
Study on the Effect of “3D-rGO” Buffer Layer on the Microstructure and Properties of SiO2f/SiO2 and TC4 Brazed Joint
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Methodology
3. Results and Discussion
3.1. Wettability Enhancement
3.2. Microstructure Integration
3.3. Residual Stress Reduction
4. Conclusions
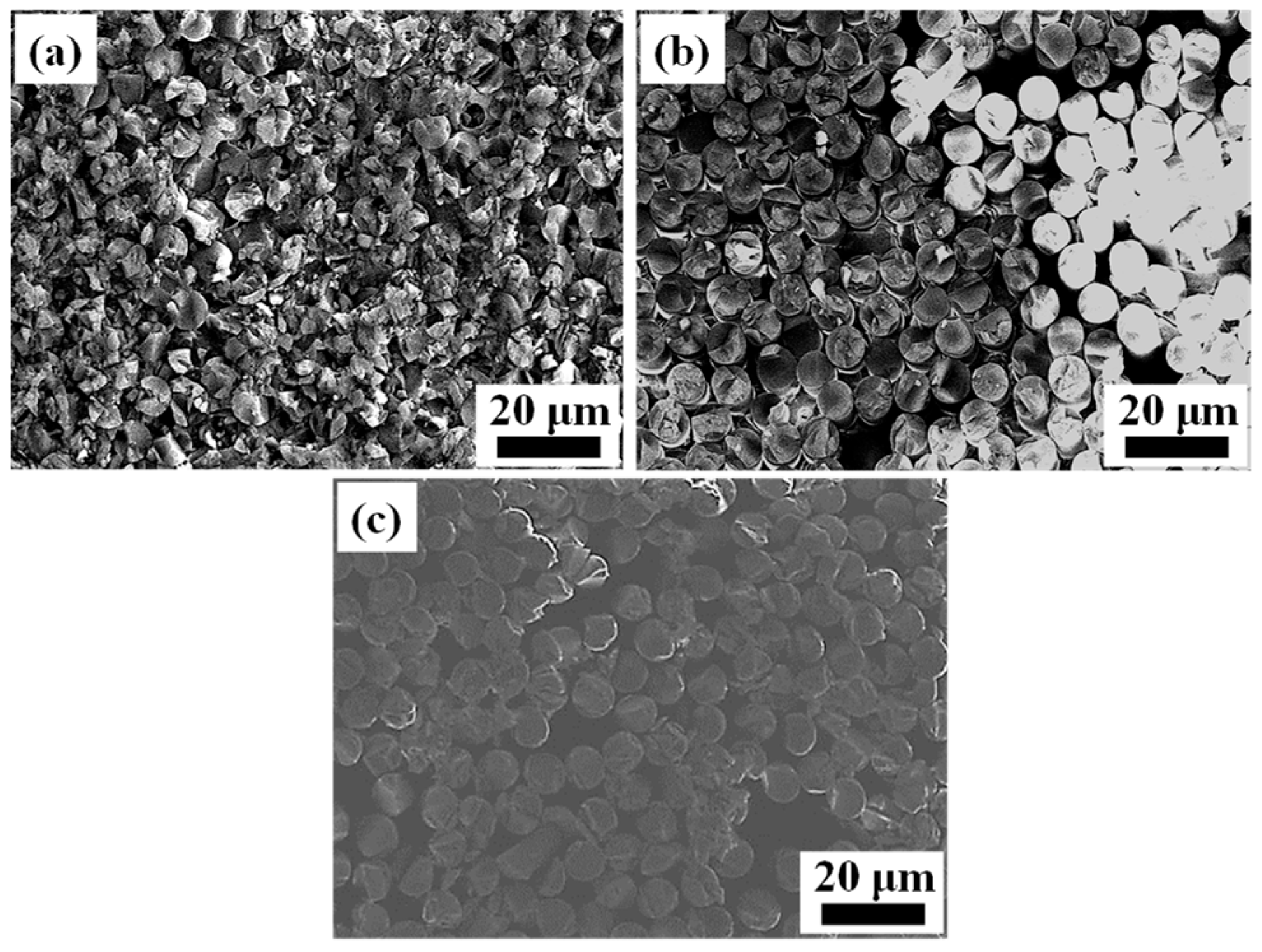
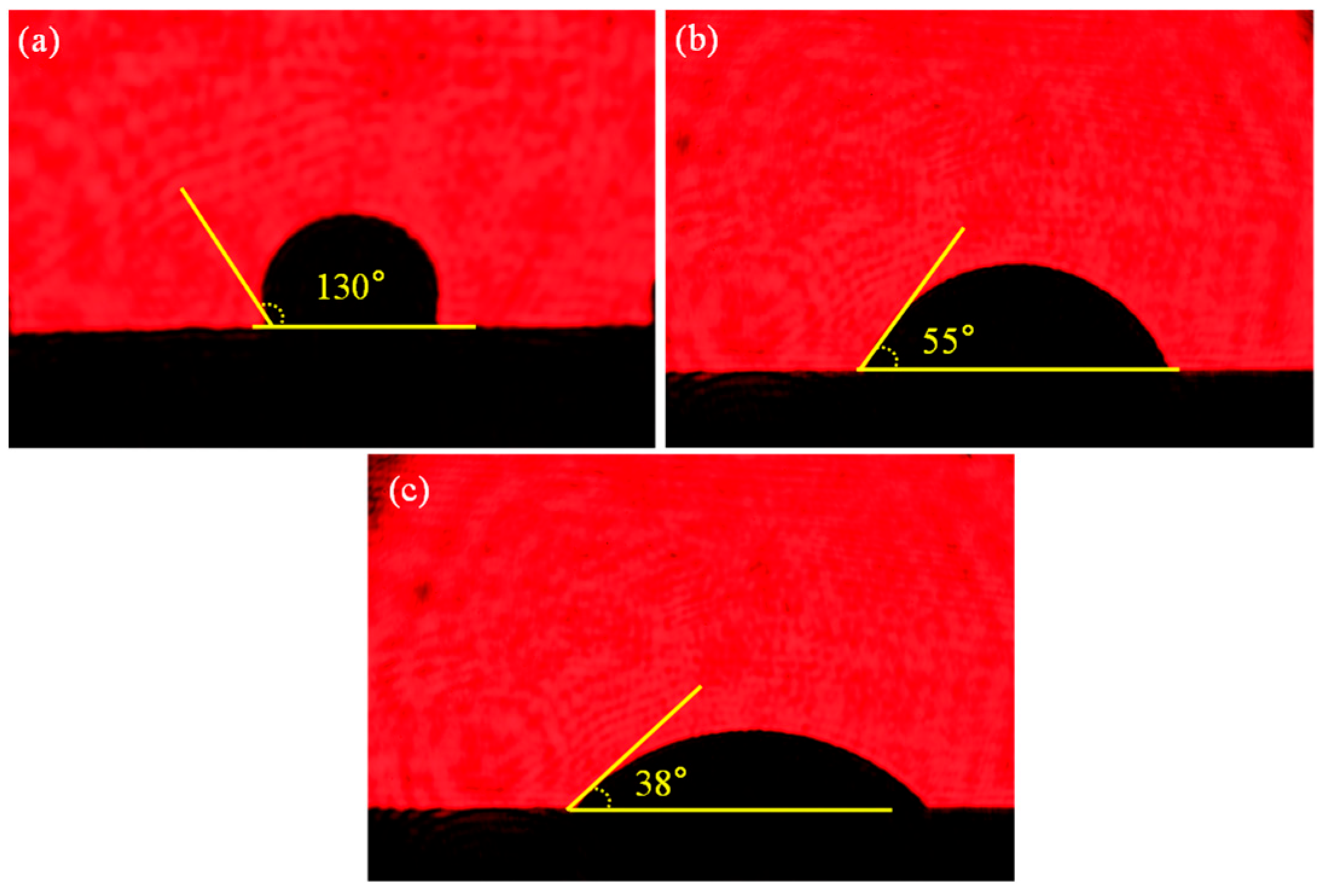
- After the selective etching and deposition treatment, the rGO filled the space of fused silica in the surface layer of the E-SiO2f/SiO2 and a “3D-rGO” buffer layer formed on the surface of the SiO2f/SiO2. The “3D-rGO” buffer layer contributed to the AgCuTi alloy infiltrating into the surface layer of the SiO2f/SiO2 and promoting the reaction of the AgCuTi alloy and SiO2f/SiO2. Wetting experiments showed that after the selective etching treatment, the contact angle reduced from 130° to 55°. When the AgCuTi alloy was on the surface of the rGO@E-SiO2f/SiO2, the contact angle was further reduced to 38°.
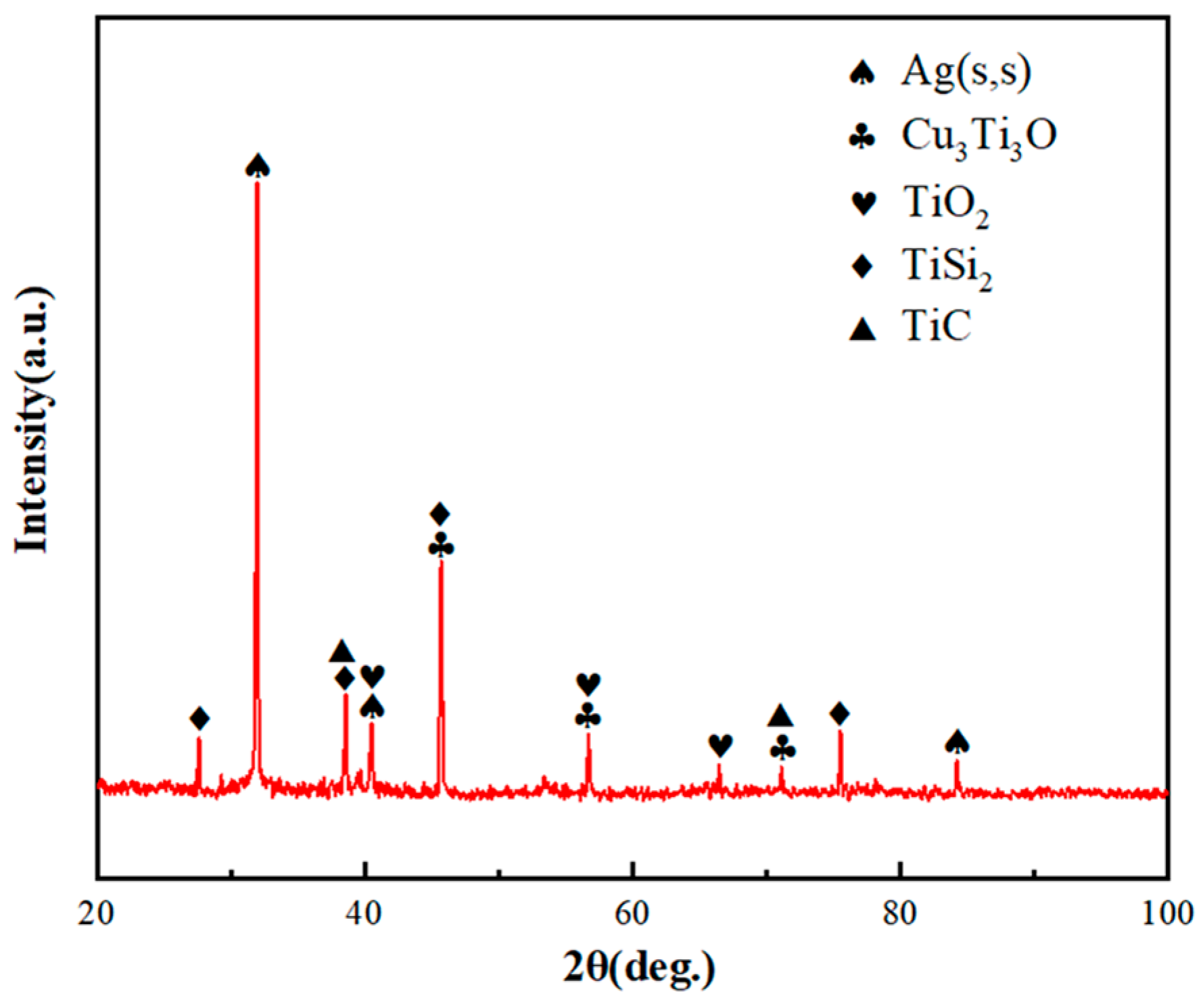
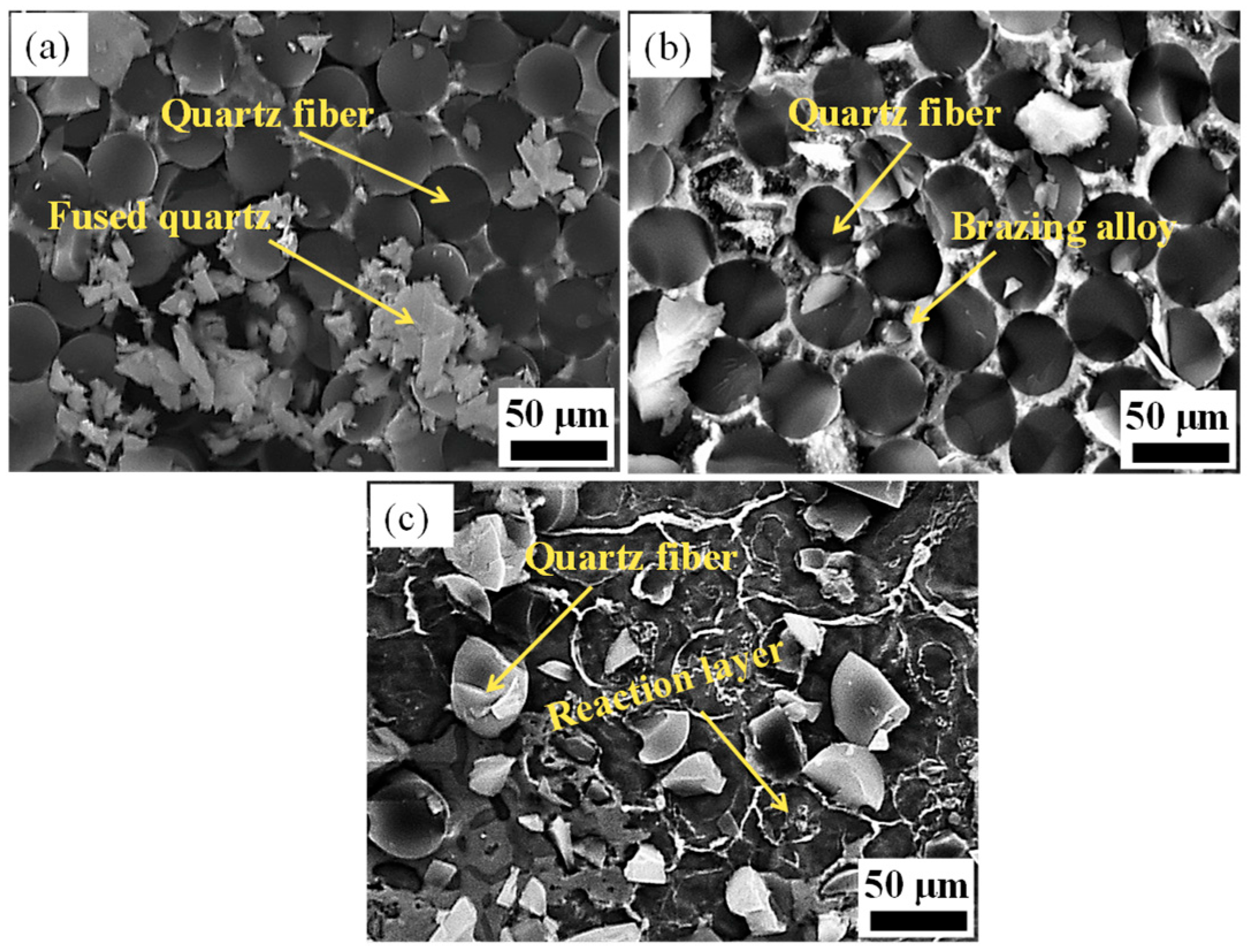
- A “3D-pinning-rGO” buffer layer formed in the rGO@E-SiO2f/SiO2-TC4 joint and the typical microstructure was Ag(s,s), Cu3Ti3O, TiO2, TiSi2 and TiC. Furthermore, the TiC existed in the form of particles and layers. For the TiC layer, it was able to cause the AgCuTi alloy to infiltrate into the “3D-pinning-rGO” buffer layer and improve the wettability of the AgCuTi alloy on the surface of the SiO2f/SiO2 composite. And for the TiC particles, they were able to form a good gradient transition of the CTE and release the residual stress of the joint, and thus, the shear strength of the rGO@E-SiO2f/SiO2-TC4 joint reached 43.7 MPa.
- The simulation results were consistent with the experiments. The FEM results showed that after the selective etching and deposited treatment, the high residual stress in the rGO@E-SiO2f/SiO2-TC4 joints transferred from the “3D-pinning” structure in the E-SiO2f/SiO2 into the “3D-pinning-rGO” buffer layer. Furthermore, for the rGO@E-SiO2f/SiO2-TC4 joints, the peak residual stress was distributed over the braided quartz fibers in the “3D-pinning-rGO” buffer layer and the peak residual stress reduced from 142 MPa to 63 MPa. In addition, as the concentration of the rGO increased from 0.5 mg/mL to 2.0 mg/mL, the residual stress in the joint transferred from the bottom of the buffer layer to the middle of the buffer layer, and then to the top of the buffer layer.
- With the combined method of etching and deposited treatment, a “3D-pinning-rGO” buffer layer formed in the rGO@E-SiO2f/SiO2-TC4 joints. The “3D-pinning-rGO” buffer layer contributed to improving the wettability of the AgCuTi alloy on the surface of the SiO2f/SiO2. Furthermore, the buffer layer caused released residual stress in the joint, formed a good gradient transition of the CTE and strengthened the shear strength of the joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.T.; Fan, X.Y.; Yang, Z.; Zhou, C.; Li, Y. Fabrication and high-temperature strength of 2.5D SiO2f/SiO2 composites prepared by a combined vacuum impregnation and sol-gel method. Ceram. Int. 2023, 49, 36199–36205. [Google Scholar] [CrossRef]
- Dong, W.C.; Bao, C.G.; Sun, K.; Ma, H.; Li, S.; Liu, T.; Lu, W. The fabrication of fiber-reinforced polyamine-coated silica paste and the mechanical properties of SiO2f/SiO2 composites via stereolithography combined with silica sol impregnation. Addit. Manuf. 2022, 53, 102714. [Google Scholar]
- Qiu, D.C.; Gao, Z.; Ba, X.L.; Niu, J.; Brnic, J. Vacuum brazing of SiCp/Al composites and TC4 titanium alloy: Microstructure evolution and mechanical properties. Vacuum 2023, 218, 112662. [Google Scholar] [CrossRef]
- Singh, K.P.; Patel, A.; Bhope, K.; Rimza, S.; Mehta, M.; Khirwadkar, S.S. High temperature vacuum brazing of tungsten to tungsten alloy with structural material. Fusion Eng. Des. 2023, 197, 114058. [Google Scholar] [CrossRef]
- Bonzoms, F.; Thil, S.; Reoyo-Prats, R.; Guillot, E.; Proust, A.; Chaumat, V.; Chotard, T.; Faugeroux, O. Thermomechanical characterization of brazed SiC assemblies for receivers of CSP plants. Sol. Energy Mater. Sol. Cells 2024, 266, 112697. [Google Scholar] [CrossRef]
- Sarmast-Ghahfarokhi, S.; Midawi, A.R.H.; Yasnogorodsi, V.; Benoit, M.J.; Zhou, Y.N. Improvement of the mechanical performance of ZnAlMg coated steel brazed joints through precipitation-based strengthening. Mater. Sci. Eng. A 2023, 886, 145657. [Google Scholar] [CrossRef]
- Patel, H.A.; Mukhopadhyay, P.; Ghosh, S.; Jha, S. The effect of temperature and dwell time on diamond-WC brazed joint quality using low-melting point active Ag-Cu-In alloy. Diam. Relat. Mater. 2023, 139, 110308. [Google Scholar] [CrossRef]
- Popov, N.; Bachurina, D.; Bogdanov, R.; Kozlov, I.; Dzhumaev, P.; Sevryukov, O.; Suchkov, A.; Krutikova, O. Corrosion of reduced activation ferritic-martensitic steel-Tungsten brazed joints in liquid lithium. Fusion Eng. Des. 2023, 196, 114004. [Google Scholar] [CrossRef]
- Akbarian, S.; Shehryar Khan, M.; Sherepenko, O.; Lee, M.; Wanjara, P.; Biro, E. Effect of heat source and Zn-coating type on the geometry and morphology of laser-brazed thin-gauge steels. J. Manuf. Process. 2023, 107, 356–367. [Google Scholar] [CrossRef]
- Habibi, F.; Samadi, A.; Nouri, M. Microstructural evolution during low-temperature brazing of WC-Co cemented carbide to AISI 4140 steel using a silver-based filler alloy. Int. J. Refract. Met. Hard Mater. 2023, 116, 106354. [Google Scholar] [CrossRef]
- Paidar, M.; Ravikumar, M.M.; Ojo, O.O.; Mehrez, S.; Mohanavel, V.; Ravichandran, M. Diffusion brazing of 321 stainless steel to IN738 using 54Ag-40Cu-5.0Zn-1.0Ni powder-mixture interlayer. Mater. Lett. 2021, 297, 129919. [Google Scholar] [CrossRef]
- Paidar, M.; Ashraff Ali, K.S.; Ojo, O.O.; Mohanavel, V.; Vairamuthu, J.; Ravichandran, M. Diffusion brazing of Inconel 617 and 321 stainless steel by using AMS 4772 Ag interlayer. J. Manuf. Process. 2021, 61, 383–395. [Google Scholar] [CrossRef]
- Anil Kumar, S.V.; Gandhinathan, R. Optimization of process parameters for titanium alloy to itself and stainless steel brazed joints using BAg22 filler metal. Mater. Today Proc. 2021, 46, 9454–9461. [Google Scholar] [CrossRef]
- Kotari, S.; Punna, E.; Gangadhar, S.M.; Cheepu, M.; Sarkar, P.; Venukumar, S. Dissimilar metals TIG welding-brazing of AZ31 magnesium alloy to 304 stainless steel. Mater. Today Proc. 2021, 39, 1549–1552. [Google Scholar] [CrossRef]
- Mangla, V.; Sharma, J.D.; Kumar, S.; Kumar, P.D.; Agarwal, A. Joining of stainless steel (SS304) and OFE copper by vacuum brazing. Mater. Today Proc. 2020, 26, 724–727. [Google Scholar] [CrossRef]
- Lin, J.H.; Ba, J.; Liu, Y.L.; Wang, Y.; Guo, J.; Luo, D.; Cai, Y.; Mao, D.; Qi, J.; Feng, J. Interfacial microstructure and improved wetting mechanism of SiO2f/SiO2 brazed with Nb by plasma treatment. Vacuum 2017, 143, 320–328. [Google Scholar] [CrossRef]
- Sun, Z.; Zhang, L.X.; Qi, J.L.; Zhang, Z.; Tian, C.; Feng, J. Brazing of SiO2f/SiO2 composite modified with few-layer graphene and Invar using AgCuTi alloy. Mater. Des. 2015, 88, 51–57. [Google Scholar] [CrossRef]
- Lin, J.H.; Ba, J.; Cai, Y.F.; Ma, Q.; Luo, D.; Wang, Z.; Qi, J.; Cao, J.; Feng, J. Brazing SiO2f/SiO2 with TC4 alloy with the help of coating graphene. Vacuum 2017, 145, 241–244. [Google Scholar] [CrossRef]
- Liu, D.; Chen, N.B.; Song, Y.Y.; Song, X.; Sun, J.; Tan, C.; Long, W.; Zhong, S.; Jia, L. Mechanical and heat transfer properties of AlN/Cu joints based on nanosecond laser-induced metallization. J. Eur. Ceram. Soc. 2023, 43, 1897–1903. [Google Scholar] [CrossRef]
- Reddy, S.R.R.; Jakeer, S.; Sathishkumar, V.E.; Basha, H.T.; Cho, J. Numerical study of TC4-NiCr/EG+Water hybrid nanofluid over a porous cylinder with Thompson and Troian slip boundary condition: Artificial neural network model. Case Stud. Therm. Eng. 2024, 53, 103794. [Google Scholar] [CrossRef]
- Liao, M.Q.; Zhou, F.; Wang, F.J.; Liu, B.; Xu, C. Elastic and thermodynamic properties of B2-MgX intermetallics: A high throughput first-principles investigation. Vacuum 2023, 218, 112646. [Google Scholar] [CrossRef]
- Liao, M.Q.; Gong, H.S.; Qu, N.; Wang, F.; Zhu, J.; Liu, Z.K. CALPHAD aided mechanical properties screening in full composition space of NbC-TiC-VC-ZrC ultra-high temperature ceramics. Int. J. Refract. Met. Hard Mater. 2023, 113, 106191. [Google Scholar] [CrossRef]
- Wroblewski, P. Investigation of energy losses of the internal combustion engine taking into account the correlation of the hydrophobic and hydrophilic. Energy 2023, 264, 126002. [Google Scholar] [CrossRef]
- Ma, Q.; Chen, Y.W.; Chen, S.J.; He, P.; Chen, X.; Jin, X.; Zheng, B. Microstructural and mechanical characterizations of SiC–304SS joints brazed with Cu-10TiH2 filler. J. Mater. Res. Technol. 2024, 28, 3076–3083. [Google Scholar] [CrossRef]
- Prakashraj, E.; Ghost, A. Finite element based 3-D modelling of residual stress in high vacuum actively brazed diamond/Ni-Cr filler/C45 steel joint. Diam. Relat. Mater. 2023, 139, 110359. [Google Scholar] [CrossRef]
- Díaz-Mena, V.; de Prado, J.; Roldán, M.; Izaguirre, I.; Sánchez, M.; Rieth, M.; Ureña, A. Numerical and experimental development of cupronickel filler brazed joints for divertor and first wall components in DEMO fusion reactor. J. Nucl. Mater. 2024, 588, 154830. [Google Scholar] [CrossRef]
- Ong, F.S.; Rheingans, B.; Goto, K.; Tobe, H.; Ohmura, T.; Janczak-Rusch, J.; Sato, E. Residual stress induced failure of Ti-6Al-4V/Si3N4 joints brazed with Ag-Cu-Ti filler: The effects of brazing zone’s elasto-plasticity and ceramics’ intrinsic properties. J. Eur. Ceram. Soc. 2021, 41, 6319–6329. [Google Scholar] [CrossRef]
- Barrena, M.I.; Gómez de Salazar, J.M.; Gómez-Vacas, M. Numerical simulation and experimental analysis of vacuum brazing for steel/cermet. Ceram. Int. 2014, 40, 10557–10563. [Google Scholar] [CrossRef]
- Izaguirre, I.; Loewenhoff, T.; de Prado, J.; Sánchez, M.; Wirtz, M.; Díaz-Mena, V.; Ureña, A. Thermal fatigue response of W-EUROFER brazed joints by the application of High Heat Flux loads. J. Mater. Process. Technol. 2023, 319, 118056. [Google Scholar] [CrossRef]
- Ma, Q.; Li, Z.R.; Chen, S.L.; Luo, D.L.; Zhou, Z.; Lin, J.H.; Qi, J.L.; Feng, J.C. Regulating the surface structure of SiO2f/SiO2 composite for assisting in brazing with Nb. Mater. Lett. 2016, 182, 159–162. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Ma, Q.; Chen, Y.; Chen, S.; Zhu, J.; He, P.; Chen, X.; Jin, X.; Zheng, B. Study on the Effect of “3D-rGO” Buffer Layer on the Microstructure and Properties of SiO2f/SiO2 and TC4 Brazed Joint. Materials 2024, 17, 1394. https://doi.org/10.3390/ma17061394
Liu P, Ma Q, Chen Y, Chen S, Zhu J, He P, Chen X, Jin X, Zheng B. Study on the Effect of “3D-rGO” Buffer Layer on the Microstructure and Properties of SiO2f/SiO2 and TC4 Brazed Joint. Materials. 2024; 17(6):1394. https://doi.org/10.3390/ma17061394
Chicago/Turabian StyleLiu, Peng, Qiang Ma, Yongwei Chen, Shujin Chen, Jie Zhu, Peng He, Xiaojiang Chen, Xiao Jin, and Bin Zheng. 2024. "Study on the Effect of “3D-rGO” Buffer Layer on the Microstructure and Properties of SiO2f/SiO2 and TC4 Brazed Joint" Materials 17, no. 6: 1394. https://doi.org/10.3390/ma17061394