
Characterization of Microstructure, Optical Properties, and Mechanical Behavior of a Temporary 3D Printing Resin: Impact of Post-Curing Time


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Manufacturing
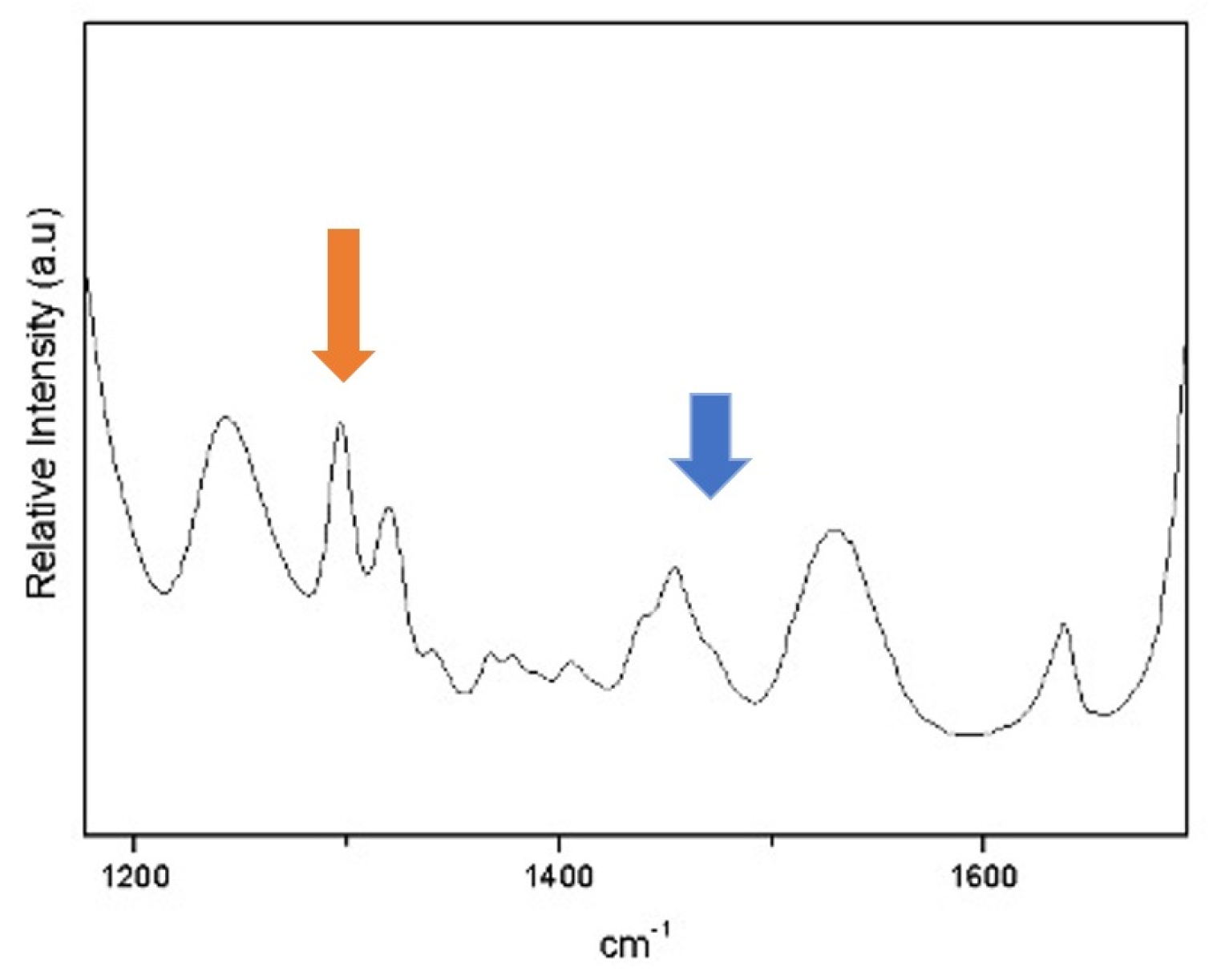
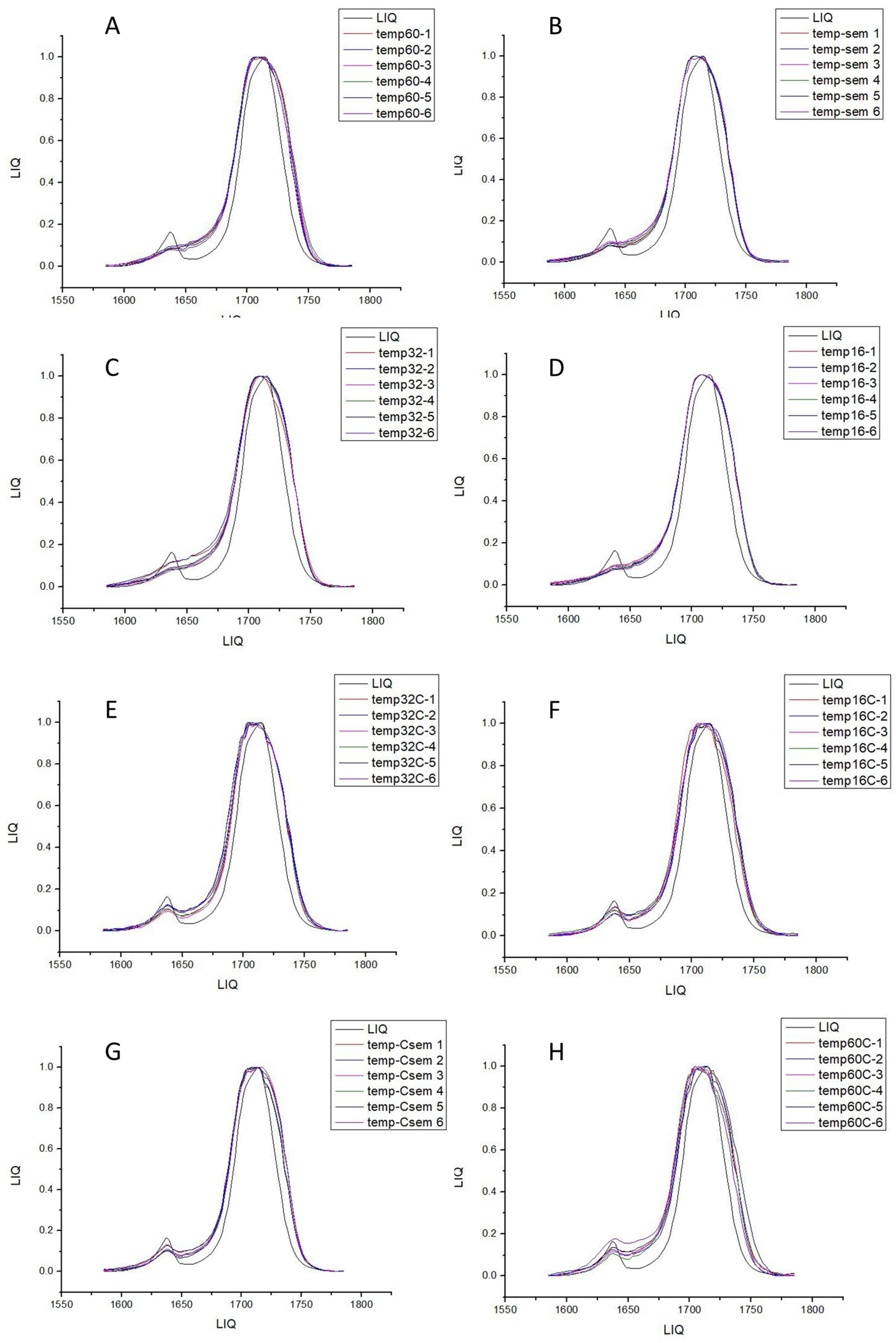
2.2. FT-IR-Spectroscopy (Fourier-Transform-Infraroodspectroscopie)
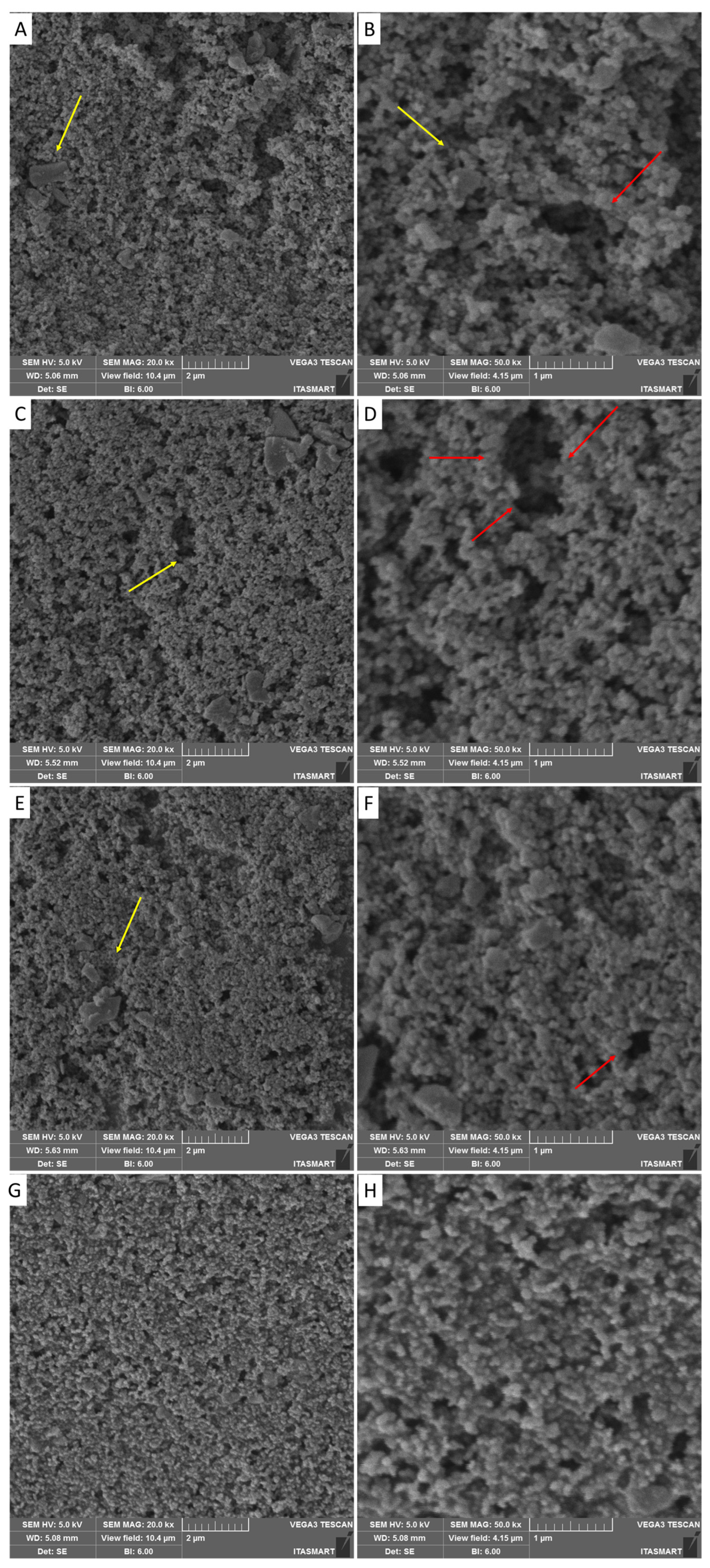
2.3. Scanning Electron Microscopy
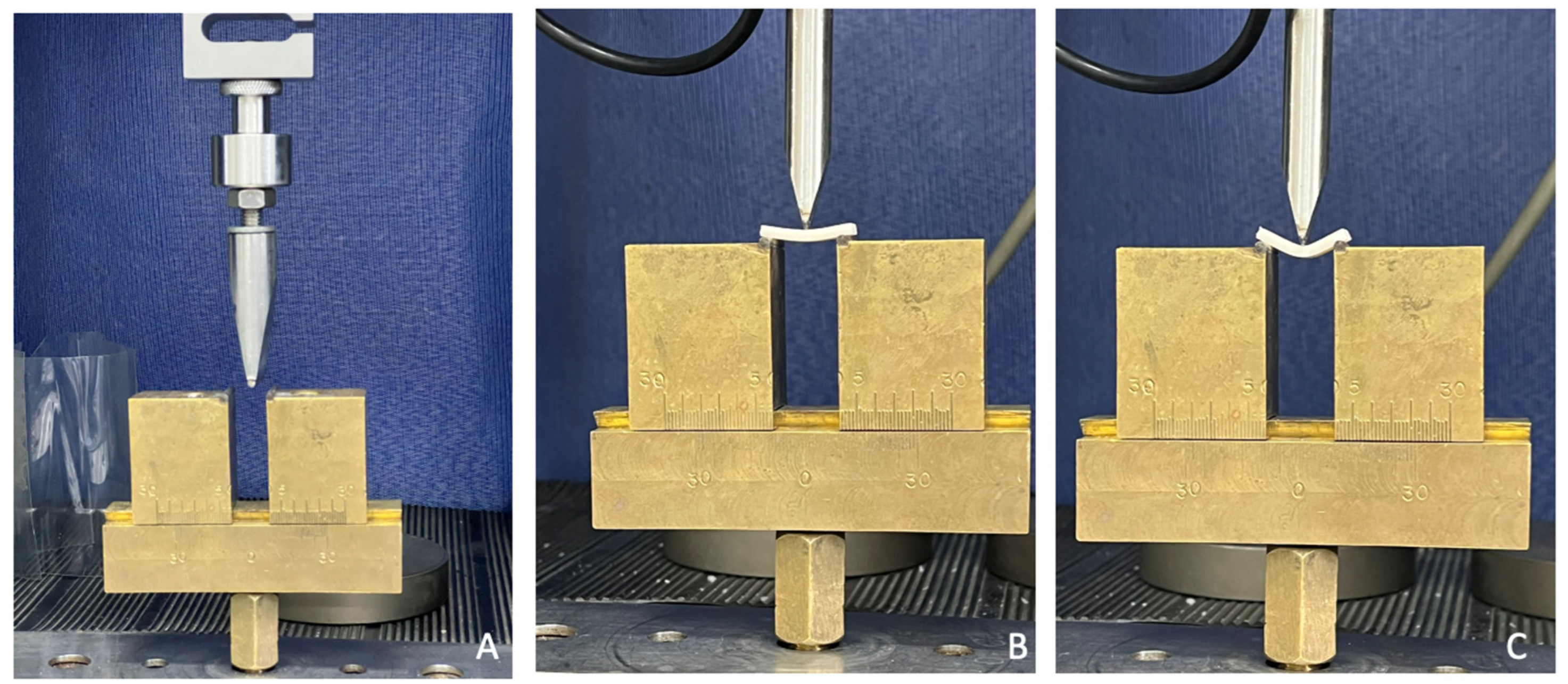
2.4. Three-Point Bending Flexural Strength
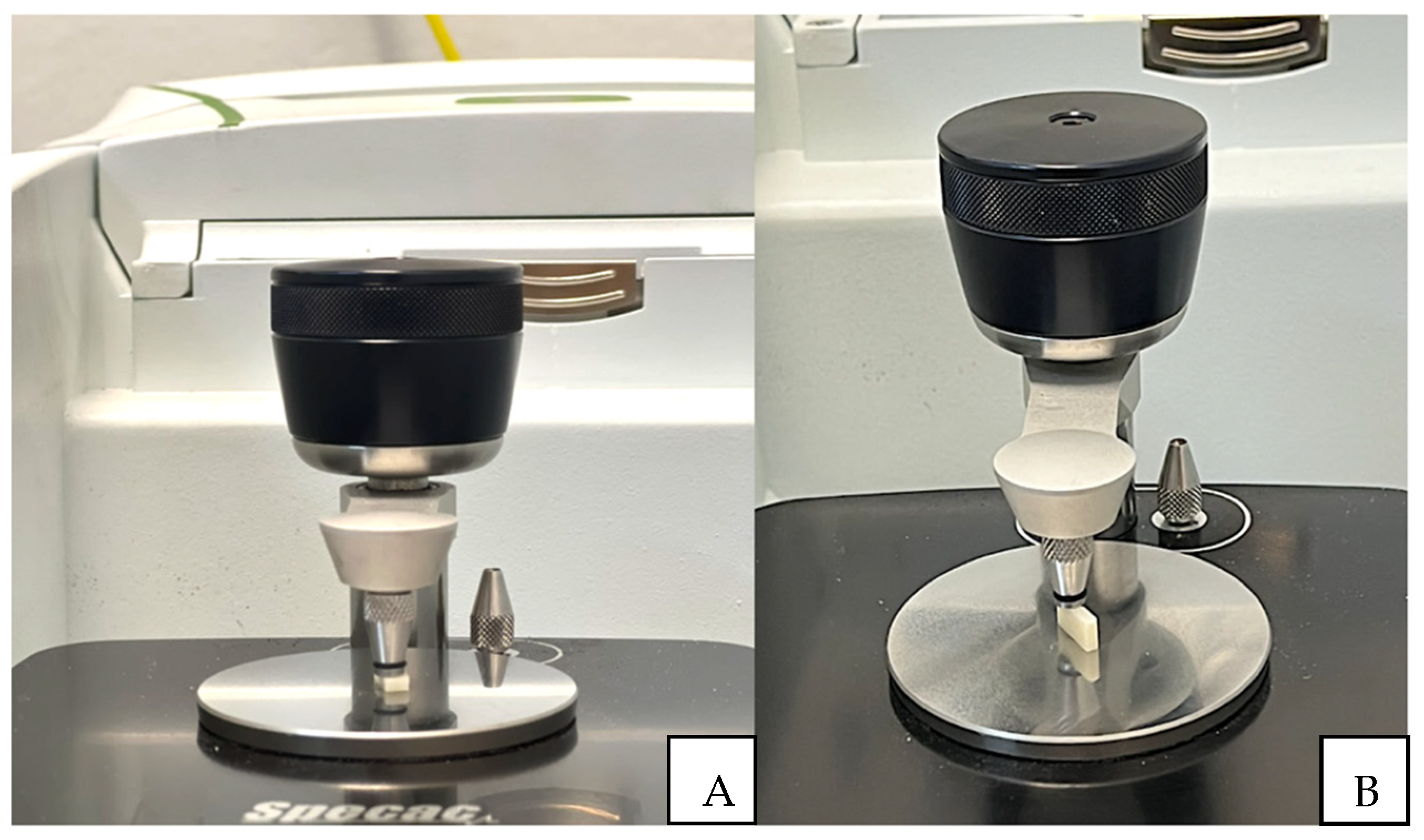
2.5. Knoop Microhardness
2.6. Color and Translucency Analysis
2.7. Statistical Analysis
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Standard Terminology for Additive Manufacturing—General Principles and Terminology. In Committee F42 on Additive Manufacturing Technologies; ASTM: West Conshohocken, PA, USA, 2009.
- Park, M.-E.; Shin, S.-Y. Three-Dimensional Comparative Study on the Accuracy and Reproducibility of Dental Casts Fabricated by 3D Printers. J. Prosthet. Dent. 2018, 119, 861.e1–861.e7. [Google Scholar] [CrossRef] [PubMed]
- Jeong, M.; Radomski, K.; Lopez, D.; Liu, J.T.; Lee, J.D.; Lee, S.J. Materials and Applications of 3D Printing Technology in Dentistry: An Overview. Dent. J. 2023, 12, 1. [Google Scholar] [CrossRef] [PubMed]
- van Noort, R. The Future of Dental Devices is Digital. Dent. Mater. 2012, 28, 3–12. [Google Scholar] [CrossRef] [PubMed]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4575330A, 19 December 1986. [Google Scholar]
- ISO/ASTM 52900:2015; Additive Manufacturing-General Principles-Terminology. ISO: Geneva, Switzerland, 2015.
- Stansbury, J.W.; Idacavage, M.J. 3D Printing with Polymers: Challenges among Expanding Options and Opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef] [PubMed]
- Dimitrova, M.; Vlahova, A.; Kalachev, Y.; Zlatev, S.; Kazakova, R.; Capodiferro, S. Recent Advances in 3D Printing of Polymers for Application in Prosthodontics. Polymers 2023, 15, 4525. [Google Scholar] [CrossRef] [PubMed]
- Saini, R.S.; Gurumurthy, V.; Quadri, S.A.; Bavabeedu, S.S.; Abdelaziz, K.M.; Okshah, A.; Alshadidi, A.A.F.; Yessayan, L.; Mosaddad, S.A.; Heboyan, A. The Flexural Strength of 3D-Printed Provisional Restorations Fabricated with Different Resins: A Systematic Review and Meta-Analysis. BMC Oral Health 2024, 24, 66. [Google Scholar] [CrossRef] [PubMed]
- Liu, P.Y.L.; Liou, J.J.H.; Huang, S.-W. Exploring the Barriers to the Advancement of 3D Printing Technology. Mathematics 2023, 11, 3068. [Google Scholar] [CrossRef]
- Almeida e Silva, J.S.; Erdelt, K.; Edelhoff, D.; Araújo, A.; Stimmelmayr, M.; Vieira, L.C.C.; Güth, J.-F. Marginal and Internal Fit of Four-unit Zirconia Fixed Dental Prostheses Based on Digital and Conventional Impression Techniques. Clin. Oral Investig. 2014, 18, 515–523. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Wang, L.; Piva, A.D.; Tribst, J.; Nedeljkovic, I.; Kleverlaan, C.; Feilzer, A. Influence of Surface Finishing and Printing Layer Orientation on Surface Roughness and Flexural Strength of Stereolithography-Manufactured Dental Zirconia. J. Mech. Behav. Biomed. Mater. 2023, 143, 105944. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Wang, L.; Dal Piva, A.M.d.O.; Tribst, J.P.M.; Čokić, S.M.; Zhang, F.; Werner, A.; Kleverlaan, C.J.; Feilzer, A.J. Effect of Printing Layer Orientation and Polishing on the Fatigue Strength of 3D-Printed Dental Zirconia. Dent. Mater. 2023, 190–197. [Google Scholar] [CrossRef] [PubMed]
- Sulaiman, T.A. Materials in Digital Dentistry—A Review. J. Esthet. Restor. Dent. 2020, 32, 171–181. [Google Scholar] [CrossRef] [PubMed]
- Dehurtevent, M.; Robberecht, L.; Hornez, J.-C.; Thuault, A.; Deveaux, E.; Béhin, P. Stereolithography: A New Method for Processing Dental Ceramics by Additive Computer-Aided Manufacturing. Dent. Mater. 2017, 33, 477–485. [Google Scholar] [CrossRef] [PubMed]
- Burke, F.T. Trends in Indirect Dentistry: 3. Luting Materials. Dent. Updat. 2005, 32, 251–260. [Google Scholar] [CrossRef] [PubMed]
- Wendler, M.; Belli, R.; Petschelt, A.; Mevec, D.; Harrer, W.; Lube, T.; Danzer, R.; Lohbauer, U. Chairside CAD/CAM materials. Part 2: Flexural strength testing. Dent. Mater. 2017, 33, 99–109. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.; Shim, J.-S.; Lee, D.; Shin, S.-H.; Nam, N.-E.; Park, K.-H.; Shim, J.-S.; Kim, J.-E. Effects of Post-Curing Time on the Mechanical and Color Properties of Three-Dimensional Printed Crown and Bridge Materials. Polymers 2020, 12, 2762. [Google Scholar] [CrossRef] [PubMed]
- Mayer, J.; Reymus, M.; Mayinger, F.; Edelhoff, D.; Hickel, R.; Stawarczyk, B. Temporary 3D-Printed Fixed Dental Prosthesis Materials: Impact of Postprinting Cleaning Methods on Degree of Conversion and Surface and Mechanical Properties. Int. J. Prosthodont. 2021, 34, 784–795. [Google Scholar] [CrossRef] [PubMed]
- ISO 4049; Dentistry: Polymer-Based Restorative Materials. ISO FDIS: Geneva, Switzerland, 2009.
- Delgado, A.H.S.; Young, A.M. Methacrylate peak determination and selection recommendations using ATR-FTIR to investigate polymerisation of dental methacrylate mixtures. PLoS ONE 2021, 16, e0252999. [Google Scholar] [CrossRef]
- Reymus, M.; Lümkemann, N.; Stawarczyk, B. 3D-Printed Material for Temporary Restorations: Impact of Print Layer Thickness and Post-Curing Method on Degree of Conversion. Int. J. Comput. Dent. 2019, 22, 231–237. [Google Scholar] [PubMed]
- Borella, P.S.; Alvares, L.A.; Ribeiro, M.T.; Moura, G.F.; Soares, C.J.; Zancopé, K.; Mendonça, G.; Rodrigues, F.P.; das Neves, F.D. Physical and mechanical properties of four 3D-printed resins at two different thick layers: An in vitro comparative study. Dent. Mater. 2023, 39, 686–692. [Google Scholar] [CrossRef] [PubMed]
- Prechtel, A.; Reymus, M.; Edelhoff, D.; Hickel, R.; Stawarczyk, B. Comparison of Various 3D Printed and Milled PAEK Materials: Effect of Printing Direction and Artificial Aging on Martens Parameters. Dent. Mater. 2019, 36, 197–209. [Google Scholar] [CrossRef] [PubMed]
- Soto-Montero, J.; de Castro, E.F.; Romano, B.d.C.; Nima, G.; Shimokawa, C.A.; Giannini, M. Color alterations, Flexural Strength, and Microhardness of 3D Printed Resins for Fixed Provisional Restoration Using Different Post-Curing Times. Dent. Mater. 2022, 38, 1271–1282. [Google Scholar] [CrossRef] [PubMed]
- AlGhamdi, M.A.; Fouda, S.M.; Taymour, N.; Akhtar, S.; Khan, S.Q.; Ali, M.S.; Elakel, A.M.; Nassar, E.A.; Gad, M.M. Comparative Evaluation of TiO2 Nanoparticle Addition and Postcuring Time on the Flexural Properties and Hardness of Additively Fabricated Denture Base Resins. Nanomaterials 2023, 13, 3061. [Google Scholar] [CrossRef] [PubMed]
- Prpic, V.; Slacanin, I.; Schauperl, Z.; Catic, A.; Dulcic, N.; Cimic, S. A Study of the Flexural Strength and Surface Hardness of Different Materials and Technologies for Occlusal Device Fabrication. J. Prosthet. Dent. 2019, 121, 955–959. [Google Scholar] [CrossRef] [PubMed]
- Osman, R.; Alharbi, N.; Wismeijer, D. Build Angle: Does It Influence the Accuracy of 3D-Printed Dental Restorations Using Digital Light-Processing Technology? Int. J. Prosthodont. 2017, 30, 182–188. [Google Scholar] [CrossRef] [PubMed]
- Alharbi, N.; Osman, R.; Wismeijer, D. Effects of Build Direction on the Mechanical Properties of 3D-Printed Complete Coverage Interim Dental Restorations. J. Prosthet. Dent. 2016, 115, 760–767. [Google Scholar] [CrossRef] [PubMed]
- Bergamo, E.T.; Campos, T.M.; Piza, M.M.; Gutierrez, E.; Lopes, A.C.; Witek, L.; Coelho, P.G.; Celestrino, M.; Carvalho, L.F.; Jalkh, E.B.B.; et al. Temporary Materials Used in Prosthodontics: The Effect of Composition, Fabrication Mode, and Aging on Mechanical Properties. J. Mech. Behav. Biomed. Mater. 2022, 133, 105333. [Google Scholar] [CrossRef] [PubMed]
- Paravina, R.D.; Ghinea, R.; Herrera, L.J.; Bona, A.D.; Igiel, C.; Linninger, M.; Sakai, M.; Takahashi, H.; Tashkandi, E.; Perez, M.d.M. Color Difference Thresholds in Dentistry. J. Esthet. Restor. Dent. 2015, 27, S1–S9. [Google Scholar] [CrossRef] [PubMed]
- Keßler, A.; Hickel, R.; Ilie, N. In Vitro Investigation of the Influence of Printing Direction on the Flexural Strength, Flexural Modulus and Fractographic Analysis of 3D-Printed Temporary Materials. Dent. Mater. J. 2021, 40, 641–649. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Average ± SD (MPa) | Tukey |
|---|---|---|
| Control | 15.9 ± 3.8 | C |
| 16 min | 80.5 ± 3.2 | A |
| 32 min | 76.5 ± 1.6 | B |
| 60 min | 83.2 ± 2.2 | A |
| Aging | Curing Time | Average (HV) | Tukey |
|---|---|---|---|
| No | Control (non post-cured) | 24.7 ± 5.2 | A B C |
| 16 min | 23.6 ± 3.2 | A B C | |
| 32 min | 26.6 ± 6.1 | A B | |
| 60 min | 28.4 ± 6.2 | A | |
| Yes | Control (non post-cured) | 20.1 ± 1.0 | C |
| 16 min | 22.0 ± 1.7 | B C | |
| 32 min | 22.5 ± 1.8 | A B C | |
| 60 min | 25.3 ± 3.5 | A B C |
| Aging | Curing Time | Translucency | Color (ΔE00) |
|---|---|---|---|
| No | Control (non post-cured) | 8.23 ± 1.24 | 1.05 ± 0.60 |
| 16 min | 7.98 ± 1.61 | 1.21 ± 0.55 | |
| 32 min | 7.01 ± 2.08 | 1.02 ± 0.33 | |
| 60 min | 7.98 ± 1.61 | 0.42 ± 0.26 | |
| Yes | Control (non post-cured) | 6.84 ± 2.24 | 1.67 ± 0.89 |
| 16 min | 8.31 ± 1.68 | 1.09 ± 0.42 | |
| 32 min | 7.49 ± 1.20 | 2.10 ± 1.49 | |
| 60 min | 6.81 ± 1.38 | 0.92 ± 1.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siqueira, J.R.C.d.S.; Rodriguez, R.M.M.; Campos, T.M.B.; Ramos, N.d.C.; Bottino, M.A.; Tribst, J.P.M. Characterization of Microstructure, Optical Properties, and Mechanical Behavior of a Temporary 3D Printing Resin: Impact of Post-Curing Time. Materials 2024, 17, 1496. https://doi.org/10.3390/ma17071496
Siqueira JRCdS, Rodriguez RMM, Campos TMB, Ramos NdC, Bottino MA, Tribst JPM. Characterization of Microstructure, Optical Properties, and Mechanical Behavior of a Temporary 3D Printing Resin: Impact of Post-Curing Time. Materials. 2024; 17(7):1496. https://doi.org/10.3390/ma17071496
Chicago/Turabian StyleSiqueira, Joyce Roma Correia dos Santos, Rita Maria Morejon Rodriguez, Tiago Moreira Bastos Campos, Nathalia de Carvalho Ramos, Marco Antonio Bottino, and João Paulo Mendes Tribst. 2024. "Characterization of Microstructure, Optical Properties, and Mechanical Behavior of a Temporary 3D Printing Resin: Impact of Post-Curing Time" Materials 17, no. 7: 1496. https://doi.org/10.3390/ma17071496