
Corrosion Behavior of Homogenized and Extruded 1100 Aluminum Alloy in Acidic Salt Spray

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Acid Salt Spray Test
2.3. Electrochemical Tests
2.4. Microstructural Characterization
2.5. Surface Composition Analysis
3. Results and Discussion
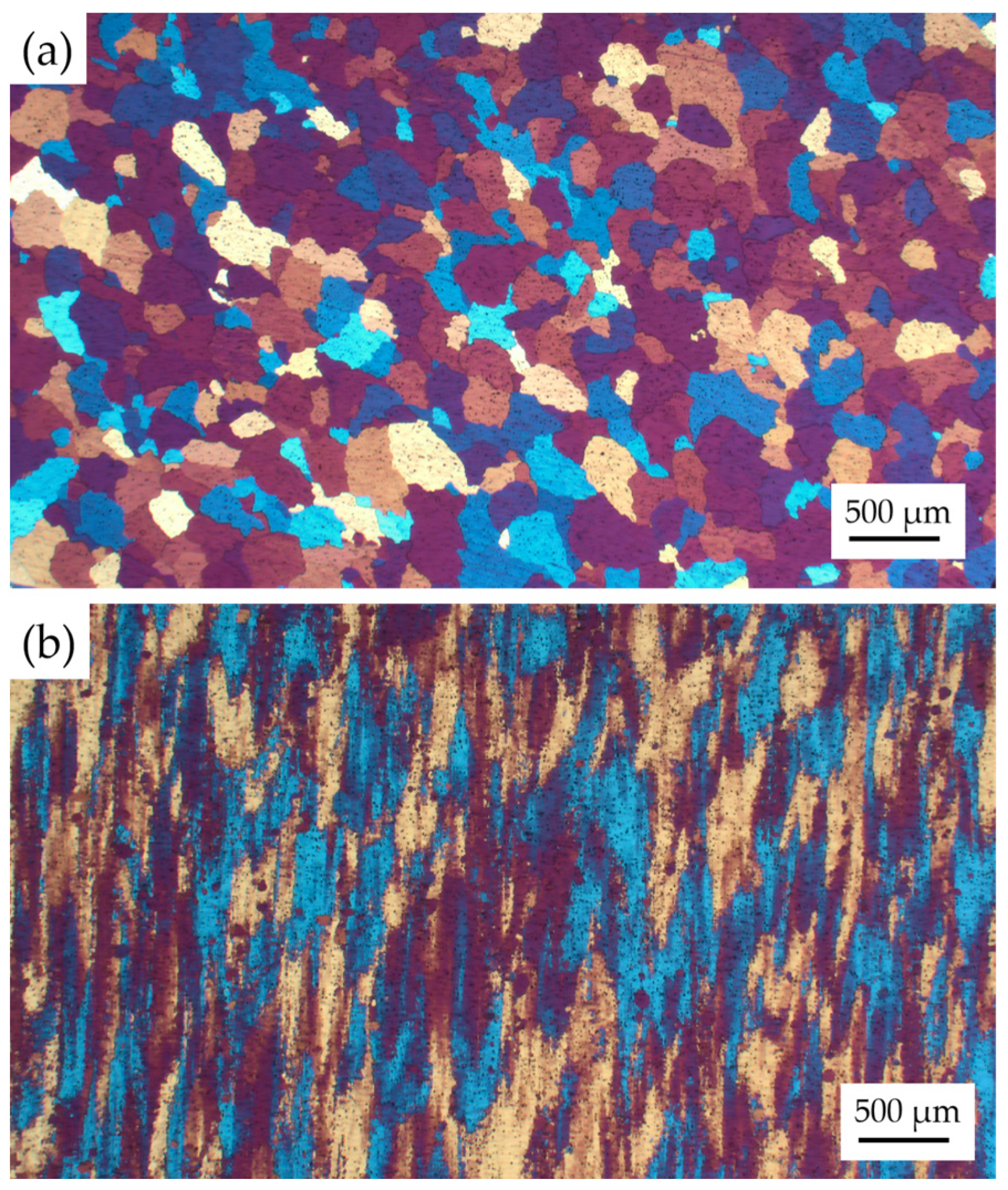
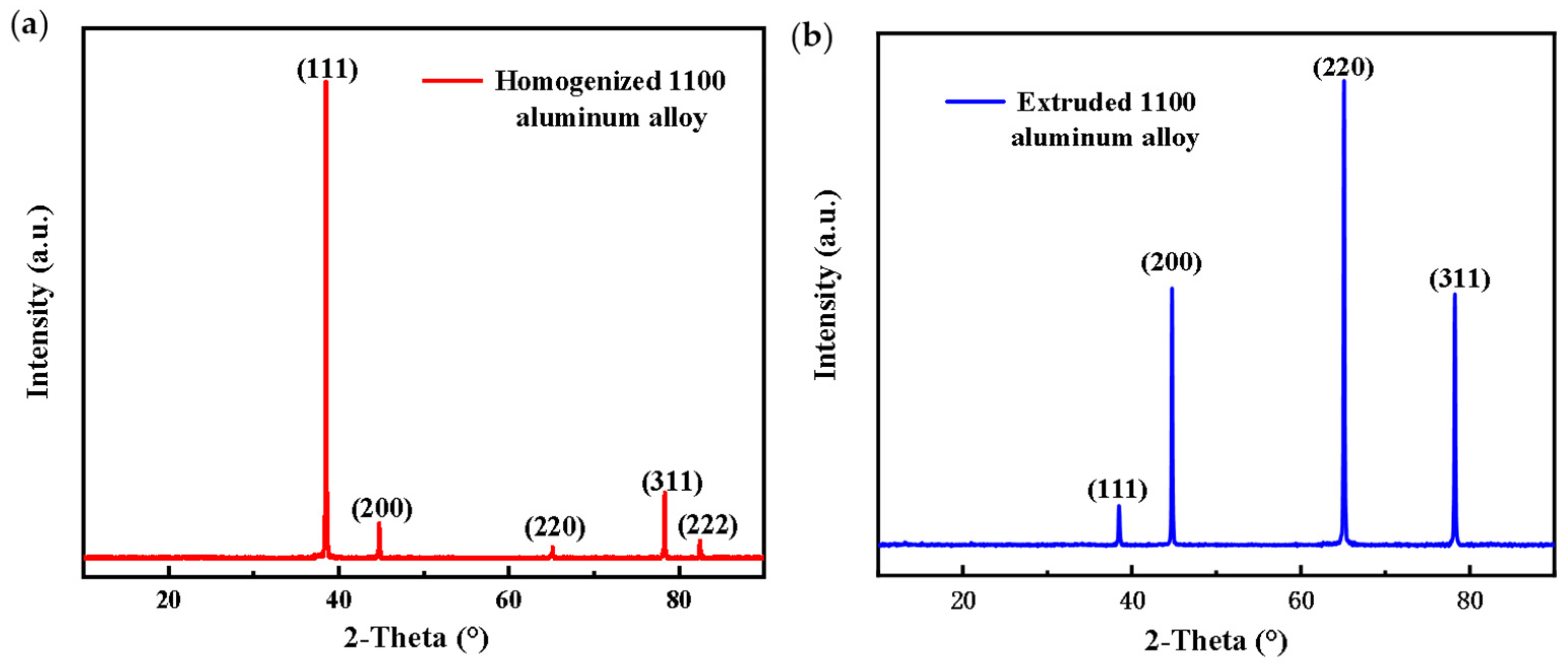
3.1. Microstructure Analysis
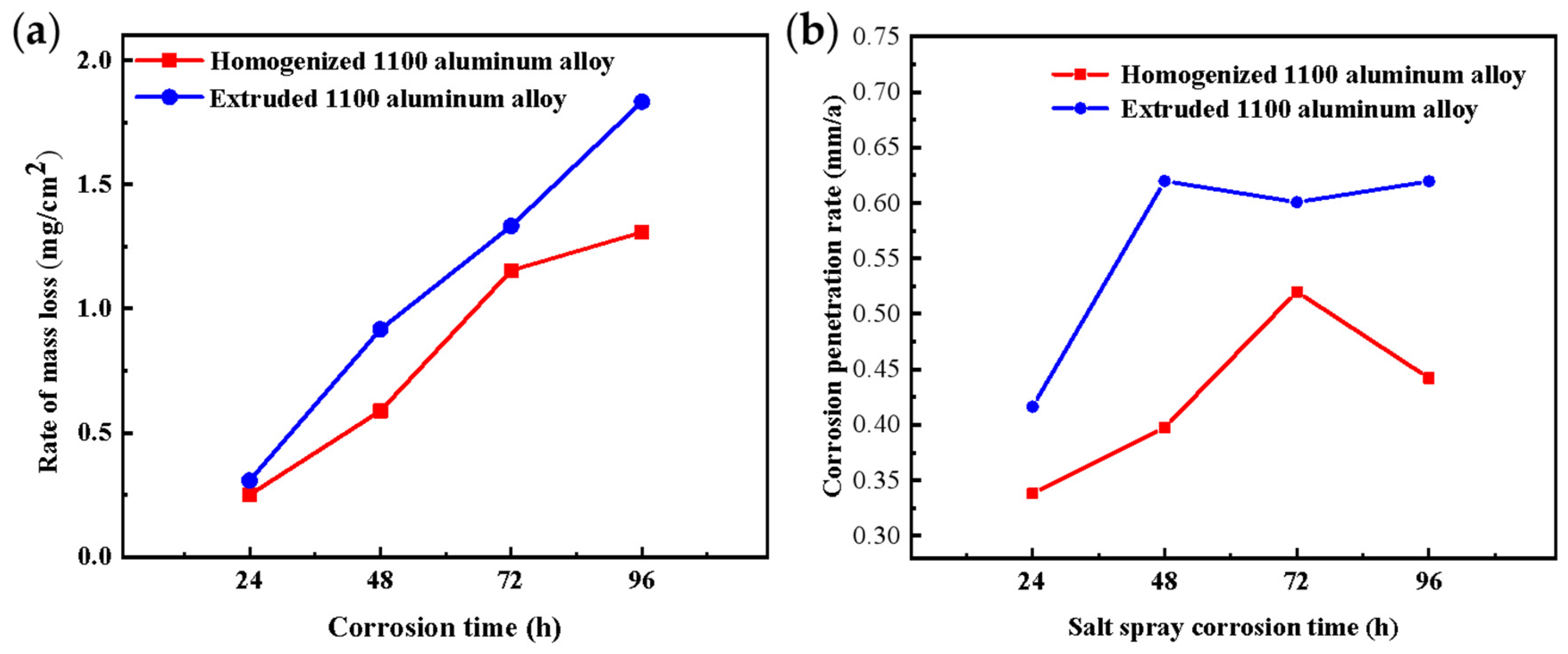
3.2. Rate of Mass Loss and Corrosion Penetration
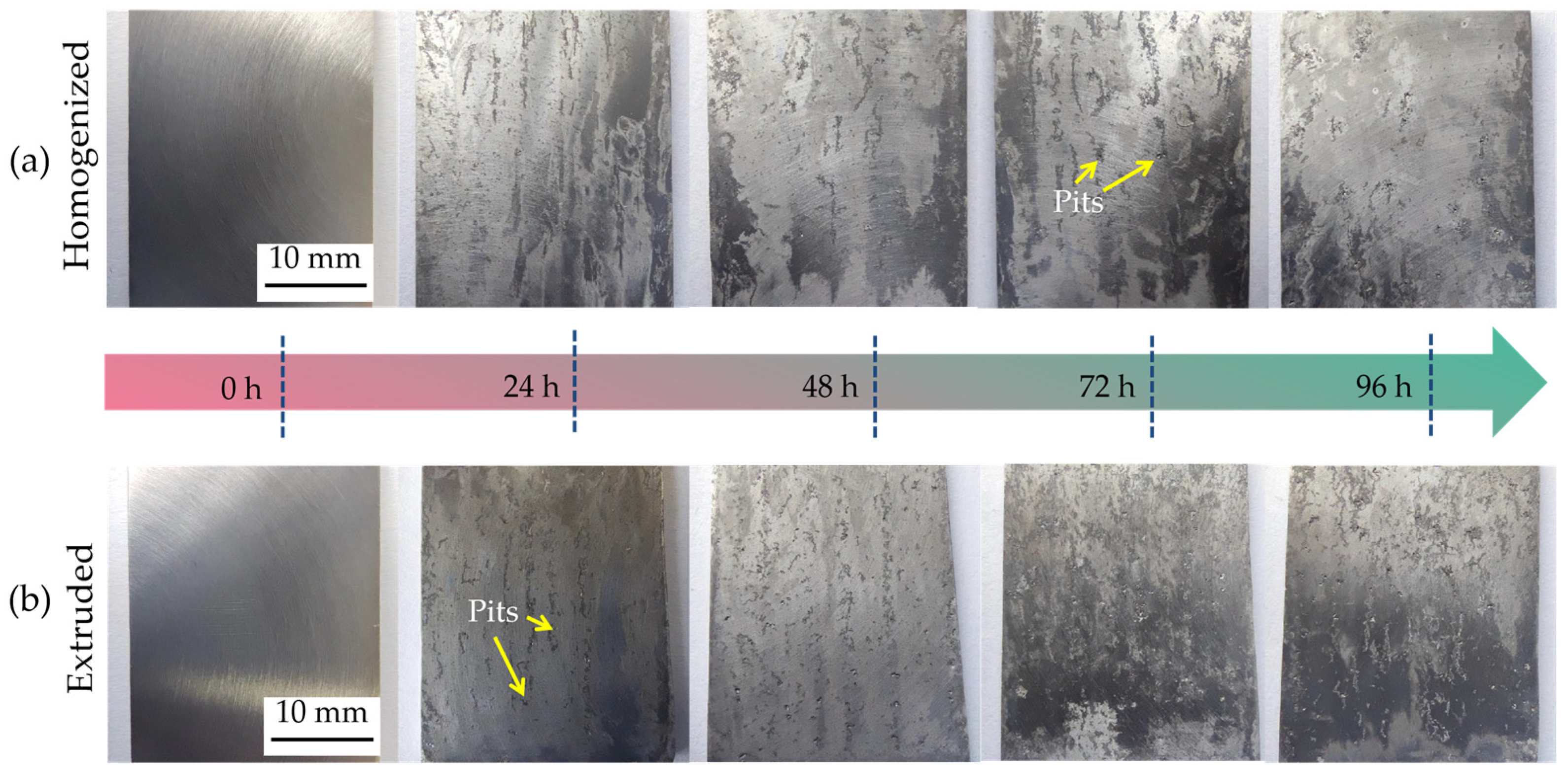
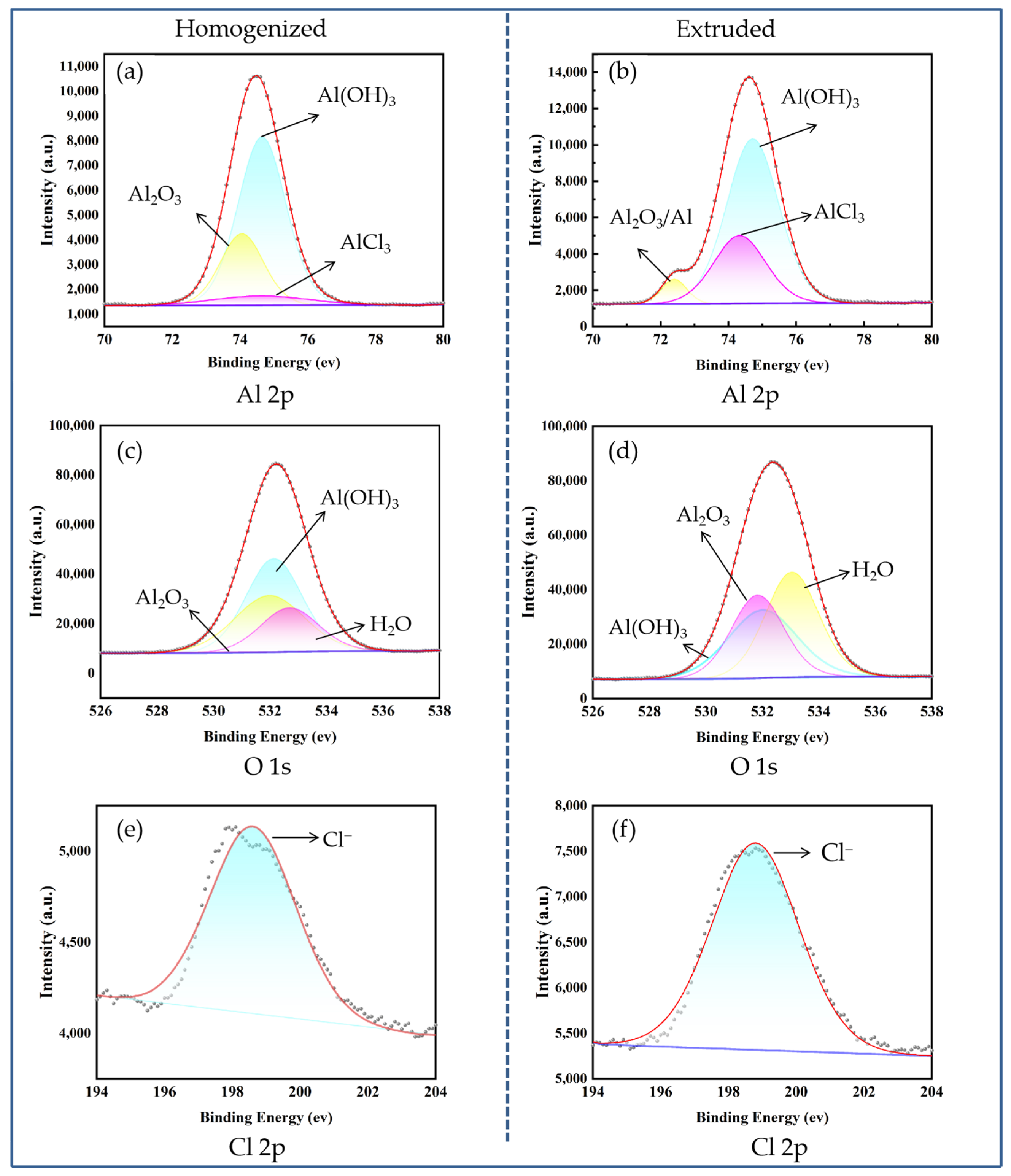
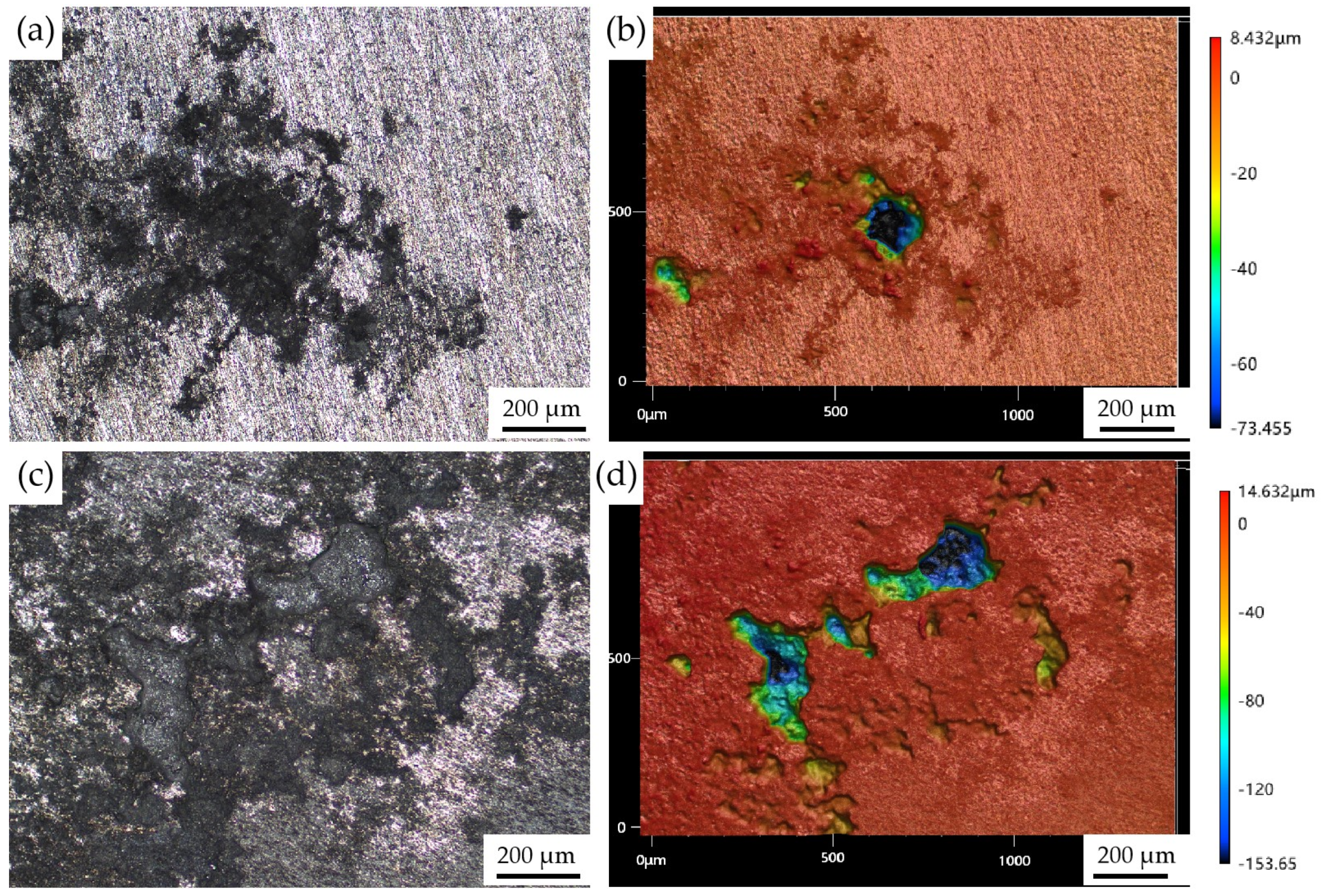
3.3. Surface Morphology and Corrosion Products
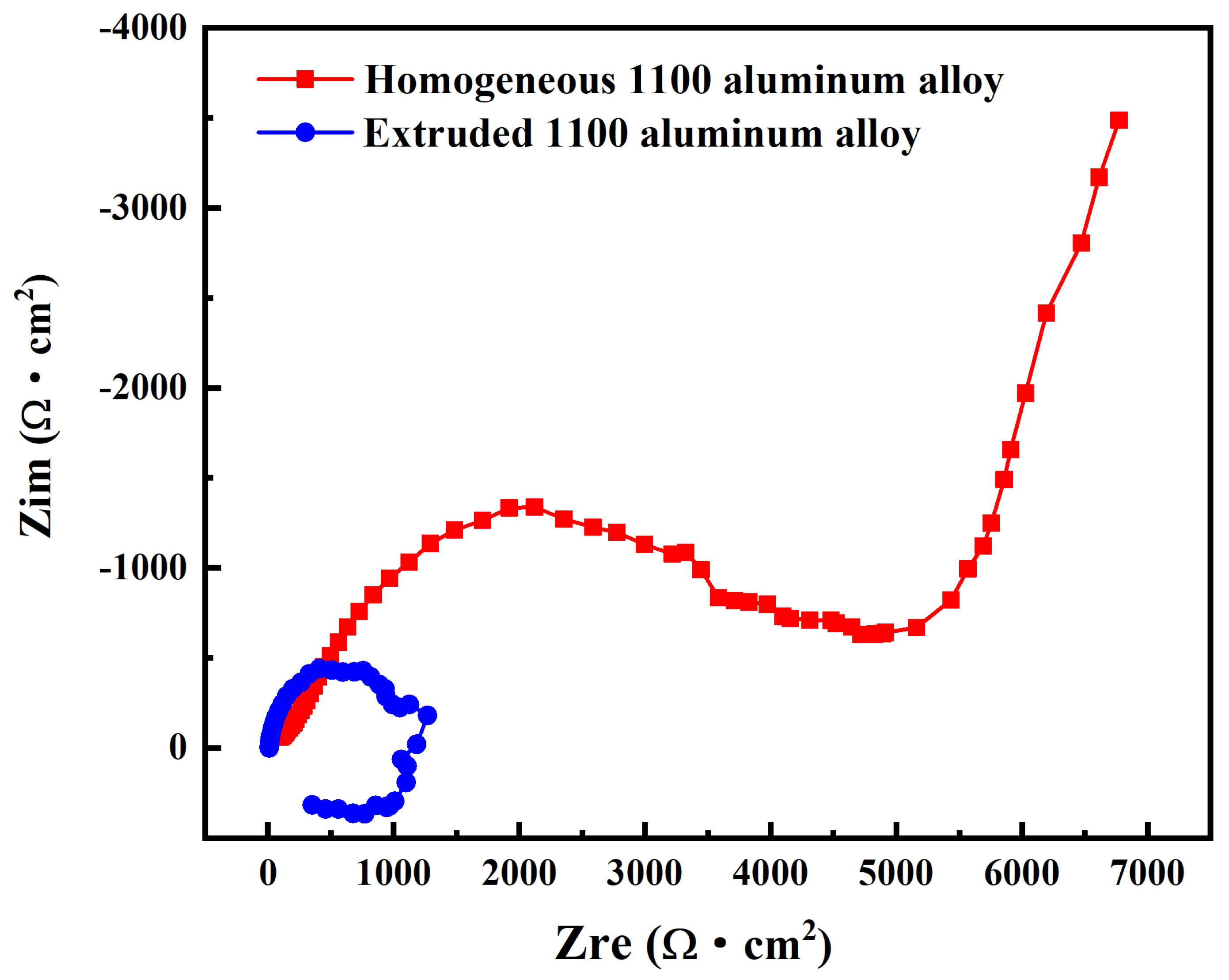
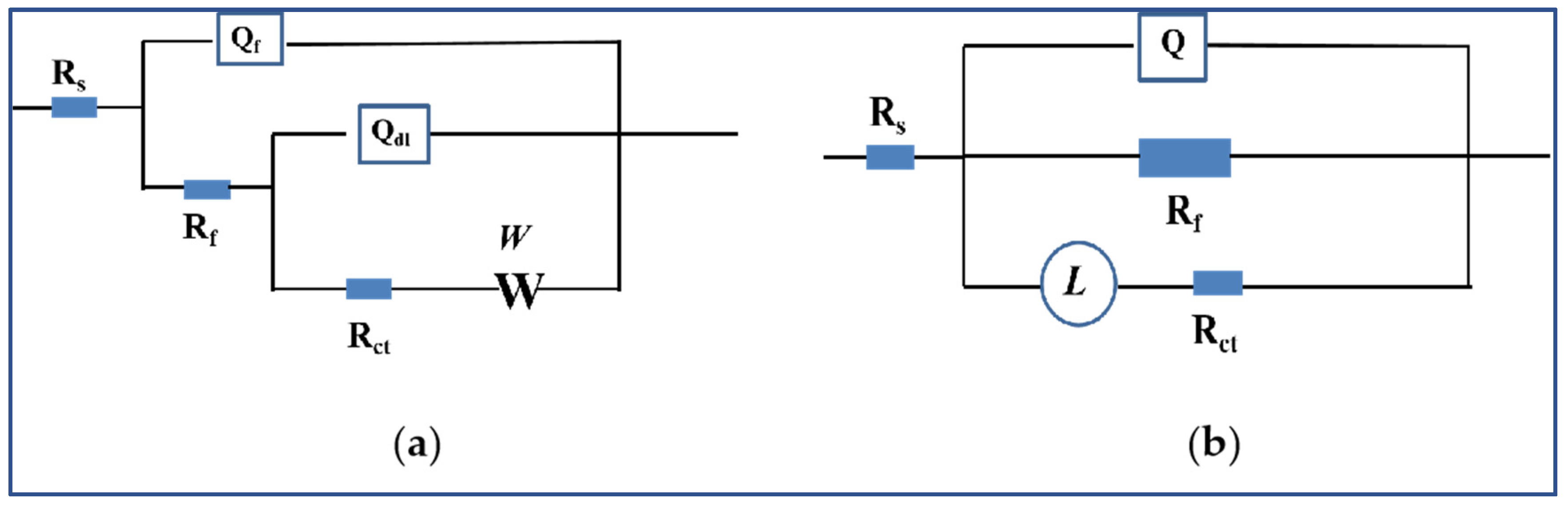
3.4. Electrochemical Analysis
4. Conclusions
- (1)
- There were second-phase particles containing Al-Fe-Si in the microstructure of the 1100 aluminum alloy, which were network-distributed fine particles in the homogenized microstructure. No dynamic recrystallization occurred during hot extrusion. The microstructure was fibrous, and the second phase was coarse and rod-like.
- (2)
- The surface corrosion morphology of the extruded 1100 aluminum alloy in salt spray was more severe than that of the homogenized 1100 aluminum alloy. The corrosion loss and penetration rate of the homogeneous 1100 aluminum alloy were relatively slow within 48 h, and then rapid corrosion occurred, whereas the initial corrosion rate of the extruded 1100 aluminum alloy was very fast. The results show that the change in microstructure and second-phase particles during hot extrusion accelerated the corrosion rate and deteriorated the corrosion resistance.
- (3)
- With the increase in corrosion time, a layer of corrosion products was formed on the surface of the homogenized 1100 aluminum alloy, which covered the surface of the alloy and slowed the corrosion process. The pitting corrosion of the homogeneous and extruded 1100 aluminum alloys occurred in the initial corrosion stage, but the corrosion rate of the extruded alloy was faster, and deeper corrosion pits were formed.
- (4)
- The corrosion mechanisms of different forms of 1100 aluminum alloys in acid salt spray conditions were different. The corrosion products formed in the initial corrosion stage of the homogeneous 1100 aluminum alloy protected the Al matrix and inhibited the corrosion reaction. With the increase in the corrosion time, the corrosion products dissolved and fell off, an obvious pitting phenomenon occurred, and then the corrosion rate became faster. However, in the initial corrosion stage of the extruded 1100 aluminum alloy, pitting occurred, and the number and depth of corrosion pitting pits increased with the increase in the corrosion time.
- (5)
- In this study, the corrosion behavior of the 1100 aluminum alloy in homogenized and hot-extruded states was compared through an acid salt spray test. The results are expected to help to evaluate the corrosion resistance of the 1100 aluminum alloy in acidic environments, such as in marine engineering, the chemical industry, acid rain, etc.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Salem, H.G. Influence of multi-channel spiral twist extrusion (MCSTE) processing on structural evolution, crystallographic texture and mechanical properties of AA1100. Mater. Sci. Eng. A 2018, 737, 166–175. [Google Scholar] [CrossRef]
- Li, D.; Slater, C.; Cai, H.; Hou, X.; Li, Y.; Wang, Q. Joining Technologies for Aluminium Castings—A Review. Coatings 2023, 13, 958. [Google Scholar] [CrossRef]
- Ramaswamya, V.; Pareeka, R.; Girib, A.; Anugulab, G.; Srivastavab, V.; Adhikarib, S. Corrosion Performance Evaluation of Aluminum Alloys for Automotive Applications. In Proceedings of the Conference: 16th National Congress on Corrosion Control, Salt Lake City, UT, USA, 11–15 March 2012. [Google Scholar]
- De la Fuente, D. Corrosion of Aluminum, Aluminum Alloys, and Composites. In Encyclopedia of Materials: Metals and Alloys; Caballero, F.G., Ed.; Elsevier: Oxford, UK, 2022; pp. 160–169. [Google Scholar]
- Orłowska, M.; Ura-Bińczyk, E.; Olejnik, L.; Lewandowska, M. The effect of grain size and grain boundary misorientation on the corrosion resistance of commercially pure aluminium. Corros. Sci. 2019, 148, 57–70. [Google Scholar] [CrossRef]
- Son, I.; Nakano, H.; Oue, S.; Kobayashi, S.; Fukushima, H.; Horita, Z. Effect of Equal-Channel Angular Pressing on Pitting Corrosion of Pure Aluminum. Int. J. Corros. 2012, 2012, 450854. [Google Scholar] [CrossRef]
- Mopon, M.L.; Garcia, J.S.; Manguerra, D.M.; Narisma, C.J.C. Corrosion Behavior of AA 1100 Anodized in Gallic-Sulfuric Acid Solution. Coatings 2021, 11, 405. [Google Scholar] [CrossRef]
- Adams, F.V.; Akinwamide, S.O.; Obadele, B.; Olubambi, P.A. Comparison study on the corrosion behavior of aluminum alloys in different acidic media. Mater. Today Proc. 2021, 38, 1040–1043. [Google Scholar] [CrossRef]
- Zakaria, S.A.; Anasyida, A.S.; Zuhailawati, H.; Dhindaw, B.K.; Jabit, N.A.; Ismail, A. Characterization of mechanical and corrosion properties of cryorolled Al 1100 alloy: Effect of annealing and solution treatment. Trans. Nonferrous Met. Soc. China 2021, 31, 2949–2961. [Google Scholar] [CrossRef]
- Ezuber, H.; El-Houd, A.; El-Shawesh, F. A study on the corrosion behavior of aluminum alloys in seawater. Mater. Des. 2008, 29, 801–805. [Google Scholar] [CrossRef]
- Shinde, V.; Argade, G.; Chilukuri, A.; Gehrich, M.; Parikh, C. TMS 2022 151st Annual Meeting & Exhibition Supplemental Proceedings; Springer International Publishing AG: Cham, Switzerland, 2022; pp. 640–648. [Google Scholar]
- ISO 9227:2022; Corrosion Tests in Artificial Atmospheres-Salt Spray Tests. International Organization for Standardization: Geneva, Switzerland, 2022.
- ASTM G85-11; Standard Practice For Modified Salt Spray (Fog) Testing. ASTM International: West Conshohocken, PA, USA, 2011.
- Qiao, J.-Z.; Fu, X.-S.; Gai, P.-T.; Chen, G.-Q.; Zhou, W.-L. Corrosion Behavior and Microstructure of 2024 Aluminum Alloy Sheets by Shot Peen Forming in a Salt Spray Environment. J. Mater. Eng. Perform. 2022, 32, 4124–4137. [Google Scholar] [CrossRef]
- Surendarnath, S.; Ramesh, G.; Ramachandran, T.; Ravisankar, B. Corrosion Behavior of Commercially Pure Aluminum Processed through Conventional and New ECAP Dies. J. Mater. Eng. Perform. 2023, 1–14. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, H.; Yang, X.; Gu, Y.; Liu, Y. Local Electrochemical Corrosion of 6061 Aluminum Alloy with Nano-SiO2/MAO Composite Coating. Materials 2023, 16, 6721. [Google Scholar] [CrossRef]
- Jokar, M.; Boerstler, J.T.; Frankel, G.S. Use of impressed current for accelerated corrosion testing of aluminium alloy panels. Corros. Eng. Sci. Technol. 2022, 57, 32–43. [Google Scholar] [CrossRef]
- Alfattani, R.; Yunus, M.; Mohamed, A.F.; Alamro, T.; Hassan, M.K. Assessment of the corrosion behavior of friction-stir-welded dissimilar aluminum alloys. Materials 2021, 15, 260. [Google Scholar] [CrossRef]
- Prabhuraj, P.; Rajakumar, S.; Balasubramanian, V.; Sonar, T.; Ivanov, M.; Elil Raja, D. Effect of pH value, chloride ion concentration and salt spraying time on salt fog corrosion resistance of friction stir welded AA7075-T651 alloy joints. Int. J. Interact. Des. Manuf. 2023, 1–13. [Google Scholar] [CrossRef]
- Yasakau, K.A.; Zheludkevich, M.L.; Ferreira, M.G.S. 15-Role of intermetallics in corrosion of aluminum alloys. Smart corrosion protection. In Intermetallic Matrix Composites; Mitra, R., Ed.; Woodhead Publishing: Sawston, UK, 2018; pp. 425–462. [Google Scholar]
- Wu, Y.; Shen, Y.; Wang, Q.; Liu, Y.; Shi, D.; Liu, Y.; Su, X. Effect of Si Content on Microstructures and Electrochemical Properties of Al-xSi-3.5Fe Coating Alloy. Materials 2023, 16, 7407. [Google Scholar] [CrossRef] [PubMed]
- Oshionwu Lucky, C.; Idenyi, N.E.; Ugwu Emmanuel, I. Quadra-Statistical Modeling Of Corrosion Penetration Rate (CPR) Of Martensitic and Annealed Stainless Steel in H2SO4 and HCl. Math. Theory Model. 2015, 5, 161–170. [Google Scholar]
- Abdulstaar, M.; Mhaede, M.; Wagner, L.; Wollmann, M. Corrosion behaviour of Al 1050 severely deformed by rotary swaging. Mater. Des. 2014, 57, 325–329. [Google Scholar] [CrossRef]
- Can, P.E.N.G.; Liu, Y.W.; Guo, M.X.; Gu, T.Z.; Chuan, W.A.N.G.; Wang, Z.Y.; Cheng, S.U.N. Corrosion and pitting behavior of pure aluminum 1060 exposed to Nansha Islands tropical marine atmosphere. Trans. Nonferrous Met. Soc. China 2022, 32, 448–460. [Google Scholar]
- Miramontes, J.C.; Gaona Tiburcio, C.; García Mata, E.; Esneider Alcála, M.Á.; Maldonado-Bandala, E.; Lara-Banda, M.; Nieves-Mendoza, D.; Olguín-Coca, J.; Zambrano-Robledo, P.; López-León, L.D.; et al. Corrosion Resistance of Aluminum Alloy AA2024 with Hard Anodizing in Sulfuric Acid-Free Solution. Materials 2022, 15, 6401. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.; Tuo, X.; Kou, L.; Zhao, W.; Zhu, X. Research on corrosion performance of 6061 aluminum alloy in salt spray environment. Mater. Werkst. 2020, 51, 1686–1699. [Google Scholar] [CrossRef]
- Fan, L.; Wang, F.; Wang, Z.; Hao, X.; Yang, N.; Ran, D. Study on the Influence of Surface Treatment Process on the Corrosion Resistance of Aluminum Alloy Profile Coating. Materials 2023, 16, 6027. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Fe | Si | Cu | Mn | Al |
|---|---|---|---|---|---|
| 1100 aluminum alloy | 0.28 | 0.09 | 0.13 | 0.01 | Balance |
| Specimen | Points | Al | O | Cl | |||
|---|---|---|---|---|---|---|---|
| wt.% | at.% | wt.% | at.% | wt.% | at.% | ||
| Homogenized 1100 aluminum alloy | 1 | 57.59 | 44.61 | 42.41 | 55.39 | - | - |
| 2 | 37.46 | 27.25 | 56.62 | 69.47 | 5.92 | 3.28 | |
| 3 | 27.51 | 21.17 | 51.03 | 66.25 | 21.47 | 12.58 | |
| 4 | 44.47 | 36.07 | 39.53 | 54.06 | 16.00 | 9.87 | |
| Hot-extruded 1100 aluminum alloy | 5 | 74.14 | 62.96 | 25.86 | 37.04 | - | - |
| 6 | 37.34 | 26.92 | 58.01 | 70.53 | 4.66 | 2.55 | |
| 7 | 37.23 | 31.44 | 36.12 | 51.43 | 22.66 | 17.13 | |
| 8 | 27.24 | 21.14 | 49.96 | 65.39 | 22.79 | 13.46 | |
| Specimen | Ecorr (VSCE) | Icorr (μA/cm2) |
|---|---|---|
| Homogenized 1100 aluminum alloy | −0.505 | 19.275 |
| Extruded 1100 aluminum alloy | −0.496 | 17.766 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Lu, Q.; Wang, Q.; Li, D.; Li, F.; Luo, Y. Corrosion Behavior of Homogenized and Extruded 1100 Aluminum Alloy in Acidic Salt Spray. Materials 2024, 17, 1279. https://doi.org/10.3390/ma17061279
Zhao Y, Lu Q, Wang Q, Li D, Li F, Luo Y. Corrosion Behavior of Homogenized and Extruded 1100 Aluminum Alloy in Acidic Salt Spray. Materials. 2024; 17(6):1279. https://doi.org/10.3390/ma17061279
Chicago/Turabian StyleZhao, Yuchao, Qiang Lu, Qudong Wang, Dezhi Li, Feng Li, and Yuzhao Luo. 2024. "Corrosion Behavior of Homogenized and Extruded 1100 Aluminum Alloy in Acidic Salt Spray" Materials 17, no. 6: 1279. https://doi.org/10.3390/ma17061279