
The Fabrication of Ultrahigh-Strength Steel with a Nanolath Structure via Quenching–Partitioning–Tempering


Abstract
:1. Introduction
2. Materials and Methods
3. Results
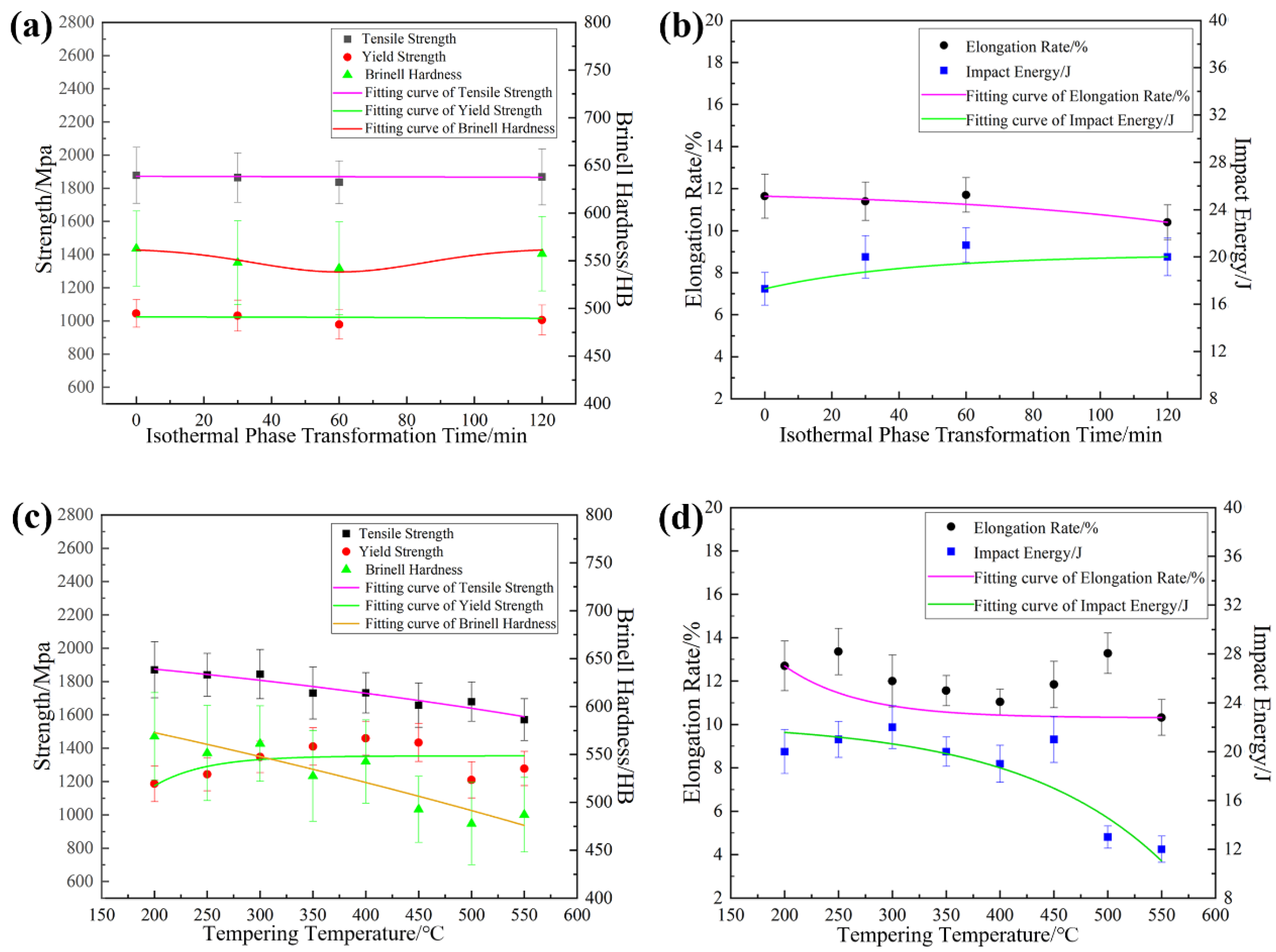
3.1. Mechanical Properties
3.2. Microstructures
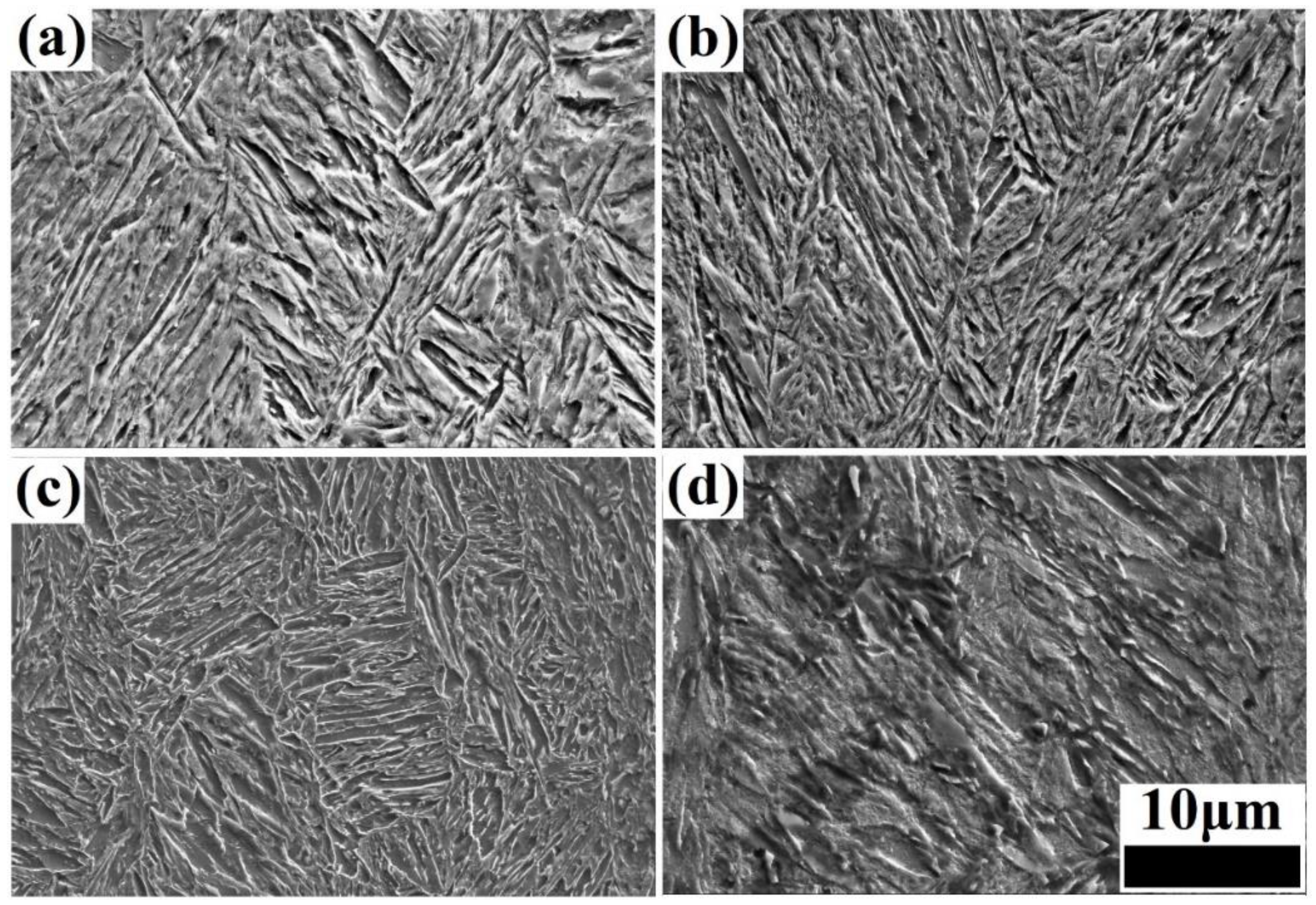
3.2.1. Effect of the Direct Isothermal Bainitic Transformation Time on the Microstructure
3.2.2. Effect of the Offline Tempering Temperature on the Microstructure
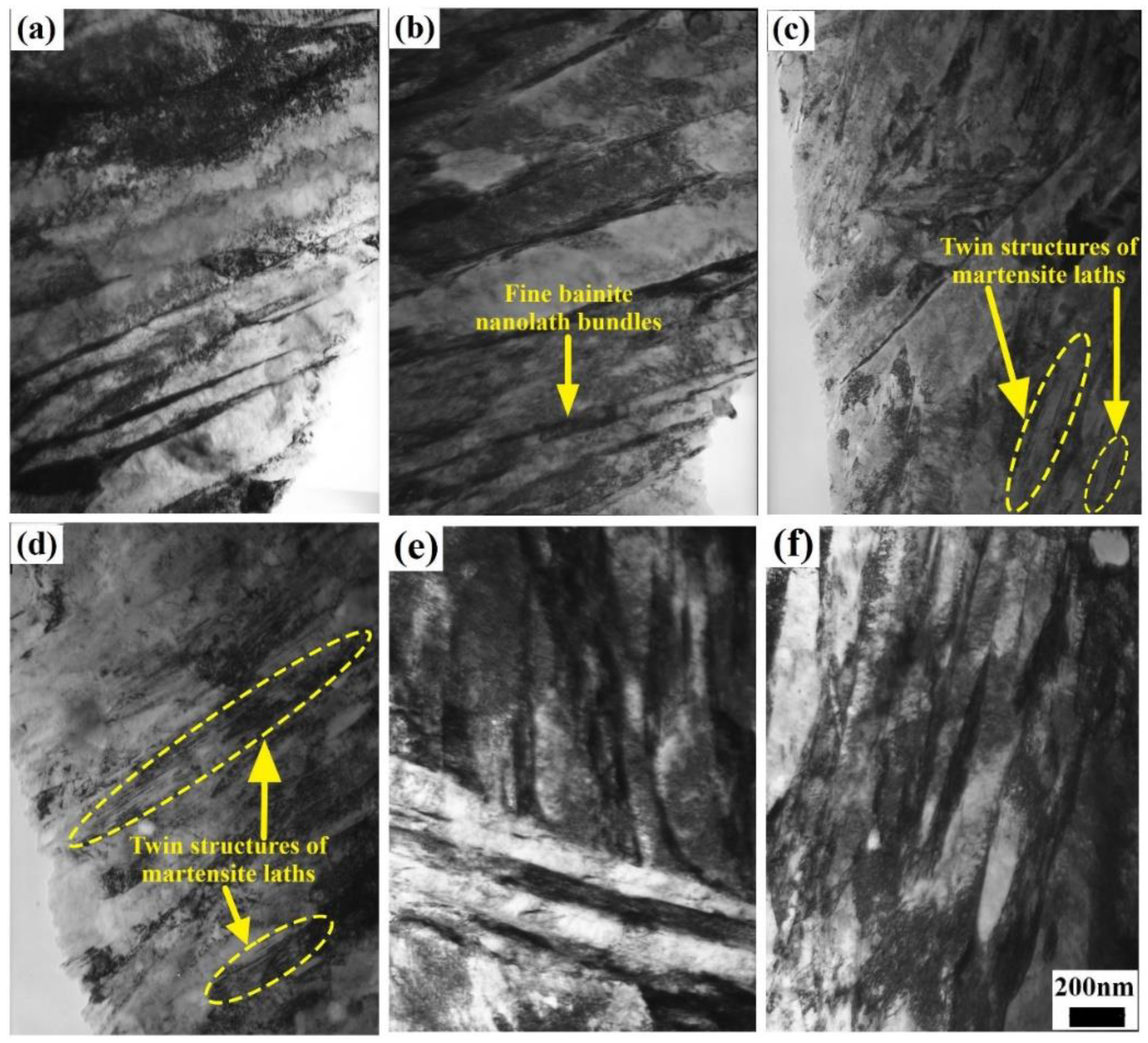
3.2.3. TEM Microstructure Observation
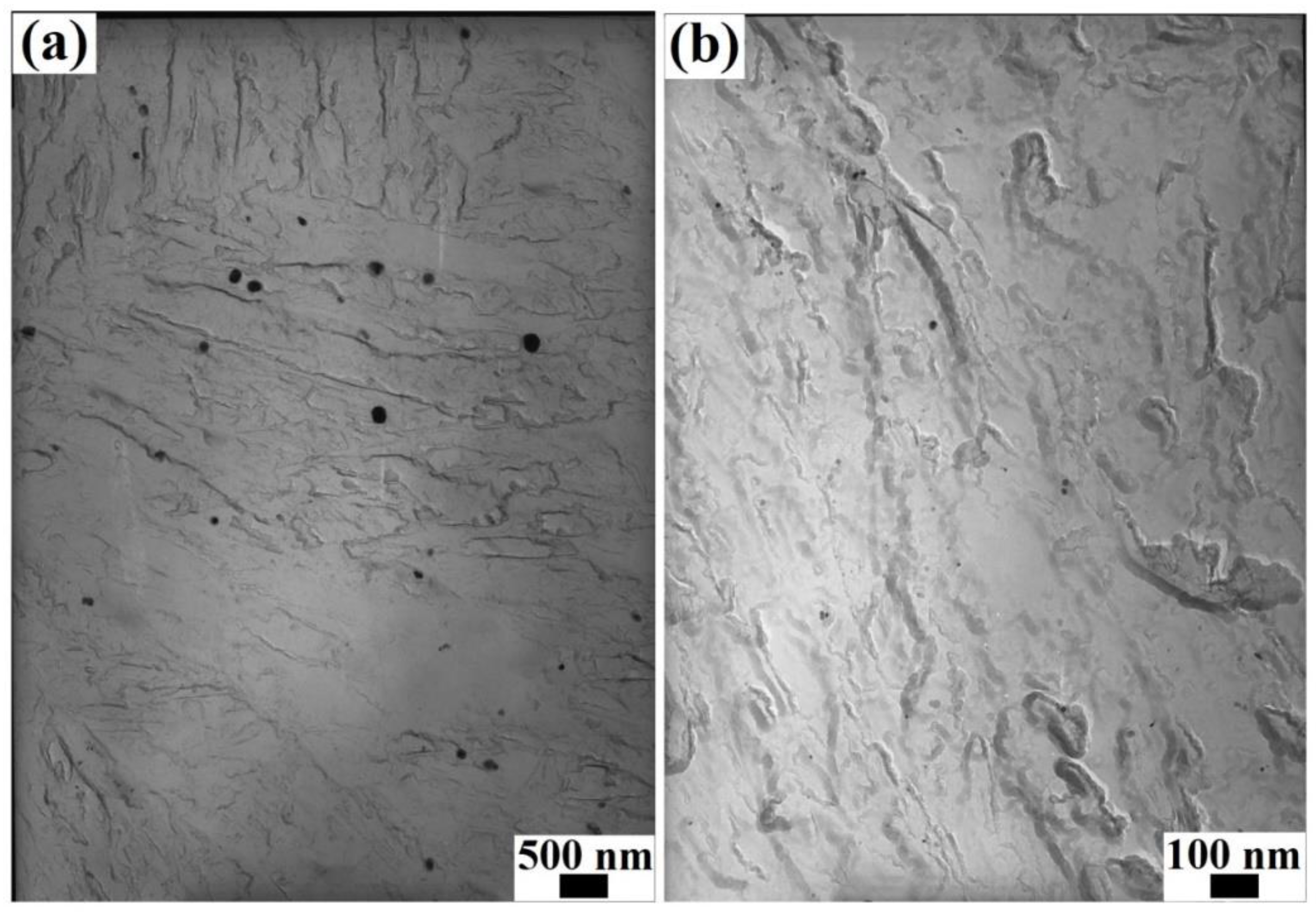
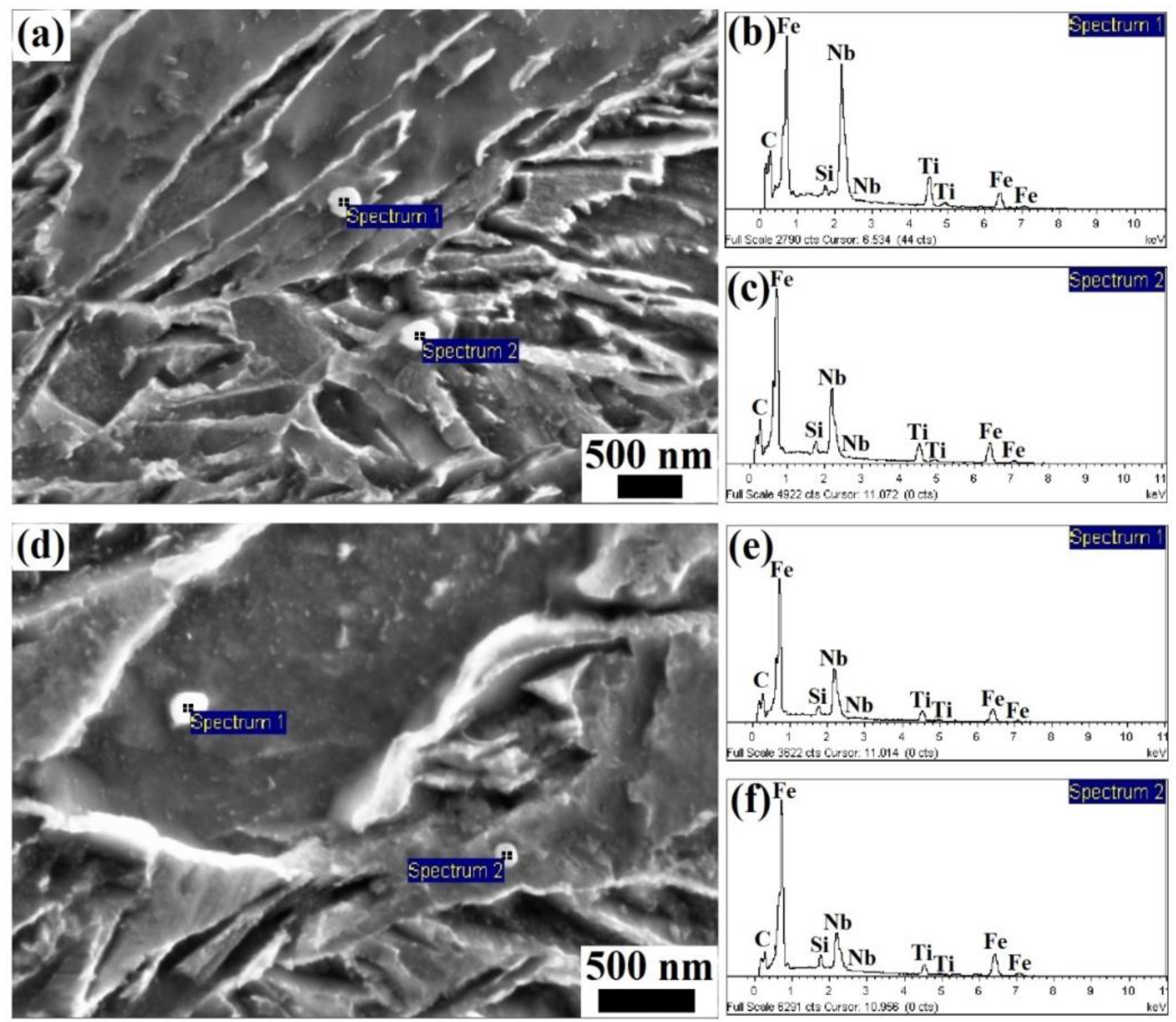
3.2.4. Second-Phase Particle Precipitation
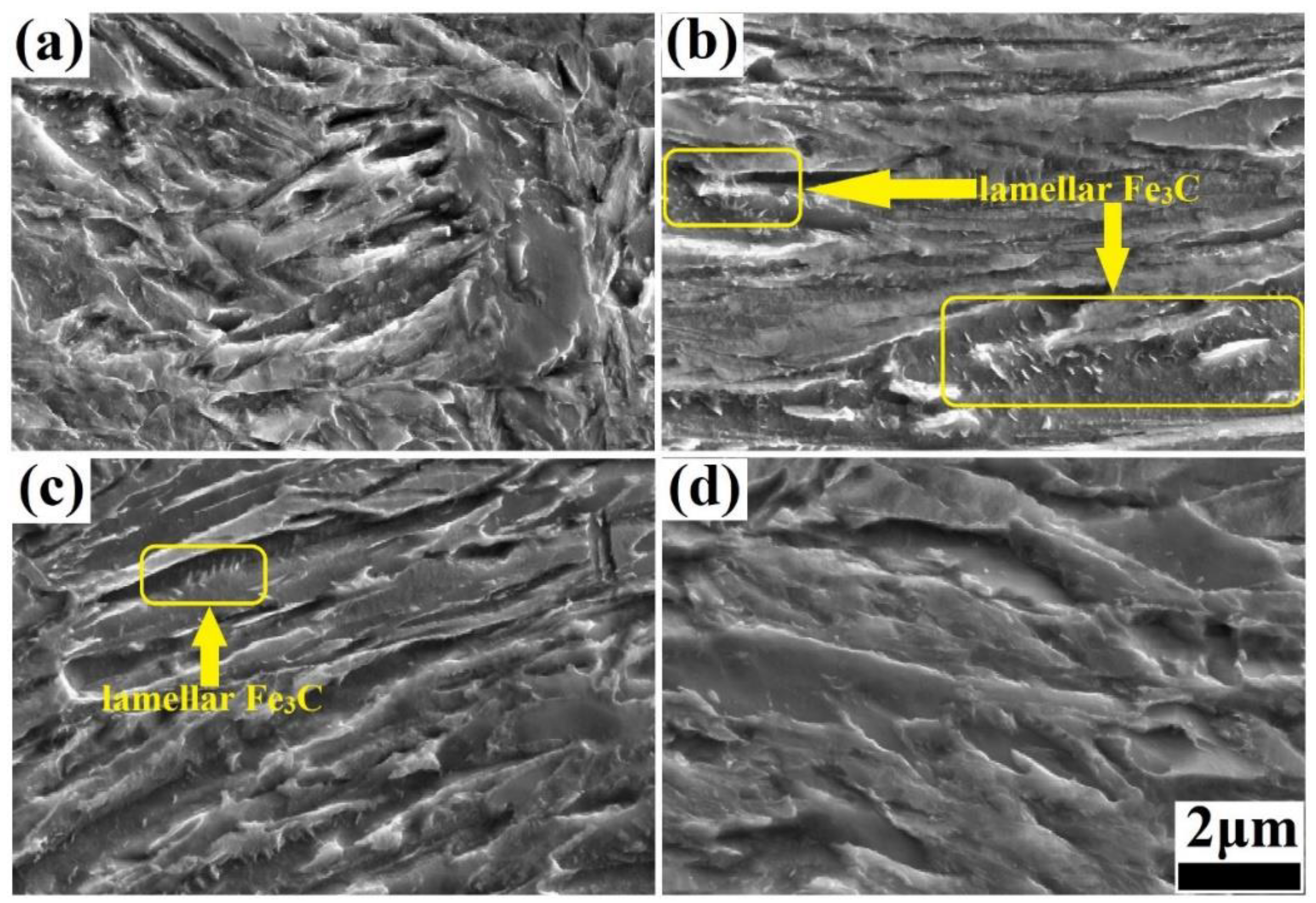
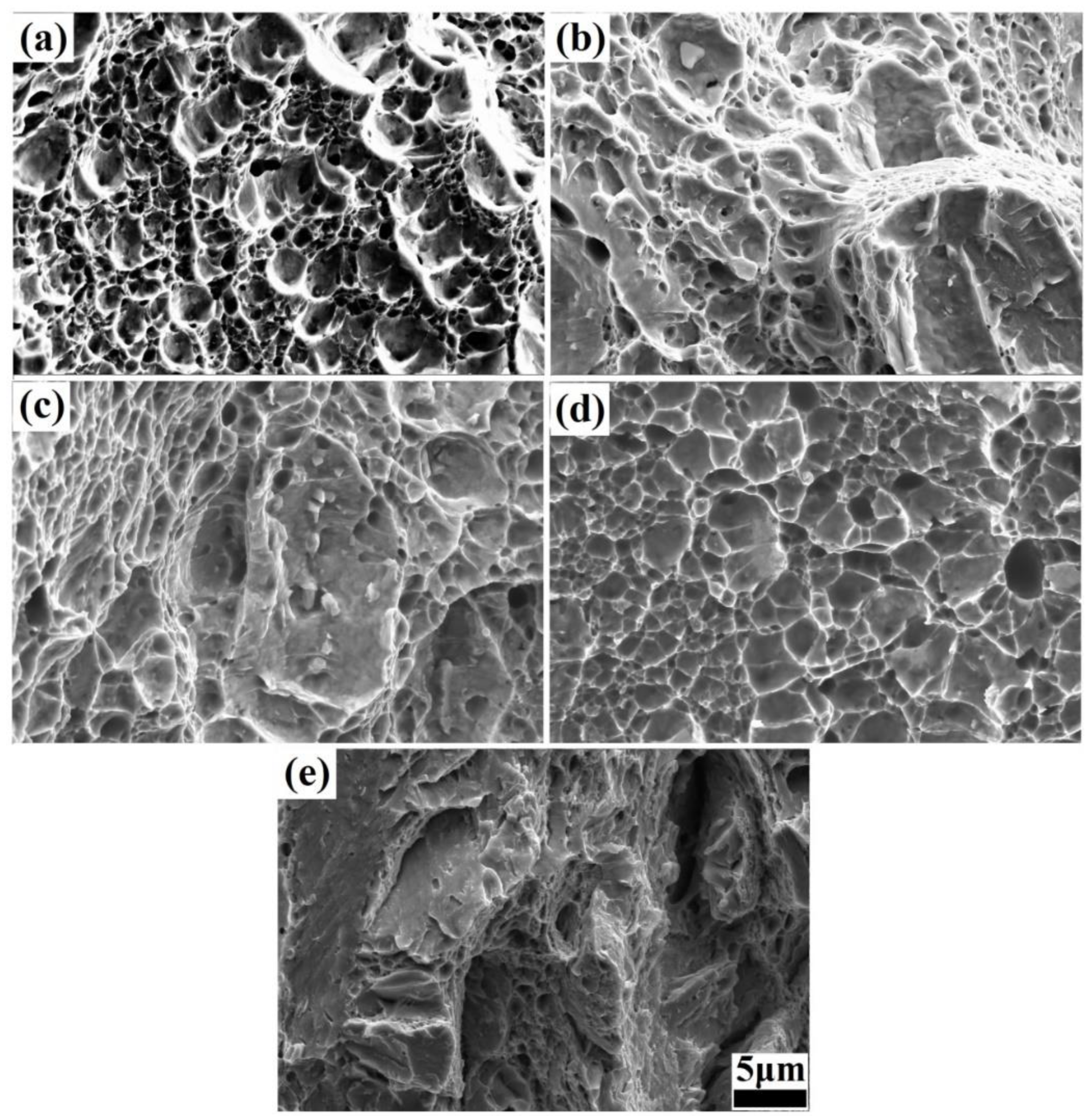
3.3. Fracture Morphology
4. Discussion
5. Conclusions
- (1)
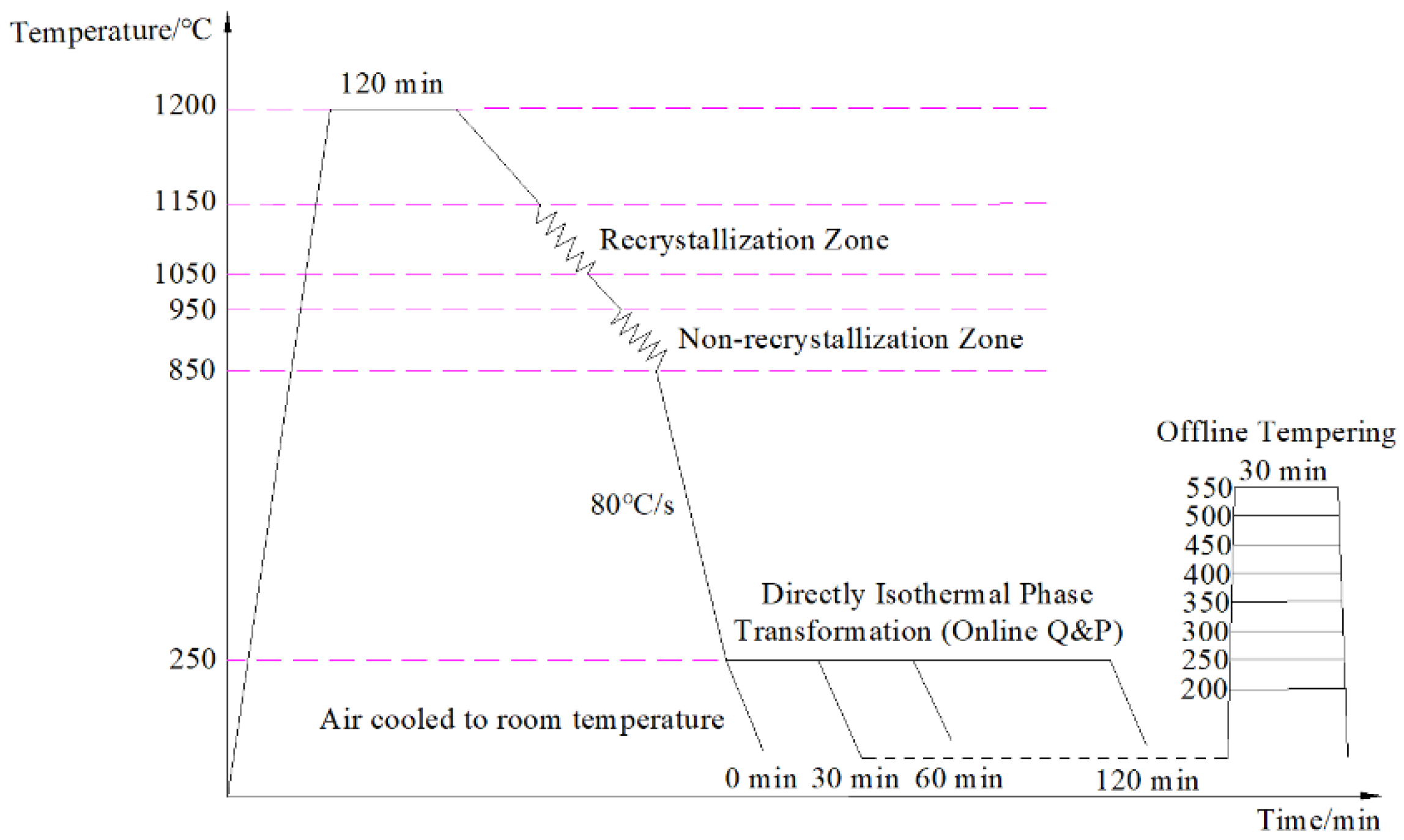
- A new type of low-alloy ultrahigh-strength steel featuring a nanolath structure with excellent mechanical properties was fabricated using the novel Q-P-T process. This process involved direct quenching and isothermal bainitic transformation for partitioning after thermo-mechanical control processing (online Q&P) and offline tempering (reheating and tempering).
- (2)
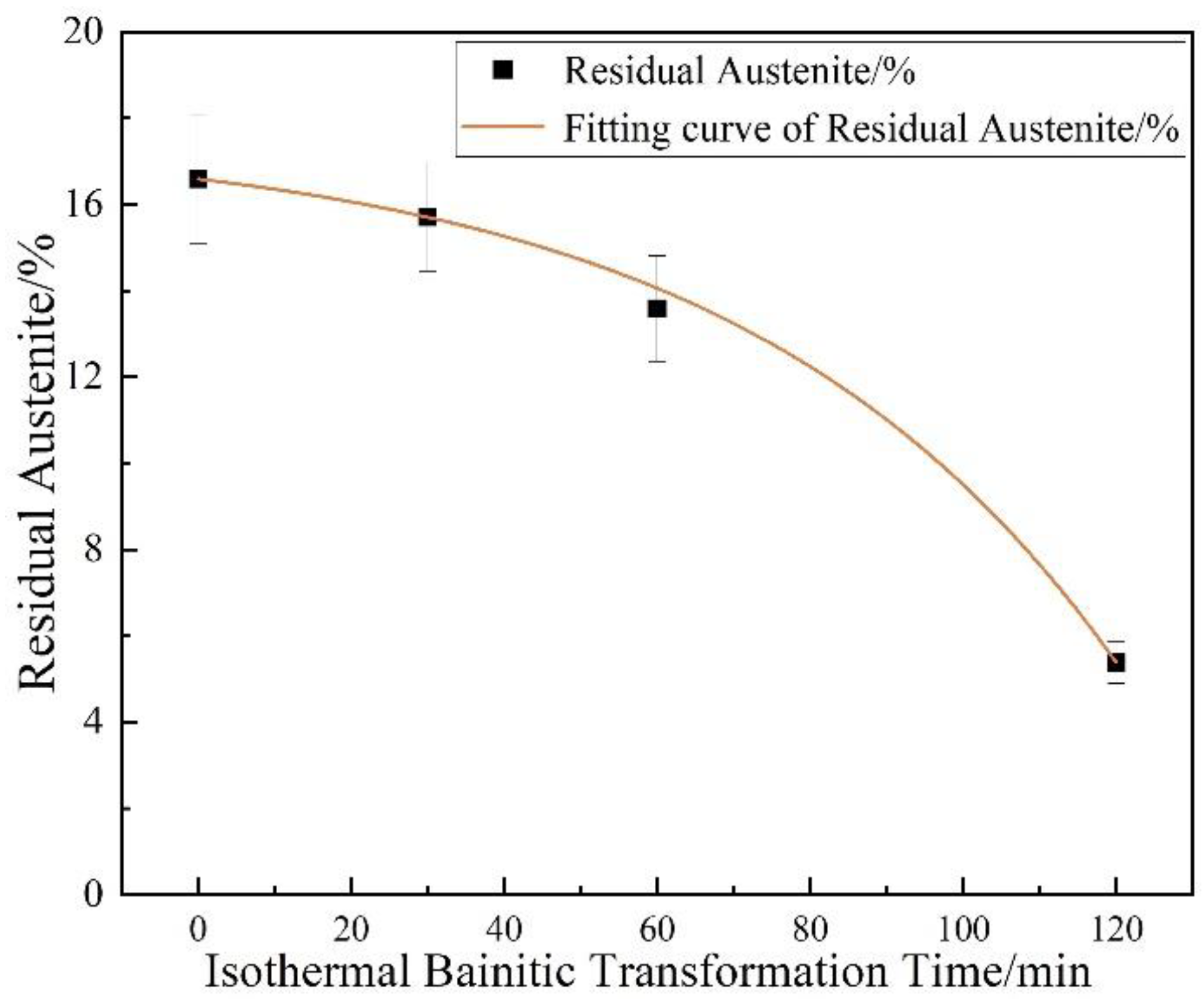
- The results showed that an ultrafine nanolath martensite/bainite mixed structure, combined with residual austenite in the form of a thin film between the nanolaths, was formed, imparting excellent mechanical properties and toughness at room temperature to the steels.
- (3)
- The various trends observed in the mechanical properties, Brinell hardness, and impact energy at room temperature in the steels during the Q-P-T process can be attributed to the combined effects of the transformation of residual austenite into bainite, the diffusion of C atoms, the formation and dissolution of Fe3C and martensite twinning, and the precipitation strengthening of the particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Somani, M.C.; Porter, D.A.; Karjalainen, L.P.; Misra, D.K. Evaluation of DQ&P Processing Route for the Development of Ultra-high Strength Tough Ductile Steels. Int. J. Metall. Eng. 2013, 2013, 154–160. [Google Scholar]
- Cheng, J.H.; Lin, B.K.; Pottore, N.S.; Sadagopan, S.; Zhu, H.; Hu, X.H. A mesoscale crystal plasticity model to predict room-temperature deformation and martensitic transformation of high-strength Quenching and Partitioning (Q&P) Steels and validation with synchrotron X-ray diffraction. Int. J. Plast. 2024, 172, 103833. [Google Scholar]
- Wang, Z.W.; Zhang, J.F.; Xie, G.M.; Wu, L.H.; Zhang, H.; Xue, P.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Evolution mechanisms of microstructure and mechanical properties in a friction stir welded ultrahigh-strength quenching and partitioning steel. J. Mater. Sci. Technol. 2022, 102, 213–223. [Google Scholar] [CrossRef]
- Pelligra, C.; Samei, J.; Shalchi Amirkhiz, B.; Hector, L.G.; Wilkinson, D.S. Microstrain partitioning, transformation induced plasticity, and the evolution of damage during deformation of an austenitic-martensitic 1.5 GPa quench and partition steel. Mater. Sci. Eng. A 2024, 146181. [Google Scholar] [CrossRef]
- Zhang, G.F.; Shi, H.Y.; Wang, S.T.; Tang, Y.H.; Zhang, X.Y.; Jing, Q.; Liu, R.P. Ultrahigh strength and high ductility lightweight steel achieved by dual nanoprecipitate strengthening and dynamic slip refinement. Mater. Lett. 2023, 330, 133366. [Google Scholar] [CrossRef]
- Yuzbekova, D.; Dudko, V.; Kniaziuk, T.; Kaibyshev, R. Tempering behavior of an ultra-high-strength steel with 1.6 wt% Si at low to medium temperatures. Mater. Sci. Eng. A 2024, 146264. [Google Scholar] [CrossRef]
- Hamada, A.; Khosravifard, A.; Ali, M.; Ghosh, S.; Jaskari, M.; Hietala, M.; Järvenpää, A.; Newishy, M. Micromechanical analysis and finite element modelling of laser-welded 5-mm-thick dissimilar joints between 316L stainless steel and low-alloyed ultra-high-strength steel. Mater. Sci. Eng. A 2023, 882, 145442. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jovičević-Klug, M.; Thormählen, L.; McCord, J.; Rohwerder, M.; Godec, M.; Podgornik, B. Austenite reversion suppression with deep cryogenic treatment: A novel pathway towards 3rd generation advanced high-strength steels. Mater. Sci. Eng. A 2023, 873, 145033. [Google Scholar] [CrossRef]
- Ayer, R.; Machmeier, P.M. Transmission electron microscopy examination of hardening and toughening phenomena in AerMet 100. Metall. Trans. 1993, 24, 1943–1955. [Google Scholar] [CrossRef]
- Ayer, R.; Machmeier, P.M. Communications on the characteristics of M2C carbides in the peak hardening regime of AerMet 100 steel. Metall. Mater. Trans. 1998, 29, 903–905. [Google Scholar] [CrossRef]
- Lu, Y.F.; Wang, G.L.; Zhang, M.B.; Li, R.S.; Zhang, H.O. Microstructures, heat treatments and mechanical properties of AerMet100 steel fabricated by hybrid directed energy deposition. Addit. Manuf. 2022, 56, 102885. [Google Scholar] [CrossRef]
- Shi, L.Q.; Ran, X.Z.; Zhai, Y.M.; Pan, Y.; Zhang, S.Q.; Cheng, X.; Tang, H.B.; Wang, H.M. Influence of isothermal tempering on microstructures and hydrogen-environmentally embrittlement susceptibility of laser additively manufactured ultra-high strength AerMet100 steel. Mat. Sci. Eng. A 2023, 876, 145167. [Google Scholar] [CrossRef]
- Allen, A.J.; Gavillet, D.; Weertman, J.R. SANS and TEM studies of isothermal M2C carbide precipitation in ultrahigh strength AF1410 steels. Acta Metall. Mater. 1993, 41, 1869–1884. [Google Scholar] [CrossRef]
- Li, J.H.; Zhan, D.P.; Jiang, Z.H.; Zhang, H.S.; Yang, Y.K.; Zhang, Y.P. Progress on improving strength-toughness of ultra-high strength martensitic steels for aerospace applications: A review. J. Mater. Res. Technol. 2023, 23, 172–190. [Google Scholar] [CrossRef]
- Zhang, K.Y.; Dong, W.C.; Lu, S.P. Transformation plasticity of AF1410 steel and its influences on the welding residual stress and distortion: Experimental and numerical study. J. Mater. Sci. Eng. 2021, 821, 141628. [Google Scholar] [CrossRef]
- Maloney, J.L.; Garrison, W.M., Jr. Comparison of void nucleation and growth at MnS and Ti2CS inclusions in HY180 steel. Scr. Metall. 1989, 23, 2097–2100. [Google Scholar] [CrossRef]
- Maloney, J.L.; Garrison, W.M., Jr. The effect of sulfide type on the fracture behavior of HY180 steel. Acta Mater. 2005, 53, 533–551. [Google Scholar] [CrossRef]
- Gecu, R. Enhancing wear resistance of R220 rail steels by quenching and partitioning (Q&P) treatment. Mater. Lett. 2024, 354, 135400. [Google Scholar]
- Yin, F.; Han, P.C.; Han, Q.Y.; Wang, H.H.; Hua, L.; Cheng, G.J. Ultrastrong gradient M50 bearing steel with lath-shape nano-martensite by ultrasonic shot peening and its enhanced wear resistance at elevated temperature. Mater. Des. 2024, 239, 112786. [Google Scholar] [CrossRef]
- Park, J.; Jeon, J.; Seo, N.; Kang, S.; Son, S.B.; Lee, S.J.; Jung, J.G. Microstructure and mechanical behavior of AISI 4340 steel fabricated via spark plasma sintering and post-heat treatment. Mater. Sci. Eng. A 2023, 862, 144433. [Google Scholar] [CrossRef]
- Hettig, M.; Meyer, D. Microstructural influence of consecutive deep rolling of AISI 4140. Procedia CIRP 2022, 108, 164–169. [Google Scholar] [CrossRef]
- Dang, J.Q.; Zhang, H.; An, Q.L.; Lian, G.H.; Li, Y.G.; Wang, H.W.; Chen, M. Surface integrity and wear behavior of 300M steel subjected to ultrasonic surface rolling process. Surf. Coat. Technol. 2021, 421, 127380. [Google Scholar] [CrossRef]
- Wang, K.; Wen, D.X.; Li, J.J.; Zheng, Z.Z.; Xiong, Y.B. Hot deformation behaviors of low-alloyed ultrahigh strength steel 30CrMnSiNi2A: Microstructure evolution and constitutive modeling. Mater. Today Commun. 2021, 26, 102009. [Google Scholar] [CrossRef]
- Gao, Y.K. Fatigue stress concentration sensitivity and stress ratio effect of a 40CrNi2Si2MoVA steel. Mater. Lett. 2017, 186, 235–238. [Google Scholar] [CrossRef]
- Torres-Islas, A.; Torres-Macias, D.; Bedolla-Jacuinde, A.; Guerra, F.V.; Del-Pozo, A.; Colin, J.; Martinez, H. Corrosion behavior and mechanical properties of hot-rolled ultrahigh-strength steel alloys in alkaline and acidic environments. Int. J. Electrochem. Sci. 2024, 100513. [Google Scholar]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Matlock, D.K.; Brautigam, V.E.; Speer, J.G. Application of the quenching and partitioning (Q&P) process to a medium-carbon, high-Si microalloyed bar steel. Mater. Sci. Forum. 2003, 426–432, 1089–1094. [Google Scholar]
- Ghosh, S.; Kaikkonen, P.; Javaheri, V.; Kaijalainen, A.; Miettunen, I.; Somani, M.; Kömi, J.; Pallaspuro, S. Design of tough, ductile direct quenched and partitioned advanced high-strength steel with tailored silicon content. J. Mater. Res. Technol. 2022, 17, 1390–1407. [Google Scholar] [CrossRef]
- Kang, S.G.; Pierce, D.; Matlock, D.K.; Speer, J.G.; Moor, E.D. Quench and Partitioning Steels. Encycl. Mater. Met. Alloy 2022, 2, 84–94. [Google Scholar]
- Speer, J.G.; Moor, E.D.; Clarke, A.J. Critical Assessment 7: Quench and partitioning. Mater. Sci. Technol. 2015, 31, 3–9. [Google Scholar] [CrossRef]
- De, A.K.; Speer, J.G.; Matlock, D.K. Color tint-etching for multiphase steels. Adv. Mater. Process. 2003, 161, 27–30. [Google Scholar]
- Speer, J.G.; Rizzo Assunção, F.C.; Matlock, D.K.; Edmonds, D.V. The “quenching and partitioning” process: Background and recent progress. Mater. Res. 2005, 8, 417–423. [Google Scholar] [CrossRef]
- Tobata, J.; Ngo-Huynh, K.L.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Role of Silicon in Quenching and Partitioning Treatment of Low-carbon Martensitic Stainless Steel. ISIJ Int. 2012, 52, 1377–1382. [Google Scholar] [CrossRef]
- Barella, S.; Gruttadauria, A.; Menezes, J.T.O.; Castrodeza, E.M.; Quaini, S.E.; Pelligra, C.; McNally, E.A. The Reliability of Single-Step and Double-Step Quench and Partitioning Heat Treatments on an AISI 420A Low Carbon Martensitic Stainless Steel. Metall. Mater. Trans. A 2023, 54, 3957–3972. [Google Scholar] [CrossRef]
- Kong, H.; Chao, Q.; Cai, M.H.; Pavlina, E.J.; Rolfe, B.; Hodgson, P.D.; Beladi, H. One-step quenching and partitioning treatment of a commercial low silicon boron steel. Mater. Sci. Eng. A 2017, 707, 538–547. [Google Scholar] [CrossRef]
- Xu, P.D.; Li, C.Y.; Li, W.; Zhu, M.Y.; Li, W.; Zhang, K. Effect of microstructure on hydrogen embrittlement susceptibility in quenching-partitioning-tempering steel. Mater. Sci. Eng. A 2022, 831, 142046. [Google Scholar] [CrossRef]
- Qin, S.W.; Wang, G.G.; Zhu, Z.M.; Song, Z.X. Influence of ultrasonic surface rolling on tensile properties of high carbon low alloy quenching-partitioning-tempering steel. Mater. Sci. Eng. A 2024, 895, 146270. [Google Scholar] [CrossRef]
- Zurnadzhy, V.I.; Efremenko, V.G.; Wu, K.M.; Azarkhov, A.Y.; Chabak, Y.G.; Greshta, V.L.; Isayev, O.B.; Pomazkov, M.V. Effects of stress relief tempering on microstructure and tensile/impact behavior of quenched and partitioned commercial spring steel. Mater. Sci. Eng. A 2019, 745, 307–318. [Google Scholar] [CrossRef]
- Zhang, J.Z.; Zeng, L.Y.; Zuo, X.W.; Wan, J.F.; Rong, Y.H.; Min, N.; Lu, J.; Chen, N.L. Universality of quenching-partitioning-tempering local equilibrium model. J. Mater. Res. Technol. 2022, 124, 116–120. [Google Scholar] [CrossRef]
- Speer, J.G.; Edmonds, D.V.; Rizzo, F.C.; Matlock, D.K. Partitioning of carbon from supersaturated plates of ferrite, with application to steel processing and fundamentals of the bainite transformation. Curr. Opin. Solid State Mater. Sci. 2004, 8, 219–237. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Maawad, E.; Bendo, A.; Krause, A.; Keckes, J.T.J.; Safyari, M. Design of high-strength martensitic steels by novel mixed-metal nanoprecipitates for high toughness and suppressed hydrogen embrittlement. Mater. Des. 2023, 234, 112323. [Google Scholar] [CrossRef]
- Wei, F.G.; Tsuzaki, K. Gaseous Hydrogen Embrittlement of Materials in Energy Technologies; Woodhead Publishing: Sawston, UK, 2012. [Google Scholar]
- Qin, W.; Szpunar, J.A. A general model for hydrogen trapping at the inclusion- matrix interface and its relation to crack initiation. Philos. Mag. 2017, 97, 3296–3316. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Hojo, T.; Akiyama, E. Mechanisms of hydrogen embrittlement in high-strength aluminum alloys containing coherent or incoherent dispersoids. Corros. Sci. 2022, 194, 109895. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M. Different augmentations of absorbed hydrogen under elastic straining in high-pressure gaseous hydrogen environment by as-quenched and as-tempered martensitic steels: Combined experimental and simulation study. Int. J. Hydrogen Energy 2023, 48, 27408–27415. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Mo | Nb | V | B | Al | Ni | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.25 | 2.2 | 1.8 | ≤0.004 | ≤0.005 | 0.25 | 0.06 | 0.04 | 0.0025 | 0.03 | 1 | 1.5 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, W.; Xie, L.; Liu, X.; Wang, J.; Xu, Y.; He, M.; Hu, K.; Liu, C.; Yu, W. The Fabrication of Ultrahigh-Strength Steel with a Nanolath Structure via Quenching–Partitioning–Tempering. Materials 2024, 17, 1161. https://doi.org/10.3390/ma17051161
Xu W, Xie L, Liu X, Wang J, Xu Y, He M, Hu K, Liu C, Yu W. The Fabrication of Ultrahigh-Strength Steel with a Nanolath Structure via Quenching–Partitioning–Tempering. Materials. 2024; 17(5):1161. https://doi.org/10.3390/ma17051161
Chicago/Turabian StyleXu, Wenting, Li Xie, Xiaoying Liu, Jiangnan Wang, Yuxuan Xu, Mingtao He, Kejun Hu, Chang Liu, and Wei Yu. 2024. "The Fabrication of Ultrahigh-Strength Steel with a Nanolath Structure via Quenching–Partitioning–Tempering" Materials 17, no. 5: 1161. https://doi.org/10.3390/ma17051161