
Experimental Evaluation of the Effects of Discrete-Grading-Induced Discontinuities on the Material Properties of Functionally Graded Ti-6Al-4V Lattices


Abstract
:1. Introduction
2. Methods
2.1. Mechanical Testing
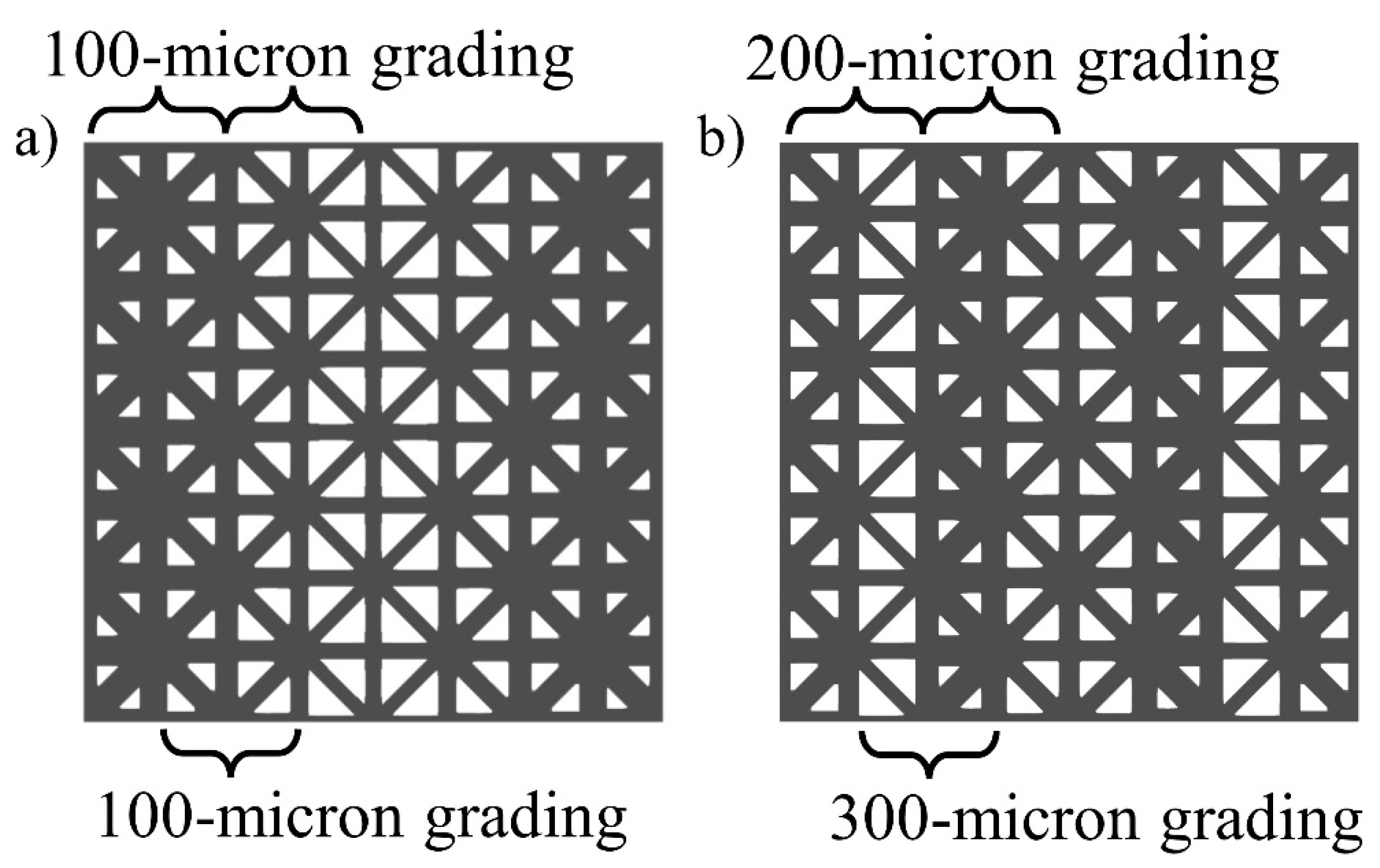
2.1.1. Hierarchical Design of FGLs
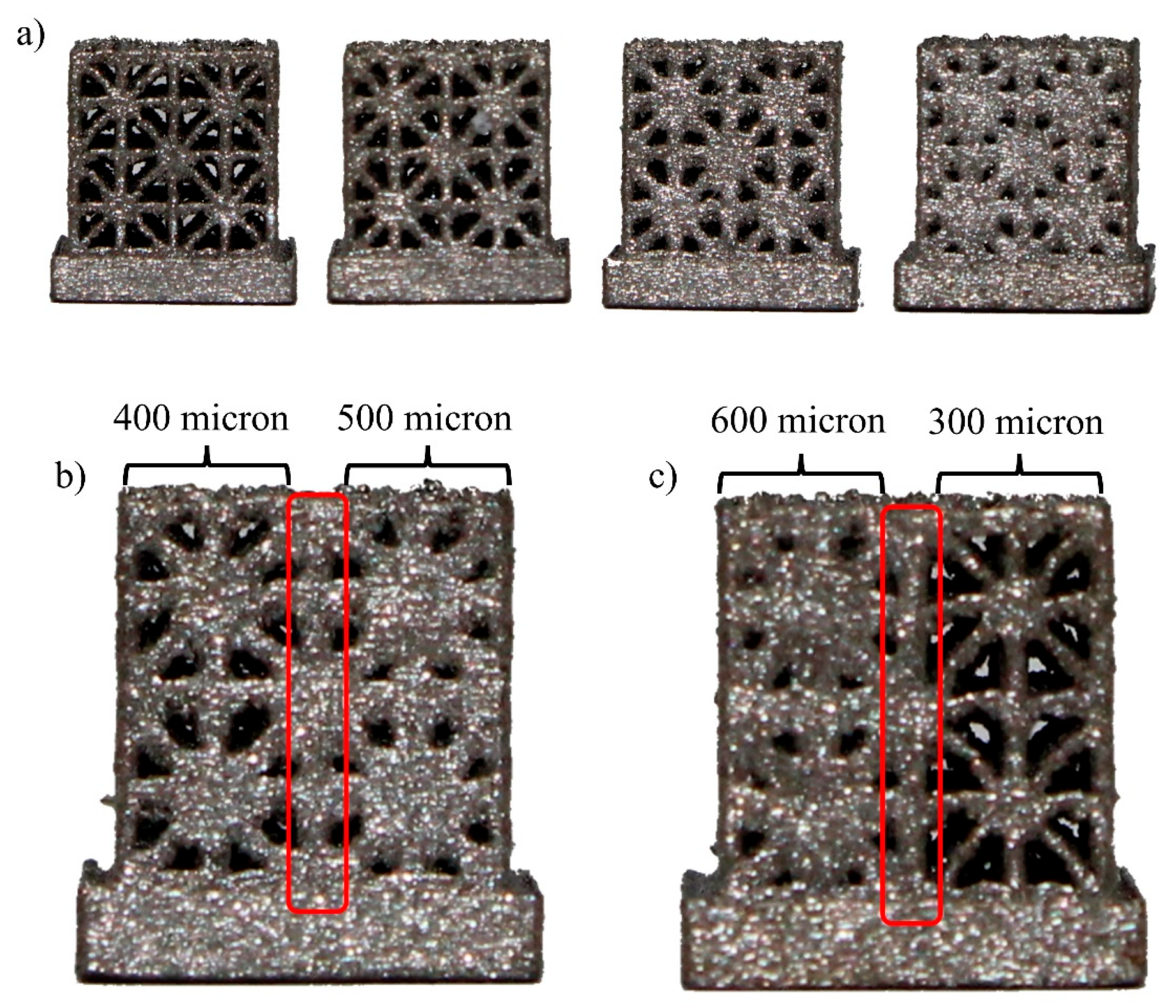
2.1.2. Compression Sample Design and Manufacturing
2.1.3. Experimental Testing and Data Processing
2.2. Micro-CT Imaging
Micro-CT Sample Design and Manufacturing
2.3. Micro-CT Procedure and 3D Reconstruction
2.4. Micro-CT Measurements
2.5. Statistical Analysis
3. Results
3.1. Mechanical Testing Results
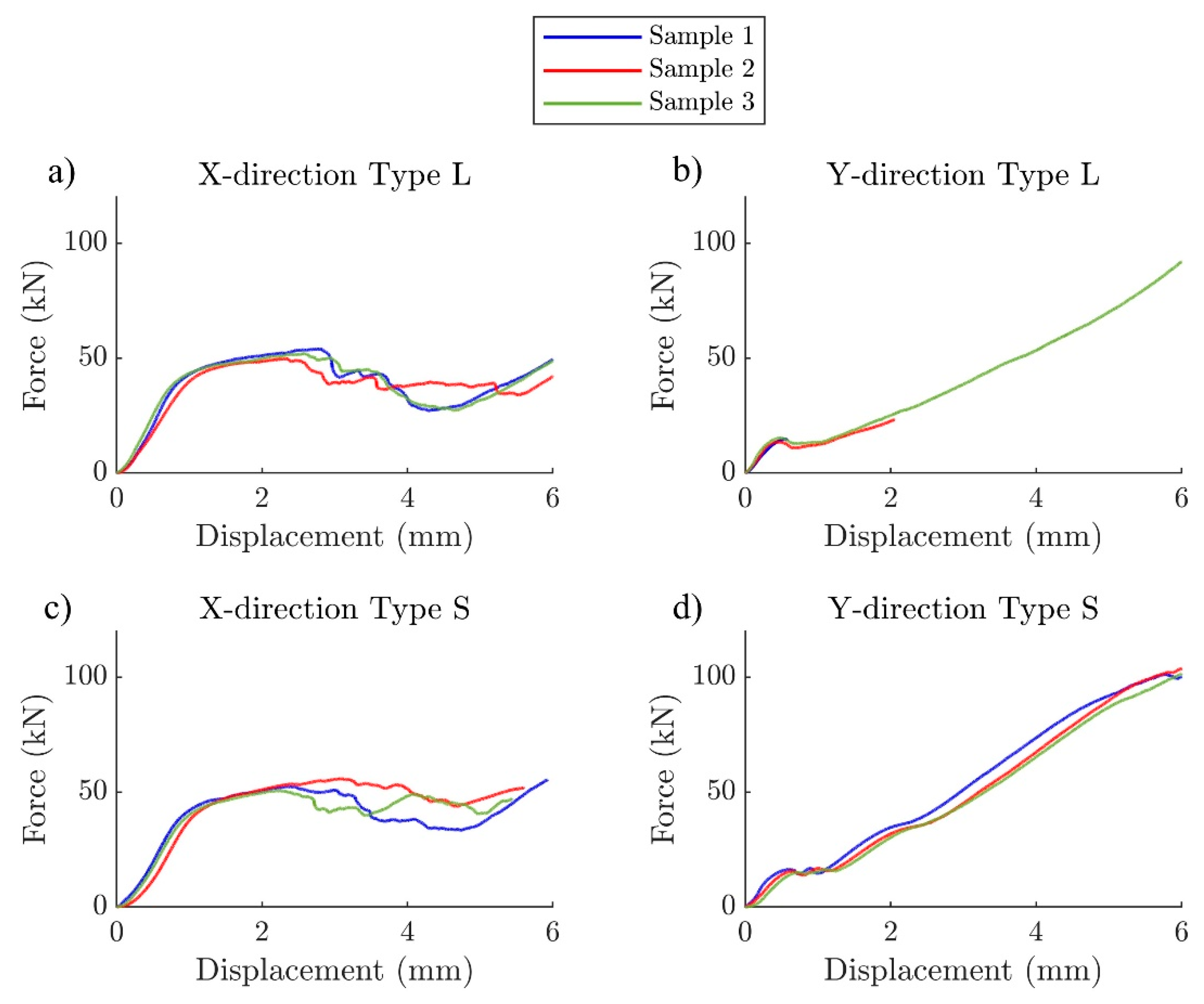
3.1.1. Force-Displacement Responses
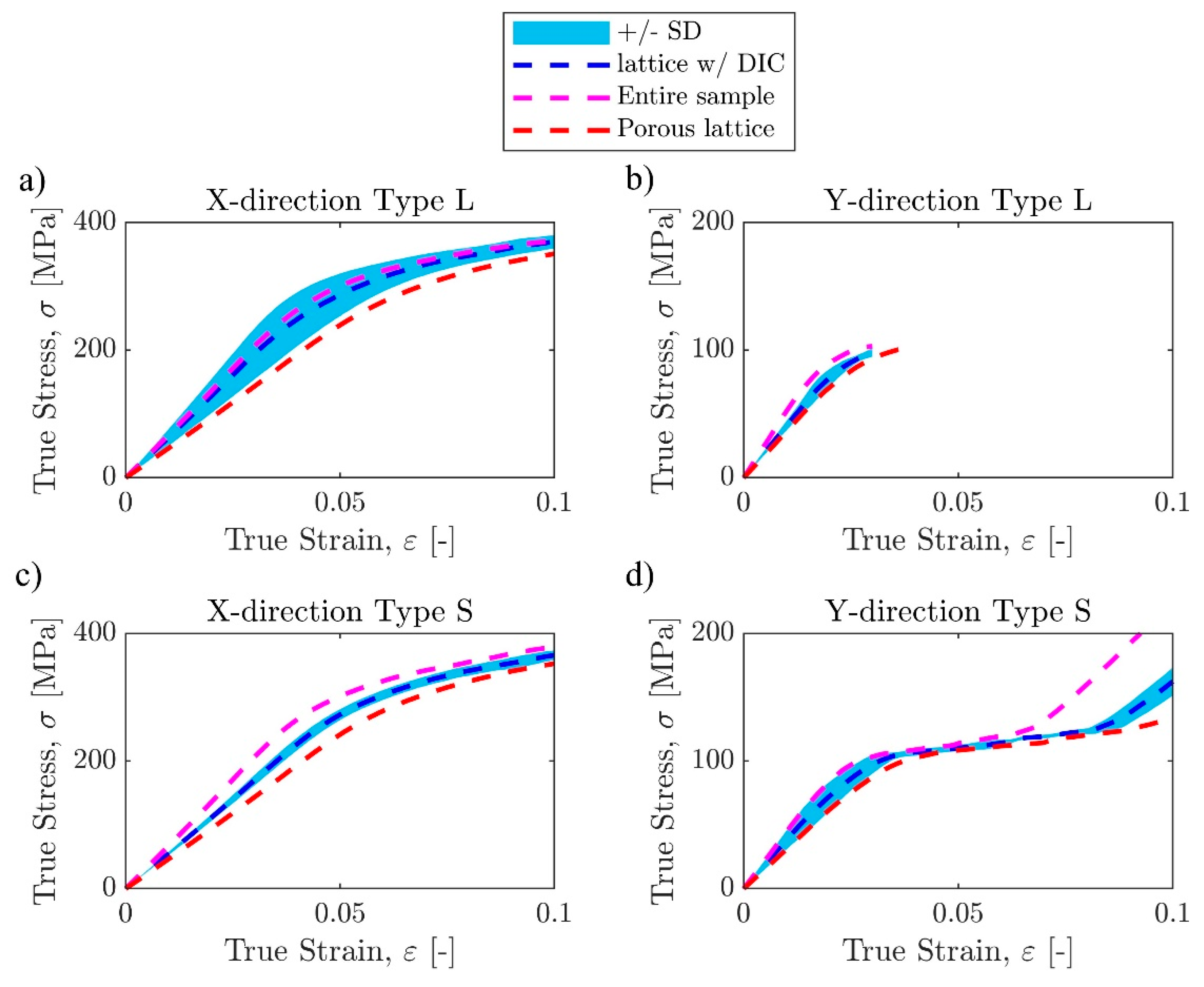
3.1.2. Stress–Strain Curves
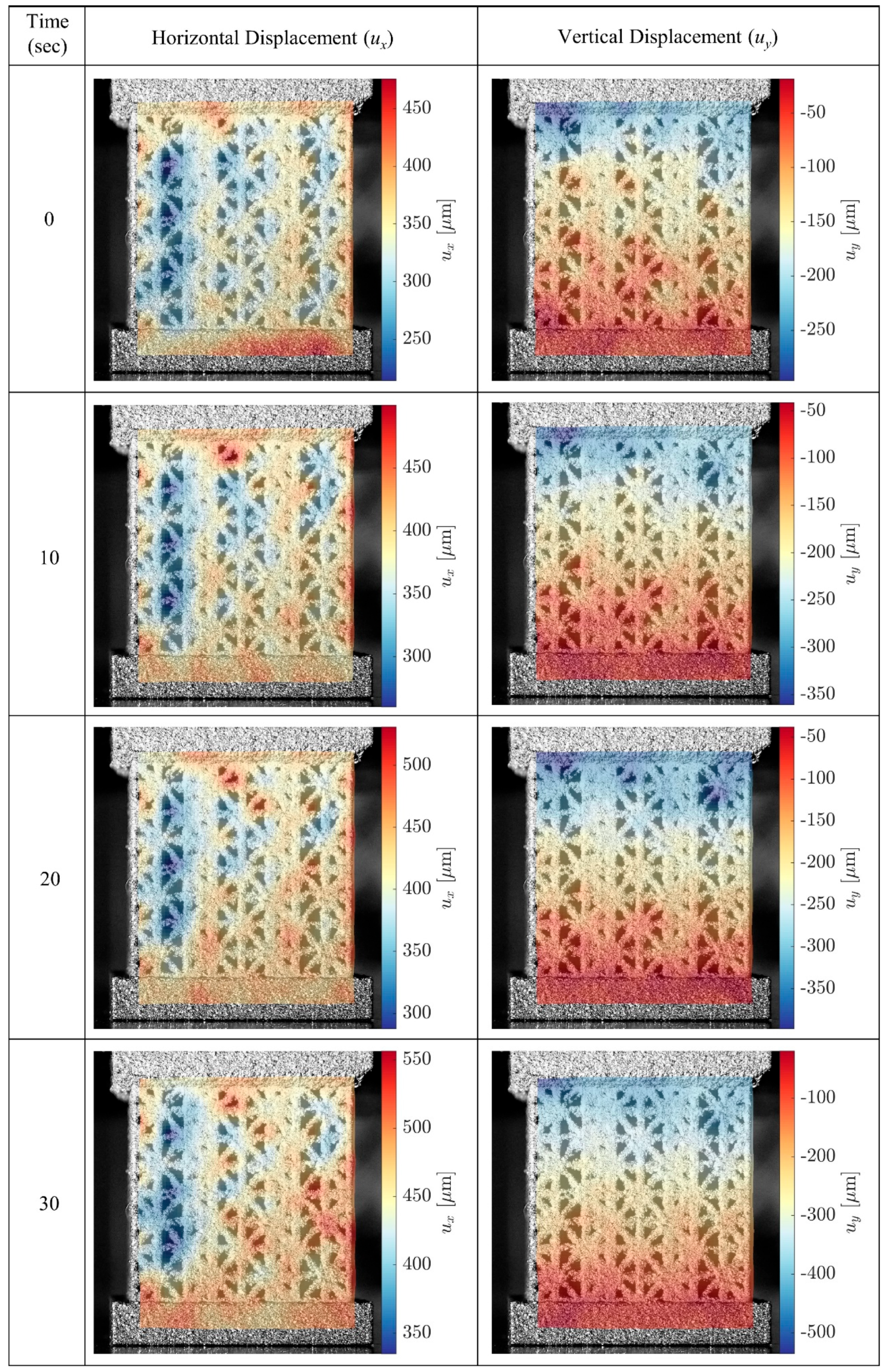
3.1.3. DIC Tracking Results
3.2. Energy Absorption Results
3.3. Micro-CT Results
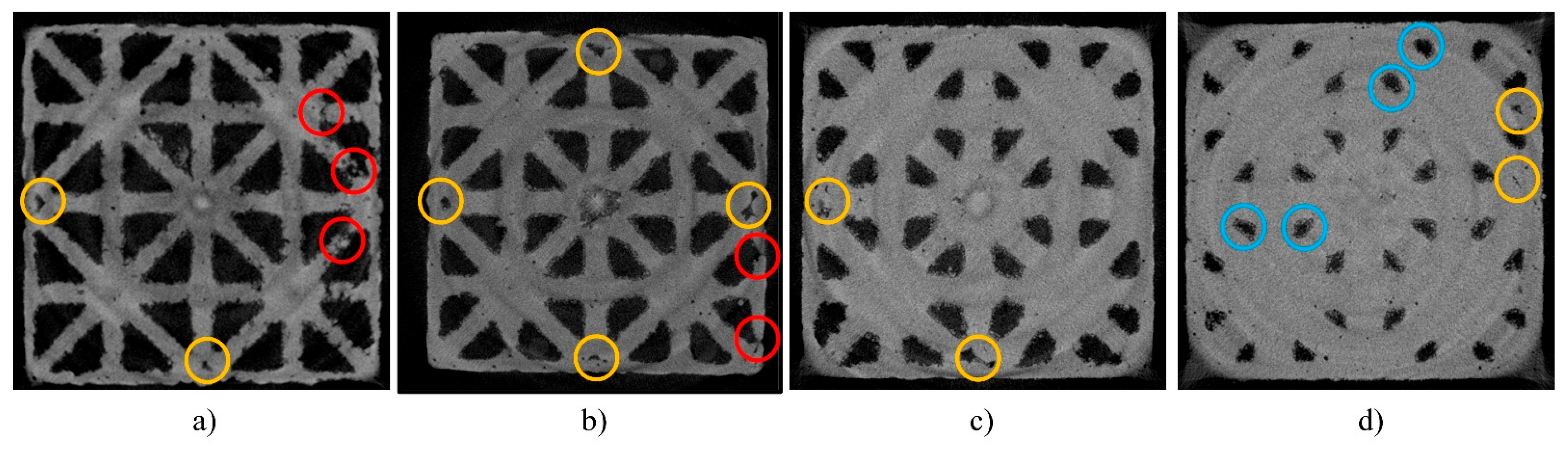
3.3.1. Additive Manufacturing Defects
3.3.2. Dimensional Accuracy Measurements
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Goel, A.; Anand, S. Design of Functionally Graded Lattice Structures using B-splines for Additive Manufacturing. Procedia Manuf. 2019, 34, 655–665. [Google Scholar] [CrossRef]
- Abdelaal, O.; Hengsbach, F.; Schaper, M.; Hoyer, K.-P. LPBF Manufactured Functionally Graded Lattice Structures Obtained by Graded Density and Hybrid Poisson’s Ratio. Materials 2022, 15, 4072. [Google Scholar] [CrossRef] [PubMed]
- Nomura, J.; Takezawa, A.; Zhang, H.; Kitamura, M. Design optimization of functionally graded lattice infill total hip arthroplasty stem for stress shielding reduction. Proc. Inst. Mech. Eng. H 2022, 236, 515–525. [Google Scholar] [CrossRef] [PubMed]
- Culmone, C.; Smit, G.; Breedveld, P. Additive manufacturing of medical instruments: A state-of-the-art review. Addit. Manuf. 2019, 27, 461–473. [Google Scholar] [CrossRef]
- Zadpoor, A.A.; Malda, J. Additive Manufacturing of Biomaterials, Tissues, and Organs. Ann. Biomed. Eng. 2017, 45, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Nematollahi, M.; Jahadakbar, A.; Mahtabi, M.J.; Elahinia, M. Additive Manufacturing (AM). Metals for Biomedical Devices; Elsevier: Amsterdam, The Netherlands, 2019; pp. 331–353. [Google Scholar] [CrossRef]
- Huss, J.M.; Lehman, M.; Erdman, A.G. Patient-Specific Stent Fabrication Using a Seven-Degree-Of-Freedom Additive Manufacturing System. Machines 2022, 10, 1144. [Google Scholar] [CrossRef]
- Wong, K.-C.; Scheinemann, P. Additive manufactured metallic implants for orthopaedic applications. Sci. China Mater. 2018, 61, 440–454. [Google Scholar] [CrossRef]
- Kharin, N.; Bolshakov, P.; Kuchumov, A.G. Numerical and Experimental Study of a Lattice Structure for Orthopedic Applications. Materials 2023, 16, 744. [Google Scholar] [CrossRef]
- Yang, L.; Li, Y.; Wu, S.; Chen, P.; Wu, H.; Su, J.; Wang, H.; Liu, J.; Yan, C.; Shi, Y. Tailorable and predictable mechanical responses of additive manufactured TPMS lattices with graded structures. Mater. Sci. Eng. A 2022, 843, 143109. [Google Scholar] [CrossRef]
- Zhou, D.; Gao, Y.; Lai, M.; Li, H.; Yuan, B.; Zhu, M. Fabrication of NiTi Shape Memory Alloys with Graded Porosity to Imitate Human Long-bone Structure. J. Bionic Eng. 2015, 12, 575–582. [Google Scholar] [CrossRef]
- Liao, B.; Xia, R.F.; Li, W.; Lu, D.; Jin, Z.M. 3D-Printed Ti6Al4V Scaffolds with Graded Triply Periodic Minimal Surface Structure for Bone Tissue Engineering. J. Mater. Eng. Perform. 2021, 30, 4993–5004. [Google Scholar] [CrossRef]
- Rho, J.-Y.; Roy, M.E.; Tsui, T.Y.; Pharr, G.M. Elastic properties of microstructural components of human bone tissue as measured by nanoindentation. J. Biomed. Mater. Res. 1999, 45, 48–54. [Google Scholar] [CrossRef]
- Tüzemen, M.Ç.; Salamcı, E.; Ünal, R. Additive manufacturing design approach to strut-based functionally graded porous structures for personalized implants. J. Manuf. Process. 2022, 84, 1526–1540. [Google Scholar] [CrossRef]
- Xu, Y.; Huang, G.; Li, T.; Tan, Y.; Bao, T. Compressive properties of Ti6Al4V Functionally Graded Lattice Structures via topology optimization design and selective laser melting fabrication. Mater. Sci. Eng. A 2022, 860, 144265. [Google Scholar] [CrossRef]
- Niinomi, M.; Nakai, M. Titanium-Based Biomaterials for Preventing Stress Shielding between Implant Devices and Bone. Int. J. Biomater. 2011, 2011, 836587. [Google Scholar] [CrossRef] [PubMed]
- Van Grunsven, W.; Hernandez-Nava, E.; Reilly, G.; Goodall, R. Fabrication and Mechanical Characterisation of Titanium Lattices with Graded Porosity. Metals 2014, 4, 401–409. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Effect of density and unit cell size grading on the stiffness and energy absorption of short fibre-reinforced functionally graded lattice structures. Addit. Manuf. 2020, 33, 101171. [Google Scholar] [CrossRef]
- Xiao, L.; Song, W. Additively-manufactured functionally graded Ti-6Al-4V lattice structures with high strength under static and dynamic loading: Experiments. Int. J. Impact Eng. 2018, 111, 255–272. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Lee, D.-W.; Rowshan, R.; Abu Al-Rub, R.K. Functionally graded and multi-morphology sheet TPMS lattices: Design, manufacturing, and mechanical properties. J. Mech. Behav. Biomed. Mater. 2020, 102, 103520. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Chen, X.; Sun, Y.; Yang, J.; Chen, R.; Xiong, Y.; Hou, W.; Bai, L. Design of a biomimetic graded TPMS scaffold with quantitatively adjustable pore size. Mater. Des. 2022, 218, 110665. [Google Scholar] [CrossRef]
- Feng, J.; Liu, B.; Lin, Z.; Fu, J. Isotropic octet-truss lattice structure design and anisotropy control strategies for implant application. Mater. Des. 2021, 203, 109595. [Google Scholar] [CrossRef]
- Telgen, B.; Sigmund, O.; Kochmann, D.M. Topology Optimization of Graded Truss Lattices Based on On-the-Fly Homogenization. J. Appl. Mech. 2022, 89, 061006. [Google Scholar] [CrossRef]
- Korshunova, N.; Alaimo, G.; Hosseini, S.B.; Carraturo, M.; Reali, A.; Niiranen, J.; Auricchio, F.; Rank, E.; Kollmannsberger, S. Bending behavior of octet-truss lattice structures: Modelling options, numerical characterization and experimental validation. Mater. Des. 2021, 205, 109693. [Google Scholar] [CrossRef]
- Liu, H.; Chen, L.; Jiang, H.; Duan, S.; Luo, S.; Wang, X. Data-driven design of graded composite lattice structures with multiple microstructure prototypes and materials. Compos. Struct. 2023, 305, 116485. [Google Scholar] [CrossRef]
- Wang, C.; Gu, X.; Zhu, J.; Zhou, H.; Li, S.; Zhang, W. Concurrent design of hierarchical structures with three-dimensional parameterized lattice microstructures for additive manufacturing. Struct. Multidiscip. Optim. 2020, 61, 869–894. [Google Scholar] [CrossRef]
- Cheng, C.; Dai, N.; Gu, W.; Xu, B.; Xu, J. Hierarchical Lattice Modeling Method with Gradient Functions. Mob. Inf. Syst. 2022, 2022, 1359472. [Google Scholar] [CrossRef]
- Gu, G.X.; Chen, C.-T.; Richmond, D.J.; Buehler, M.J. Bioinspired hierarchical composite design using machine learning: Simulation, additive manufacturing, and experiment. Mater. Horiz. 2018, 5, 939–945. [Google Scholar] [CrossRef]
- Liu, X.; Gao, L.; Xiao, M.; Zhang, Y. Kriging-assisted design of functionally graded cellular structures with smoothly-varying lattice unit cells. Comput. Methods Appl. Mech. Eng. 2022, 390, 114466. [Google Scholar] [CrossRef]
- Rodrigo, C.; Xu, S.; Durandet, Y.; Tran, P.; Ruan, D. Mechanical response of functionally graded lattices with different density grading strategies. Thin-Walled Struct. 2023, 192, 111132. [Google Scholar] [CrossRef]
- Trudel, E.; ElSayed, M.S.A. Penalization techniques for fatigue-based topology optimizations of structures with embedded functionally graded lattice materials. Int. J. Numer. Methods Eng. 2022, 123, 1991–2011. [Google Scholar] [CrossRef]
- Georges, H.; Meyer, G.; Mittelstedt, C.; Becker, W. 2D Elasticity solution for sandwich panels with functionally graded lattice cores. Compos. Struct. 2022, 300, 116045. [Google Scholar] [CrossRef]
- Baldwin, M.; Meisel, N.A.; Mccomb, C. A Data-Driven Approach for Multi-Lattice Transitions. In Proceedings of the Solid Freeform Fabrication 2022: 33rd Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 25–27 July 2022. [Google Scholar]
- Zhang, X.-Y.; Fang, G.; Leeflang, S.; Zadpoor, A.A.; Zhou, J. Topological design, permeability and mechanical behavior of additively manufactured functionally graded porous metallic biomaterials. Acta Biomater. 2019, 84, 437–452. [Google Scholar] [CrossRef] [PubMed]
- Khrapov, D.; Koptyug, A.; Manabaev, K.; Léonard, F.; Mishurova, T.; Bruno, G.; Cheneler, D.; Loza, K.; Epple, M.; Surmenev, R.; et al. The impact of post manufacturing treatment of functionally graded Ti6Al4V scaffolds on their surface morphology and mechanical strength. J. Mater. Res. Technol. 2020, 9, 1866–1881. [Google Scholar] [CrossRef]
- Xiong, Y.; Han, Z.; Qin, J.; Dong, L.; Zhang, H.; Wang, Y.; Chen, H.; Li, X. Effects of porosity gradient pattern on mechanical performance of additive manufactured Ti-6Al-4V functionally graded porous structure. Mater. Des. 2021, 208, 109911. [Google Scholar] [CrossRef]
- Wen, Z.; Li, M. Compressive Properties of Functionally Graded Bionic Bamboo Lattice Structures Fabricated by FDM. Materials 2021, 14, 4410. [Google Scholar] [CrossRef] [PubMed]
- Bai, L.; Gong, C.; Chen, X.; Sun, Y.; Xin, L.; Pu, H.; Peng, Y.; Luo, J. Mechanical properties and energy absorption capabilities of functionally graded lattice structures: Experiments and simulations. Int. J. Mech. Sci. 2020, 182, 105735. [Google Scholar] [CrossRef]
- Al-Saedi, D.S.J.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical properties and energy absorption capability of functionally graded F2BCC lattice fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Choy, S.Y.; Sun, C.-N.; Leong, K.F.; Wei, J. Compressive properties of functionally graded lattice structures manufactured by selective laser melting. Mater. Des. 2017, 131, 112–120. [Google Scholar] [CrossRef]
- Balci, A.; Aycan, M.F.; Usta, Y.; Demir, T. Seçimli Lazer Ergitme İle Ti6Al4V ELI Alaşımından Üretilen Trabeküler Metal Yapıların Basma Ve Basma-Kayma Dayanımlarının İncelenmesi. Politek. Derg. 2021, 24, 903–914. [Google Scholar] [CrossRef]
- Balcı, A.; Küçükaltun, F.; Aycan, M.F.; Usta, Y.; Demir, T. Reproducibility of Replicated Trabecular Bone Structures from Ti6Al4V Extralow Interstitials Powder by Selective Laser Melting. Arab. J. Sci. Eng. 2021, 46, 2527–2541. [Google Scholar] [CrossRef]
- Romano, S.; Abel, A.; Gumpinger, J.; Brandão, A.D.; Beretta, S. Quality control of AlSi10Mg produced by SLM: Metallography versus CT scans for critical defect size assessment. Addit. Manuf. 2019, 28, 394–405. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Mechanical Performance of Additively Manufactured Fiber-Reinforced Functionally Graded Lattices. JOM 2020, 72, 1292–1298. [Google Scholar] [CrossRef]
- Zhang, X.-Y.; Fang, G.; Xing, L.-L.; Liu, W.; Zhou, J. Effect of porosity variation strategy on the performance of functionally graded Ti-6Al-4V scaffolds for bone tissue engineering. Mater. Des. 2018, 157, 523–538. [Google Scholar] [CrossRef]
- Shi, J.; Akbarzadeh, A.H. 3D Hierarchical lattice ferroelectric metamaterials. Int. J. Eng. Sci. 2020, 149, 103247. [Google Scholar] [CrossRef]
- Yang, J.; Bhattacharya, K. Augmented Lagrangian Digital Image Correlation. Exp. Mech. 2019, 59, 187–205. [Google Scholar] [CrossRef]
- Tan, P.J.; Reid, S.R.; Harrigan, J.J.; Zou, Z.; Li, S. Dynamic compressive strength properties of aluminium foams. Part. I—Experimental data and observations. J. Mech. Phys. Solids 2005, 53, 2174–2205. [Google Scholar] [CrossRef]
- Li, Q.M.; Magkiriadis, I.; Harrigan, J.J. Compressive Strain at the Onset of Densification of Cellular Solids. J. Cell. Plast. 2006, 42, 371–392. [Google Scholar] [CrossRef]
- Peter Hammer. Marching Cubes. MATLAB Central File Exchange. 2023. Available online: https://www.mathworks.com/matlabcentral/fileexchange/32506-marching-cubes (accessed on 9 September 2023).
- Ye, J.; Babazadeh-Naseri, A.; Fregly, B.J.; Higgs III, C.F. Experimental Evaluation of Hierarchial Functionally Graded Lattices Using Digital Image Correlation and Micro-CT. In Proceedings of the Solid Freeform Fabrication 2023: 34th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 14–16 August 2023. [Google Scholar]
- Tran, B.; Fisher, K.A.; Wang, J.; Divin, C.; Balensiefer, G.J.; Townsend, A.P. Resonant ultrasound spectroscopy measurement and modeling of additively manufactured octet truss lattice cubes. NDT E Int. 2023, 138, 102870. [Google Scholar] [CrossRef]
- Moridi, A.; Demir, A.G.; Caprio, L.; Hart, A.J.; Previtali, B.; Colosimo, B.M. Deformation and failure mechanisms of Ti–6Al–4V as built by selective laser melting. Mater. Sci. Eng. A 2019, 768, 138456. [Google Scholar] [CrossRef]
- Timercan, A.; Terriault, P.; Brailovski, V. Axial tension/compression and torsional loading of diamond and gyroid lattice structures for biomedical implants: Simulation and experiment. Mater. Des. 2023, 225, 111585. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, X.; Sun, L.; Hu, Q.; Li, N. Optimisation of Selective Laser Melted Ti6Al4V Functionally Graded Lattice Structures Accounting for Structural Safety. Materials 2022, 15, 9072. [Google Scholar] [CrossRef]
- Wally, Z.J.; Haque, A.M.; Feteira, A.; Claeyssens, F.; Goodall, R.; Reilly, G.C. Selective laser melting processed Ti6Al4V lattices with graded porosities for dental applications. J. Mech. Behav. Biomed. Mater. 2019, 90, 20–29. [Google Scholar] [CrossRef]
- Maskery, I.; Hussey, A.; Panesar, A.; Aremu, A.; Tuck, C.; Ashcroft, I.; Hague, R. An investigation into reinforced and functionally graded lattice structures. J. Cell. Plast. 2017, 53, 151–165. [Google Scholar] [CrossRef]
- Pilgar, C.M.; Fernandez, A.M.; Lucarini, S.; Segurado, J. Effect of printing direction and thickness on the mechanical behavior of SLM fabricated Hastelloy-X. Int. J. Plast. 2022, 153, 103250. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Linear (L) Grading | Sharp (S) Grading | |
|---|---|---|
| 100-Micron | 200-Micron | 300-Micron |
 |  |  |
 |  | |
 | ||
| Grading Type (Loading Direction) | Sample Number | Et,1 [GPa] | Et,2 [GPa] | Et,DIC [GPa] | σY,1 [MPa] | σY,2 [MPa] | σY,DIC [MPa] | εY,1 [-] | εY,2 [-] | εY,DIC [-] |
|---|---|---|---|---|---|---|---|---|---|---|
| Type L (X-dir) | 1 | 7.66 | 5.30 | 6.84 | 275.5 | 282.9 | 281.4 | 0.039 | 0.056 | 0.043 |
| 2 | 5.82 | 4.03 | 4.48 | 297.4 | 312.5 | 307.1 | 0.053 | 0.079 | 0.066 | |
| 3 | 6.56 | 4.53 | 7.14 | 290.8 | 301.1 | 282.8 | 0.046 | 0.068 | 0.041 | |
| Average (SD) | 6.68 (0.92) | 4.618 (0.64) | 6.15 (1.46) | 287.9 (14.9) | 298.9 (14.9) | 290.4 (14.4) | 0.046 (0.0071) | 0.068 (0.011) | 0.050 (0.014) | |
| Type L (Y-dir) | 1 | 4.99 | 3.45 | 3.85 | 81.9 | 77.7 | 81.0 | 0.018 | 0.025 | 0.023 |
| 2 | 6.05 | 4.18 | 4.46 | 88.4 | 87.5 | 89.8 | 0.016 | 0.022 | 0.022 | |
| 3 | 4.56 | 3.19 | 3.80 | 101.1 | 100.1 | 97.9 | 0.024 | 0.033 | 0.027 | |
| Average (SD) | 5.21 (0.76) | 3.61 (0.50) | 4.04 (0.36) | 90.4 (9.7) | 88.4 (11.1) | 89.6 (8.4) | 0.019 (0.004) | 0.027 (0.0056) | 0.024 (0.0031) | |
| Type S (X-dir) | 1 | 6.80 | 4.76 | 5.72 | 288.6 | 297.9 | 290.4 | 0.044 | 0.064 | 0.052 |
| 2 | 6.57 | 4.54 | 5.35 | 291.1 | 301.8 | 297.6 | 0.046 | 0.068 | 0.057 | |
| 3 | 6.48 | 4.48 | 5.23 | 280.0 | 289.5 | 285.6 | 0.045 | 0.066 | 0.056 | |
| Average (SD) | 6.62 (0.16) | 4.60 (0.14) | 5.43 (0.25) | 286.5 (5.8) | 296.4 (6.3) | 291.2 (6.0) | 0.045 (0.0009) | 0.066 (0.0019) | 0.055 (0.0025) | |
| Type S (Y-dir) | 1 | 5.57 | 3.89 | 4.59 | 92.9 | 91.4 | 88.7 | 0.018 | 0.025 | 0.021 |
| 2 | 4.04 | 2.79 | 3.16 | 102.1 | 102.2 | 103.2 | 0.027 | 0.038 | 0.034 | |
| 3 | 3.58 | 2.47 | 3.54 | 100.3 | 101.2 | 78.5 | 0.030 | 0.042 | 0.024 | |
| Average (SD) | 4.40 (1.04) | 3.06 (0.74) | 3.76 (0.74) | 98.5 (4.8) | 98.3 (5.9) | 90.1 (12.4) | 0.025 (0.0059) | 0.035 (0.009) | 0.026 (0.007) | |
| U-300 | U-400 | U-500 | U-600 | L-300~400 | L-400~500 | L-500~600 | S-300~600 | |
|---|---|---|---|---|---|---|---|---|
| Design Ast (mm2) | 0.071 | 0.126 | 0.196 | 0.283 | 0.098 | 0.161 | 0.240 | 0.177 |
| Average (SD) Measured Ast (mm2) | 0.099 (0.084) | 0.177 (0.0068) | 0.261 (0.0177) | 0.358 (0.1267) | 0.146 (0.0028) | 0.232 (0.0063) | 0.370 (0.0011) | 0.200 (0.0308) |
| Sample Size (n struts) | 9 | 9 | 9 | 8 | 3 | 3 | 2 | 2 |
| Oversize Percentage | 40.49% | 40.50% | 32.70% | 26.64% | 48.92% | 44.28% | 54.52% | 12.95% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, J.; Babazadeh-Naseri, A.; Higgs III, C.F.; Fregly, B.J. Experimental Evaluation of the Effects of Discrete-Grading-Induced Discontinuities on the Material Properties of Functionally Graded Ti-6Al-4V Lattices. Materials 2024, 17, 822. https://doi.org/10.3390/ma17040822
Ye J, Babazadeh-Naseri A, Higgs III CF, Fregly BJ. Experimental Evaluation of the Effects of Discrete-Grading-Induced Discontinuities on the Material Properties of Functionally Graded Ti-6Al-4V Lattices. Materials. 2024; 17(4):822. https://doi.org/10.3390/ma17040822
Chicago/Turabian StyleYe, Junyang, Ata Babazadeh-Naseri, C. Fred Higgs III, and Benjamin J. Fregly. 2024. "Experimental Evaluation of the Effects of Discrete-Grading-Induced Discontinuities on the Material Properties of Functionally Graded Ti-6Al-4V Lattices" Materials 17, no. 4: 822. https://doi.org/10.3390/ma17040822