
Investigation on Creep Deformation and Age Strengthening Behavior of 304 Stainless Steel under High Stress Levels
 , ,
, ,
Abstract
:1. Introduction
2. Experimental
2.1. Material
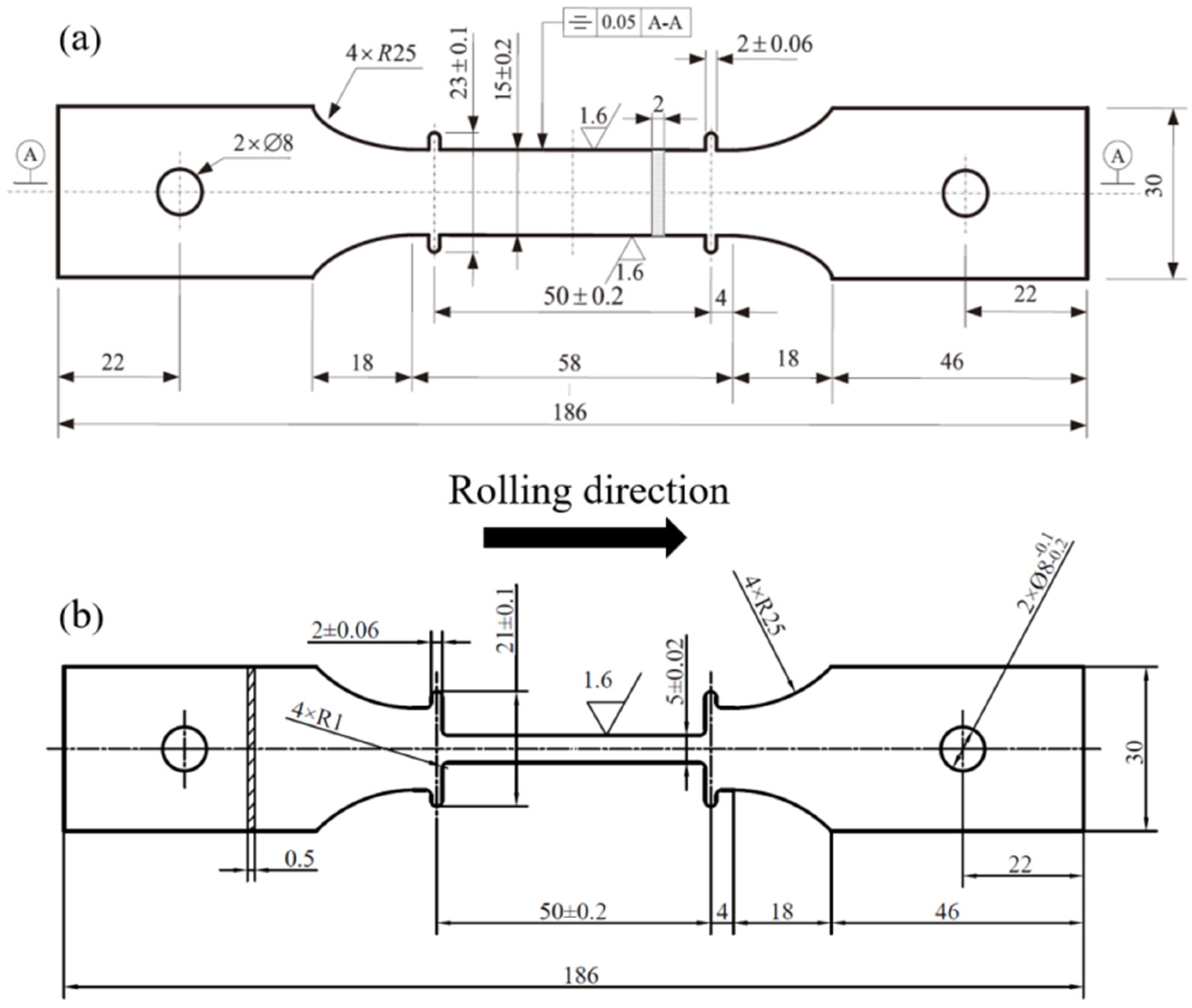
2.2. Experimental Procedure
3. Results and Discussion
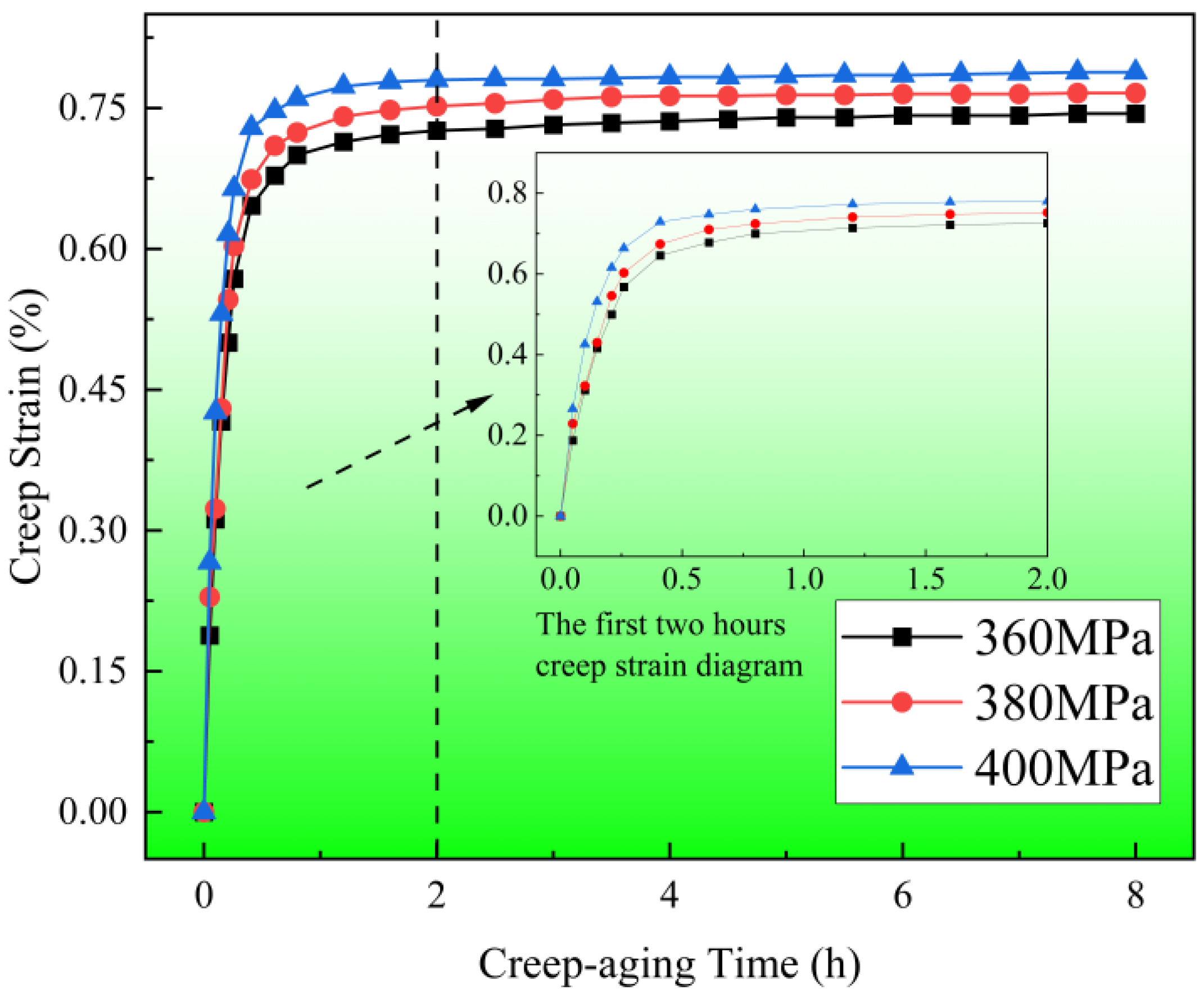
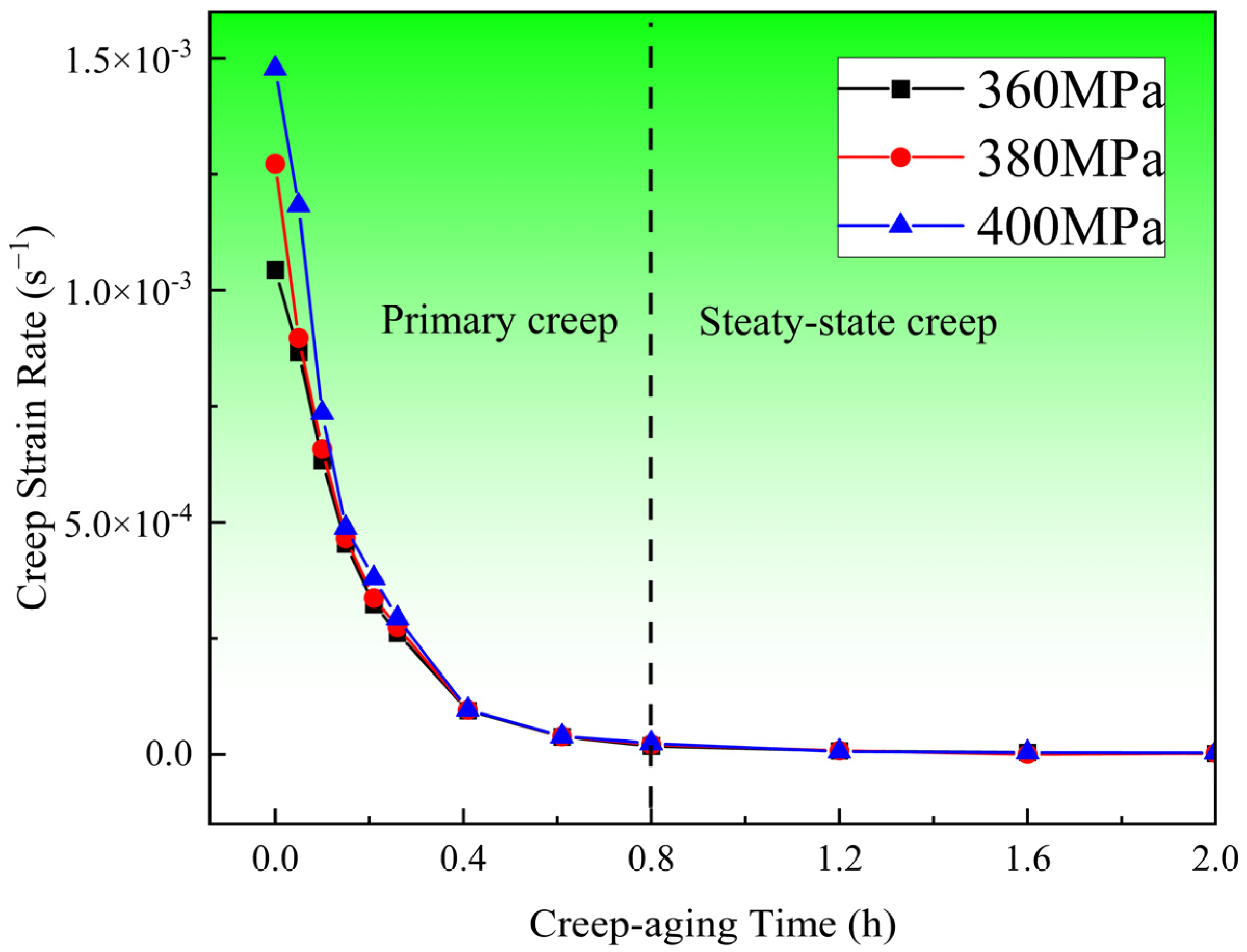
3.1. Creep Deformation Behavior
3.2. Mechanical Properties
3.3. XRD Phase Analysis
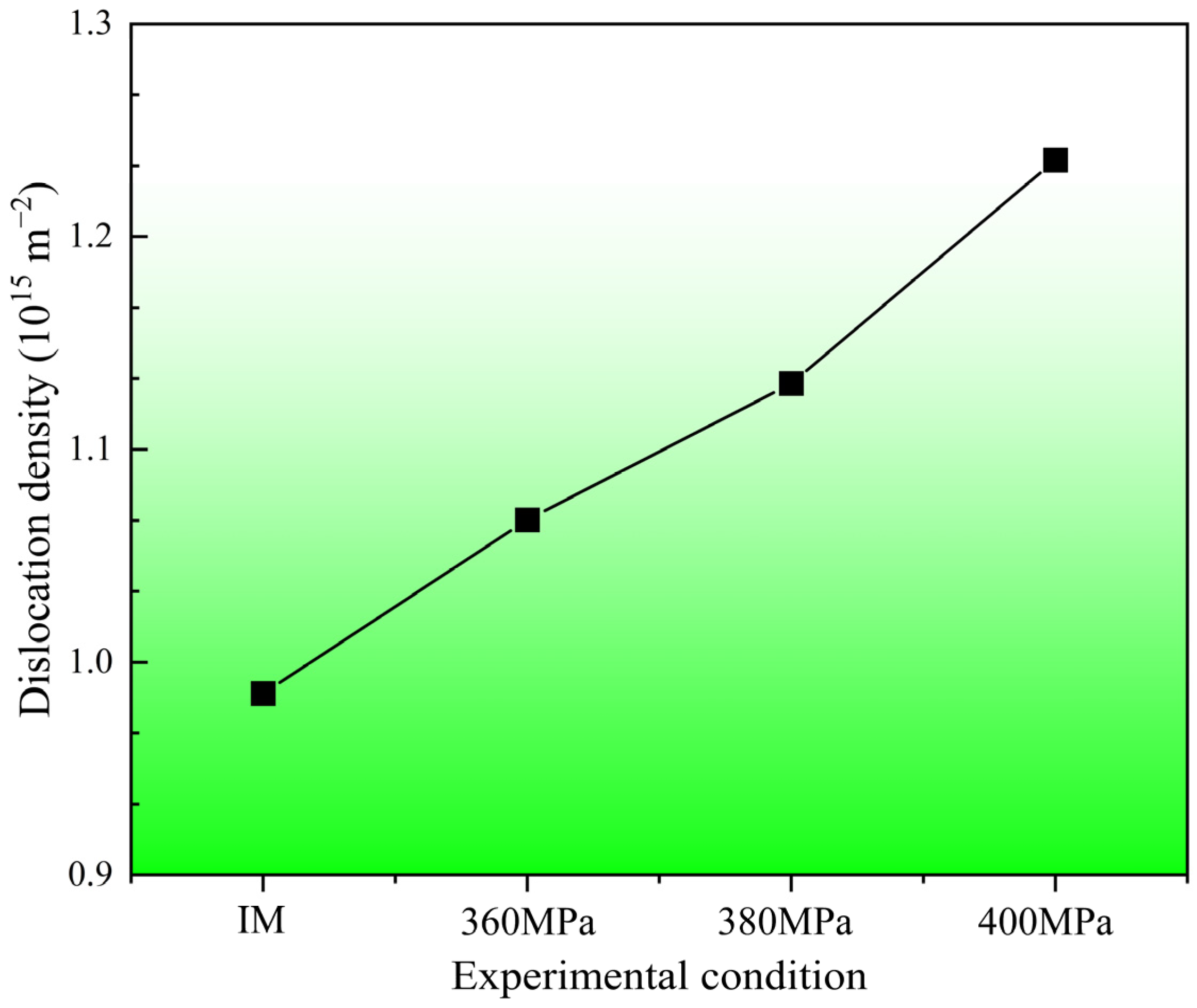
3.4. Dislocation Density Evolution
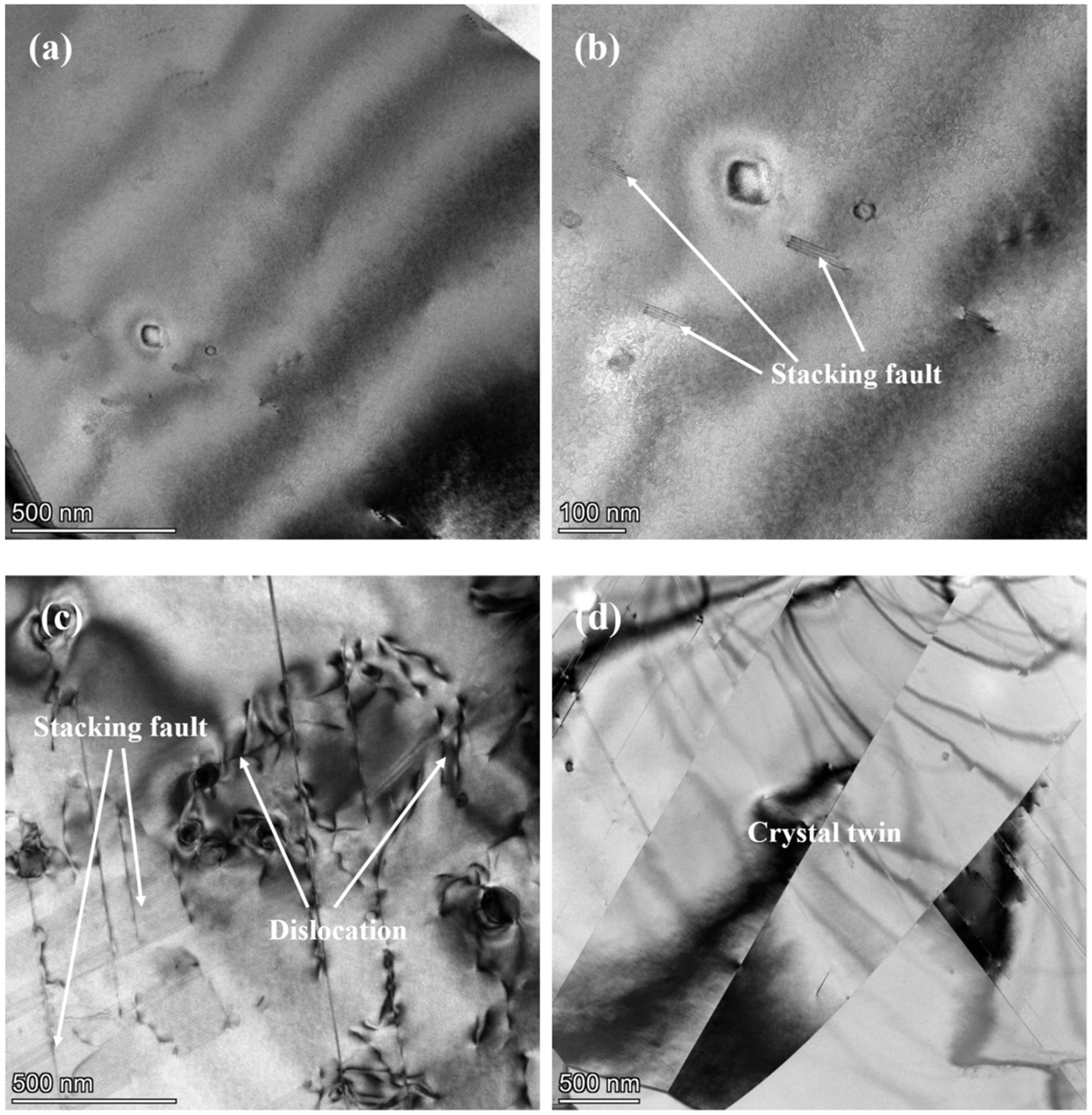
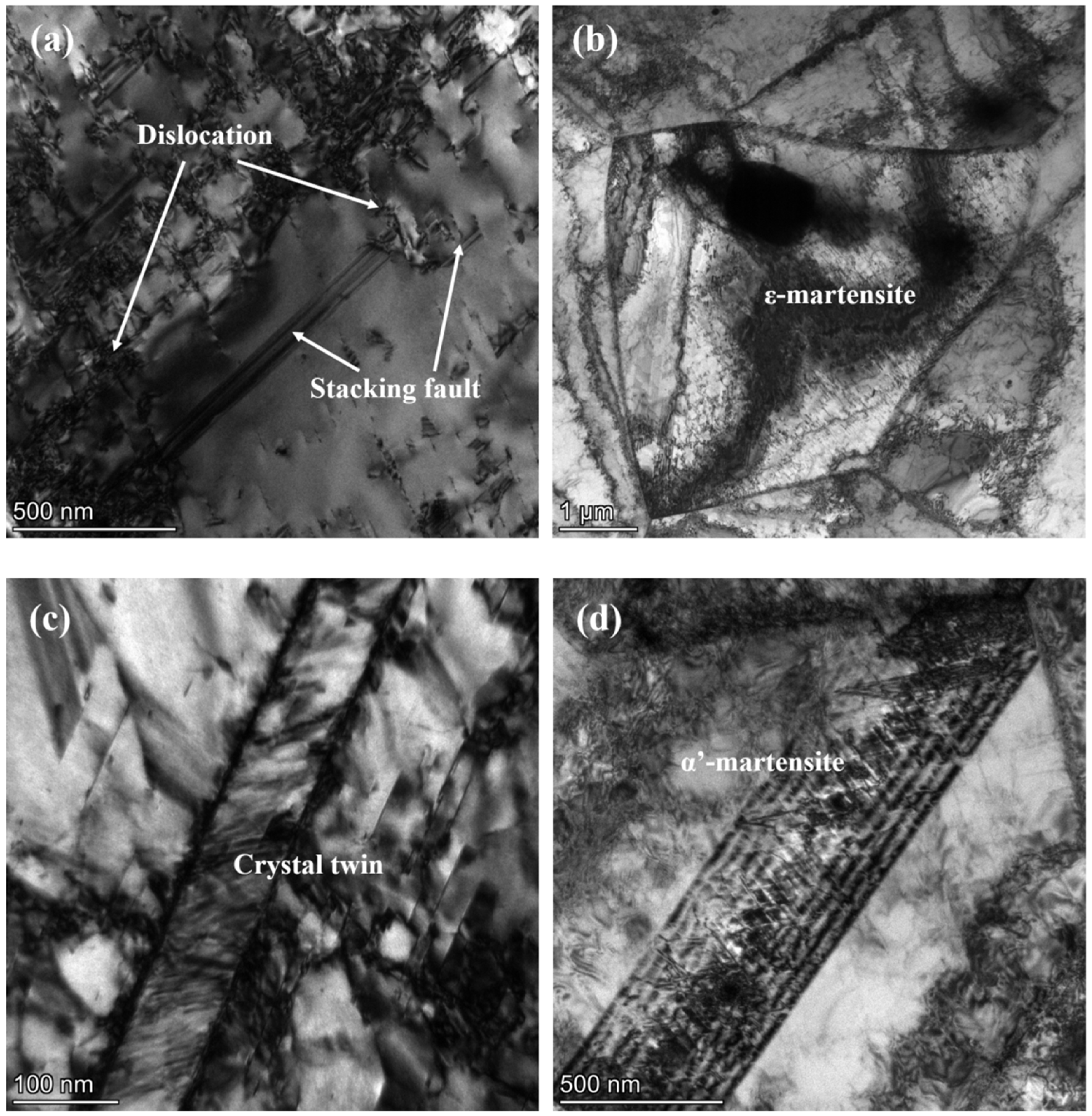
3.5. Microstructure Characteristics
4. Constitutive Modeling
4.1. Dislocation Density
4.2. Creep Aging Constitutive Model
5. Conclusions
- (1)
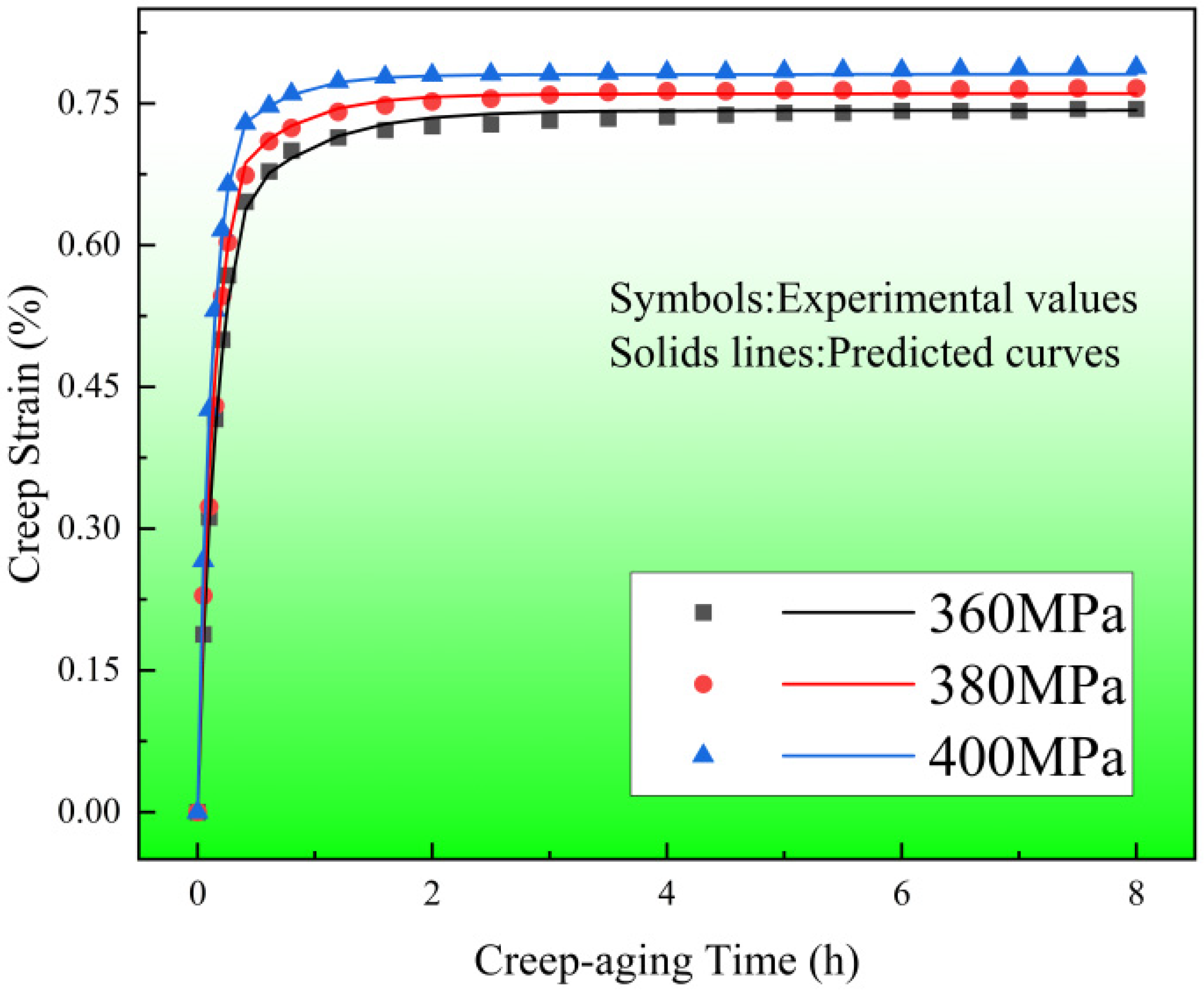
- The creep aging behavior of 304 SS in the experiment is divided into two stages: the initial creep stage and the steady creep stage. The creep strain is mainly generated in the initial creep stage, and the creep strain rate in the first 0.8 h aging is significantly higher than that of the steady-state creep stage. The creep strain and the initial creep strain rate increase with the increase in stress level.
- (2)
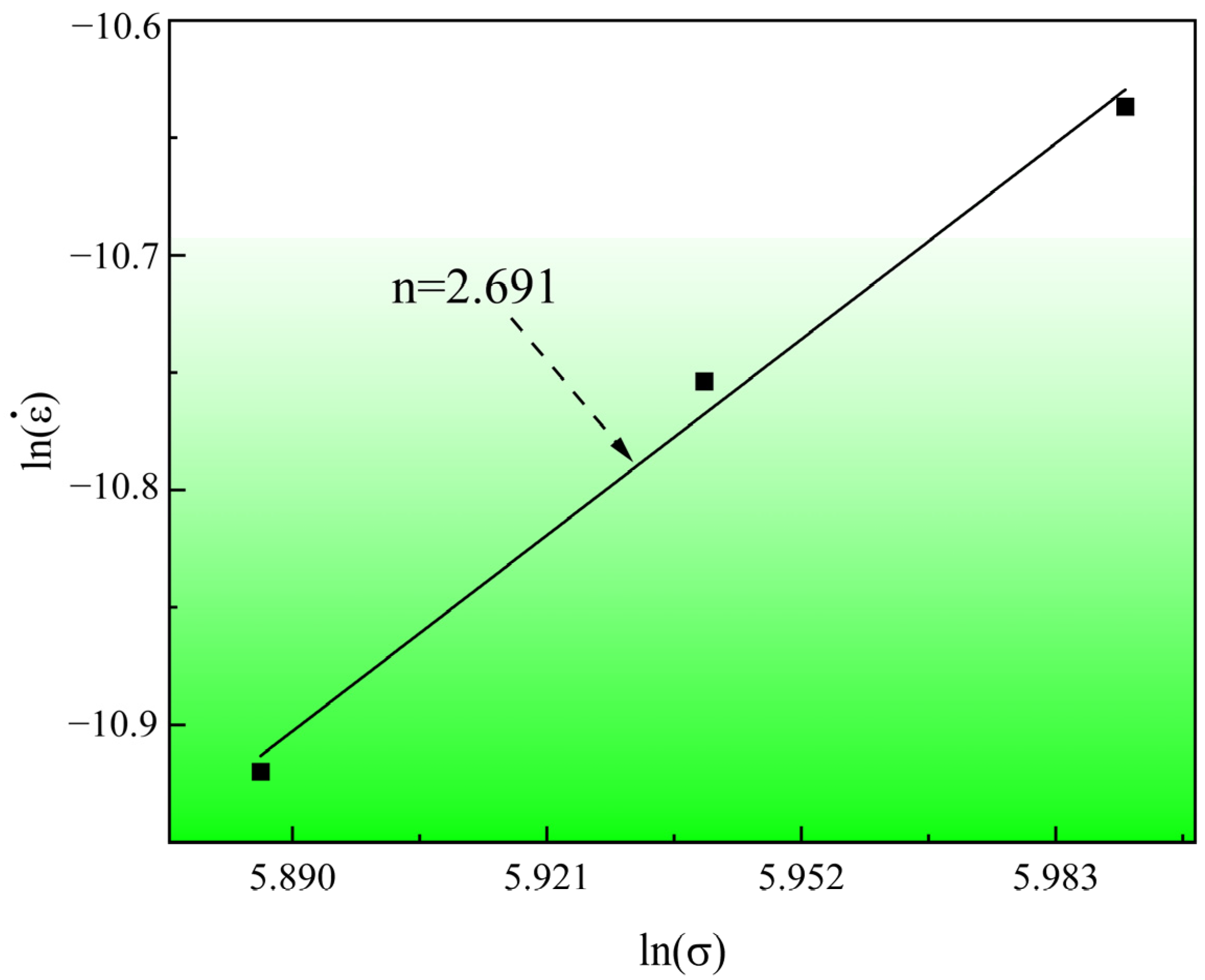
- The stress exponent shows that the main mechanism of creep deformation is dislocation slip within the stress range studied, and creep aging is accompanied by defect generation and phase transformation, thus strengthening the material. Moreover, the increase in the austenite content and deformation twins’ formation during creep aging collectively improve the plasticity of the material. Thus, both the strength and plasticity of the material elevate after creep aging.
- (3)
- A simple mechanism-based creep aging constitutive modeling is established by introducing the increase of relative dislocation density. The material parameters in the modeling were determined using experimental data. The creep strain predicted by the modeling is in good agreement with the experimental results of 304 SS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Zeuner, A.T.; Gerdt, L.; Ostwald, A.; Grün, P.; Barbosa, M.; Kaspar, J.; Zimmermann, M. Deformation-Induced Martensitic Transformation in Laser Cladded 304 Stainless Steel Coatings. Materials 2022, 15, 6392. [Google Scholar] [CrossRef]
- Rezayat, M.; Karamimoghadam, M.; Moradi, M.; Casalino, G.; Roa Rovira, J.J.; Mateo, A. Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels. Metals 2023, 13, 1268. [Google Scholar] [CrossRef]
- Jia, B.; Rusinek, A.; Pesci, R.; Bernier, R.; Bahi, S.; Bendarma, A.; Wood, P. Simple shear behavior and constitutive modeling of 304 stainless steel over a wide range of strain rates and temperatures. Int. J. Impact Eng. 2021, 154, 103896. [Google Scholar] [CrossRef]
- Kori, P.; Vadavadagi, B.H.; Khatirkar, R.K. Hot deformation characteristics of ASS-304 austenitic stainless steel by tensile tests. Mater. Today Proc. 2020, 28, 1895–1898. [Google Scholar] [CrossRef]
- Mouni, C.T.; Mahadevan, S.; Ravishankar, C.; Albert, S.K.; Das, C.R.; Parida, P.K.; Sagdeo, A. Influence of prior deformation temperature on strain induced martensite formation and its effect on the tensile strengthening behaviour of type 304 SS studied by XRDLPA. Mater. Sci. Eng. A 2021, 826, 141960. [Google Scholar] [CrossRef]
- Kassner, M.E.; Geantil, P.; Rosen, R.S. Ambient Temperature Creep of Type 304 Stainless Steel. J. Eng. Mater. Technol. 2011, 133, 021012. [Google Scholar] [CrossRef]
- Schoell, R.; Xi, L.; West, H.; Hosemann, P.; Park, J.-S.; Kenesei, P.; Almer, J.; Shayer, Z.; Kaoumi, D. Investigation of the fatigue crack behavior of 304 stainless steels using synchrotron X-ray tomography and diffraction: Influence of the martensite fraction and role of inclusions. Mater. Charact. 2022, 188, 111903. [Google Scholar] [CrossRef]
- Sadeghi, F.; Zargar, T.; Kim, J.W.; Heo, Y.-U.; Lee, J.S.; Yim, C.H. Role of the annealing twin boundary on the athermal α′-martensite formation in a 304 austenitic stainless steel. Materialia 2021, 20, 101218. [Google Scholar] [CrossRef]
- Das, A.; Sivaprasad, S.; Ghosh, M.; Chakraborti, P.C.; Tarafder, S. Morphologies and characteristics of deformation induced martensite during tensile deformation of 304 LN stainless steel. Mater. Sci. Eng. A 2008, 486, 283–286. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Zergani, A.; Mirzadeh, H.; Mahmudi, R. Unraveling the Effect of Deformation Temperature on the Mechanical Behavior and Transformation-Induced Plasticity of the SUS304L Stainless Steel. Steel Res. Int. 2020, 91, 2000114. [Google Scholar] [CrossRef]
- Matsuno, T.; Fujita, T.; Matsuda, T.; Shibayama, Y.; Hojo, T.; Watanabe, I. Unstable stress-triaxiality development and contrasting weakening in two types of high-strength transformation-induced plasticity(TRIP) steels: Insights from a new compact tensile testing method. J. Mater. Process. Technol. 2023, 322, 118174. [Google Scholar] [CrossRef]
- Petit, B.; Gey, N.; Cherkaoui, M.; Bolle, B.; Humbert, M. Deformation behavior and microstructure/texture evolution of an annealed 304 AISI stainless steel sheet. Experimental and micromechanical modeling. Int. J. Plast. 2007, 23, 323–341. [Google Scholar] [CrossRef]
- Byun, T.S.; Hashimoto, N.; Farrell, K. Temperature dependence of strain hardening and plastic instability behaviors in austenitic stainless steels. Acta Mater. 2004, 52, 3889–3899. [Google Scholar] [CrossRef]
- Holman, M.C. Autoclave age forming large aluminium aircraft panels. J. Mech. Work. Technol. 1989, 20, 477–488. [Google Scholar] [CrossRef]
- Zhan, L.; Lin, J.; Dean, T.A. A review of the development of creep age forming: Experimentation, modelling and applications. Int. J. Mach. Tools Manuf. 2011, 51, 1–17. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, L.; Liu, C.; Wang, X.; Wang, Q.; Tang, Z.; Li, G.; Huang, M.; Hu, Z. Stress-relaxation ageing behavior and microstructural evolution under varying initial stresses in an Al–Cu alloy: Experiments and modeling. Int. J. Plast. 2020, 127, 102646. [Google Scholar] [CrossRef]
- Liu, C.; Yang, J.; Ma, P.; Ma, Z.; Zhan, L.; Chen, K.; Huang, M.; Li, J.; Li, Z. Large creep formability and strength–ductility synergy enabled by engineering dislocations in aluminum alloys. Int. J. Plast. 2020, 134, 102774. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Z.; Lin, J.; Yang, Y.-L.; Rong, Q.; Huang, B.-M.; Chung, T.-F.; Tsao, C.-S.; Yang, J.-R.; Balint, D.S. A unified constitutive model for asymmetric tension and compression creep-ageing behaviour of naturally aged Al-Cu-Li alloy. Int. J. Plast. 2017, 89, 130–149. [Google Scholar] [CrossRef]
- Zhang, X.; Tu, S.-T.; Xuan, F. Creep–fatigue endurance of 304 stainless steels. Theor. Appl. Fract. Mech. 2014, 71, 51–66. [Google Scholar] [CrossRef]
- Fuller, R.W.; Simsiriwong, J.; Shamsaei, N. Crack growth prediction for irradiated stainless steels under the combined fatigue-creep loading. Theor. Appl. Fract. Mech. 2020, 109, 102759. [Google Scholar] [CrossRef]
- Ohtani, T.; Ishii, Y.; Tabuchi, M.; Hongo, H.; Sawada, K. Creep-induced nonlinear acoustic characterizations and microstructural change in an austenitic stainless steel. Mater. Charact. 2023, 197, 112657. [Google Scholar] [CrossRef]
- Brnic, J.; Niu, J.-T.; Turkalj, G.; Canadija, M.; Lanc, D. Experimental determination of mechanical properties and short-time creep of AISI 304 stainless steel at elevated temperatures. Int. J. Miner. Metall. Mater. 2010, 17, 39–45. [Google Scholar] [CrossRef]
- Tsukada, Y.; Shiraki, A.; Murata, Y.; Takaya, S.; Koyama, T.; Morinaga, M. Precipitation of ferromagnetic phase induced by defect energies during creep deformation in Type 304 austenitic steel. J. Nucl. Mater. 2010, 401, 13–16. [Google Scholar] [CrossRef]
- Zieliński, A.; Wersta, R.; Sroka, M. The study of the evolution of the microstructure and creep properties of Super 304H austenitic stainless steel after aging for up to 50,000 h. Arch. Civ. Mech. Eng. 2022, 22, 89. [Google Scholar] [CrossRef]
- Ganesan, V.; Praveen, C.; Christopher, J.; Prasad Reddy, G.V.; Vasudevan, M. Creep behavior of nuclear grade 316LN austenitic stainless steel at 873 K and 923 K. Mech. Time-Depend. Mater. 2021, 26, 593–610. [Google Scholar] [CrossRef]
- Farmani, M.A.; Heidarpour, A.; Zhao, X.-L. Thermal creep of austenitic stainless steel plate material under transient heating conditions. Thin-Walled Struct. 2022, 171, 108660. [Google Scholar] [CrossRef]
- Xu, L.; Kojima, T.; Itoh, T. Creep–fatigue life evaluation of type 304 stainless steel under non-proportional loading. Int. J. Press. Vessel. Pip. 2021, 194, 104515. [Google Scholar] [CrossRef]
- Ho, K.C.; Lin, J.; Dean, T.A. Modelling of springback in creep forming thick aluminum sheets. Int. J. Plast. 2004, 20, 733–751. [Google Scholar] [CrossRef]
- Ma, Z.; Zhan, L.; Liu, C.; Xu, L.; Xu, Y.; Ma, P.; Li, J. Stress-level-dependency and bimodal precipitation behaviors during creep ageing of Al-Cu alloy: Experiments and modeling. Int. J. Plast. 2018, 110, 183–201. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, L.; Ma, Q.; Feng, J.; Li, X. Effect of pre-deformation on creep age forming of AA2219 plate: Springback, microstructures and mechanical properties. J. Mater. Process. Technol. 2016, 229, 697–702. [Google Scholar] [CrossRef]
- Wang, D.-Y.; Zhan, L.-H.; Zhong, J.; Tang, Z.-M.; Zeng, Q.-Q.; Gan, K.-F. Stress-level dependency of creep ageing behavior for friction stir welded Al-Cu alloy. J. Cent. South Univ. 2022, 29, 3030–3053. [Google Scholar] [CrossRef]
- Li, H.; Zhan, L.-H.; Huang, M.-H.; Zhao, X.; Zhou, C.; Hu, L.-B.; Hu, Z.-G.; Liu, D.-B. A unified constitutive model for multiphase precipitation and multi-stage creep ageing behavior of Al-Li-S4 alloy. Trans. Nonferr. Met. Soc. China 2021, 31, 1217–1234. [Google Scholar] [CrossRef]
- ISO 204:2018; Metallic Materials—Uniaxial Creep Testing in Tension—Method of Test. International Organization for Standardization: London, UK, 2018.
- Mitchell, T.E.; Hirth, J.P.; Misra, A. Apparent activation energy and stress exponent in materials with a high Peierls stress. Acta Mater. 2002, 50, 1087–1093. [Google Scholar] [CrossRef]
- Yu, W.; Zhan, L.; Xu, Y.; Chen, K.; Yang, Y.; Xu, L.; Peng, N.; Ma, B.; Liu, C.; Chen, Z. Temperature-dependent creep aging behavior of 2A14 aluminum alloy. J. Mater. Res. Technol. 2022, 19, 1343–1354. [Google Scholar] [CrossRef]
- Watanabe, H.; Tsutsui, H.; Mukai, T.; Kohzu, M.; Tanabe, S.; Higashi, K. Deformation mechanism in a coarse-grained Mg-Al-Zn alloy at elevated temperatures. Int. J. Plast. 2001, 17, 387–397. [Google Scholar] [CrossRef]
- Dar, S.M.; Liao, H. Creep behavior of heat resistant Al–Cu–Mn alloys strengthened by fine (θ′) and coarse (Al20Cu2Mn3) second phase particles. Mater. Sci. Eng. A 2019, 763, 138062. [Google Scholar] [CrossRef]
- Blum, W.; Eisenlohr, P. Dislocation mechanics of creep. Mater. Sci. Eng. A 2009, 510–511, 7–13. [Google Scholar] [CrossRef]
- Coble, R.L. A Model for Boundary Diffusion Controlled Creep in Polycrystalline Materials. J. Appl. Phys. 1963, 34, 1679–1682. [Google Scholar] [CrossRef]
- Takeuchi, S.; Argon, A.S. Steady-state creep of single-phase crystalline matter at high temperature. J. Mater. Sci. 1976, 11, 1542–1566. [Google Scholar] [CrossRef]
- Orlova, A.; Adek, J. Dislocation Structure in the High Temperature Creep of Metals and Solid Solution Alloys: A Review. Mater. Sci. Eng. 1986, 77, 1–18. [Google Scholar] [CrossRef]
- Lonsdale, D.; Flewitt, P.E.J. The effect of stress changes on creep induced dislocation subgrain arrangements in ferrite. Acta Metall. 1984, 32, 869–878. [Google Scholar] [CrossRef]
- Ginter, T.J.; Mohamed, F.A. The stress dependence of the subgrain size in aluminum. J. Mater. Sci. 1982, 17, 2007–2012. [Google Scholar] [CrossRef]
- Klotz, U.E.; Solenthaler, C.; Ernst, P.; Uggowitzer, P.J.; Speidel, M.O. Alloy compositions and mechanical properties of 9–12% chromium steels with martensitic–austenitic microstructure. Mater. Sci. Eng. A 1999, 272, 292–299. [Google Scholar] [CrossRef]
- Venkata Sarath Kumar, G.; Sivaprasad, K. Effect of Stacking Fault Energy on Cryo Deformation Behavior of Austenitic Stainless Steels. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Mori, T.; Fujita, H. Dislocation reactions during deformation twinning in Cu-11at.% Al single crystals. Acta Metall. 1980, 28, 771–776. [Google Scholar] [CrossRef]
- Kilic, M.; Imak, A.; Kirik, I. Surface Modification of AISI 304 Stainless Steel with NiBSi-SiC Composite by TIG Method. J. Mater. Eng. Perform. 2021, 30, 1411–1419. [Google Scholar] [CrossRef]
- Singh, R.; Singh, D.; Sachan, D.; Yadav, S.D.; Kumar, A. Microstructural Evolution and Mechanical Properties of Constrained Groove-Pressed 304 Austenitic Stainless Steel. J. Mater. Eng. Perform. 2021, 30, 290–301. [Google Scholar] [CrossRef]
- Shukla, S.; Patil, A.P.; Kawale, A.P.; Kumar Singh, S.; Thombre, M.A. Effect of thermal ageing and deformation on microstructural evolution of 304 and 202 grade steel. Mater. Today Proc. 2021, 38, 3238–3245. [Google Scholar] [CrossRef]
- Rodgers, B.I.; Prangnell, P.B. Quantification of the influence of increased pre-stretching on microstructure-strength relationships in the Al–Cu–Li alloy AA2195. Acta Mater. 2016, 108, 55–67. [Google Scholar] [CrossRef]
- Ortiz, A.L.; Shaw, L. X-ray diffraction analysis of a severely plastically deformed aluminum alloy. Acta Mater. 2004, 52, 2185–2197. [Google Scholar] [CrossRef]
- Ungar, T.; Ott, S.; Sanders, P.G.; Borbely, A.; Weertman, J.R. Dislocations, grain size and planar faults in nanostructured copper determined by high resolution X-ray diffraction and a new procedure of peak profile analysis. Acta Mater. 1998, 46, 3693–3699. [Google Scholar] [CrossRef]
- Norouzi, E.; Miresmaeili, R.; Shahverdi, H.R.; Askari-Paykani, M.; Vergani, L.M. Effect of hydrogen on the deformation mechanisms of metastable 304 austenitic stainless steel. Mater. Lett. 2023, 338, 134021. [Google Scholar] [CrossRef]
- Milliner, P.; Solenthaler, C.; Uggowitzer, P.; Speidel, M.O. On the effect of nitrogen on the dislocation structure of austenitic stainless steel. Mater. Sci. Eng. A 1993, 164, 164–169. [Google Scholar] [CrossRef]
- Stoltz, R.E.; Sande, J.B.V. The Effect of Nitrogen on Stacking Fault Energy of Fe-Ni-Cr-Mn Steels. Metall. Trans. A 1980, 11, 1033–1037. [Google Scholar] [CrossRef]
- Zhenduo, Z.; Sha, L.; Mei, X.; Haixiang, P.; Guangwei, F.; Zilong, Z. Constitutive Model Based on Dislocation Density Theory for Nuclear-Grade 316LN Stainless Steel at Elevated Temperatures. Rare Met. Mater. Eng. 2022, 51, 888–894. [Google Scholar]
- Bergström, Y. A Dislocation Model for the Stress-Strain Behaviour of Polycrystalline α-Fe with Special Emphasis on the Variation of the Densities of Mobile and Immobile Dislocations. Mater. Sci. Eng. 1970, 5, 193–200. [Google Scholar] [CrossRef]
- Kowalewski, Z.L.; Hayhurst, D.R.; Dyson, B.F. Mechanisms-based creep constitutive equations for an aluminium alloy. J. Strain Anal. Eng. Des. 1994, 29, 309–316. [Google Scholar] [CrossRef]
- Huang, L.; Wan, M.; Huang, S. FE analysis of creep age forming for aluminum alloy 7B04 plate. Aviat. Manuf. Tech. 2007, 2007, 484–487. [Google Scholar]
- Lin, J.; Ho, K.C.; Dean, T.A. An integrated process for modelling of precipitation hardening and springback in creep age-forming. Int. J. Mach. Tools Manuf. 2006, 46, 1266–1270. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Cr | Mn | Ni | P | S | Fe |
|---|---|---|---|---|---|---|---|
| 0.050 | 0.530 | 18.860 | 1.650 | 8.250 | 0.040 | 0.003 | Bal. |
| Experimental Condition | Yield Strength/MPa | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| Before creep (initial material) | 463 | 836.9 | 44.1 |
| 453 K–0 MPa–8 h (artificial aging) | 429 | 1084.8 | 63.4 |
| 453 K–360 MPa–8 h | 549 | 999.9 | 57.2 |
| 453 K–380 MPa–8 h | 557 | 1057.0 | 54.1 |
| 453 K–400 MPa–8 h | 561 | 1114.8 | 48.9 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| 0.10863 | 8.5512 × 10−4 | ||
| 0.012193 | 0.73109 | ||
| 284.25 | 2.0361 | ||
| 0.22343 | 0.83710 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhan, L.; Xie, H.; Yang, Y.; Zhao, S.; Chang, Z.; Xia, Y.; Zheng, Z.; Zhou, Y. Investigation on Creep Deformation and Age Strengthening Behavior of 304 Stainless Steel under High Stress Levels. Materials 2024, 17, 642. https://doi.org/10.3390/ma17030642
Zhan L, Xie H, Yang Y, Zhao S, Chang Z, Xia Y, Zheng Z, Zhou Y. Investigation on Creep Deformation and Age Strengthening Behavior of 304 Stainless Steel under High Stress Levels. Materials. 2024; 17(3):642. https://doi.org/10.3390/ma17030642
Chicago/Turabian StyleZhan, Lihua, Hao Xie, Youliang Yang, Shuai Zhao, Zhilong Chang, Yunni Xia, Zeyu Zheng, and Yujie Zhou. 2024. "Investigation on Creep Deformation and Age Strengthening Behavior of 304 Stainless Steel under High Stress Levels" Materials 17, no. 3: 642. https://doi.org/10.3390/ma17030642