
Investigation of Microstructures and Tensile Properties of 316L Stainless Steel Fabricated via Laser Powder Bed Fusion


Abstract
:
1. Introduction
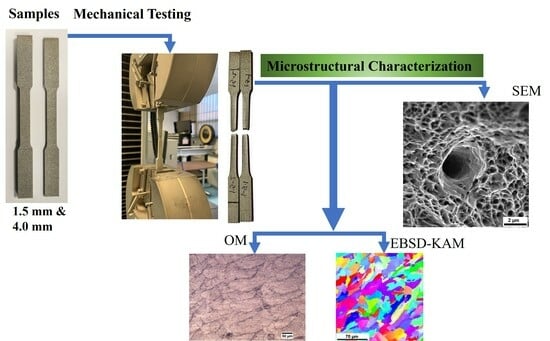
2. Materials and Methods
3. Results
3.1. Microstructural Characterization of Undeformed Samples
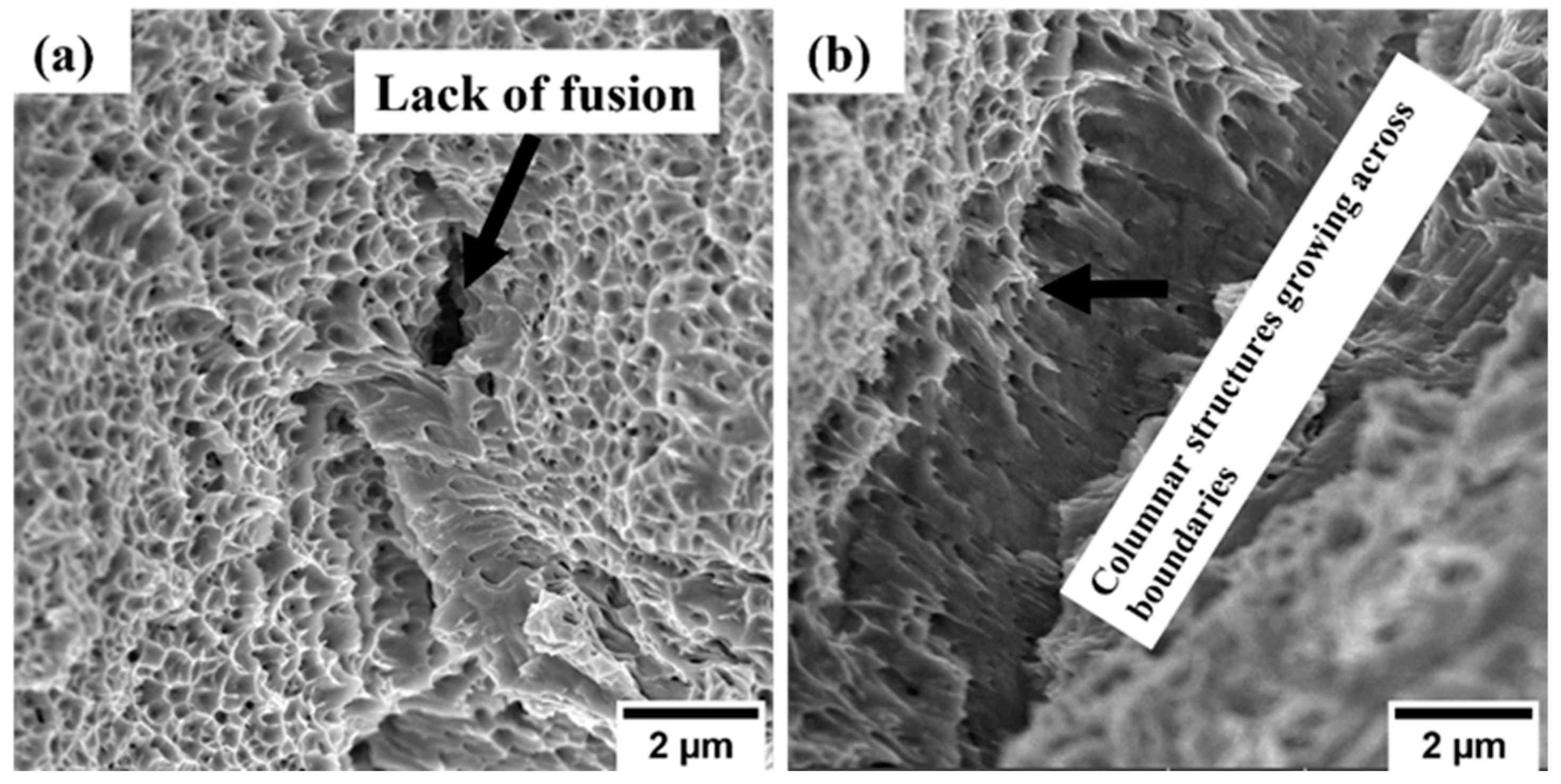
3.2. Mechanical Properties
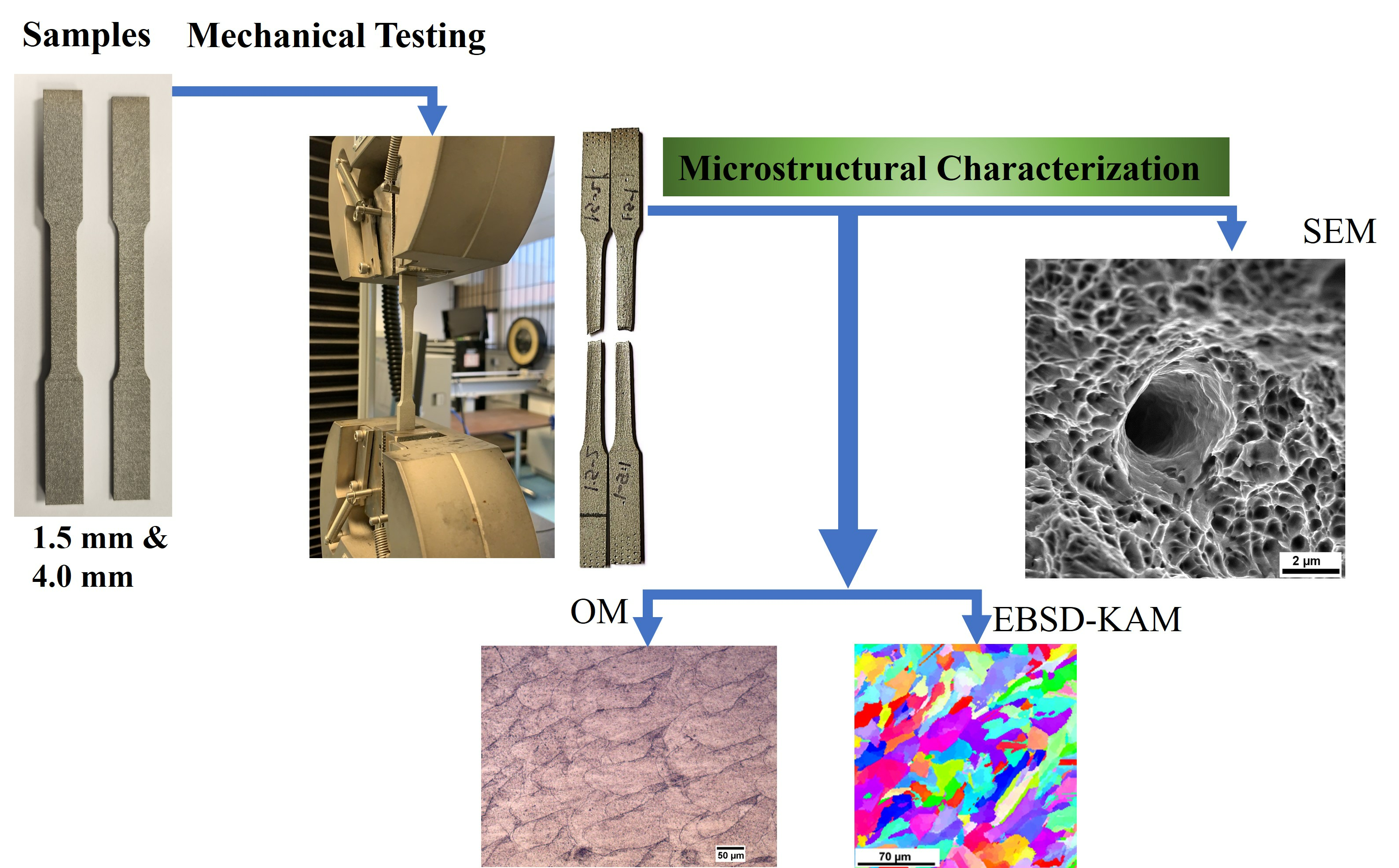
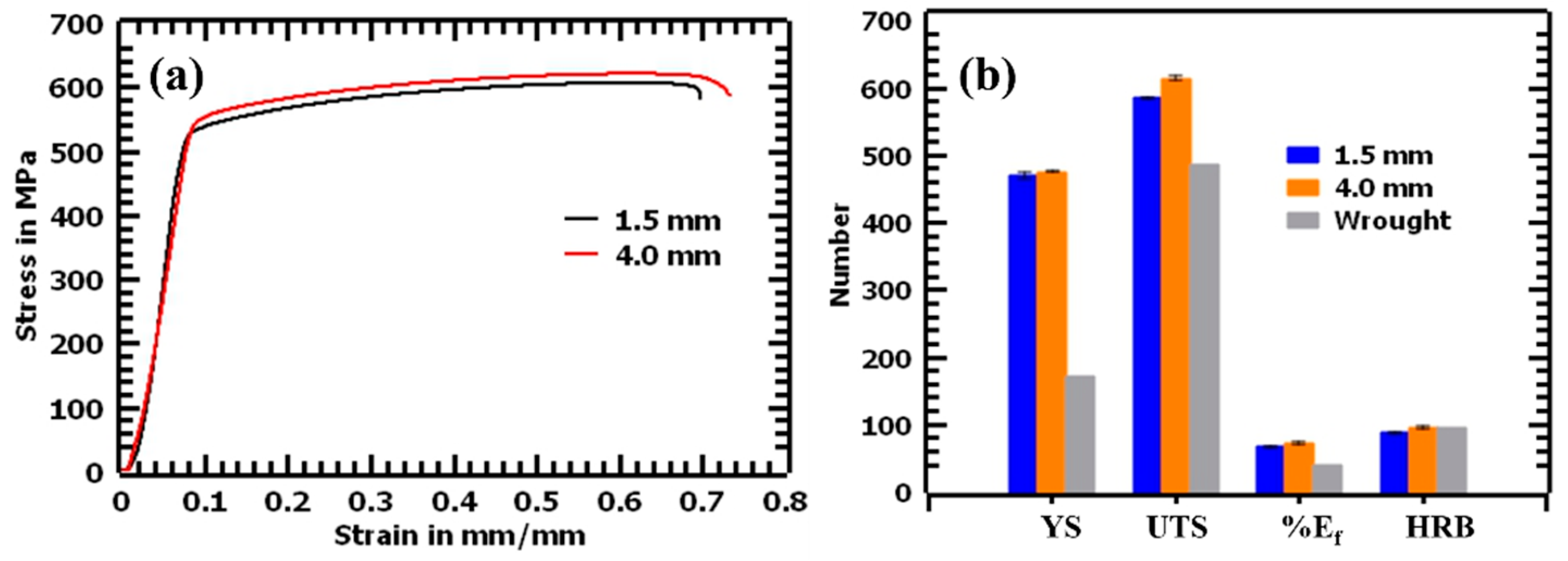
3.3. Microstructural Characterization of the Deformed Samples
4. Discussion
5. Conclusions
- In their undeformed states, the two thicknesses showed similar microstructural features indicating the use of well-optimized fabrication parameters. The optimal parameters can, therefore, be identified to be quite reliable if intricate and thin features need to be fabricated in one build platform.
- The YS, UTS, and elongation to failure of both thicknesses were observed to be significantly higher than conventionally manufactured 316L stainless steel samples. The 1.5 mm thick sample demonstrated a YS of 538.42 MPa, UTS of 606.47 MPa, and elongation to failure of 69.88%, whereas the 4.0 mm thick sample had a YS of 551.21 MPa, UTS of 619.58 MPa, and elongation to failure of 73.66%.
- The observed differences in the mechanical properties could be attributed to the difference in heat dissipation rates between the two thicknesses. Due to the different cooling rates, slight variations in microstructures were formed at the sub-micron level that ultimately resulted in different mechanical properties.
- The high tensile properties observed for both thicknesses were attributed to the cellular and columnar dendritic structures, with sizes ranging from 0.2 to 1 μm. These fine structures acted as strengthening mechanisms by hindering the motion of dislocations during plastic deformation. Additionally, the high percentage of LAGBs hindered the dislocation motion, thereby enhancing the strength of the materials. Also, high-density dislocations of 1.18 × 1016 m−2 and 1.41 × 1016 m−2 for the 1.5 mm and 4.0 mm thick samples, respectively, were observed. The accumulation of dislocations at the grain boundaries led to lattice distortion and strain incompatibilities. Therefore, more stress was required to overcome the resistance to deformation, and thus, the enhanced strain-hardening behavior of the material.
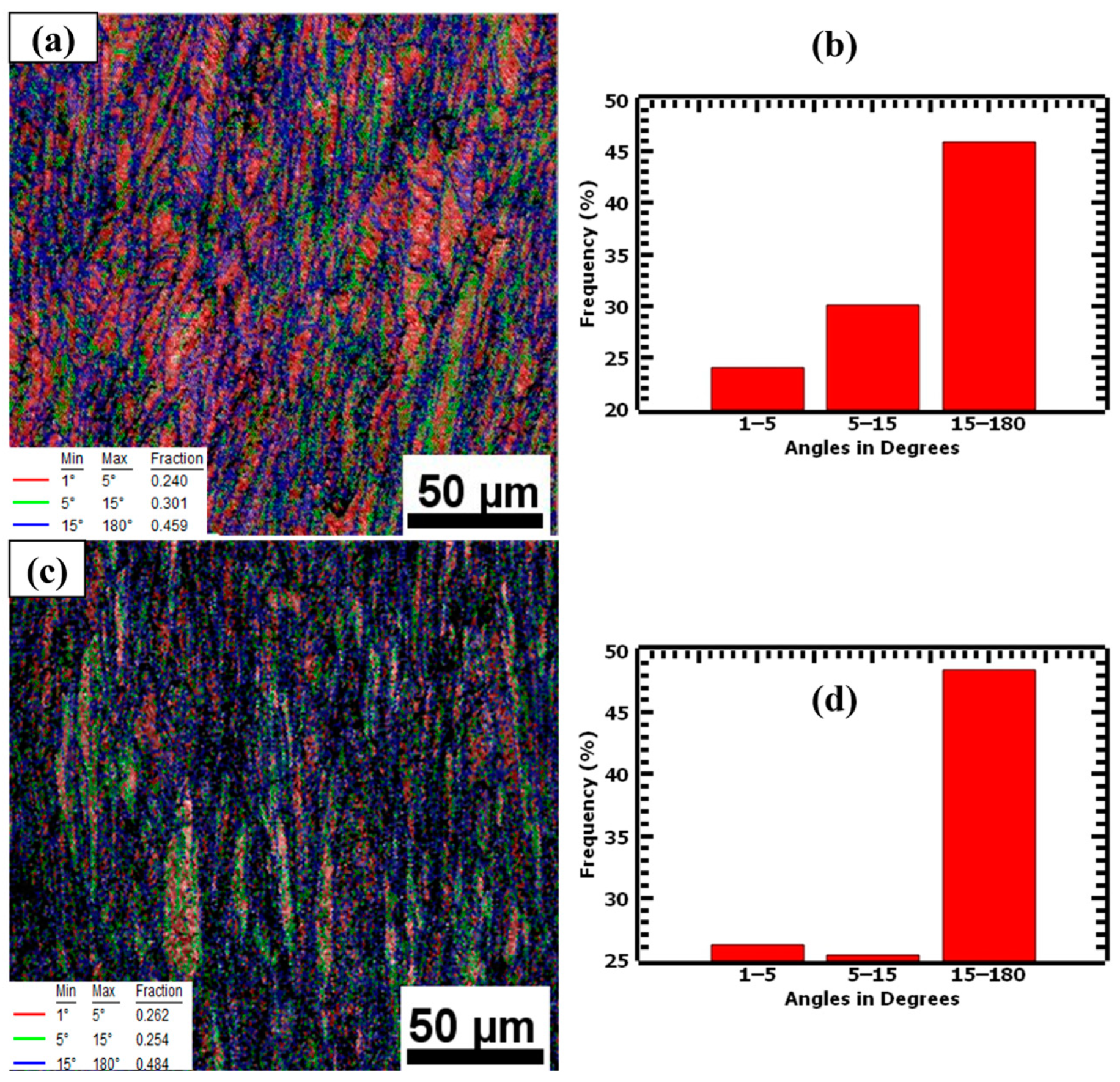
- Another crucial observation made was that upon deformation of the samples, the texture of the samples changed with thickness. Therefore, further studies need to be conducted to understand how the texture transitions as the thickness changes.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, P.; Qiu, C. Influence of Addition of TiAl Particles on Microstructural and Mechanical Property Development in a Selectively Laser Melted Stainless Steel. Mater. Sci. Eng. A 2021, 826, 141925. [Google Scholar] [CrossRef]
- Huang, X.; Xiao, K.; Fang, X.; Xiong, Z.; Wei, L.; Zhu, P.; Li, X. Oxidation Behavior of 316L Austenitic Stainless Steel in High Temperature Air with Long-Term Exposure. Mater. Res. Express 2020, 7, 066517. [Google Scholar] [CrossRef]
- Zhou, C.; Wang, J.; Hu, S.; Tao, H.; Fang, B.; Li, L.; Zheng, J.; Zhang, L. Enhanced Corrosion Resistance of Additively Manufactured 316L Stainless Steel After Heat Treatment. J. Electrochem. Soc. 2020, 167, 141504. [Google Scholar] [CrossRef]
- ASTM A 666; Standard Specification for Annealed or Cold-Worked Austenitic Stainless Steel Sheet. ASTM International: West Conshohocken, PA, USA, 2000.
- Yan, F.K.; Liu, G.Z.; Tao, N.R.; Lu, K. Strength and Ductility of 316L Austenitic Stainless Steel Strengthened by Nano-Scale Twin Bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Muley, S.V.; Vidvans, A.N.; Chaudhari, G.P.; Udainiya, S. An Assessment of Ultra Fine Grained 316L Stainless Steel for Implant Applications. Acta Biomater. 2016, 30, 408–419. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Nai, S.M.L. Grain Refinement of 316L Stainless Steel through In-Situ Alloying with Ti in Additive Manufacturing. Mater. Sci. Eng. A 2022, 840, 142912. [Google Scholar] [CrossRef]
- Mao, Q.; Gao, B.; Li, J.; Huang, Z.; Li, Y. Enhanced Tensile Properties of 316L Steel via Grain Refinement and Low-Strain Rolling. Mater. Sci. Technol. 2019, 35, 1497–1503. [Google Scholar] [CrossRef]
- Ondicho, I.; Alunda, B.; Madaraka, F.; Chepkoech, M. Effect of Bimodal Grain Size Distribution on the Strain Hardening Behavior of a Medium-Entropy Alloy. Acta Metall. Sin. 2021, 34, 465–475. [Google Scholar] [CrossRef]
- Gao, S.; Hu, Z.; Duchamp, M.; Krishnan, P.S.S.R.; Tekumalla, S.; Song, X.; Seita, M. Recrystallization-Based Grain Boundary Engineering of 316L Stainless Steel Produced via Selective Laser Melting. Acta Mater. 2020, 200, 366–377. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of Laser Power on Defect, Texture, and Microstructure of a Laser Powder Bed Fusion Processed 316L Stainless Steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened Austenite Steel with Columnar Sub-Grain Structure Formed by Laser Melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Riabov, D.; Leicht, A.; Ahlström, J.; Hryha, E. Investigation of the Strengthening Mechanism in 316L Stainless Steel Produced with Laser Powder Bed Fusion. Mater. Sci. Eng. A 2021, 822, 141699. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively Manufactured Hierarchical Stainless Steels with High Strength and Ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical Behavior of Selective Laser Melted 316L Stainless Steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Liu, L.; Ding, Q.; Zhong, Y.; Zou, J.; Wu, J.; Chiu, Y.L.; Li, J.; Zhang, Z.; Yu, Q.; Shen, Z. Dislocation Network in Additive Manufactured Steel Breaks Strength–Ductility Trade-Off. Mater. Today 2018, 21, 354–361. [Google Scholar] [CrossRef]
- Afkhami, S.; Dabiri, M.; Piili, H.; Björk, T. Effects of Manufacturing Parameters and Mechanical Post-Processing on Stainless Steel 316L Processed by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2021, 802, 140660. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular Cellular Segregation Network Structure Strengthening 316L Stainless Steel Prepared by Selective Laser Melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Vallejo, N.D.; Kljestan, N.; Ayers, N.; Knezevic, M.; Sohn, Y. Flaw Type Dependent Tensile Properties of 316L Stainless Steel Additively Manufactured by Laser Powder Bed Fusion. Results Mater. 2022, 15, 100315. [Google Scholar] [CrossRef]
- Zheng, L.; Liu, Y.; Sun, S.; Zhang, H. Selective Laser Melting of Al-8.5Fe-1.3V-1.7Si Alloy: Investigation on the Resultant Microstructure and Hardness. Chin. J. Aeronaut. 2015, 28, 564–569. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D.; Nazé, L.; Sennour, M. Microstructural and Mechanical Approaches of the Selective Laser Melting Process Applied to a Nickel-Base Superalloy. Mater. Sci. Eng. A 2012, 534, 446–451. [Google Scholar] [CrossRef]
- Hyer, H.; Zhou, L.; Mehta, A.; Sohn, Y. Effects of Alloy Composition and Solid-State Diffusion Kinetics on Powder Bed Fusion Cracking Susceptibility. J. Phase Equilibria Diffus. 2021, 42, 5–13. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.S.; Miranda, G. 316L Stainless Steel Mechanical and Tribological Behavior—A Comparison between Selective Laser Melting, Hot Pressing and Conventional Casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Leicht, A.; Klement, U.; Hryha, E. Effect of Build Geometry on the Microstructural Development of 316L Parts Produced by Additive Manufacturing. Mater. Charact. 2018, 143, 137–143. [Google Scholar] [CrossRef]
- Niendorf, T.; Leuders, S.; Riemer, A.; Richard, H.A.; Tröster, T.; Schwarze, D. Highly Anisotropic Steel Processed by Selective Laser Melting. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2013, 44, 794–796. [Google Scholar] [CrossRef]
- Roach, A.M.; White, B.C.; Garland, A.; Jared, B.H.; Carroll, J.D.; Boyce, B.L. Size-Dependent Stochastic Tensile Properties in Additively Manufactured 316L Stainless Steel. Addit. Manuf. 2020, 32, 101090. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of Energy Density and Scanning Strategy on Densification, Microstructure and Mechanical Properties of 316L Stainless Steel Processed via Selective Laser Melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. Annual Book of ASTM Standards 2021; ASTM International: West Conshohocken, PA, USA, 2021.
- Rasband, W. ImageJ Software Java 1.8.0_172; U.S. National Institutes of Health: Bethesda, MA, USA, 2015. [Google Scholar]
- Ronneberg, T.; Davies, C.M.; Hooper, P.A. Revealing Relationships between Porosity, Microstructure and Mechanical Properties of Laser Powder Bed Fusion 316L Stainless Steel through Heat Treatment. Mater. Des. 2020, 189, 108481. [Google Scholar] [CrossRef]
- Sarafan, S.; Wanjara, P.; Gholipour, J.; Bernier, F.; Osman, M.; Sikan, F.; Soost, J.; Amos, R.; Patnaik, P.; Brochu, M. Benchmarking of 316L Stainless Steel Manufactured by a Hybrid Additive/Subtractive Technology. J. Manuf. Mater. Process. 2022, 6, 30. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Wei, S.; Ni, X.; Zhang, L.; Li, R.; Wang, L.; Man, C.; Li, X. About Metastable Cellular Structure in Additively Manufactured Austenitic Stainless Steels. Addit. Manuf. 2021, 38, 101804. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley& Sons, Inc.: Hoboken, NJ, USA, 2003; Volume 28. [Google Scholar]
- Wang, X.; Muñiz-Lerma, J.A.; Sánchez-Mata, O.; Attarian Shandiz, M.; Brochu, M. Microstructure and Mechanical Properties of Stainless Steel 316L Vertical Struts Manufactured by Laser Powder Bed Fusion Process. Mater. Sci. Eng. A 2018, 736, 27–40. [Google Scholar] [CrossRef]
- Im, Y.D.; Kim, K.H.; Jung, K.H.; Lee, Y.K.; Song, K.H. Anisotropic Mechanical Behavior of Additive Manufactured AISI 316L Steel. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2019, 50, 2014–2021. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously Enhanced Strength and Ductility for 3D-Printed Stainless Steel 316L by Selective Laser Melting. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Jaskari, M.; Ghosh, S.; Miettunen, I.; Karjalainen, P.; Järvenpää, A. Tensile Properties and Deformation of AISI 316L Additively Manufactured with Various Energy Densities. Materials 2021, 14, 5809. [Google Scholar] [CrossRef]
- Zhou, B.; Xu, P.; Li, W.; Liang, Y.; Liang, Y. Microstructure and Anisotropy of the Mechanical Properties of 316l Stainless Steel Fabricated by Selective Laser Melting. Metals 2021, 11, 775. [Google Scholar] [CrossRef]
- Voisin, T.; Forien, J.B.; Perron, A.; Aubry, S.; Bertin, N.; Samanta, A.; Baker, A.; Wang, Y.M. New Insights on Cellular Structures Strengthening Mechanisms and Thermal Stability of an Austenitic Stainless Steel Fabricated by Laser Powder-Bed-Fusion. Acta Mater. 2021, 203, 116476. [Google Scholar] [CrossRef]
- Röttger, A.; Boes, J.; Theisen, W.; Thiele, M.; Esen, C.; Edelmann, A.; Hellmann, R. Microstructure and Mechanical Properties of 316L Austenitic Stainless Steel Processed by Different SLM Devices. Int. J. Adv. Manuf. Technol. 2020, 108, 769–783. [Google Scholar] [CrossRef]
- Renishaw Datasheet SS 316L-0407 Powder for Additive Manufacturing. Available online: https://www.renishaw.com/resourcecentre/download/data-sheet-ss-316l-0407-powder-for-additive-manufacturing--90802?userLanguage=en& (accessed on 27 March 2023).
- Wei, Y.; Li, Y.; Zhu, L.; Liu, Y.; Lei, X.; Wang, G.; Wu, Y.; Mi, Z.; Liu, J.; Wang, H.; et al. Evading the Strength–Ductility Trade-off Dilemma in Steel through Gradient Hierarchical Nanotwins. Nat. Commun. 2014, 5, 3580. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-Induced Plasticity (TWIP) Steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Borek, W. Mechanical Properties and Microstructure of High-Manganese TWIP, TRIP and TRIPLEX Type Steels. J. Achiev. Mater. Manuf. Eng. 2012, 55, 230–238. [Google Scholar]
- Rafaja, D.; Ullrich, C.; Motylenko, M.; Martin, S. Microstructure Aspects of the Deformation Mechanisms in Metastable Austenitic Steels. In Austenitic TRIP/TWIP Steels and Steel-Zirconia Composites; Springer: Berlin/Heidelberg, Germany, 2020; pp. 325–377. [Google Scholar]
- Dudrová, E.; Kabátová, M. Fractography of Sintered Iron and Steels. Powder Metall. Prog. 2008, 8, 59–75. [Google Scholar]
- Simoni, F.; Huxol, A.; Villmer, F.J. Improving Surface Quality in Selective Laser Melting Based Tool Making. J. Intell. Manuf. 2021, 32, 1927–1938. [Google Scholar] [CrossRef]
- Sinha, S.; Szpunar, J.A.; Kiran Kumar, N.A.P.; Gurao, N.P. Tensile Deformation of 316L Austenitic Stainless Steel Using In-Situ Electron Backscatter Diffraction and Crystal Plasticity Simulations. Mater. Sci. Eng. A 2015, 637, 48–55. [Google Scholar] [CrossRef]
- Woo, W.; Jeong, J.S.; Kim, D.K.; Lee, C.M.; Choi, S.H.; Suh, J.Y.; Lee, S.Y.; Harjo, S.; Kawasaki, T. Stacking Fault Energy Analyses of Additively Manufactured Stainless Steel 316L and CrCoNi Medium Entropy Alloy Using In Situ Neutron Diffraction. Sci. Rep. 2020, 10, 1350. [Google Scholar] [CrossRef]
- Pham, M.S.; Dovgyy, B.; Hooper, P.A. Twinning Induced Plasticity in Austenitic Stainless Steel 316L Made by Additive Manufacturing. Mater. Sci. Eng. A 2017, 704, 102–111. [Google Scholar] [CrossRef]
- Pham, M.S.; Holdsworth, S.R.; Janssens, K.G.F.; Mazza, E. Cyclic Deformation Response of AISI 316L at Room Temperature: Mechanical Behaviour, Microstructural Evolution, Physically-Based Evolutionary Constitutive Modelling. Int. J. Plast. 2013, 47, 143–164. [Google Scholar] [CrossRef]
- Pan, H.; He, Y.; Zhang, X. Interactions between Dislocations and Boundaries during Deformation. Materials 2021, 14, 1012. [Google Scholar] [CrossRef]
- Badji, R.; Chauveau, T.; Bacroix, B. Texture, Misorientation and Mechanical Anisotropy in a Deformed Dual Phase Stainless Steel Weld Joint. Mater. Sci. Eng. A 2013, 575, 94–103. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Lindeman, S.P.; Camus, P.P.; De Graef, M.; Jackson, M.A. Introduction and Comparison of New EBSD Post-Processing Methodologies. Ultramicroscopy 2015, 159, 81–94. [Google Scholar] [CrossRef]
- Sanchez Chavez, G.; Farid Estefen, S.; Gurova, T.; Leontiev, A.; Silva Gomes, L.; Bottega Peripolli, S. Redistribution of Grain Boundary Misorientation and Residual Stresses of Thermomechanically Simulated Welding in an Intercritically Reheated Coarse Grained Heat Affected Zone. Metals 2021, 11, 1850. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch Relation and Boundary Strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Chen, X.H.; Lu, J.; Lu, L.; Lu, K. Tensile Properties of a Nanocrystalline 316L Austenitic Stainless Steel. Scr. Mater. 2005, 52, 1039–1044. [Google Scholar] [CrossRef]
- Hull, D.; Bacon, D.J. Introduction to Dislocations; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Muránsky, O.; Balogh, L.; Tran, M.; Hamelin, C.J.; Park, J.S.; Daymond, M.R. On the Measurement of Dislocations and Dislocation Substructures Using EBSD and HRSD Techniques. Acta Mater. 2019, 175, 297–313. [Google Scholar] [CrossRef]
- Moussa, C.; Bernacki, M.; Besnard, R.; Bozzolo, N. Statistical Analysis of Dislocations and Dislocation Boundaries from EBSD Data. Ultramicroscopy 2017, 179, 63–72. [Google Scholar] [CrossRef]
- Cui, L.; Yu, C.H.; Jiang, S.; Sun, X.; Peng, R.L.; Lundgren, J.E.; Moverare, J. A New Approach for Determining GND and SSD Densities Based on Indentation Size Effect: An Application to Additive-Manufactured Hastelloy X. J. Mater. Sci. Technol. 2022, 96, 295–307. [Google Scholar] [CrossRef]
- Shamsujjoha, M.; Agnew, S.R.; Fitz-Gerald, J.M.; Moore, W.R.; Newman, T.A. High Strength and Ductility of Additively Manufactured 316L Stainless Steel Explained. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2018, 49, 3011–3027. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Effect of Severe Cold or Warm Deformation on Microstructure Evolution and Tensile Behavior of a 316L Stainless Steel. Adv. Eng. Mater. 2015, 17, 1812–1820. [Google Scholar] [CrossRef]
- Feaugas, X.; Haddou, H. Grain-Size Effects on Tensile Behavior of Nickel and AlSl 316L Stainless Steel. Met. Mater. Trans. A Phys. Met. Mater. Sci. A 2003, 34, 2329–2340. [Google Scholar] [CrossRef]
- Karaman, I.; Sehitoglu, H.; Gall, K.; Chumlyakov, Y.I.; Maier, H.J. Deformation of Single Crystal Hadfield Steel by Twinning and Slip. Acta Mater. 2000, 48, 1345–1359. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brüx, U.; Neumann, P. Supra-Ductile and High-Strength Manganese-TRIP/TWIP Steels for High Energy Absorption Purposes. ISIJ Int. 2003, 43, 438–446. [Google Scholar] [CrossRef]
- Herrera, C.; Ponge, D.; Raabe, D. Design of a Novel Mn-Based 1 GPa Duplex Stainless TRIP Steel with 60% Ductility by a Reduction of Austenite Stability. Acta Mater. 2011, 59, 4653–4664. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Cr | Ni | Mo | Mn | Si | N | O | P | C | S |
|---|---|---|---|---|---|---|---|---|---|---|---|
| L-PBF Powder | Bal. | 18.2 | 10.2 | 2.57 | 1.1 | 0.8 | 0.07 | 0.02 | 0.009 | 0.013 | 0.001 |
| ASTM A240 | Bal. | 16–18 | 10–14 | 2–3 | 2.0 | 0.75 | 0.1 | - | 0.045 | 0.03 | 0.03 |
| Laser Power | Scan Strategy | Layer Thickness | Hatch Distance | Hatch Exposure Time |
|---|---|---|---|---|
| 180 W | Stripes | 40 μm | 85 μm | 86 μs |
| Element | Fe | Cr | Ni | Mo | Mn | Si | N | O |
|---|---|---|---|---|---|---|---|---|
| 1.5 mm | Bal. | 16.43 | 10.42 | 0.82 | 1.94 | 0.28 | 1.89 | 2.59 |
| 4.0 mm | Bal. | 16.16 | 10.55 | 0.88 | 1.66 | 0.18 | 1.53 | 2.47 |
| Sample | YS (MPa) | UTS (MPa) | Ef (%) | Young’s Modulus (GPa) | Hardness (HRB) |
|---|---|---|---|---|---|
| 1.5 mm | 538.42 ± 4.26 | 606.47 ± 2.07 | 69.88 ± 2.27 | 156.52 | 87 ± 0.5 |
| 4.0 mm | 551.21 ± 2.43 | 619.58 ± 3.23 | 73.66 ± 3.02 | 156.63 | 93 ± 1.5 |
| ASTM A240 | 170 | 485 | 40 | 193 | 95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chepkoech, M.; Owolabi, G.; Warner, G. Investigation of Microstructures and Tensile Properties of 316L Stainless Steel Fabricated via Laser Powder Bed Fusion. Materials 2024, 17, 913. https://doi.org/10.3390/ma17040913
Chepkoech M, Owolabi G, Warner G. Investigation of Microstructures and Tensile Properties of 316L Stainless Steel Fabricated via Laser Powder Bed Fusion. Materials. 2024; 17(4):913. https://doi.org/10.3390/ma17040913
Chicago/Turabian StyleChepkoech, Melody, Gbadebo Owolabi, and Grant Warner. 2024. "Investigation of Microstructures and Tensile Properties of 316L Stainless Steel Fabricated via Laser Powder Bed Fusion" Materials 17, no. 4: 913. https://doi.org/10.3390/ma17040913