1. Introduction
The internal combustion (IC) engine manufacturing industry plays a vital role in achieving green development and double-carbon targets [
1]. Improving thermal efficiency is crucial to reducing carbon emissions from IC engines. However, a substantial increase in thermal efficiency can significantly increase the engine’s burst pressure, leading to serious deterioration of the lubrication environment. As a key component of the IC engine, the cylinder liner can be severely worn when it directly interacts with elevated temperatures, high-pressure gas, and the rapid movement of the piston. Therefore, excellent mechanical properties of cylinder liners are essential to withstand harsh environments, such as high hardness, exceptional tensile strength, and good wear resistance [
2]. The cylinder liners are manufactured by centrifugal casting and subsequently undergo heat treatment. Heat treatment greatly affects the liners’ microstructures and mechanical properties; therefore, studying heat treatment parameters is decisive for developing high-performance cylinder liners and improving the reliability and service life of IC engines [
3].
Gray-cast iron is widely used in the manufacturing of cylinder liners [
4]. However, its properties do not meet the high-performance requirements of modern IC engines. Numerous studies have been reported on improving the performance indicators of gray cast iron. For instance, researchers have proposed using composite materials [
5,
6] and applying surface modification technologies [
7,
8,
9,
10,
11,
12] to enhance the mechanical properties and wear resistance of cylinder liners. However, cylinder liner materials such as boron alloy cast iron, high-phosphorus cast iron, and vanadium–titanium cast iron have higher wear rates [
13], lower strength, and lesser wear resistance [
14] due to the increased spacing between pearlite structures in cast iron. The tensile strength of these materials is low, with σ
b ranging from 200 MPa to 300 MPa and hardness from 210 HB to 260 HB. These values do not meet the high burst pressure requirements of modern IC engines. Therefore, the research and development of new cylinder liner materials are essential to meet high-standard emission requirements. In this perspective, as-cast bainite is a good substitute due to its high mechanical properties and wear resistance [
15]. Substantial research has been conducted on obtaining bainite microstructures.
Adding various alloying elements can improve the mechanical properties of gray cast iron while satisfying the requirements of harsh working conditions [
16,
17,
18,
19]. For instance, Zhou et al. [
20] found that adding copper helps obtain austenite and bainite microstructures through a three-step heat treatment process, improving the material’s yield and tensile strength. Shantanu and Kuldeep [
21] studied the effects of molybdenum and copper in gray cast iron on mechanical properties. They found that by increasing the proportions of molybdenum and copper in gray cast iron, the material’s tensile strength and hardness increased, and impact energy decreased. Jose et al. [
22] studied the effect of different nickel contents on bainite and found that nickel slowed down the transformation kinetics of pearlite and ferrite phases, favoring the formation of martensite and bainite. Numerous studies have shown that obtaining bainite through alloying improved the austempering process, thereby obtaining the bainite’s matrix microstructures and improving its mechanical properties. Krzysztof et al. [
23] proposed a heat treatment of the medium carbon steel surface containing 20%, 40%, and 100% bainite transformation by combining bainitization and quenching partitioning processes. Their study showed that the quenching treatment can form multiphase microstructures comprising nano-bainite, ultrafine martensite, and retained austenite, thereby improving the material’s hardness and wear resistance. Bakhtiari and Ekrami [
24] investigated high-bainitic dual-phase steel and obtained different bainite morphologies by changing the austempering temperature. They found that the samples’ yield strength, tensile strength, and hardness quenched at 450 °C increased due to the formation of finer bainite microstructures. Li et al. [
25] proposed an austempering treatment process to obtain the mixed microstructures of bainite, martensite, and retained austenite. The evolution of bainite microstructures and its properties under different quenching parameters were studied. Their study revealed that the material’s tensile strength, toughness, and work hardening rate increased with the increased volume fraction of bainite. These studies imply that adding appropriate alloying elements and adjusting heat treatment parameters to obtain bainite microstructures can effectively improve the mechanical properties of cylinder liners. Sarkar et al. [
26] used the salt bath isothermal quenching method for heat treatment of copper-alloyed gray cast iron to obtain bainitic cast iron microstructures. The results showed that the hardness and tensile strength of bainitic gray cast iron increased and decreased with the extension of isothermal hold time up to 60 min. With increasing isothermal holding temperature, the hardness and tensile strength of the alloy decreased. Hsu et al. [
27] used isothermal quenching heat treatment to obtain bainite structures. It was shown that the hardness values of the heat-treated bainitic gray cast iron were increased compared to the as-cast microstructures. While the previous studies revealed the effect of isothermal quenching parameters on the bainite microstructures and mechanical properties, there remains a challenge to find a suitable method for industrial production of bainitic cylinder liners.
In this study, a new cylinder liner was manufactured by a centrifugal casting process in industrial conditions, incorporating low levels of molybdenum, copper, and chromium into gray cast iron. A heat treatment process was designed to obtain the bainite microstructures. The effects of air-cooling rate, insulation, and tempering on the microstructures of cylinder liners were studied. Experiments were conducted to evaluate liners’ hardness, tensile strength, and wear resistance under different heat treatment parameters. The optimal heat treatment parameters of the cylinder liner were determined through a comprehensive evaluation of their microstructures and performance, including a 14.5–23.3 °C/s air cooling rate and a 480–520 °C tempering temperature. This study provides a theoretical foundation for obtaining cylinder liners with bainite microstructures and excellent mechanical properties.
2. Materials and Methods
The chemical composition of cast iron studied in this work is presented in
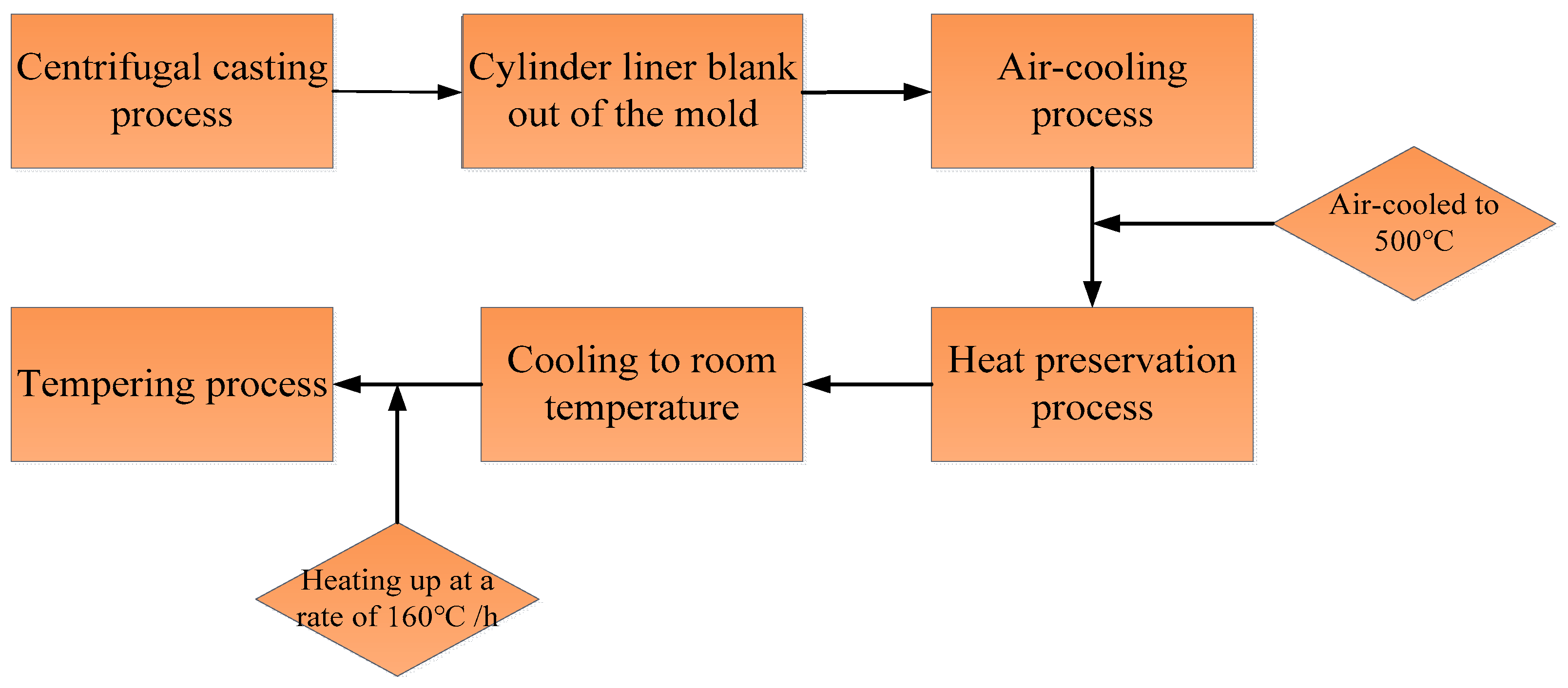
Table 1. The alloying elements of molybdenum, copper, and chromium were added into the cast iron to improve the properties of corrosion and wear resistance of cylinder liners. The fabrication process of cylinder liners includes the centrifugal casting process and subsequent heat treatment, as illustrated in
Figure 1.
Figure 2 exhibits the centrifugal casting process of cylinder liners. The material was melted in a 500 kg medium-frequency induction furnace, and subsequently shaped into cylinder liners using an automated horizontal centrifugal casting machine, the ZNJZ-8 (Jinan Intelligent Technology Ltd., Jinan, China). The ironing temperature ranged from 1480 °C to 1520 °C, the casting temperature ranged from 1420 °C to 1450 °C, and the out-mold temperature ranged from 850 °C to 890 °C. It is noted that the temperature of the billet after being removed from the mold depends on the cooling time in actual production [
28,
29]. Previous study has shown that the incoming water time has a great effect on the graphite morphology of cylinder liners, which often have A-type graphite, with fatigue resistance and fewer dendritic aggregation [
30], as shown in
Table 2. Therefore, experimental results of the effect of incoming water time of 15 s and 20 s, exchanging time of 25 s, 30 s, and 35 s, and reduction time of 30 s, 40 s, and 50 s on the mold-out temperature are shown in
Table 3. To austenitize the casting and increase productivity, an incoming time of 15 s, exchanging time of 35 s, and a reduction time within the range of 30–50 s were employed. According to the fabrication process depicted in
Figure 1, the cylinder liners, after being ejected from the mold, were rapidly cooled to 500 °C using compressed air, and then placed in a holding tank for heat preservation. The temperature of the heat preservation box was maintained within a temperature range of 320–400 °C for 90 min. Subsequently, the cylinder liner blanks were removed and cooled to room temperature.
It is worth noting that the air-cooling rate, heat preservation process, and tempering temperatures have an important effect on the microstructures and properties of cylinder liners. In this work, eight cylinder liners were fabricated using a centrifugal casting process to investigate the influence of air-cooling rate on the microstructures and properties. The air-cooling rates were 11.6 °C/s, 12.9 °C/s, 14.5 °C/s, 16.6 °C/s, 19.4 °C/s, and 23.3 °C/s to test. Fourteen specimens with a size of 20 mm × 25 mm × 10.7 mm were separated from each cylinder liner, as illustrated in
Figure 3a. These specimens were prepared for tempering treatment. Each specimen was individually heated at a rate of 160 °C/h to temperatures of 250 °C, 300 °C, 350 °C, 400 °C, 450 °C, 500 °C, and 550 °C, respectively. They were then held at each temperature for a duration of 2 h before being cooled down to 200 °C in the furnace and subsequently gradually cooled to room temperature.
An optical metallographic microscope (Leica’s DM2500M, Wetzlar, Germany) and scanning electron microscope EVO18 (SEM with Tungsten Filament, Zeiss, Jena, Germany) were applied to explore the influence of air-cooling parameters, isothermal transformation, and tempering temperatures on the microstructures of the cylinder liners. Moreover, the microstructure composition of the cylinder liners was analyzed using Leica’s metallurgical microscope DM2500M with analysis software Profound iron&Steel, version 8.1 of the metallographic image analysis system. Tensile tests, hardness tests, and wear resistance tests were employed to investigate the influence of air-cooling parameters and tempering temperature on the properties of cylinder liners. Tensile tests were conducted at a room temperature using a WDW-300 KN testing machine (Wintime Machinery Co., Ltd., Guilin, China). The standard tensile specimens were machined according to GB/T228.1-2010 [
31], as depicted in
Figure 3b. Hardness tests were performed using a TH608 Brinell hardness tester (Beijing TIME High Technology Ltd., Beijing, China). Wear resistance tests were carried out on the UMT-3 wear testing machine (BRUKER, Billerica, MA, USA). A schematic illustration and the testing machine used in the wear tests are shown in
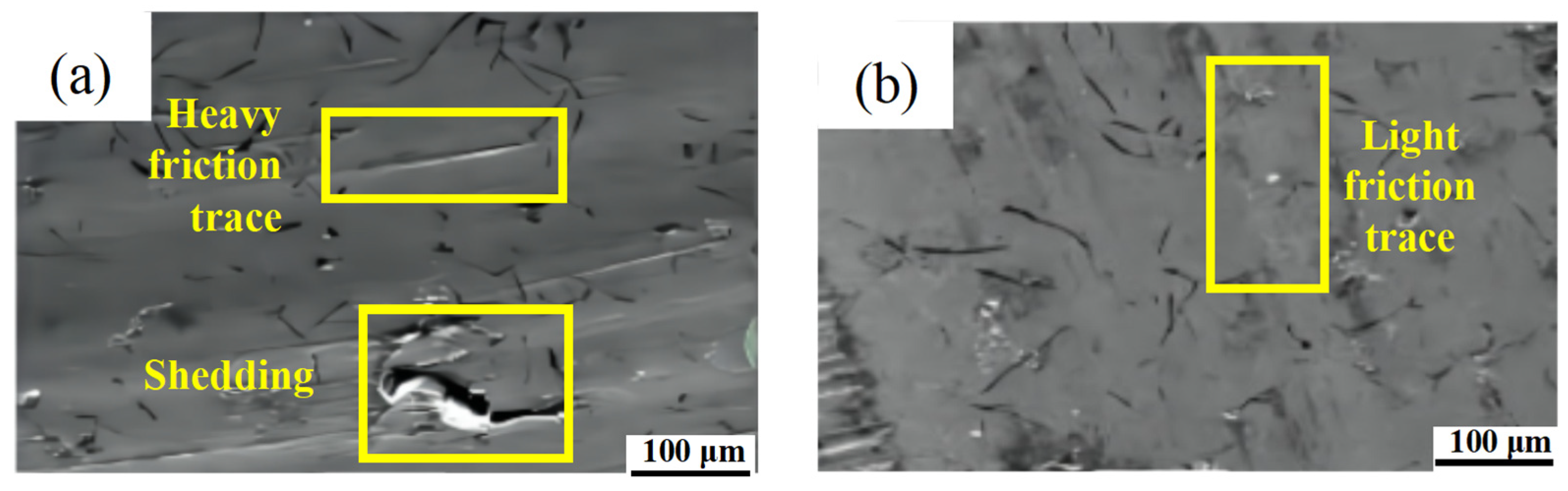
Figure 4a,b, respectively. The heat-treated specimens were subjected to wear resistance tests under the following conditions: lubricant temperature of 50 °C, host speed of 350 r/min, and an applied load of 20 kg for 4 h. The wear resistance of cylinder liners was evaluated through the wear loss and wear morphologies on the surface of specimens.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}