



Design and Effect of Resonant Ultrasonic Vibration-Assisted Laser Cladding (R-UVALC) on AlCrFeMnNi High-Entropy Alloy
 , , ,
, , ,
Abstract
:1. Introduction
2. Methodology
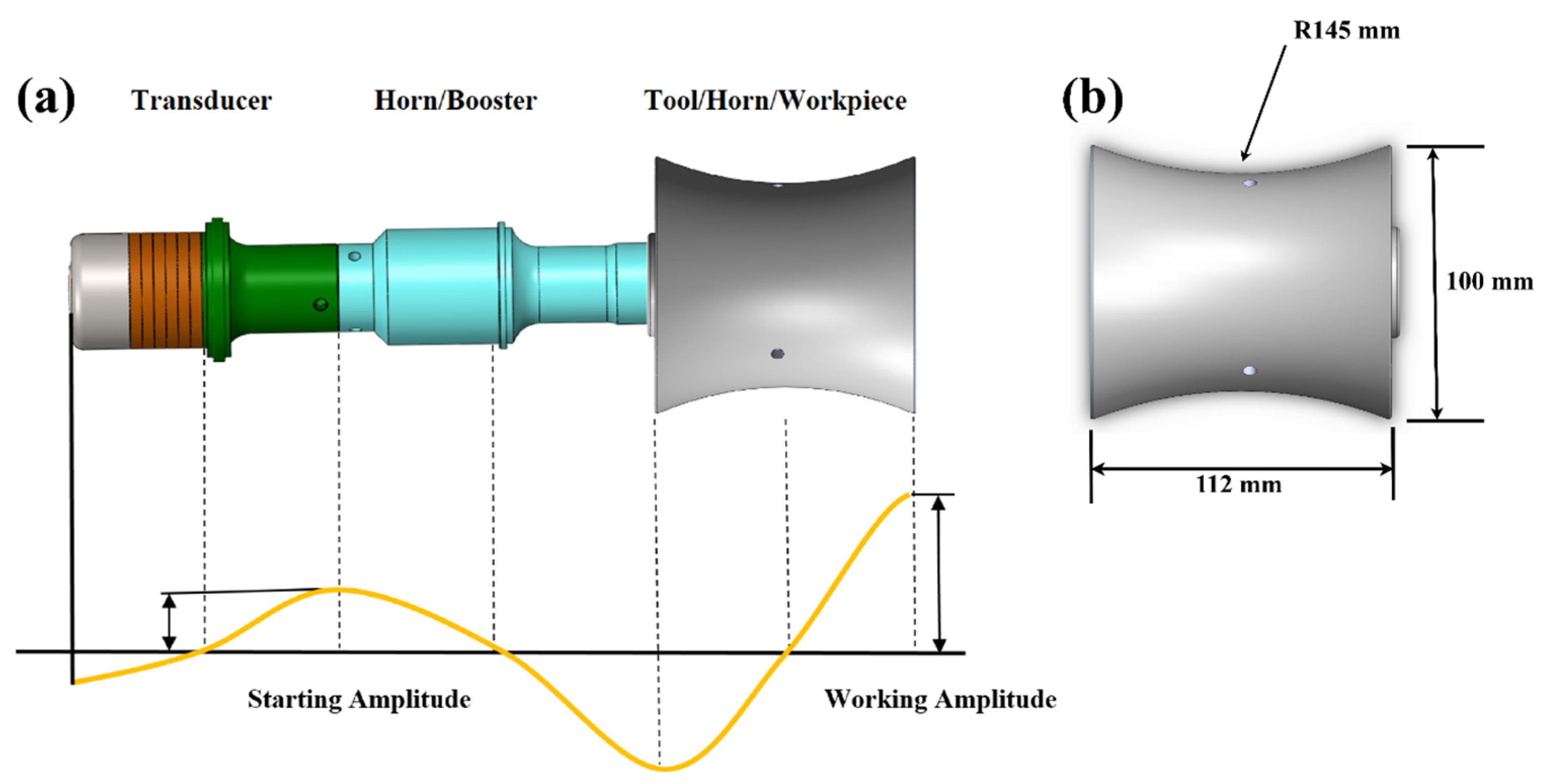
2.1. Design of Ultrasonic Horn and Workpiece
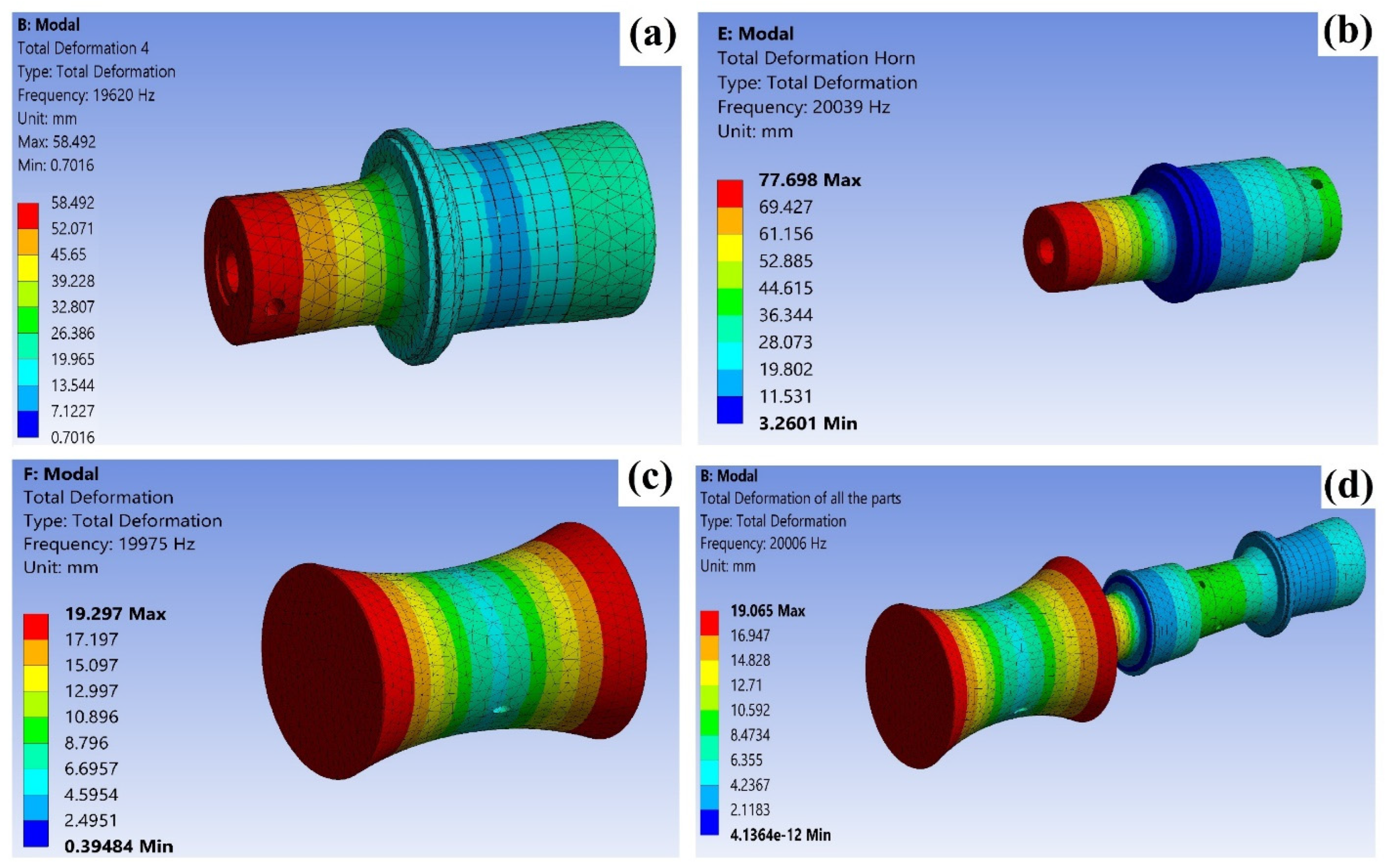
2.2. Finite Element Analysis (FEA)
Modal and Harmonic Response Analysis
3. Experimental Methods
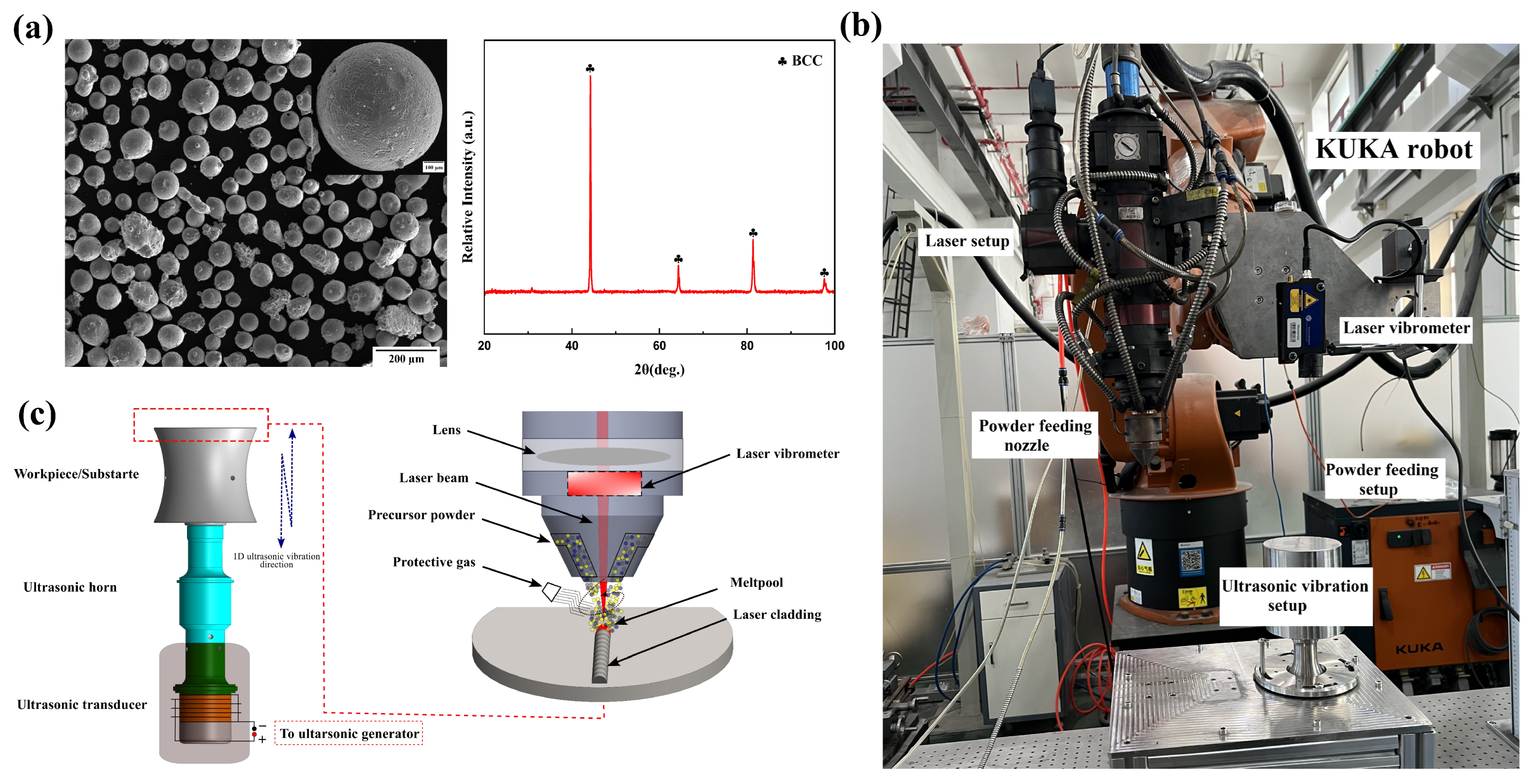
3.1. Formulation of the HEA Coatings
3.2. Materials Characterization
4. Results and Discussion
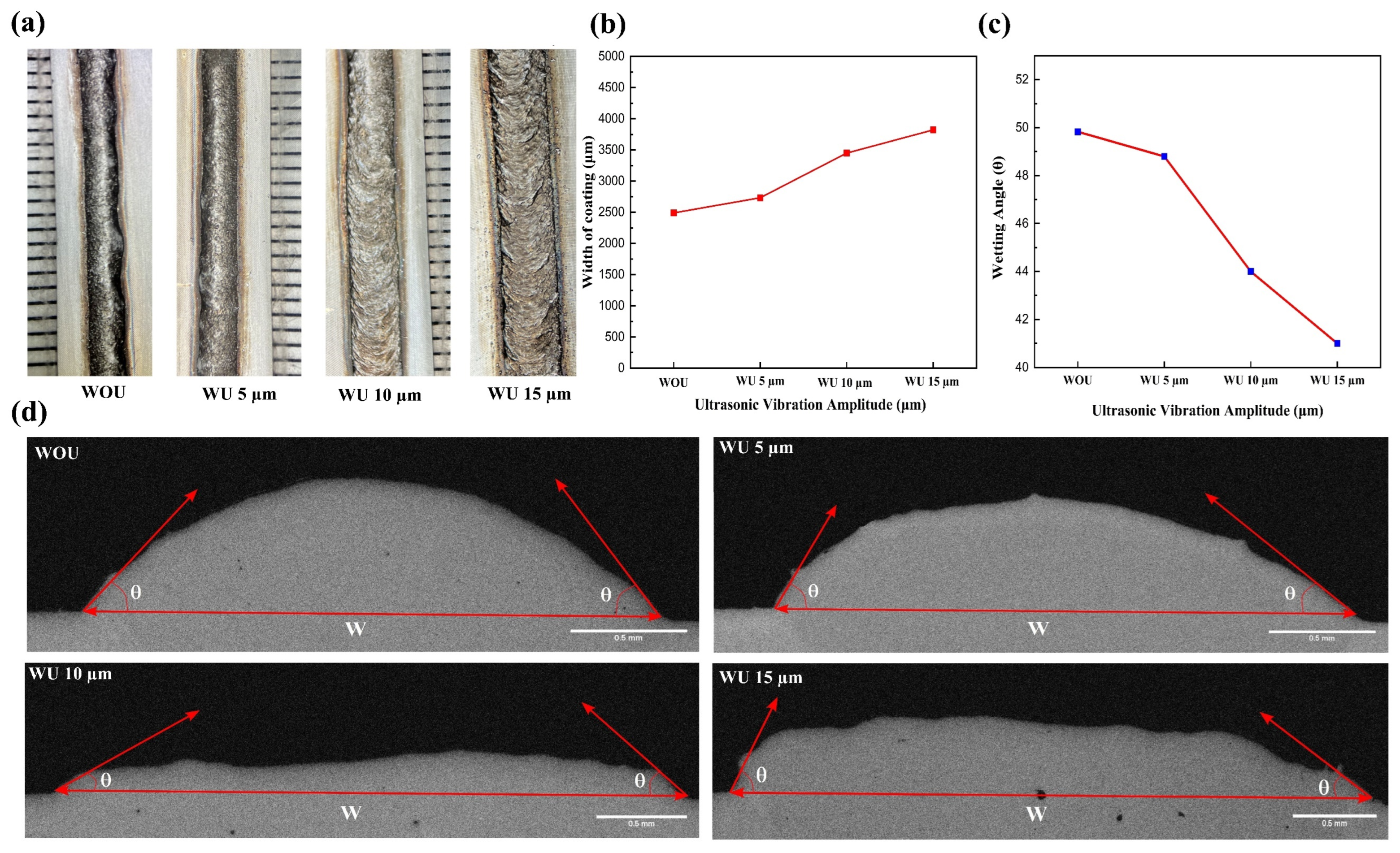
4.1. Effect of Ultrasonic Vibrations on the Macro Morphologies
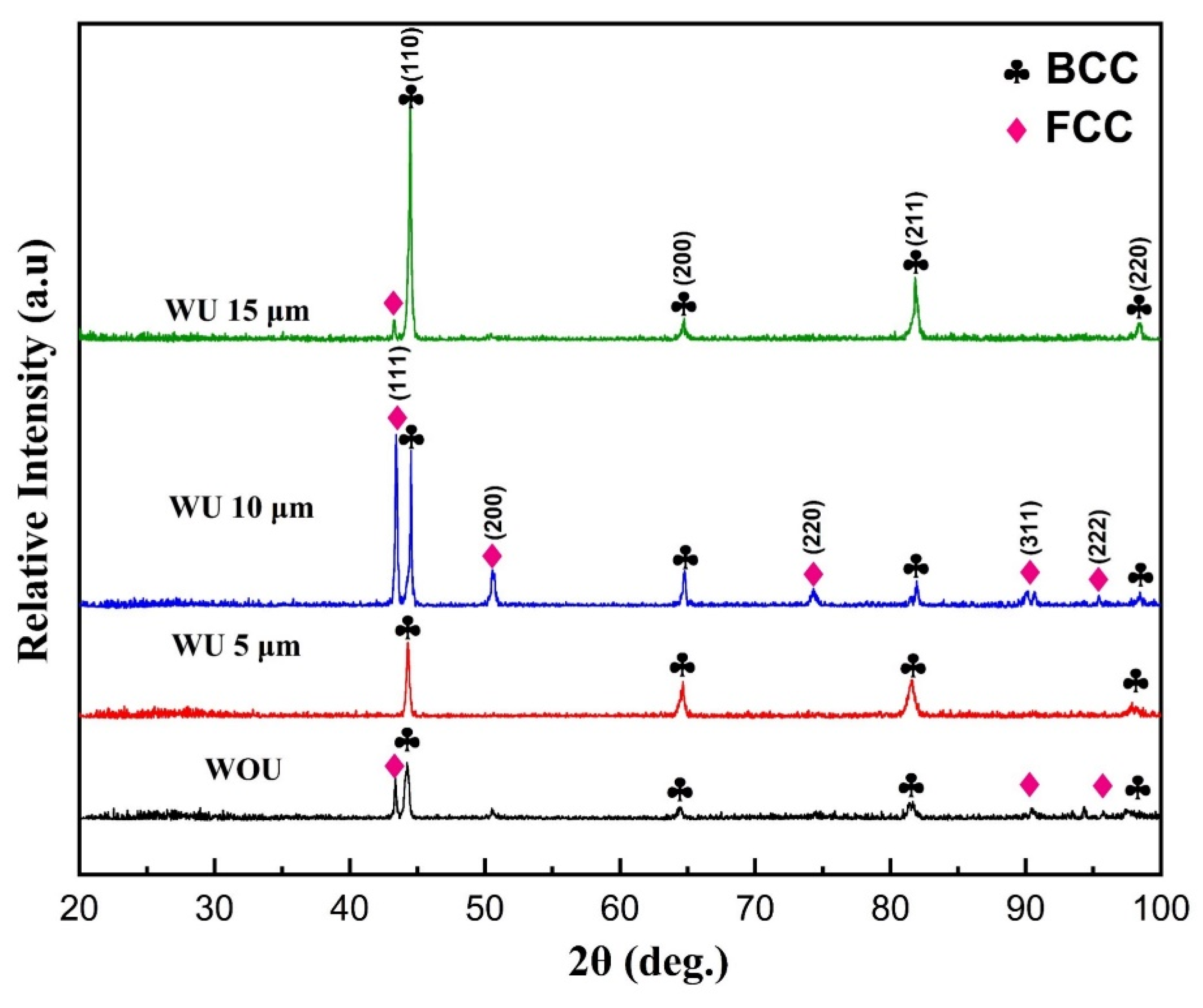
4.2. Phase Analysis
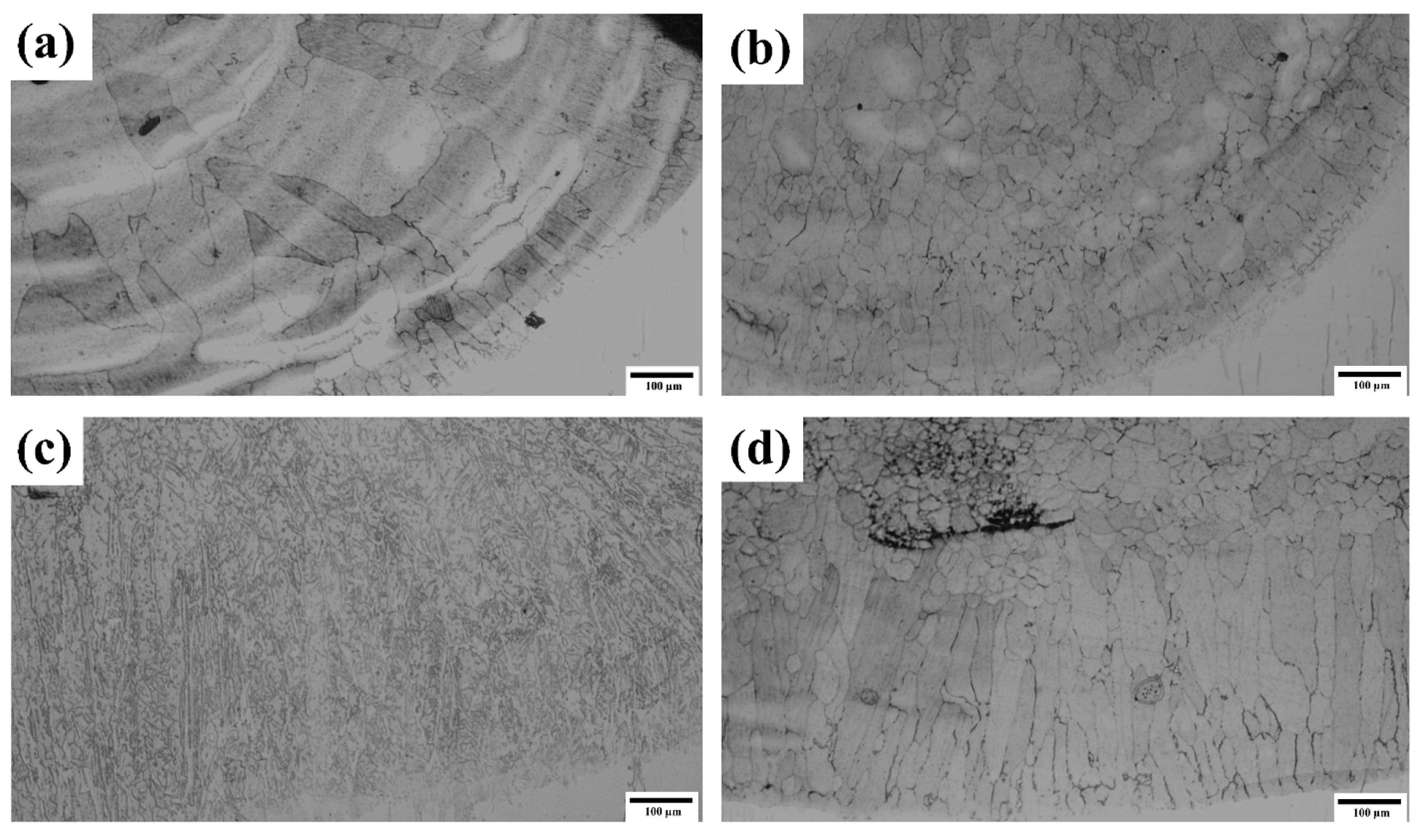
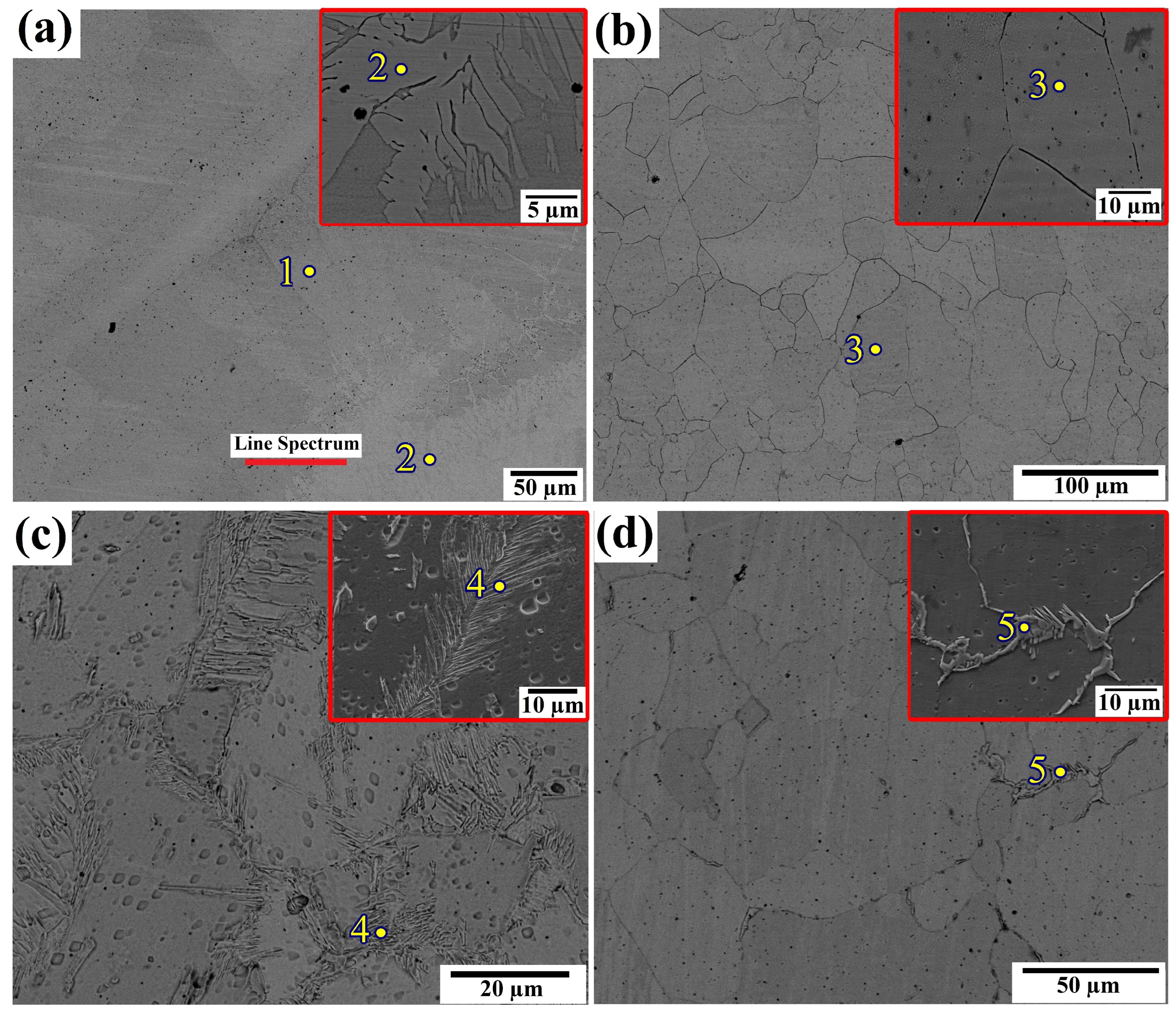
4.3. Microstructure Evolution
5. Microhardness
6. Friction Coefficient and Wear Mechanism
7. Conclusions
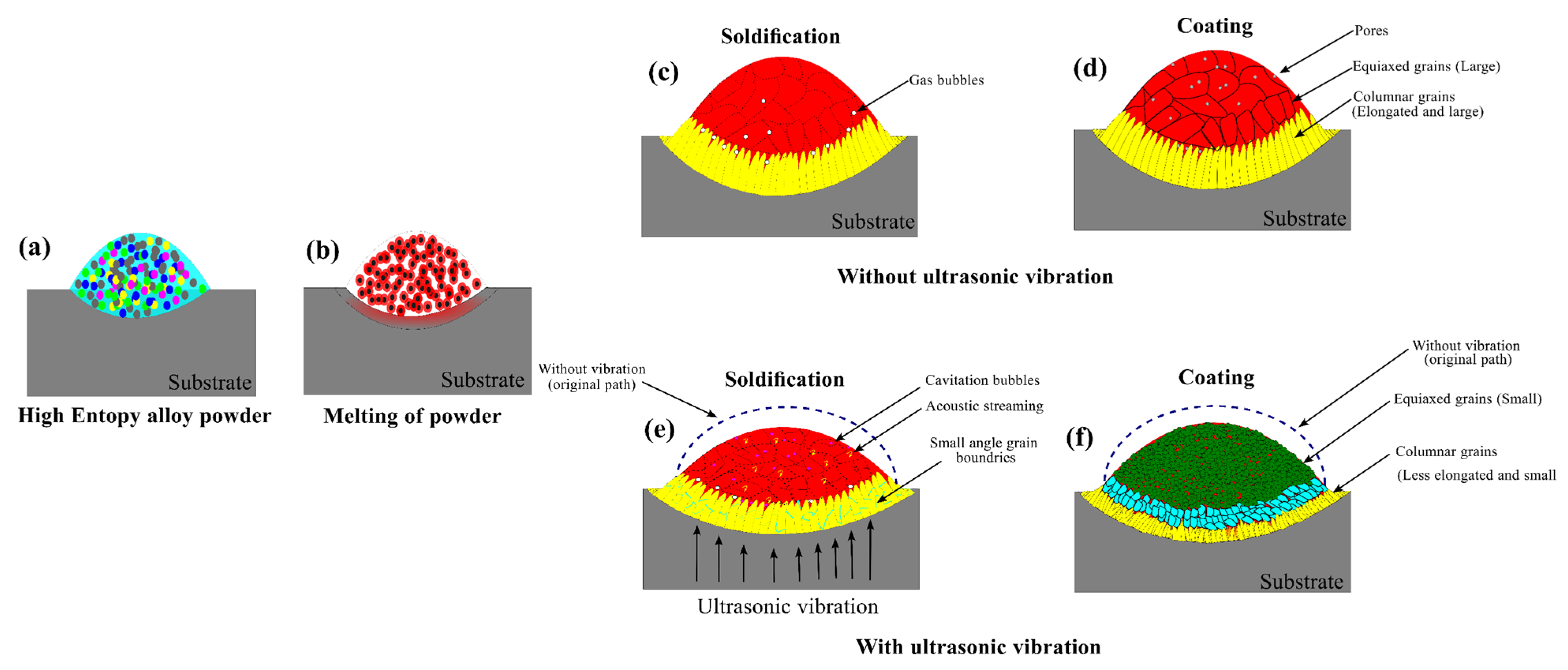
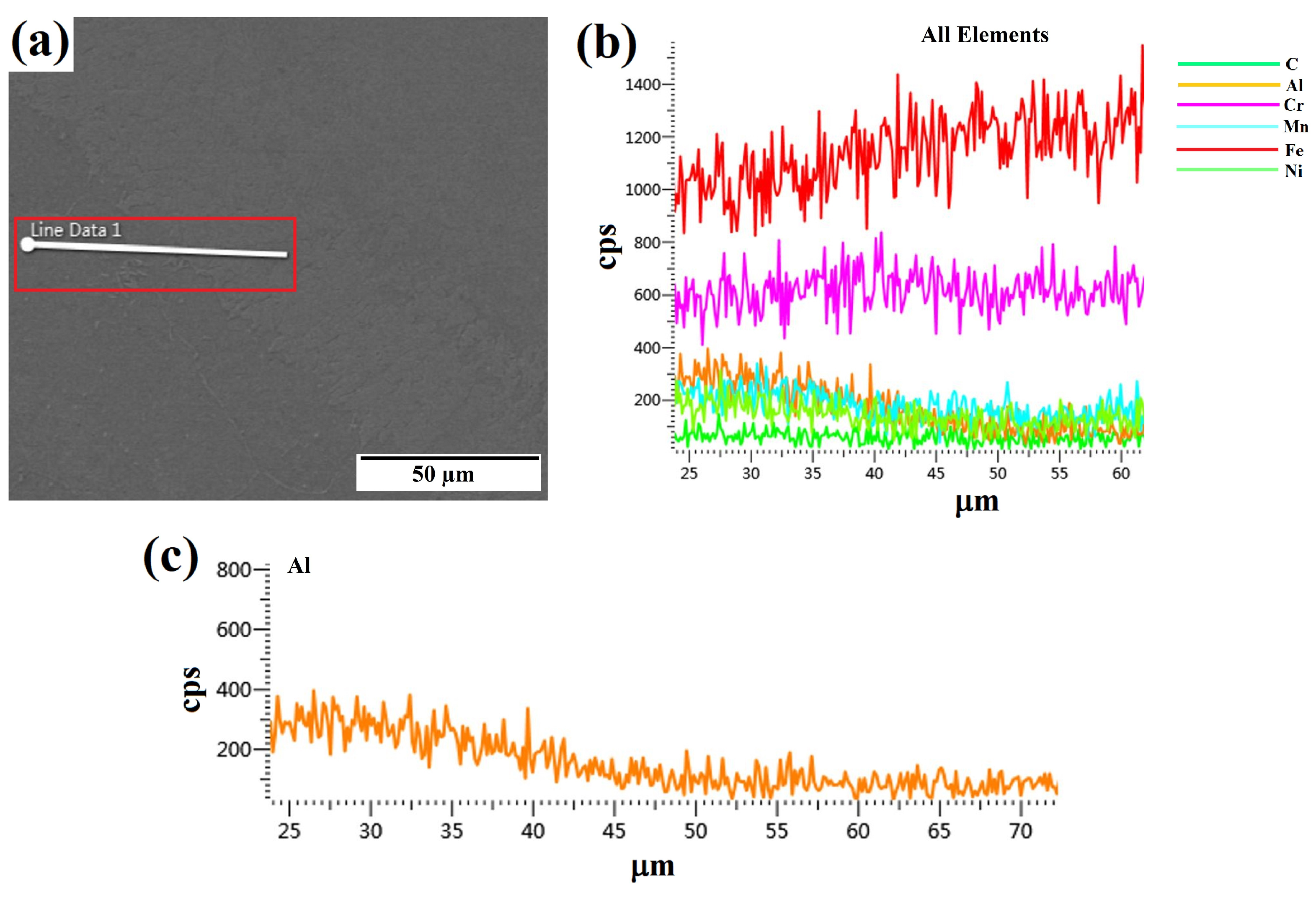
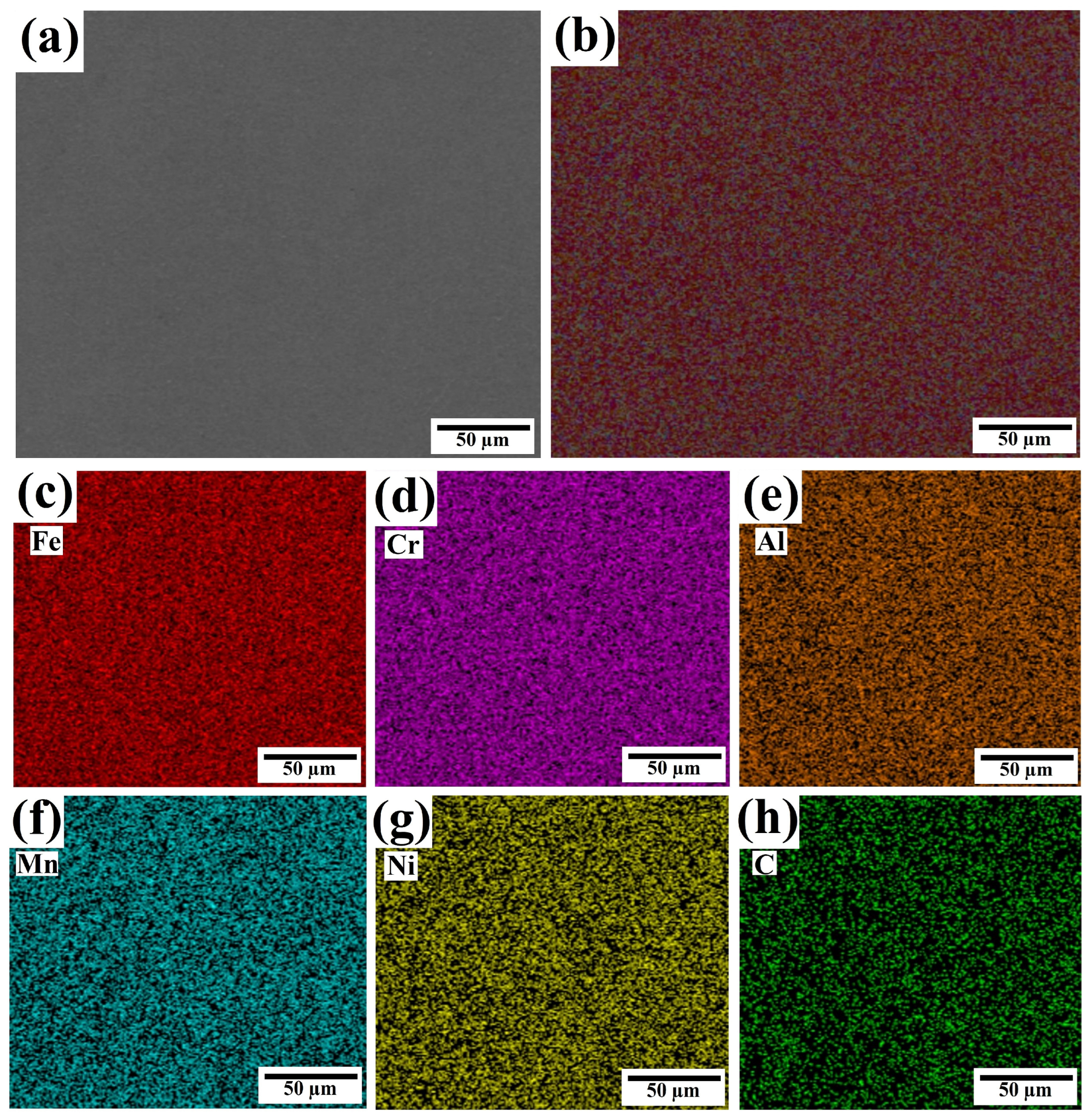
- FEA ANSYS Modal and frequency response analysis helped in the design of the resonant ultrasonic vibration-assisted laser cladding setup. The system was specifically engineered to resonate with each component, with each component playing a role in creating this condition. At an R-UVALC of 5 µm, there is a claimed enhancement in uniformity, reduced waviness, decreased porosity, fewer cracks, and the presence of a single-phase BCC (body-centered cubic) structure. The lack of ultrasonic cladding leads to the formation of micropores and cracks in the coating that contains two distinct phases. These imperfections persist even at higher ultrasonic amplitudes. At 5 µm R-UVALC single-phase solid solution of BCC was sustained due to the increased mixing entropy and rapid cooling rate, brought about by ultrasonic streaming and cavitation processes.
- Microstructure WOU results in larger grain sizes at the upper and middle of the coating with elongated columnar grains at the lower part of the coating with an average grain size of 150–160 µm. Conversely, at a 5 µm amplitude, grain size is reduced at the top and middle sections, and smaller columnar elongated grains at the bottom with an average grain size of 60 µm. At 10 µm, the columnar dendrite pattern was observed with an elongated pattern at the bottom and middle of the coating, and a higher portion of FCC and lower of BCC was observed. At 15 µm, a smaller equiaxed grain size was observed in the top and middle, with a larger columnar elongated grain at the bottom near the substrate.
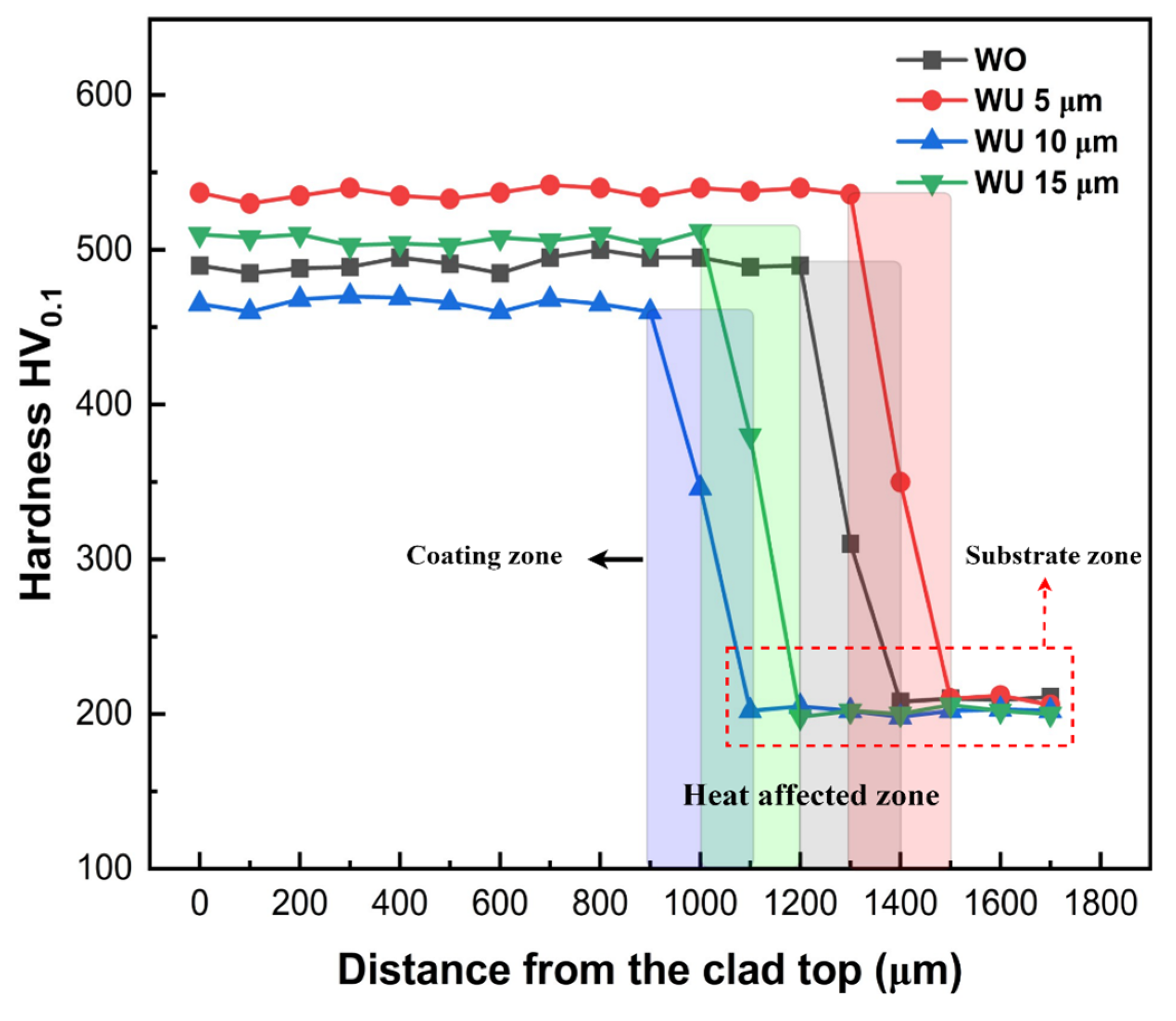
- The coating hardness values exhibited approximately threefold greater values compared to the substrate hardness values across all cladding conditions. Microhardness values of 540 ± 10 HV0.1 were obtained at an ultrasonic amplitude of 5 µm, which was higher than the values of 505 ± 10 HV0.1, 490 ± 10 HV0.1, and 460 ± 10 HV0.1 recorded with amplitudes of 15 µm, WOU, and WU of 10 µm, respectively. The increased microhardness at 5 µm is attributed to ultrasonic vibrations’ acoustic and cavitation effects.
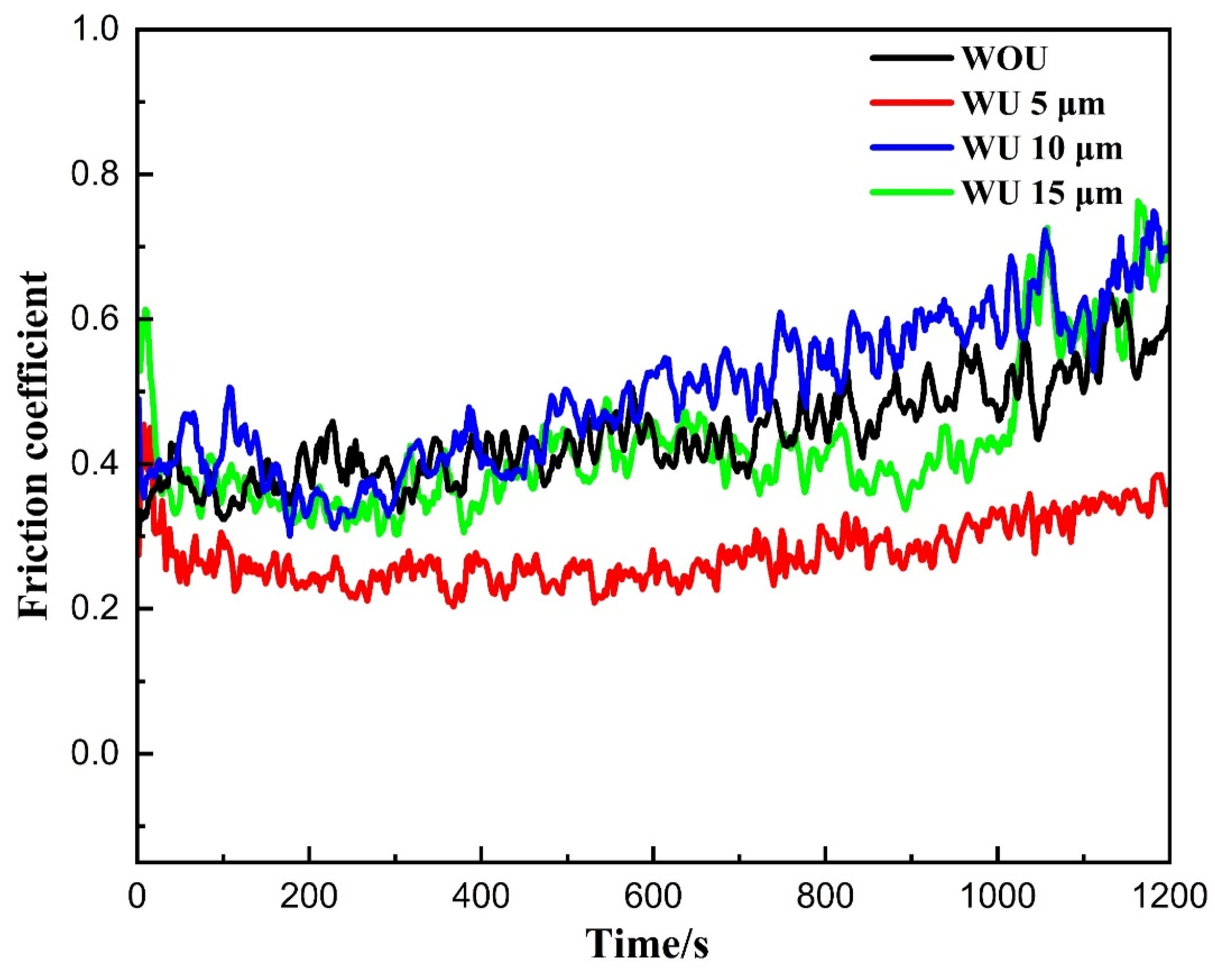
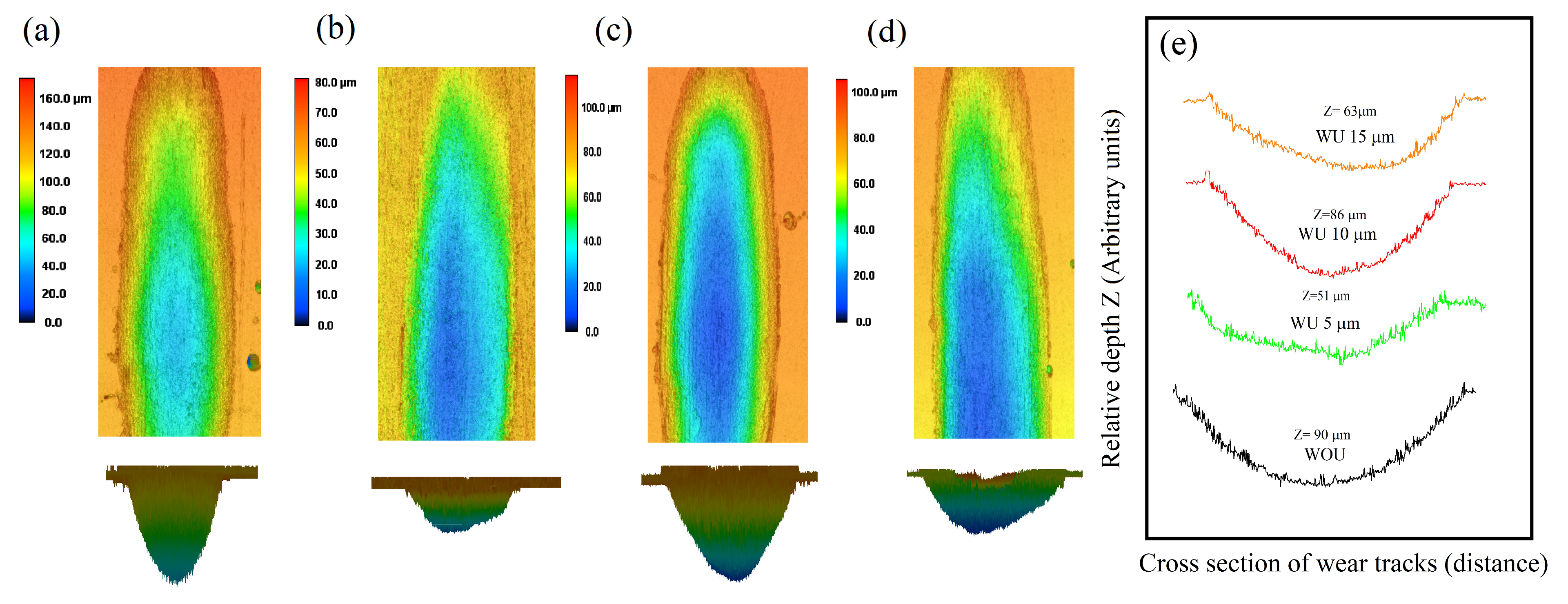
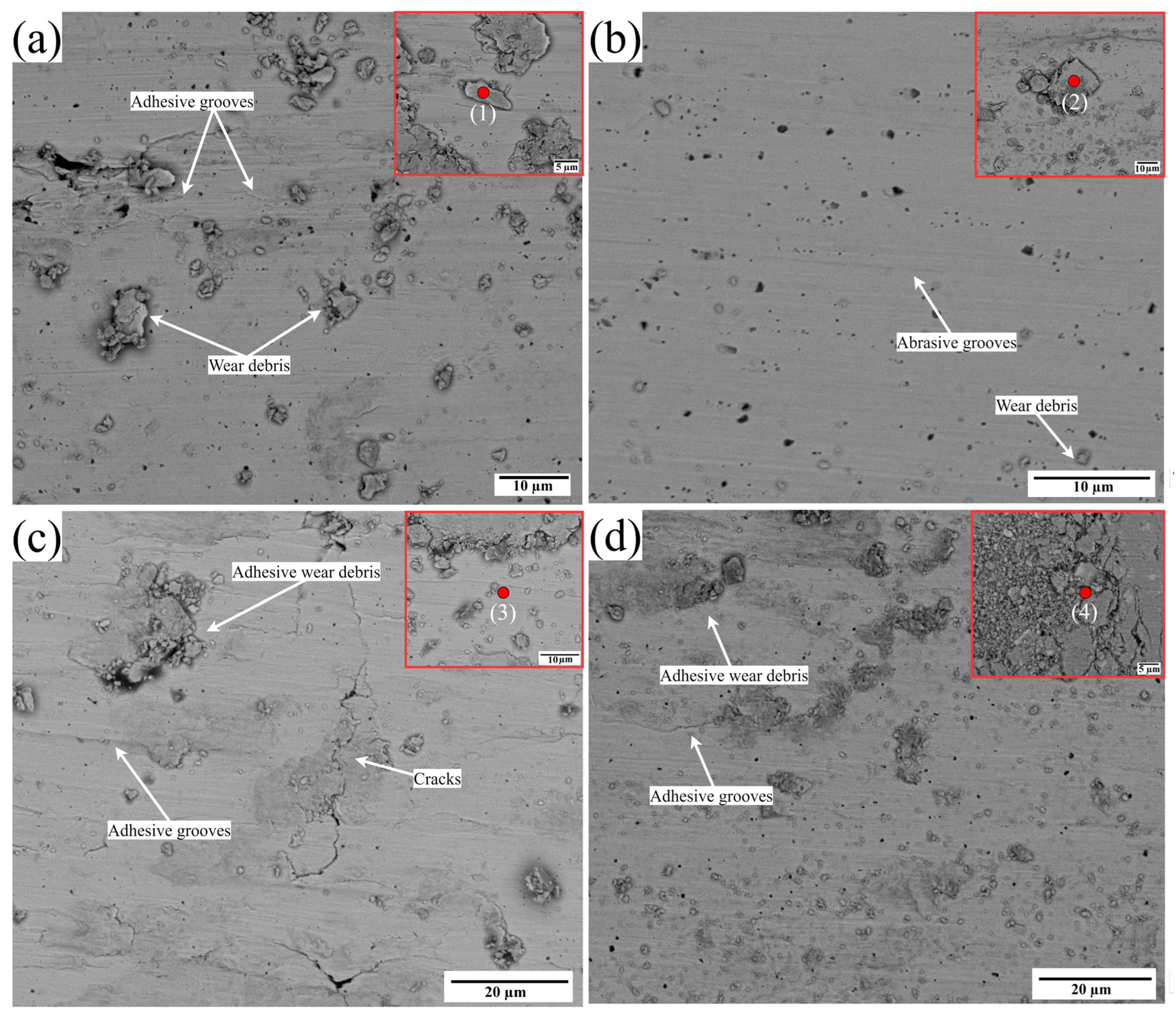
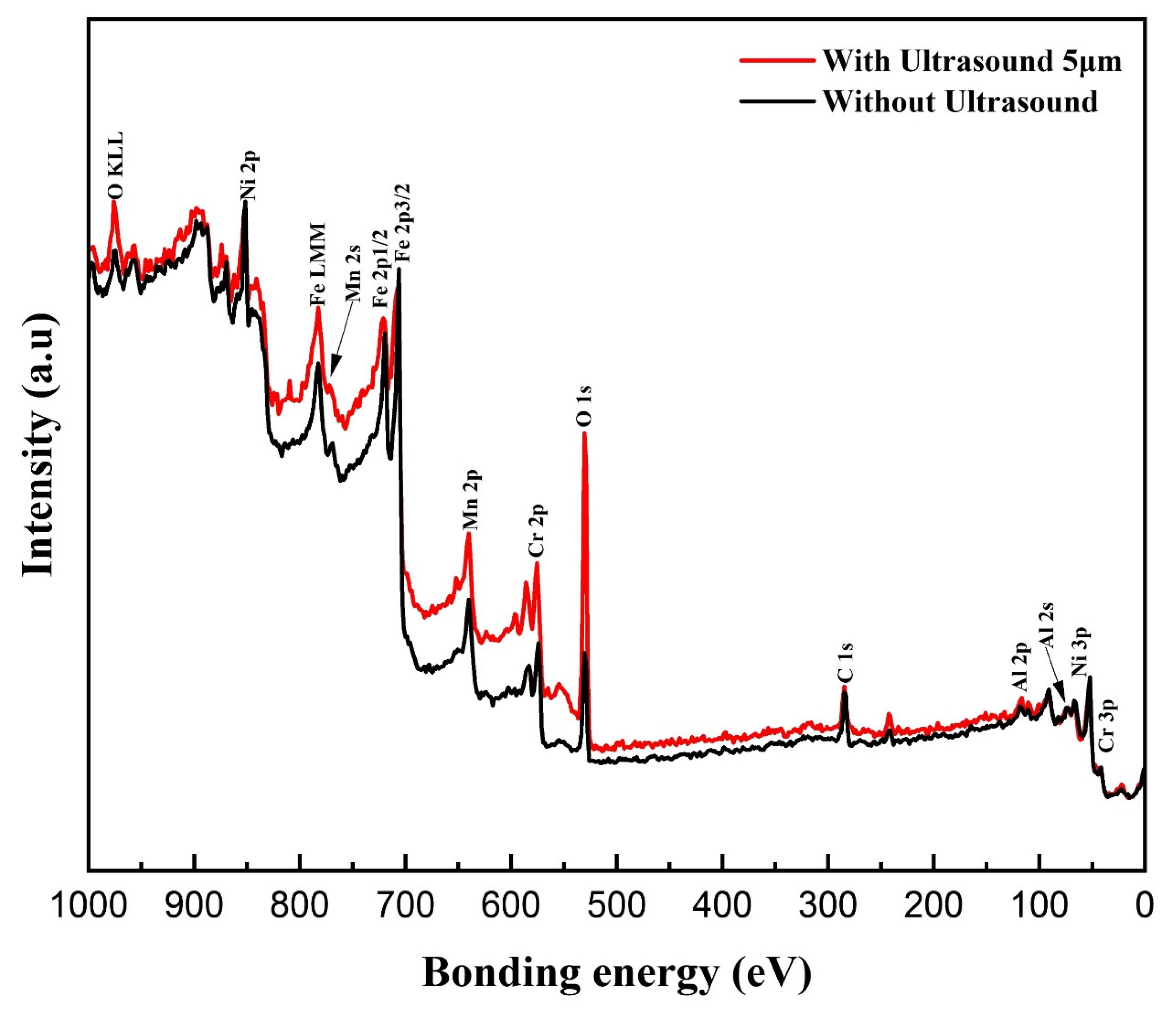
- The friction coefficient was found to be stable and at its lowest when using an ultrasonic amplitude of 5 µm, compared to greater amplitudes of WOU and WU. The 3D surface profile of the wear reveals that ultrasonic assistance at a 5 µm amplitude results in a lower scar depth. This indicates that the coating generated with the assistance of ultrasonic vibrations has excellent antifriction capabilities, and the wear mechanism was dominated by abrasive and oxidative wear with fewer grooves and debris.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- More, S.R.; Bhatt, D.V.; Menghani, J.V. Resent research status on laser cladding as erosion resistance technique—An overview. Mater. Today Proc. 2017, 4, 9902–9908. [Google Scholar] [CrossRef]
- Birger, E.; Moskvitin, G.; Polyakov, A.; Arkhipov, V. Industrial laser cladding: Current state and future. Weld. Int. 2011, 25, 234–243. [Google Scholar] [CrossRef]
- Balyts’kyi, O.; Kolesnikov, V.; Kawiak, P. Triboengineering properties of austenitic manganese steels and cast irons under the conditions of sliding friction. Mater. Sci. 2005, 41, 624–630. [Google Scholar] [CrossRef]
- Alvarez, P.; Montealegre, M.Á.; Pulido-Jiménez, J.F.; Arrizubieta, J.I. Analysis of the process parameter influence in laser cladding of 316L stainless steel. J. Manuf. Mater. Process. 2018, 2, 55. [Google Scholar] [CrossRef]
- Mohsan, A.U.H.; Zhang, M.; Wang, D.; Zhao, S.; Wang, Y.; Chen, C.; Zhang, J. State-of-the-art review on the Ultrasonic Vibration Assisted Laser Cladding (UVALC). J. Manuf. Process. 2023, 107, 422–446. [Google Scholar] [CrossRef]
- Ma, G.; Yan, S.; Wu, D.; Miao, Q.; Liu, M.; Niu, F. Microstructure evolution and mechanical properties of ultrasonic assisted laser clad yttria stabilized zirconia coating. Ceram. Int. 2017, 43, 9622–9629. [Google Scholar] [CrossRef]
- Feng, M.; Ma, Y.; Tian, Y.; Cao, H. Microstructure and Wear Resistance of Ti6Al4V Titanium Alloy Laser-Clad Ni60/WC Composite Coating. Materials 2024, 17, 264. [Google Scholar] [CrossRef]
- Balits’kii, O.; Pokhmurs’kii, V.; Tikhan, M. Laser treatment of plasma coatings. Sov. Mater. Sci. Transl. Fiz.-Khimicheskaya Mekhanika Mater./Acad. Sci. Ukr. SSR 1991, 27, 51–55. [Google Scholar] [CrossRef]
- Straumal, B.B.; Klinger, L.; Kuzmin, A.; Lopez, G.A.; Korneva, A.; Straumal, A.B.; Vershinin, N.; Gornakova, A.S. High entropy alloys coatings deposited by laser cladding: A review of grain boundary wetting phenomena. Coatings 2022, 12, 343. [Google Scholar] [CrossRef]
- Kim, J.; Zani, L.; Abdul-Kadir, A.; Roy, A.; Baxevanakis, K.P.; Jones, L.C.; Silberschmidt, V.V. Hybrid-hybrid turning of micro-SiCp/AA2124 composites: A comparative study of laser-and-ultrasonic vibration-assisted machining. J. Manuf. Process. 2023, 86, 109–125. [Google Scholar] [CrossRef]
- Bertolini, R.; Andrea, G.; Alagan, N.T.; Bruschi, S. Tool wear reduction in ultrasonic vibration-assisted turning of SiC-reinforced metal-matrix composite. Wear 2023, 523, 204785. [Google Scholar] [CrossRef]
- Bayat, M.; Amini, S. Investigation of deviation and surface topography in ultrasonic vibration-assisted milling. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023, 237, 128–137. [Google Scholar] [CrossRef]
- Zhu, L.; Yang, Z.; Xin, B.; Wang, S.; Meng, G.; Ning, J.; Xue, P. Microstructure and mechanical properties of parts formed by ultrasonic vibration-assisted laser cladding of Inconel 718. Surf. Coat. Technol. 2021, 410, 126964. [Google Scholar] [CrossRef]
- Li, M.; Zhang, Q.; Han, B.; Song, L.; Cui, G.; Yang, J.; Li, J. Microstructure and property of Ni/WC/La2O3 coatings by ultrasonic vibration-assisted laser cladding treatment. Opt. Lasers Eng. 2020, 125, 105848. [Google Scholar] [CrossRef]
- Mi, H.; Chen, T.; Deng, Z.; Li, S.; Liu, J.; Liu, D. Microstructure and mechanical properties of TiC/TiB composite ceramic coatings in-situ synthesized by ultrasonic vibration-assisted laser cladding. Coatings 2022, 12, 99. [Google Scholar] [CrossRef]
- Zhao, Y.; Wu, M.; Hou, J.; Chen, Y.; Zhang, C.; Cheng, J.; Li, R. Microstructure and high temperature properties of laser cladded WTaNbMo refractory high entropy alloy coating assisted with ultrasound vibration. J. Alloys Compd. 2022, 920, 165888. [Google Scholar] [CrossRef]
- Biswas, S.; Alavi, S.H.; Harimkar, S.P. Effect of laser remelting and simultaneous application of ultrasonic vibrations during laser melting on the microstructural and tribological properties of laser clad Al-SiC composites. J. Compos. Sci. 2017, 1, 13. [Google Scholar] [CrossRef]
- Li, M.; Han, B.; Wang, Y.; Song, L.; Guo, L. Investigation on laser cladding high-hardness nano-ceramic coating assisted by ultrasonic vibration processing. Optik 2016, 127, 4596–4600. [Google Scholar] [CrossRef]
- Xiao, M.; Jiang, F. Microstructural evolution of Fe-based amorphous alloy coatings via ultrasonic vibration-assisted laser cladding. Mater. Lett. 2022, 322, 132520. [Google Scholar] [CrossRef]
- Naď, M. Ultrasonic horn design for ultrasonic machining technologies. Appl. Comput. Mech. 2010, 4, 79–88. [Google Scholar]
- Vivekananda, K.; Arka, G.; Sahoo, S. Design and analysis of ultrasonic vibratory tool (UVT) using FEM, and experimental study on ultrasonic vibration-assisted turning (UAT). Procedia Eng. 2014, 97, 1178–1186. [Google Scholar] [CrossRef]
- Abboud, N.N.; Wojcik, G.L.; Vaughan, D.K.; Mould Jr, J.; Powell, D.J.; Nikodym, L. Finite element modeling for ultrasonic transducers. In Medical Imaging 1998: Ultrasonic Transducer Engineering; SPIE: Bellingham, WA, USA, 1998. [Google Scholar]
- Hayashi, M.; Jin, M.; Thipprakmas, S.; Murakawa, M.; Hung, J.-C.; Tsai, Y.-C.; Hung, C.-H. Simulation of ultrasonic-vibration drawing using the finite element method (FEM). J. Mater. Process. Technol. 2003, 140, 30–35. [Google Scholar] [CrossRef]
- Mughal, K.H.; Jamil, M.F.; Qureshi, M.A.M.; Qaiser, A.A.; Khalid, F.A.; Maqbool, A.; Raza, S.F.; Ahmad, S.; Zhang, J.; Abbas, S.Z. Investigation of rotary ultrasonic vibration assisted machining of Nomex honeycomb composite structures. Int. J. Adv. Manuf. Technol. 2023, 129, 5541–5560. [Google Scholar] [CrossRef]
- Patel, L.K.; Singh, A.K.; Sharma, V.; Kala, P. Analysis of a hybrid ultrasonic horn profile using finite element analysis. Mater. Today Proc. 2021, 41, 772–779. [Google Scholar] [CrossRef]
- Amin, S.; Ahmed, M.; Youssef, H. Computer-aided design of acoustic horns for ultrasonic machining using finite-element analysis. J. Mater. Process. Technol. 1995, 55, 254–260. [Google Scholar] [CrossRef]
- Rani, M.R.; Rudramoorthy, R. Computational modeling and experimental studies of the dynamic performance of ultrasonic horn profiles used in plastic welding. Ultrasonics 2013, 53, 763–772. [Google Scholar] [CrossRef]
- Sherrit, S.; Askins, S.A.; Gradziol, M.; Dolgin, B.P.; Bao, X.; Chang, Z.; Bar-Cohen, Y. Novel horn designs for ultrasonic/sonic cleaning, welding, soldering, cutting, and drilling. In Smart Structures and Materials 2002: Smart Structures and Integrated Systems; SPIE: Bellingham, WA, USA, 2002. [Google Scholar]
- Roy, S.; Jagadish. Design of a circular hollow ultrasonic horn for USM using finite element analysis. Int. J. Adv. Manuf. Technol. 2017, 93, 319–328. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, Y.; Wang, Y.; Chen, G. Solid solution alloys of AlCoCrFeNiTix with excellent room-temperature mechanical properties. Appl. Phys. Lett. 2007, 90, 181904. [Google Scholar] [CrossRef]
- Tong, C.-J.; Chen, M.-R.; Yeh, J.-W.; Lin, S.-J.; Chen, S.-K.; Shun, T.-T.; Chang, S.-Y. Mechanical performance of the Al x CoCrCuFeNi high-entropy alloy system with multiprincipal elements. Metall. Mater. Trans. A 2005, 36, 1263–1271. [Google Scholar] [CrossRef]
- Chen, S.-T.; Tang, W.-Y.; Kuo, Y.-F.; Chen, S.-Y.; Tsau, C.-H.; Shun, T.-T.; Yeh, J.-W. Microstructure and properties of age-hardenable AlxCrFe1. 5MnNi0. 5 alloys. Mater. Sci. Eng. A 2010, 527, 5818–5825. [Google Scholar] [CrossRef]
- Jiang, H.; Han, K.; Li, D.; Cao, Z. Synthesis and characterization of AlCoCrFeNiNbx high-entropy alloy coatings by laser cladding. Crystals 2019, 9, 56. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, M.; Zhao, G.; Wang, X.; Wang, J. Microstructure and properties of ceramic particle reinforced FeCoNiCrMnTi high entropy alloy laser cladding coating. Intermetallics 2022, 140, 107402. [Google Scholar] [CrossRef]
- Chao, Q.; Guo, T.; Jarvis, T.; Wu, X.; Hodgson, P.; Fabijanic, D. Direct laser deposition cladding of AlxCoCrFeNi high entropy alloys on a high-temperature stainless steel. Surf. Coat. Technol. 2017, 332, 440–451. [Google Scholar] [CrossRef]
- Aguilar-Hurtado, J.Y.; Vargas-Uscategui, A.; Paredes-Gil, K.; Palma-Hillerns, R.; Tobar, M.J.; Amado, J.M. Boron addition in a non-equiatomic Fe50Mn30Co10Cr10 alloy manufactured by laser cladding: Microstructure and wear abrasive resistance. Appl. Surf. Sci. 2020, 515, 146084. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, S.; Wang, Z.; Zhang, C.; Zhang, D.; Chen, H.; Wu, C. Phase evolution, microstructure, microhardness and corrosion performance of CoCrFeNiNb x high entropy alloy coatings on 316 stainless steel fabricated by laser cladding. Corros. Eng. Sci. Technol. 2022, 57, 301–310. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, S.; Wang, Z.; Zhang, C.; Chen, H.; Chen, J. New studies on wear and corrosion behavior of laser cladding FeNiCoCrMox high entropy alloy coating: The role of Mo. Int. J. Refract. Met. Hard Mater. 2022, 102, 105721. [Google Scholar] [CrossRef]
- Liu, H.; Sun, S.; Zhang, T.; Zhang, G.; Yang, H.; Hao, J. Effect of Si addition on microstructure and wear behavior of AlCoCrFeNi high-entropy alloy coatings prepared by laser cladding. Surf. Coat. Technol. 2021, 405, 126522. [Google Scholar] [CrossRef]
- Zhang, L.; Guo, K.; Tang, H.; Zhang, M.; Fan, J.; Cui, P.; Ma, Y.; Yu, P.; Li, G. The microstructure and mechanical properties of novel Al-Cr-Fe-Mn-Ni high-entropy alloys with trimodal distributions of coherent B2 precipitates. Mater. Sci. Eng. A 2019, 757, 160–171. [Google Scholar] [CrossRef]
- Stephan-Scherb, C.; Schulz, W.; Schneider, M.; Karafiludis, S.; Laplanche, G. High-temperature oxidation in dry and humid atmospheres of the equiatomic CrMnFeCoNi and CrCoNi high-and medium-entropy alloys. Oxid. Met. 2021, 95, 105–133. [Google Scholar] [CrossRef]
- Muniandy, Y.; He, M.; Eizadjou, M.; George, E.P.; Kruzic, J.J.; Ringer, S.P.; Gludovatz, B. Compositional variations in equiatomic CrMnFeCoNi high-entropy alloys. Mater. Charact. 2021, 180, 111437. [Google Scholar] [CrossRef]
- Stepanov, N.; Shaysultanov, D.; Chernichenko, R.; Tikhonovsky, M.; Zherebtsov, S. Effect of Al on structure and mechanical properties of Fe-Mn-Cr-Ni-Al non-equiatomic high entropy alloys with high Fe content. J. Alloys Compd. 2019, 770, 194–203. [Google Scholar] [CrossRef]
- Chen, Y.; Hintsala, E.; Li, N.; Becker, B.R.; Cheng, J.Y.; Nowakowski, B.; Weaver, J.; Stauffer, D.; Mara, N.A. High-throughput nanomechanical screening of phase-specific and temperature-dependent hardness in Al x FeCrNiMn high-entropy alloys. Jom 2019, 71, 3368–3377. [Google Scholar] [CrossRef]
- Hu, Y.; Ning, F.; Cong, W.; Li, Y.; Wang, X.; Wang, H. Ultrasonic vibration-assisted laser engineering net shaping of ZrO2-Al2O3 bulk parts: Effects on crack suppression, microstructure, and mechanical properties. Ceram. Int. 2018, 44, 2752–2760. [Google Scholar] [CrossRef]
- Zhuang, D.-D.; Du, B.; Zhang, S.-H.; Tao, W.-W.; Wang, Q.; Shen, H.-B. Effect and action mechanism of ultrasonic assistance on microstructure and mechanical performance of laser cladding 316L stainless steel coating. Surf. Coat. Technol. 2022, 433, 128122. [Google Scholar] [CrossRef]
- Banerjee, B.; Pradhan, S.; Das, S.; Chakraborty, A.; Dhupal, D. Horn design and analysis in ultrasonic machining process using ANSYS. Adv. Mater. Process. Technol. 2022, 8, 1359–1372. [Google Scholar] [CrossRef]
- Jagadish; Ray, A. Design and performance analysis of ultrasonic horn with a longitudinally changing rectangular cross section for USM using finite element analysis. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 359. [Google Scholar] [CrossRef]
- Xuejiao, X.; Zhihai, J.; Yong, D.; Yuanyuan, F. Motion Characteristics of Vibrated Droplets on Micropillared Surface with Gradient Energy. J. Shanghai Jiaotong Univ. 2021, 55, 455. [Google Scholar]
- Wang, W.-R.; Wang, W.-L.; Yeh, J.-W. Phases, microstructure and mechanical properties of AlxCoCrFeNi high-entropy alloys at elevated temperatures. J. Alloys Compd. 2014, 589, 143–152. [Google Scholar] [CrossRef]
- Nie, M.; Zhang, S.; Wang, Z.; Zhang, C.; Chen, H.; Chen, J. Effect of laser power on microstructure and interfacial bonding strength of laser cladding 17-4PH stainless steel coatings. Mater. Chem. Phys. 2022, 275, 125236. [Google Scholar] [CrossRef]
- Cordero, Z.C.; Knight, B.E.; Schuh, C.A. Six decades of the Hall–Petch effect–a survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 2016, 61, 495–512. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Tanaka, K.; Hagino, H. Porosity reduction in WC-12Co laser cladding by aluminum addition. Int. J. Refract. Met. Hard Mater. 2023, 110, 106020. [Google Scholar] [CrossRef]
- Shaysultanov, D.; Salishchev, G.; Ivanisenko, Y.V.; Zherebtsov, S.; Tikhonovsky, M.; Stepanov, N. Novel Fe36Mn21Cr18Ni15Al10 high entropy alloy with bcc/B2 dual-phase structure. J. Alloys Compd. 2017, 705, 756–763. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Cr | Fe | Mn | Ni |
|---|---|---|---|---|---|
| At% | 20.90 | 19.24 | 18.03 | 22.25 | 19.58 |
| Wt% | 11.41 | 20.24 | 20.36 | 24.73 | 23.26 |
| Elements | Al | Cr | Fe | Mn | Ni |
|---|---|---|---|---|---|
| Melting point (°C) | 660 | 1857 | 1535 | 1277 | 1453 |
| Vaporization heat (kJ/Mol) | 238.8 | 339.8 | 349.9 | 220.7 | 374.5 |
| Atomic radii (nm) | 1.432 | 1.27 | 1.241 | 1.32 | 1.24 |
| Elements (at. %) | Fe | Al | Ni | Mn | Cr | C |
|---|---|---|---|---|---|---|
| Point 1 | 40.40 | 6.66 | 10.40 | 3.96 | 15.77 | 22.79 |
| Point 2 | 45.42 | 2.35 | 7.46 | 2.31 | 14.91 | 27.56 |
| Point 3 | 37.38 | 8.48 | 14.44 | 5.76 | 14.61 | 19.32 |
| Point 4 | 47.33 | 1.96 | 6.34 | 2.34 | 17.41 | 24.63 |
| Point 5 | 42.15 | 5.46 | 13.91 | 7.24 | 15.11 | 16.14 |
| Elements (at. %) | O | Fe | Al | Ni | Mn | Cr | C |
|---|---|---|---|---|---|---|---|
| Point 1 | 12.83 | 24.98 | 4.17 | 14.49 | 7.30 | 25.72 | 10.51 |
| Point 2 | 30.52 | 28.23 | 9.81 | 7.46 | 2.44 | 9.04 | 12.50 |
| Point 3 | 4.84 | 39.34 | 6.81 | 9.76 | 6.35 | 17.11 | 15.79 |
| Point 4 | 24.24 | 29.50 | 6.84 | 6.03 | 5.95 | 11.88 | 15.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohsan, A.U.H.; Zhang, M.; Wang, D.; Wang, Y.; Zhang, J.; Zhou, Y.; Li, Y.; Zhao, S. Design and Effect of Resonant Ultrasonic Vibration-Assisted Laser Cladding (R-UVALC) on AlCrFeMnNi High-Entropy Alloy. Materials 2024, 17, 969. https://doi.org/10.3390/ma17050969
Mohsan AUH, Zhang M, Wang D, Wang Y, Zhang J, Zhou Y, Li Y, Zhao S. Design and Effect of Resonant Ultrasonic Vibration-Assisted Laser Cladding (R-UVALC) on AlCrFeMnNi High-Entropy Alloy. Materials. 2024; 17(5):969. https://doi.org/10.3390/ma17050969
Chicago/Turabian StyleMohsan, Aziz Ul Hassan, Mina Zhang, Dafeng Wang, Yishen Wang, Jiahao Zhang, Yanyuan Zhou, Yifei Li, and Su Zhao. 2024. "Design and Effect of Resonant Ultrasonic Vibration-Assisted Laser Cladding (R-UVALC) on AlCrFeMnNi High-Entropy Alloy" Materials 17, no. 5: 969. https://doi.org/10.3390/ma17050969