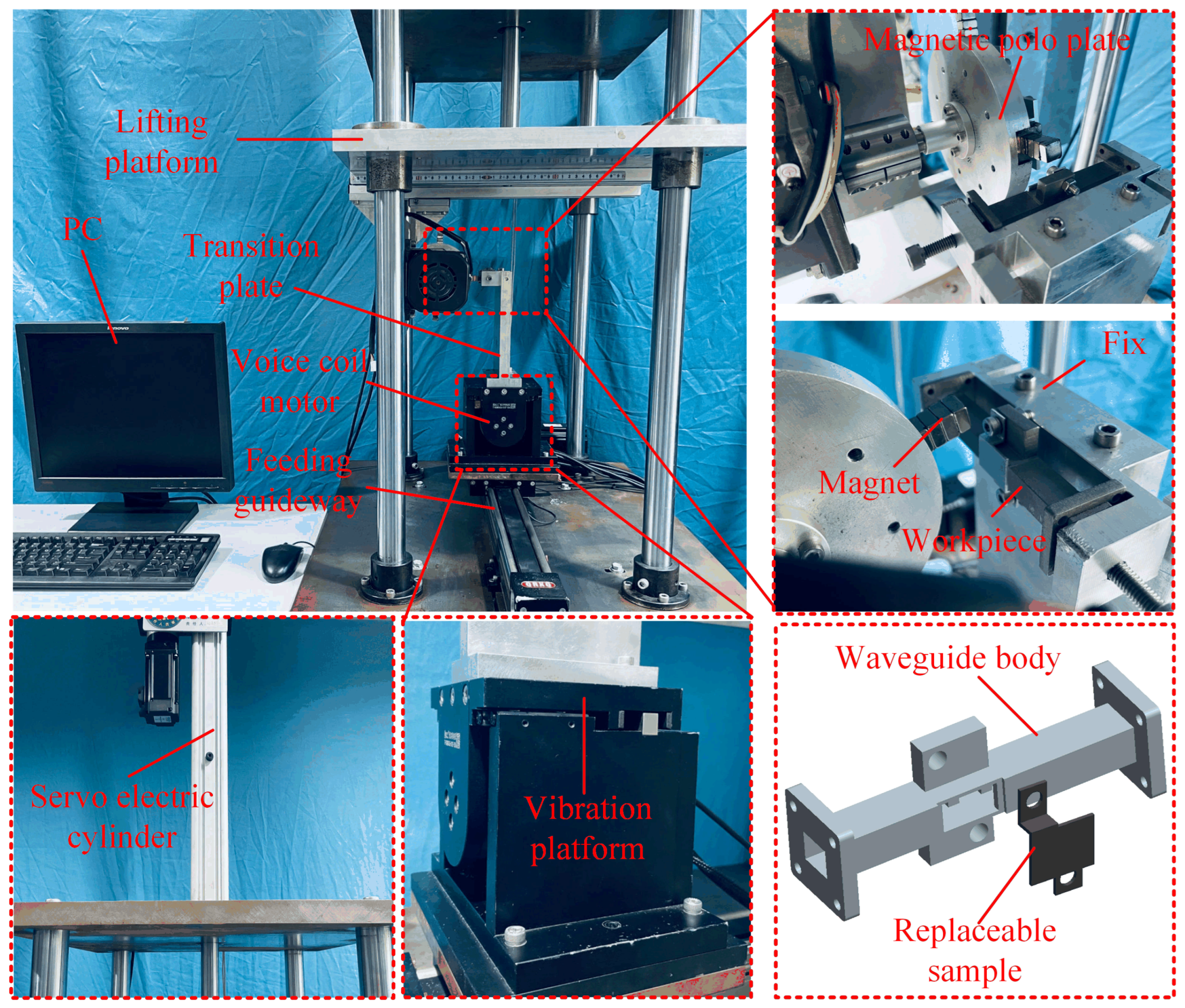
2.1. Implementation
2.2. Conditions and Method
3. Results and Discussion
3.1. Regression Model
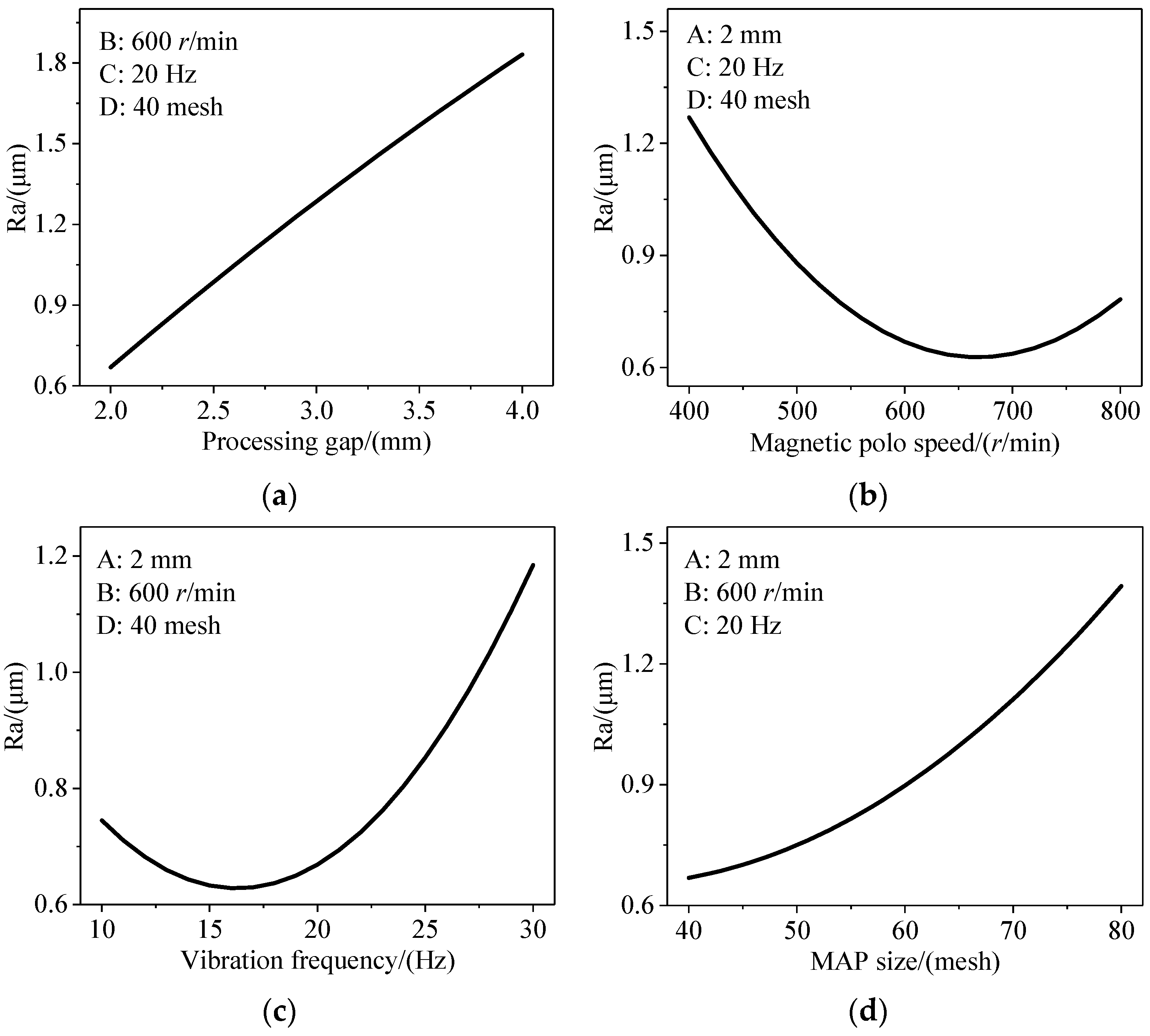
3.2. Separate Impacts of Linear Variables on the Response
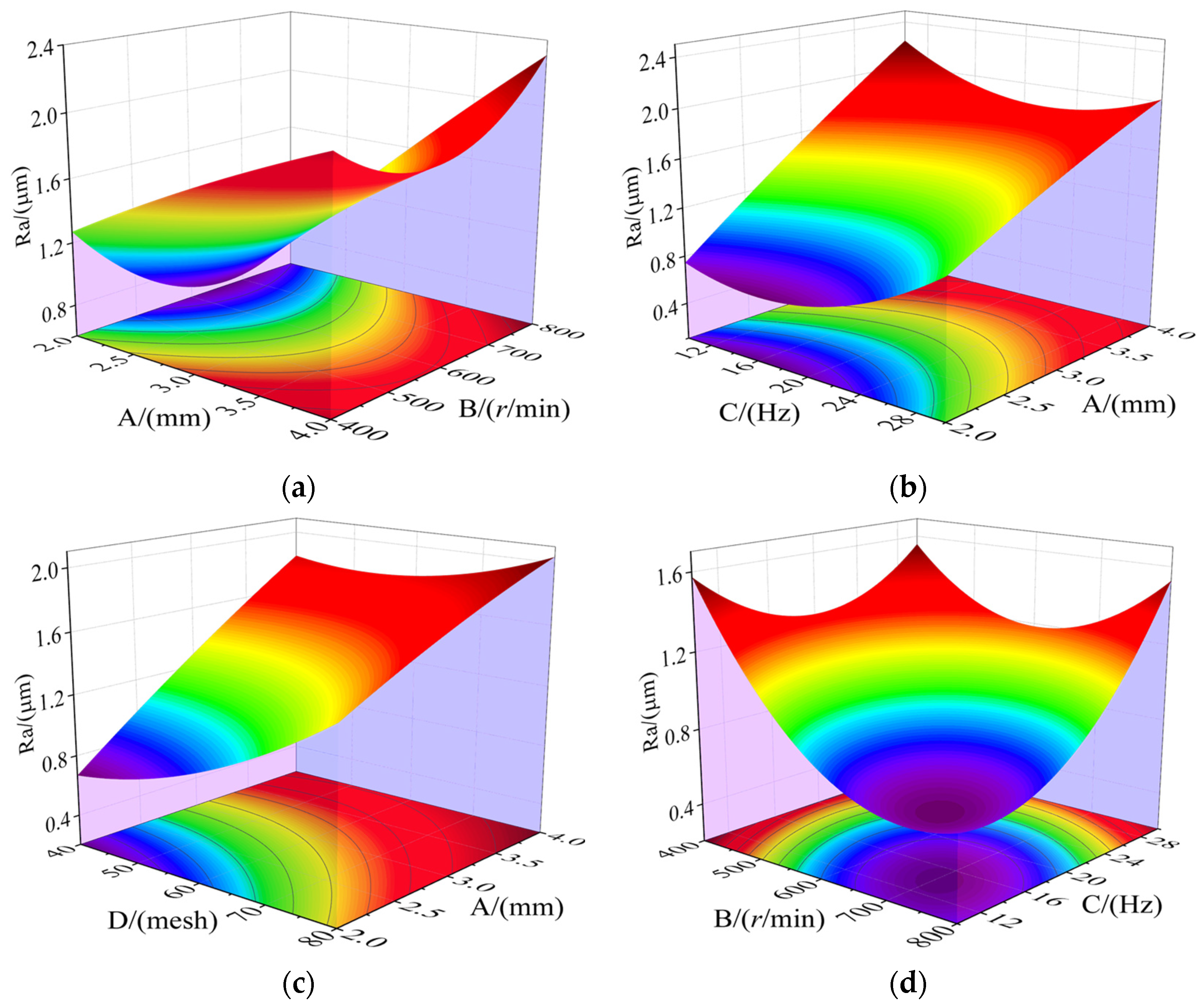
3.3. Combined Impacts of Factors on the Response
3.4. Process Optimization
3.5. Comprehensive Evaluation
- (1)
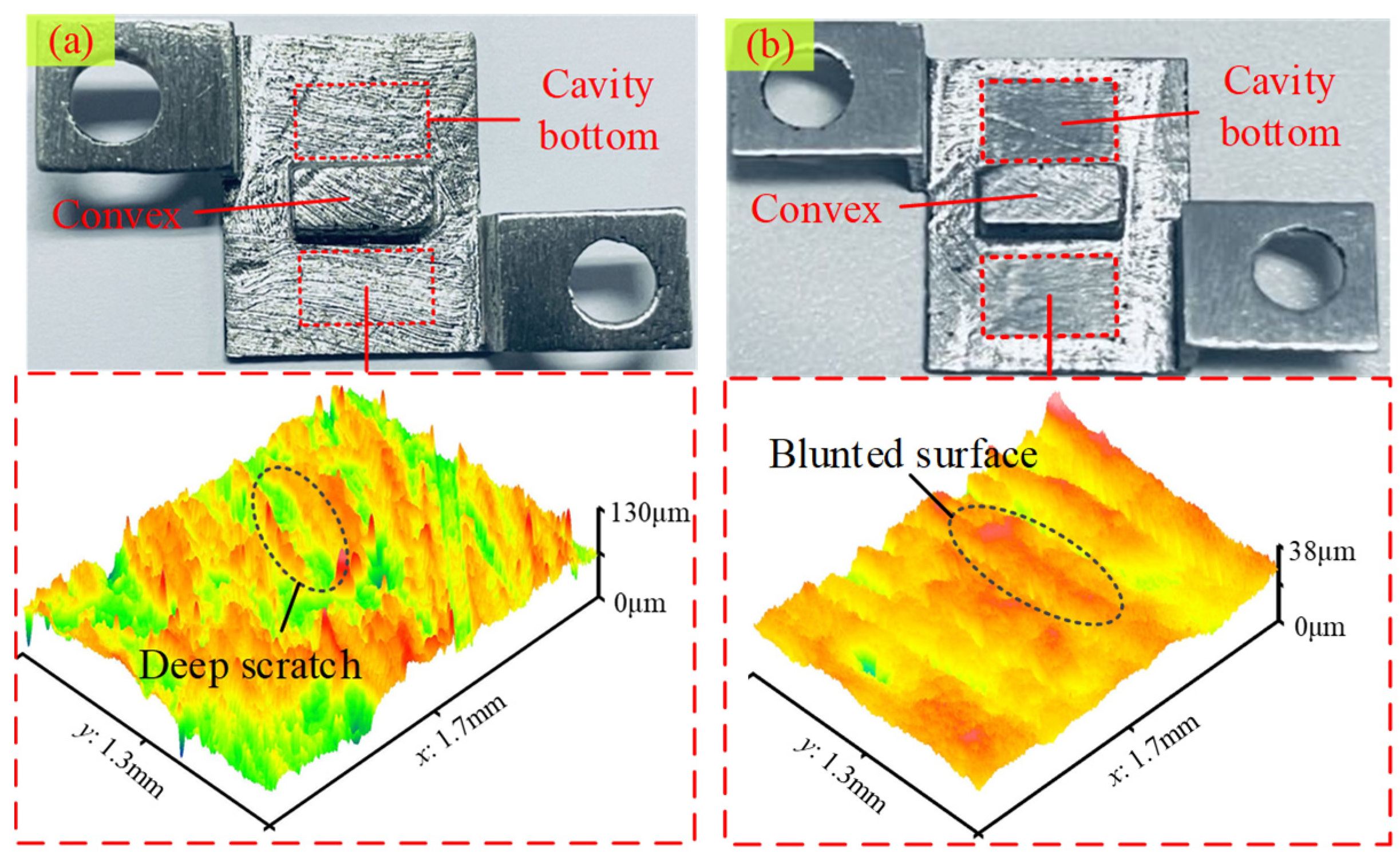
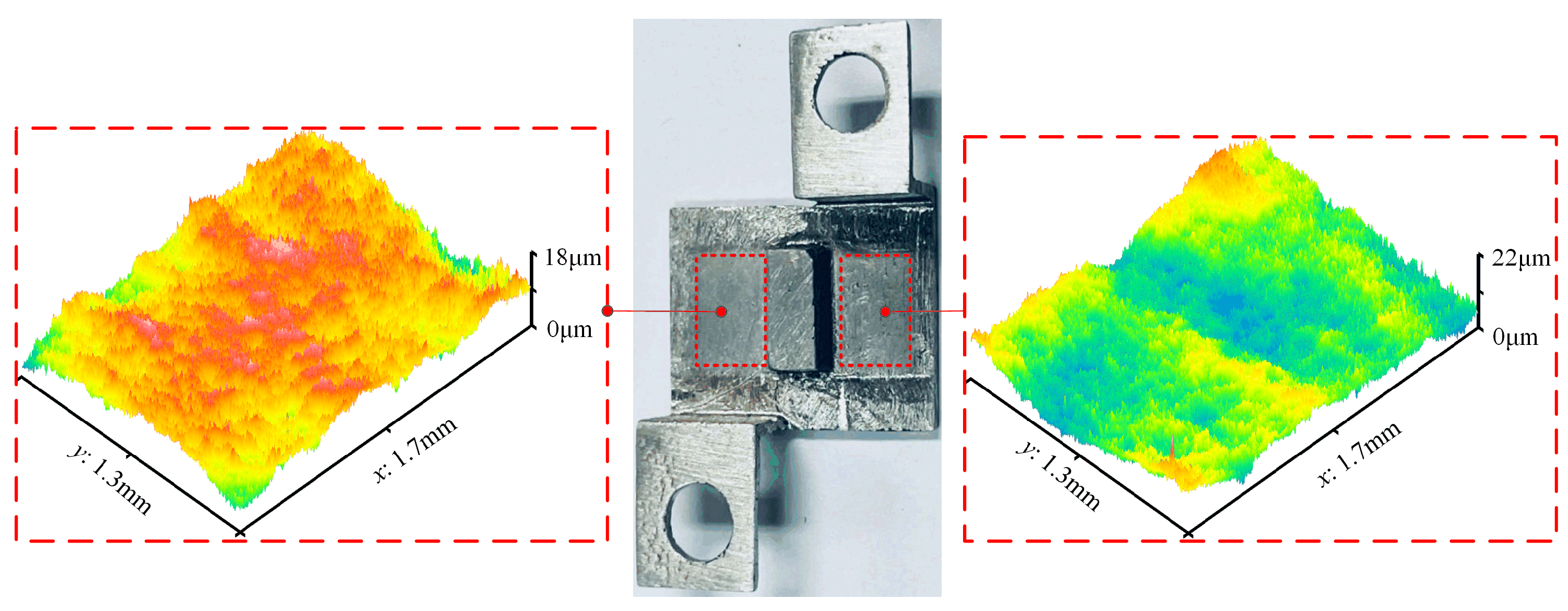
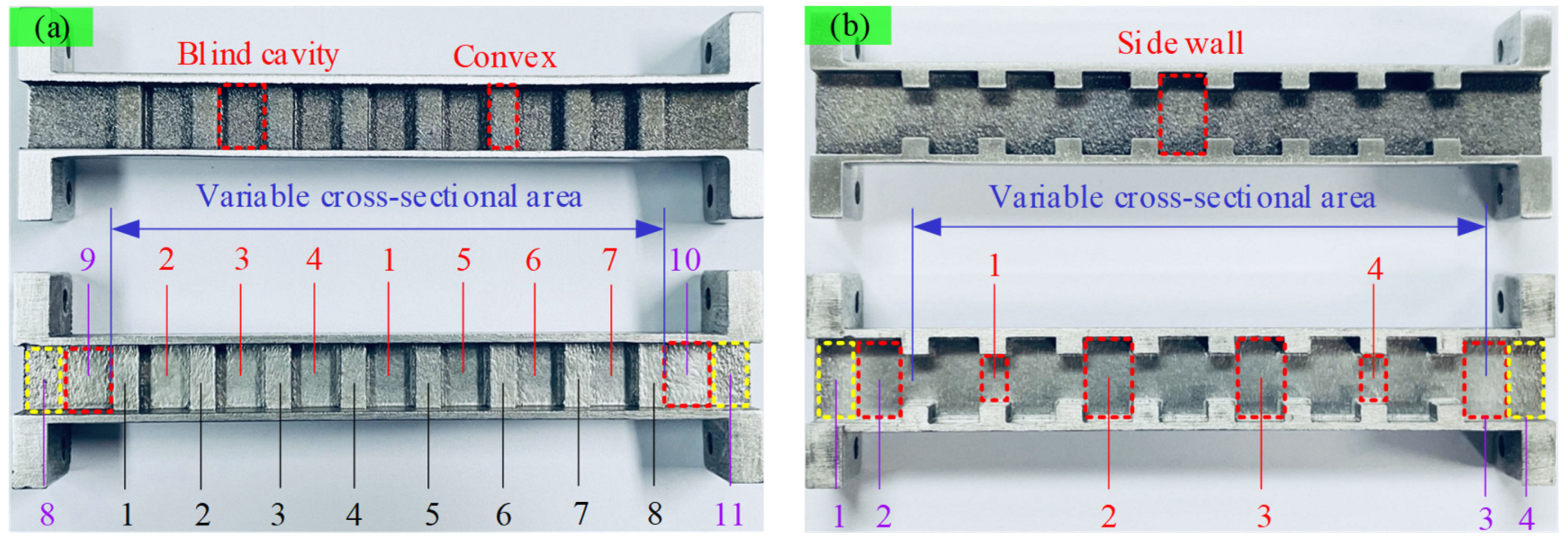
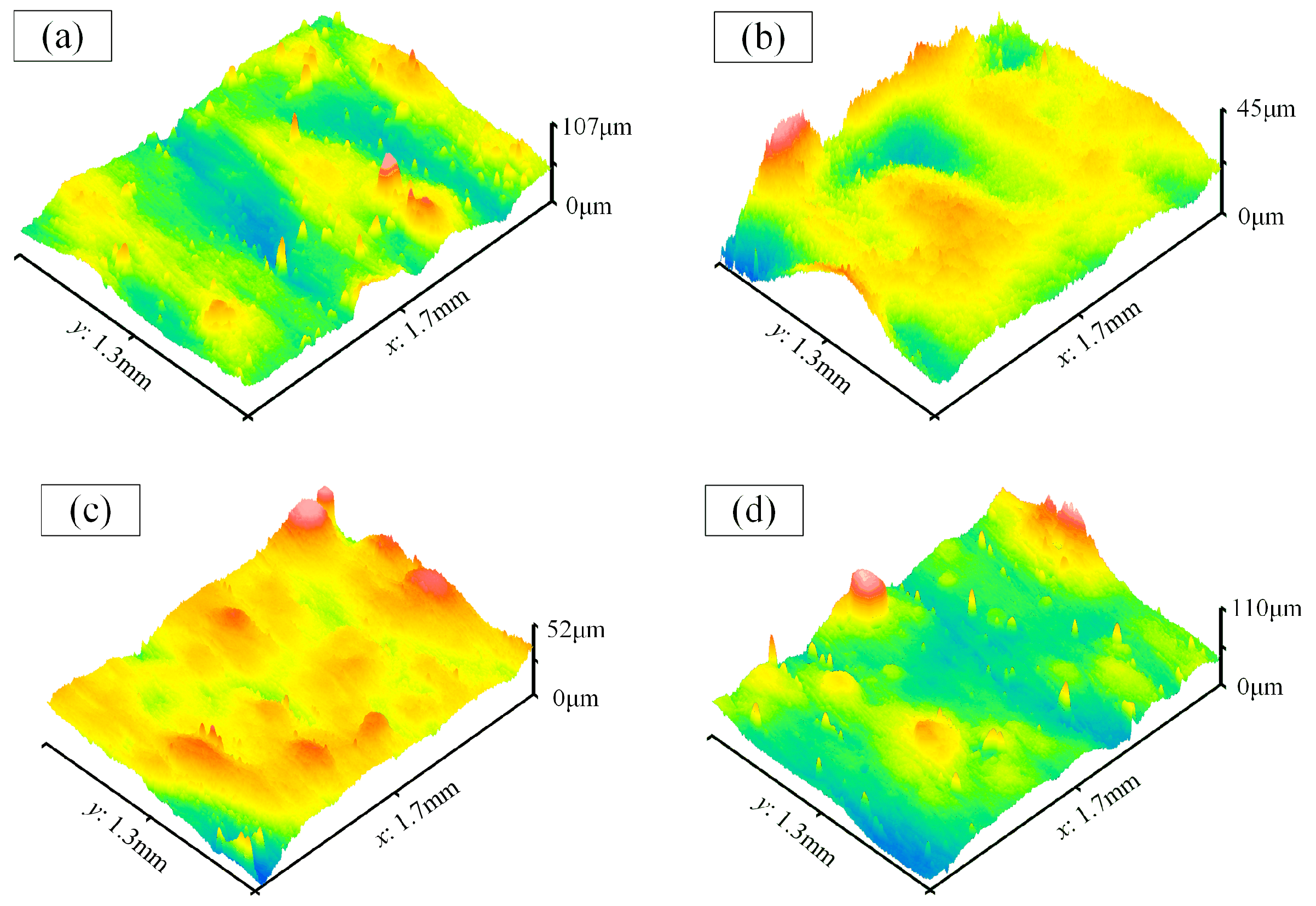
- Surface morphology before processing
- (2)
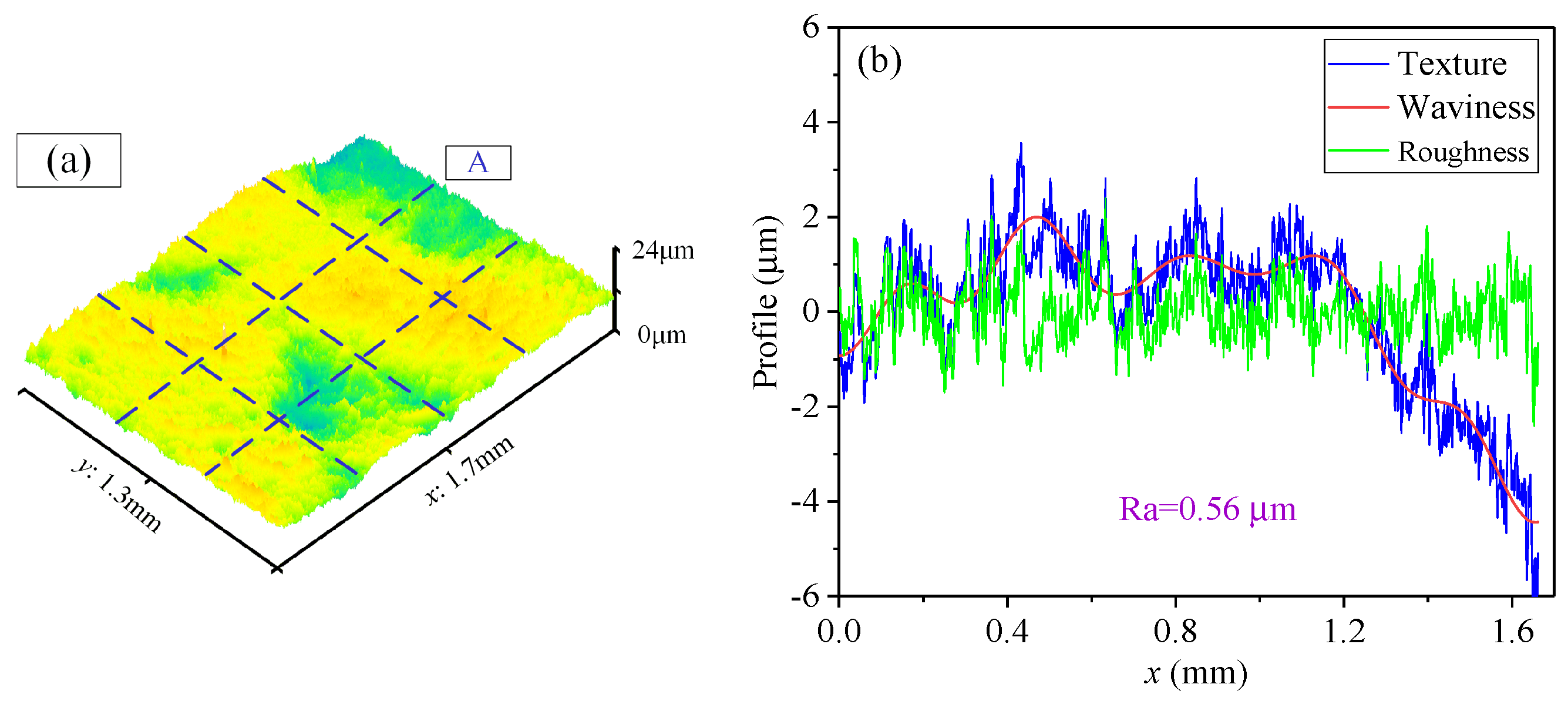
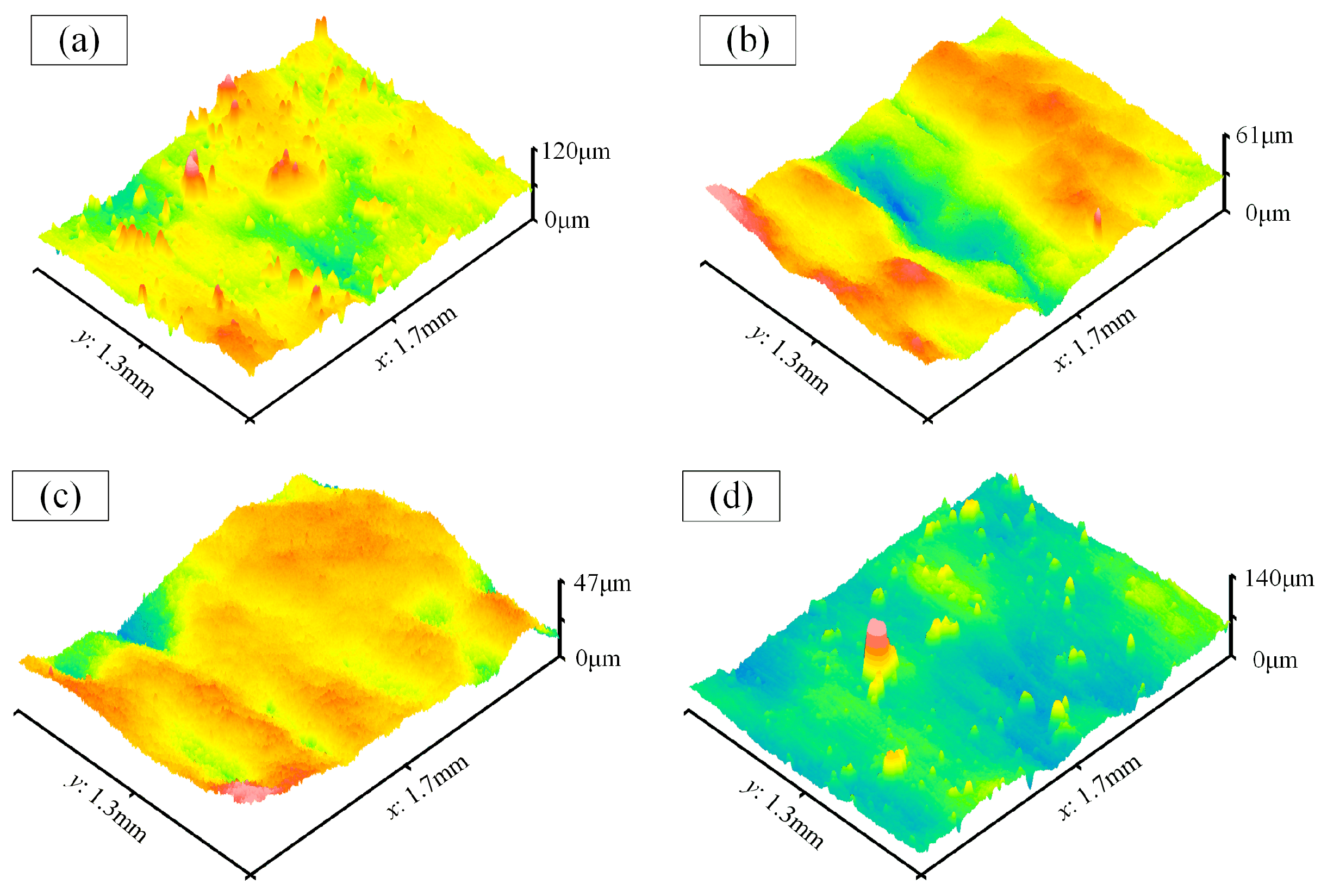
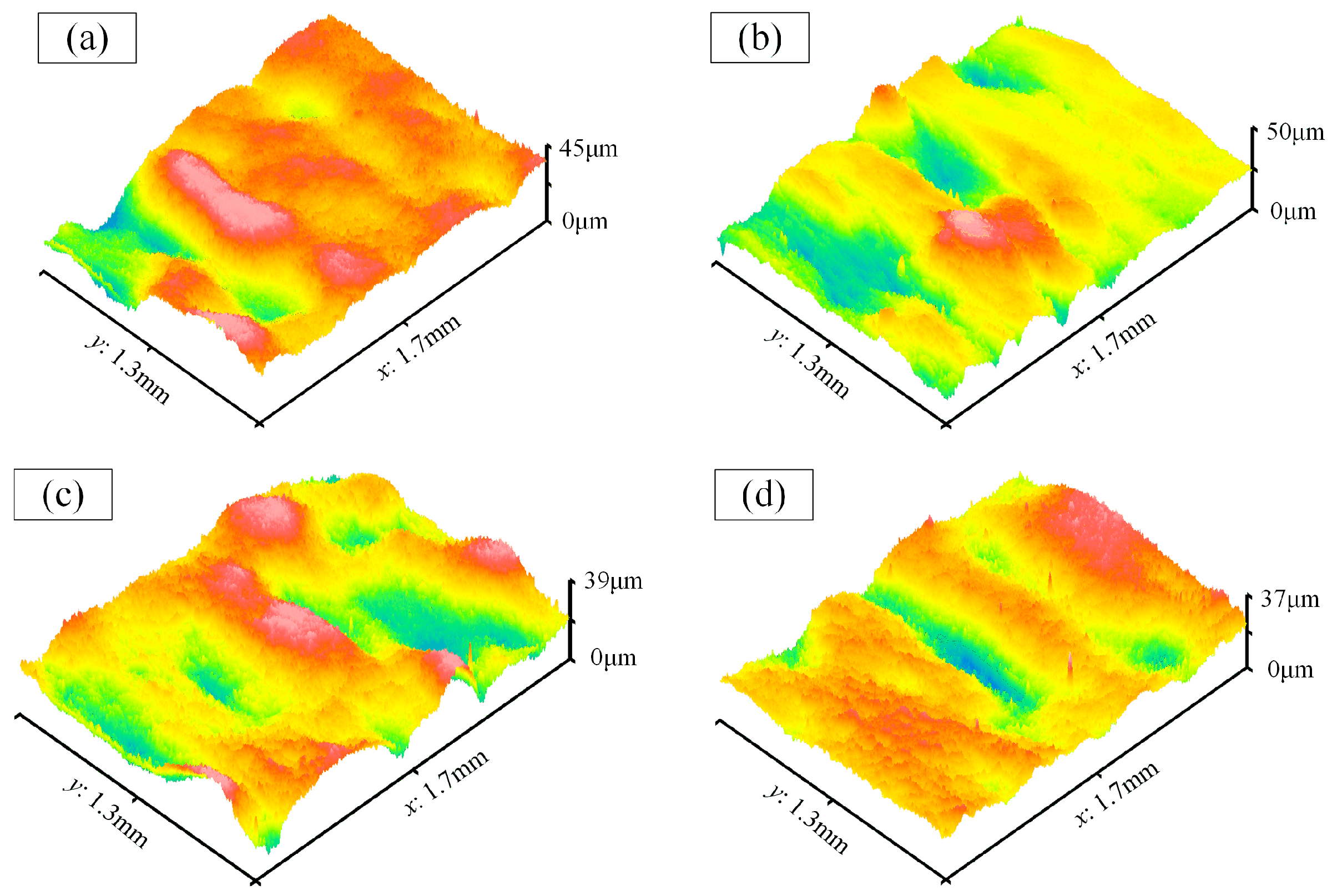
- Morphology on the cavity bottom after processing
- (3)
- Morphology on the convex surface after processing
- (4)
- Morphology on the side wall after processing
4. Conclusions
- (1)
- Utilizing steel balls as magnetic abrasives for rough processing can facilitate a rapid decrease in internal surface roughness.
- (2)
- When using magnetic abrasive particles as polishing tools, the optimal process parameters include a processing gap of 2 mm, magnetic pole rotation velocity of 650 r/min, vibration frequency of 16 Hz, and MAPs size of 40 mesh.
- (3)
- Following sequential rough and fine processing of the internal cavity of the waveguide, the Ra of the blind cavity bottom, side wall, and convex surface can be reduced to 0.59 μm, 0.61 μm, and 1.9 μm, respectively, effectively improving the surface quality inside the waveguide.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Balanovsky, A.E.; Gozbenko, V.E.; Kargapoltsev, S.K.; Karlina, A.I.; Karlina, Y.I. Evaluation of influence of technological parameters on width of strengthened layer in plasma surface hardening of structural steels. IOP Conf. Ser. Mater. Sci. Eng. 2020, 759, 012002. [Google Scholar] [CrossRef]
- Ucak, N.; Cicek, A.; Aslantas, K. Machinability of 3D printed metallic materials fabricated by selective laser melting and electron beam melting: A review. J. Manuf. Process. 2022, 80, 414–457. [Google Scholar] [CrossRef]
- Karlina, A.I.; Karlina, Y.I.; Kondratiev, V.V.; Kononenko, R.V.; Breki, A.D. Study of wear of an alloyed layer with chromium carbide particles after plasma melting. Crystals 2023, 13, 1696. [Google Scholar] [CrossRef]
- Presotto, A.G.C.; Cordeiro, J.M.; Presotto, J.G.C.; Rangel, E.C.; Da Cruz, N.C.; Landers, R.; Barao, V.A.R.; Mesquita, M.F. Feasibility of 3D printed Co–Cr alloy for dental prostheses applications. J. Alloys Compd. 2021, 862, 158171. [Google Scholar] [CrossRef]
- Ponnusamy, P.; Rahman Rashid, R.A.; Masood, S.H.; Ruan, D.; Palanisamy, S. Mechanical properties of SLM-printed aluminium alloys: A review. Materials 2020, 13, 4301. [Google Scholar] [CrossRef] [PubMed]
- Baciu, E.R.; Cimpoesu, R.; Vitalariu, A.; Baciu, C.; Cimpoesu, N.; Sodor, A.; Zegan, G.; Murariu, A. Surface analysis of 3D (SLM) Co–Cr–W dental metallic materials. Appl. Sci. 2020, 11, 255. [Google Scholar] [CrossRef]
- Rasiya, G.; Shukla, A.; Saran, K. Additive manufacturing: A review. Mater. Today Proc. 2021, 47, 6896–6901. [Google Scholar] [CrossRef]
- Kuhling, J.; Dahle, R.; Chowdhry, D.; Laforge, P. Applying additive manufacturing to integrate coaxial connectors with 3D printed waveguides for cascaded RF link applications. Addit. Manuf. 2020, 35, 101280. [Google Scholar] [CrossRef]
- Lindstrom, V.; Lupo, G.; Yang, J.; Turlo, V.; Leinenbach, C. A simple scaling model for balling defect formation during laser powder bed fusion. Addit. Manuf. 2023, 63, 103431. [Google Scholar] [CrossRef]
- Tyagi, P.; Goulet, T.; Riso, C.; Stephenson, R.; Chuenprateep, N.; Schlitzer, J.; Benton, C.; Garcia-Moreno, F. Reducing the roughness of internal surface of an additive manufacturing produced 316 steel component by chempolishing and electropolishing. Addit. Manuf. 2019, 25, 32–38. [Google Scholar] [CrossRef]
- Salazar, R.; Pizarro, F.; Vasquez, D.; Rajo-Iglesias, E. Assessment of 3D-printed waveguides using conductive filaments and a chloroform-based smoothing process. Addit. Manuf. 2022, 51, 102593. [Google Scholar] [CrossRef]
- Almeshehe, M.; Murad, N.; Rahim, M.; Ayop, O.; Samsuri, N.; Abd Aziz, M.; Osman, M. Surface roughness impact on the performance of the 3D metal printed waveguide coupler at millimeterwave band. Eng. Sci. Technol. Int. J. 2022, 35, 101129. [Google Scholar] [CrossRef]
- Babbar, R.; Misra, A. Development of a novel magnetic abrasive finishing setup with replenishment of abrasive particles from external source and its experimental investigations. CIRP J. Manuf. Sci. Technol. 2023, 45, 1–9. [Google Scholar] [CrossRef]
- Kaushik, A.; Singh, P.; Kumar, H.; Singh, L. Experimental comparison of unbonded, agglutinated and sintered SiC-based magnetic abrasive particles in magnetic abrasive finishing process. J. Magn. Magn. Mater. 2023, 587, 171294. [Google Scholar] [CrossRef]
- Poudel, B.; Nguyen, H.X.; Kwon, P.; Chung, H. Selective laser melting of oxide dispersion strengthened MA956 alloy and its surface finishing by magnetic field assisted finishing. J. Manuf. Process. 2023, 97, 220–234. [Google Scholar] [CrossRef]
- Barman, A.; Das, M. Toolpath generation and finishing of bio-titanium alloy using novel polishing tool in MFAF process. Int. J. Adv. Manuf. Technol. 2017, 100, 1123–1135. [Google Scholar] [CrossRef]
- Zou, Y.H.; Xie, H.J.; Zhang, Y.L. Study on surface quality improvement of the plane magnetic abrasive finishing process. Int. J. Adv. Manuf. Technol. 2020, 109, 1825–1839. [Google Scholar] [CrossRef]
- Guo, J.; Feng, W.H.; Jong, H.J.H.; Suzuki, H.; Kang, R.K. Finishing of rectangular microfeatures by localized vibration-assisted magnetic abrasive polishing method. J. Manuf. Process. 2020, 49, 204–213. [Google Scholar] [CrossRef]
- Zhang, J.; Chaudhari, A.; Wang, H. Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. J. Manuf. Process. 2019, 45, 710–719. [Google Scholar] [CrossRef]
- Misra, A.; Pandey, P.M.; Dixit, U.S. Modeling and simulation of surface roughness in ultrasonic assisted magnetic abrasive finishing process. Int. J. Mech. Sci. 2017, 133, 344–356. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. Experimental and theoretical investigation into surface roughness and residual stress in magnetorheological finishing of OFHC copper. J. Mater. Process. Technol. 2021, 288, 116899. [Google Scholar] [CrossRef]
- Kala, P.; Sharma, V.; Pandey, P.M. Surface roughness modelling for double disk magnetic abrasive finishing process. J. Manuf. Process. 2017, 25, 37–48. [Google Scholar] [CrossRef]
- Jiao, A.Y.; Zhang, G.F.; Liu, B.H.; Liu, W.J. Study on improving hole quality of 7075 aluminum alloy based on magnetic abrasive finishing. Adv. Mech. Eng. 2020, 12, 1–14. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, J.L.; Wang, H.; Kumar, A.S.; Chaudhari, A. A novel magnetically driven polishing technique for internal surface finishing. Precis. Eng. 2018, 54, 222–232. [Google Scholar] [CrossRef]
- Muhamad, M.R.; Zou, Y.; Sugiyama, H. Investigation of the finishing characteristics in an internal tube finishing process by magnetic abrasive finishing combined with electrolysis. Trans. IMF 2016, 94, 159–165. [Google Scholar] [CrossRef]
- Li, W.H.; Li, X.H.; Yang, S.Q.; Li, W.D. A newly developed media for magnetic abrasive finishing process: Material removal behavior and finishing performance. J. Mater. Process. Technol. 2018, 260, 20–29. [Google Scholar] [CrossRef]
- Sasan, K.A.; Mosaddegh, P.; Alireza, F.T. Study on magnetic abrasive finishing of spiral grooves inside of aluminum cylinders. Int. J. Adv. Manuf. Technol. 2017, 91, 2885–2894. [Google Scholar] [CrossRef]
- Wang, L.Y.; Sun, Y.L.; Chen, F.Y.; Zhang, G.G.; Zhang, P.; Zuo, D.W. Experimental study on vibration-assisted magnetic abrasive finishing for internal blind cavity by bias external rotating magnetic pole. Precis. Eng. 2022, 74, 69–79. [Google Scholar] [CrossRef]
- Grover, V.; Singh, A.K. Modelling of surface roughness in a new magnetorheological honing process for internal finishing of cylindrical workpieces. Int. J. Mech. Sci. 2018, 144, 679–695. [Google Scholar] [CrossRef]
- Arora, K.; Singh, A.K. Theoretical and experimental investigation on surface roughness of straight bevel gears using a novel magnetorheological finishing process. Wear 2021, 476, 203693. [Google Scholar] [CrossRef]
- Deja, M. The use of Preston equation to determine material removal during lap-grinding with electroplated CBN tools. Wear 2023, 528–529, 204968. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Levels | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| A: Processing gap [mm] | 2 | 3 | 4 |
| B: Magnetic polo speed [r/min] | 400 | 600 | 800 |
| C: Vibration frequency [Hz] | 10 | 20 | 30 |
| D: MAP size [Mesh] | 40 (20–40) | 60 (40–60) | 80 (60–80) |
| Exp. No. | Factors and Their Levels | Ra [μm] | |||
|---|---|---|---|---|---|
| A [mm] | B [r/min] | C [Hz] | D [Mesh] | ||
| 1 | 4 | 600 | 10 | 60 | 2.14 |
| 2 | 2 | 400 | 20 | 60 | 1.61 |
| 3 | 3 | 800 | 20 | 80 | 1.96 |
| 4 | 2 | 600 | 20 | 40 | 0.69 |
| 5 | 3 | 800 | 20 | 40 | 1.6 |
| 6 | 4 | 400 | 20 | 60 | 2.19 |
| 7 | 3 | 400 | 20 | 40 | 1.65 |
| 8 | 4 | 600 | 20 | 40 | 1.8 |
| 9 | 3 | 600 | 10 | 80 | 1.82 |
| 10 | 3 | 600 | 20 | 60 | 1.51 |
| 11 | 3 | 400 | 10 | 60 | 2.15 |
| 12 | 3 | 600 | 30 | 40 | 1.62 |
| 13 | 3 | 600 | 20 | 60 | 1.41 |
| 14 | 2 | 600 | 30 | 60 | 1.5 |
| 15 | 2 | 600 | 10 | 60 | 0.9 |
| 16 | 4 | 600 | 20 | 80 | 2.05 |
| 17 | 3 | 800 | 10 | 60 | 1.42 |
| 18 | 3 | 600 | 20 | 60 | 1.36 |
| 19 | 3 | 400 | 20 | 80 | 2.34 |
| 20 | 3 | 600 | 20 | 60 | 1.36 |
| 21 | 3 | 400 | 30 | 60 | 2.23 |
| 22 | 4 | 800 | 20 | 60 | 2.2 |
| 23 | 3 | 800 | 30 | 60 | 2.42 |
| 24 | 2 | 600 | 20 | 80 | 1.46 |
| 25 | 3 | 600 | 30 | 80 | 2.23 |
| 26 | 4 | 600 | 30 | 60 | 2.09 |
| 27 | 3 | 600 | 20 | 60 | 1.36 |
| 28 | 2 | 800 | 20 | 60 | 0.89 |
| 29 | 3 | 600 | 10 | 40 | 1.65 |
| Source | SOS | DF | MS | F-Value | Prob > F |
|---|---|---|---|---|---|
| Model | 5.620 | 14 | 0.401 | 51.370 | <0.0001 |
| A | 2.450 | 1 | 2.450 | 313.35 | <0.0001 |
| B | 0.235 | 1 | 0.235 | 30.110 | <0.0001 |
| C | 0.337 | 1 | 0.337 | 43.090 | <0.0001 |
| D | 0.677 | 1 | 0.677 | 86.640 | <0.0001 |
| AB | 0.133 | 1 | 0.133 | 17.052 | 0.001 |
| AC | 0.106 | 1 | 0.106 | 13.520 | 0.002 |
| AD | 0.068 | 1 | 0.068 | 8.653 | 0.011 |
| BC | 0.211 | 1 | 0.211 | 27.085 | <0.0001 |
| BD | 0.027 | 1 | 0.027 | 3.485 | 0.083 |
| CD | 0.048 | 1 | 0.048 | 6.195 | 0.026 |
| A2 | 0.008 | 1 | 0.008 | 1.041 | 0.325 |
| B2 | 0.827 | 1 | 0.827 | 105.867 | <0.0001 |
| C2 | 0.568 | 1 | 0.568 | 72.663 | <0.0001 |
| D2 | 0.115 | 1 | 0.115 | 14.760 | 0.002 |
| Residual | 0.109 | 14 | 0.008 | ||
| LOF | 0.092 | 10 | 0.009 | 2.17 | 0.236 |
| PE | 0.017 | 4 | 0.004 | ||
| Sum | 5.730 | 28 | |||
| Std. Dev. | R2 | Adjusted R2 | Predicted R2 | Adequacy Precision | |
| 0.088 | 0.981 | 0.962 | 0.903 | 26.297 |
| Type | Factors | Ra (μm) | Error (%) | ||||
|---|---|---|---|---|---|---|---|
| A (mm) | B (r/min) | C (Hz) | D (Mesh) | Predicted | Experimental | ||
| Optimized | 2.02 | 654.78 | 16.26 | 40.53 | 0.6 | 0.65 | 7.7 |
| Rounded | 2 | 650 | 16 | 40 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Sun, Y.; Xiao, Z.; Yao, L.; Guo, J.; Kang, S.; Mao, W.; Zuo, D. Experimental Investigation on Magnetic Abrasive Finishing for Internal Surfaces of Waveguides Produced by Selective Laser Melting. Materials 2024, 17, 1523. https://doi.org/10.3390/ma17071523
Wang L, Sun Y, Xiao Z, Yao L, Guo J, Kang S, Mao W, Zuo D. Experimental Investigation on Magnetic Abrasive Finishing for Internal Surfaces of Waveguides Produced by Selective Laser Melting. Materials. 2024; 17(7):1523. https://doi.org/10.3390/ma17071523
Chicago/Turabian StyleWang, Liaoyuan, Yuli Sun, Zhongmin Xiao, Liming Yao, Jiale Guo, Shijie Kang, Weihao Mao, and Dunwen Zuo. 2024. "Experimental Investigation on Magnetic Abrasive Finishing for Internal Surfaces of Waveguides Produced by Selective Laser Melting" Materials 17, no. 7: 1523. https://doi.org/10.3390/ma17071523