
Design and Numerical Analysis of an Inside-Beam Powder Feeding Nozzle for Wide-Band Laser Cladding
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Design of the Nozzle Structure and Establishment of the Simulation Model
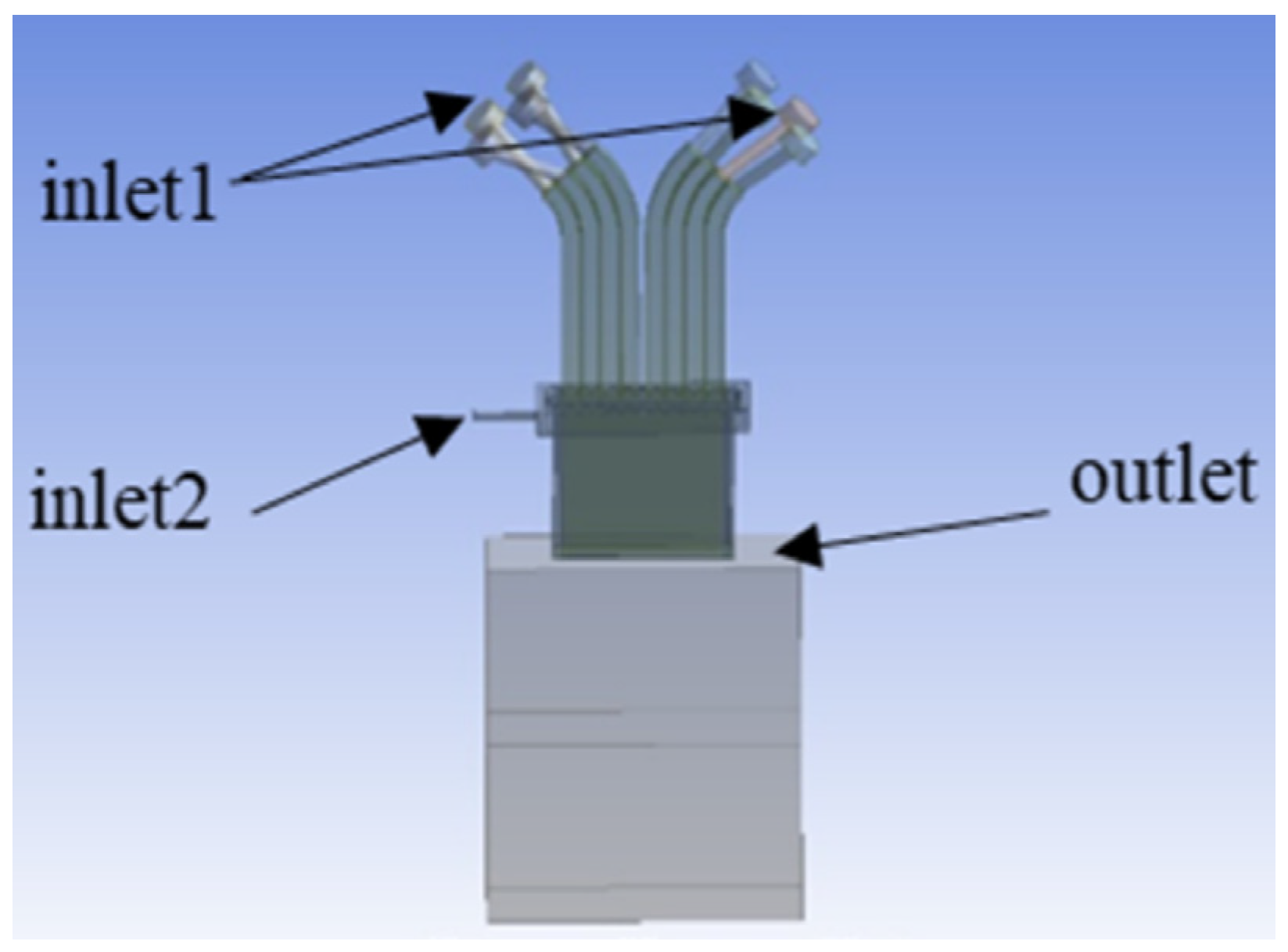
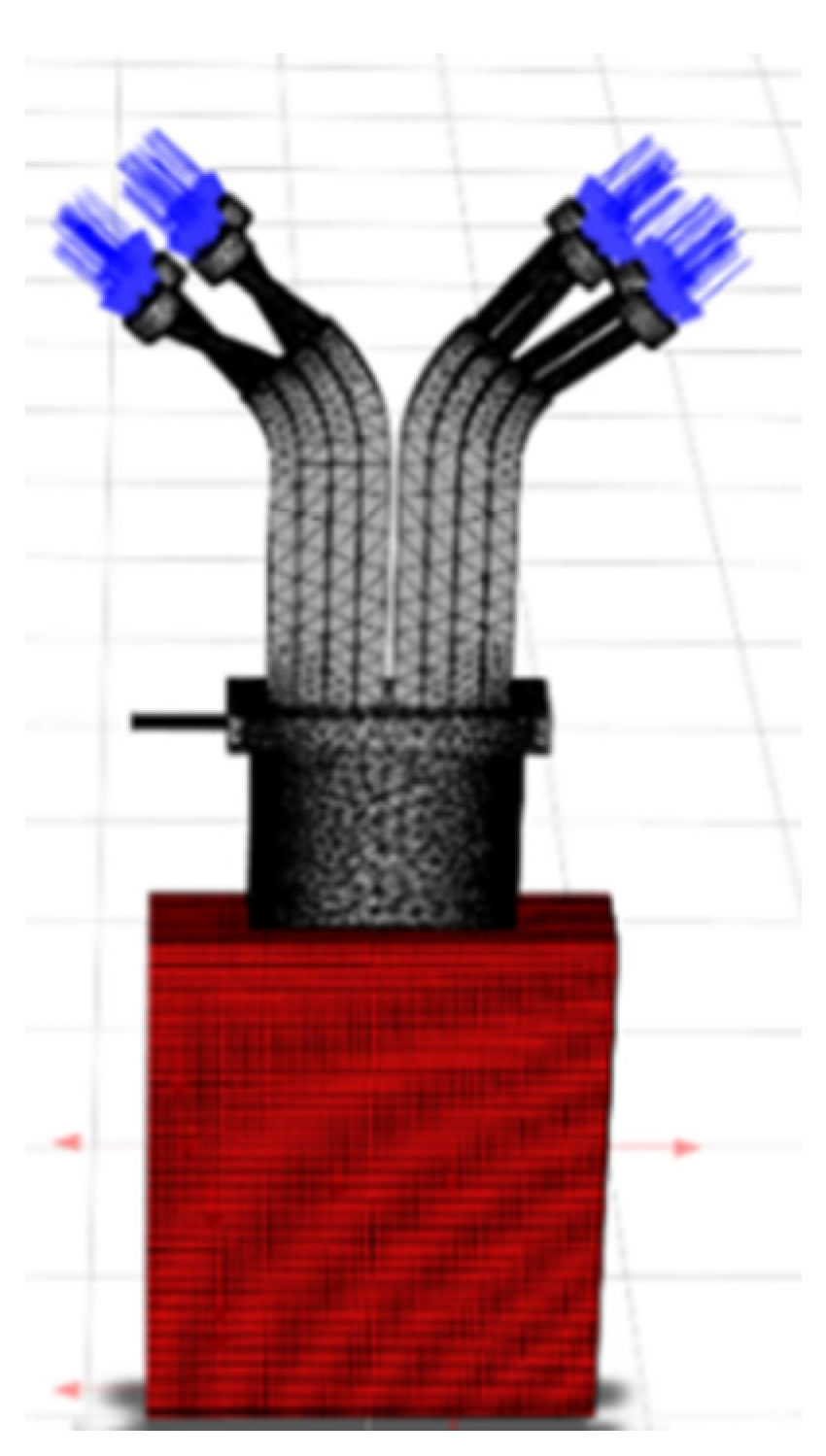
2.1. Model Building and Condition Setting
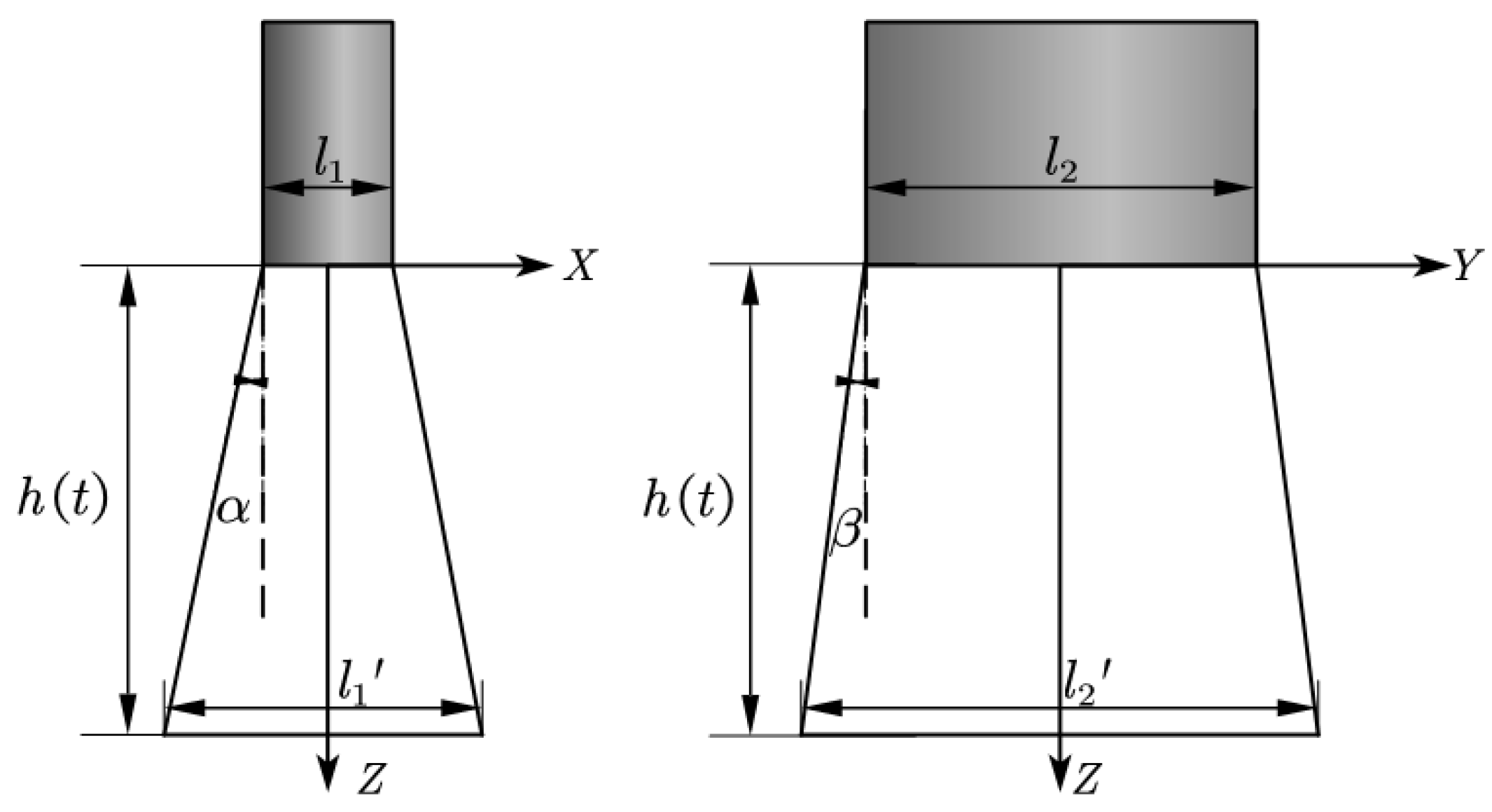
2.2. Evaluation Method of Powder Distribution
3. Results and Discussion
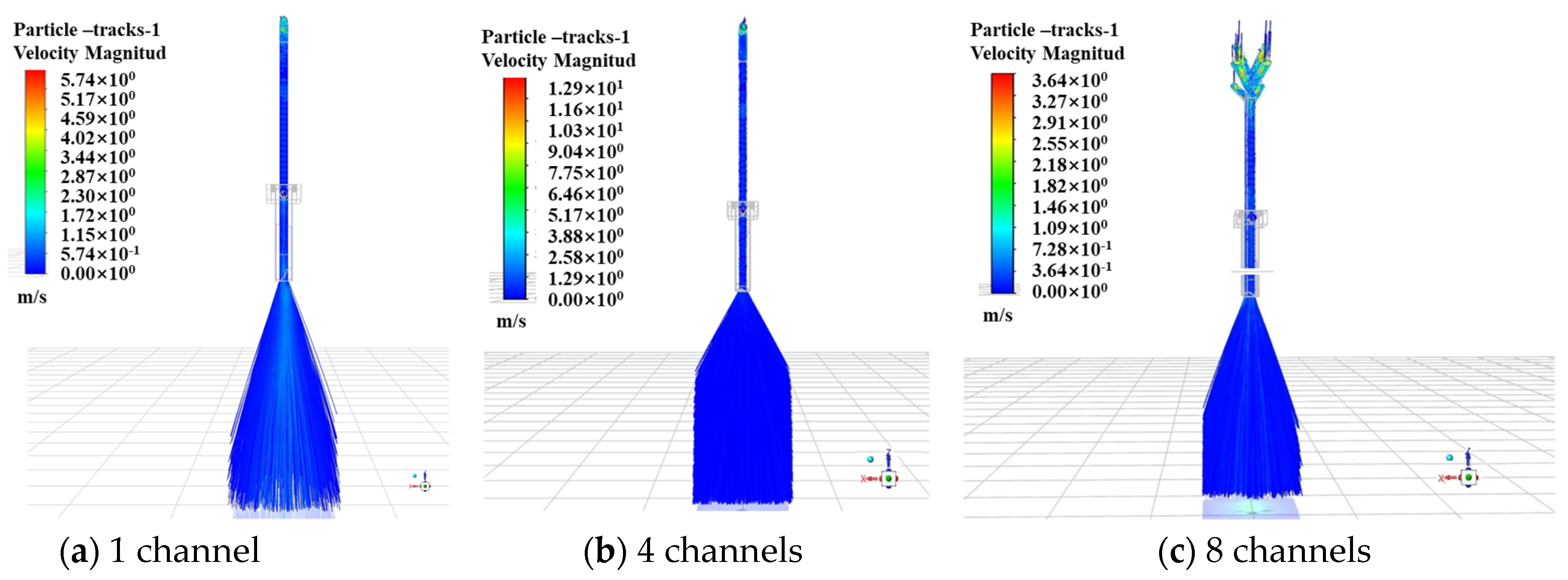
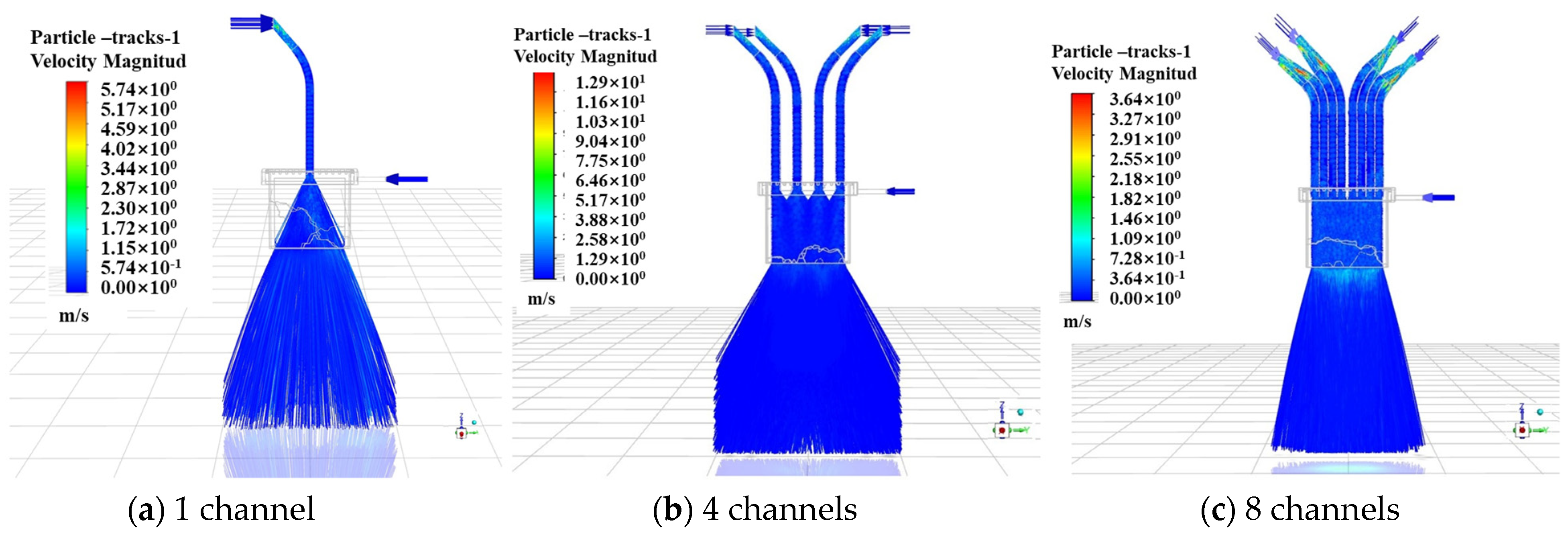
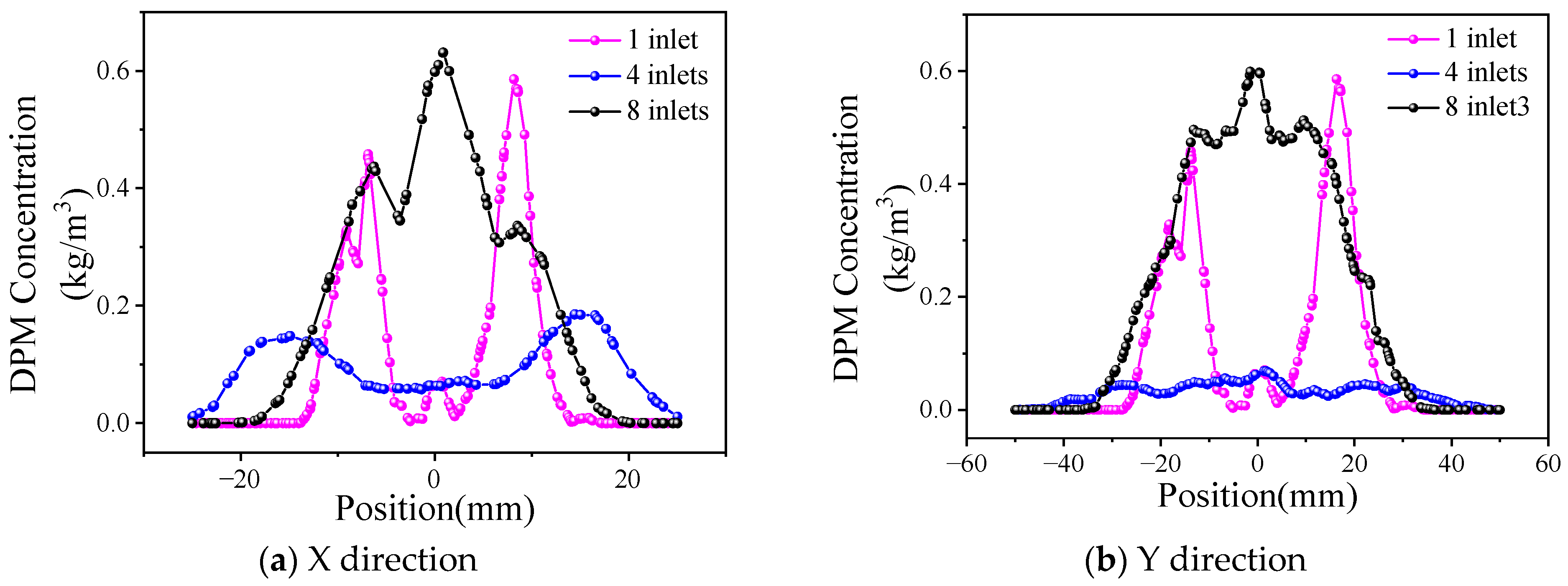
3.1. Effect of the Number of Feeding Channels on Powder Distribution
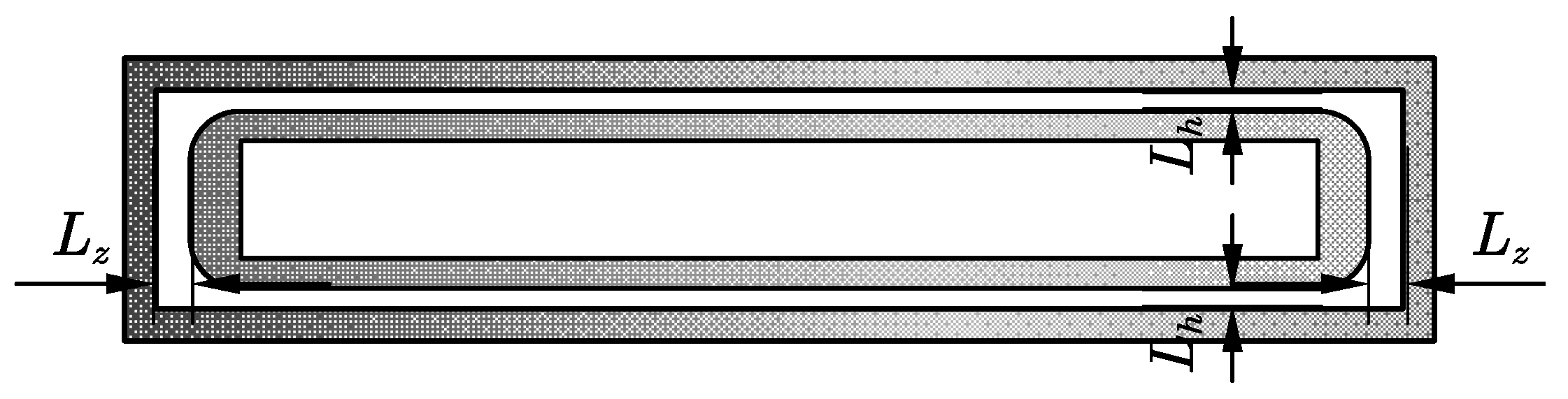
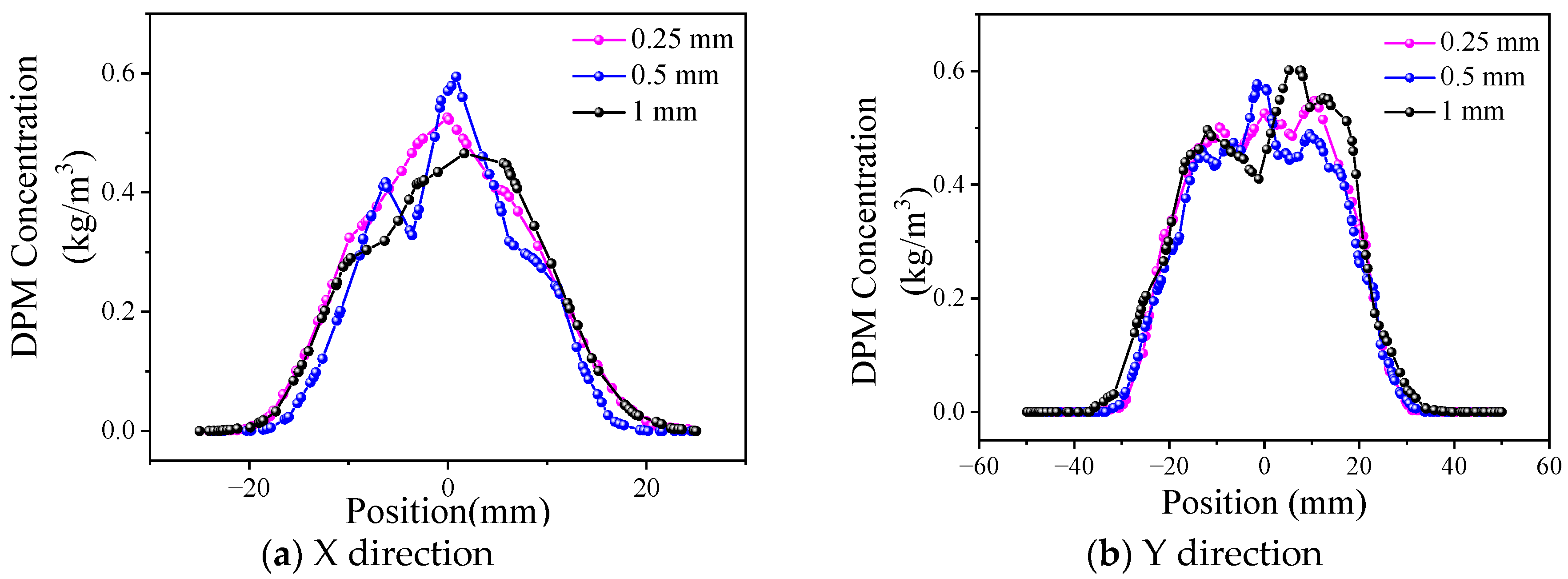
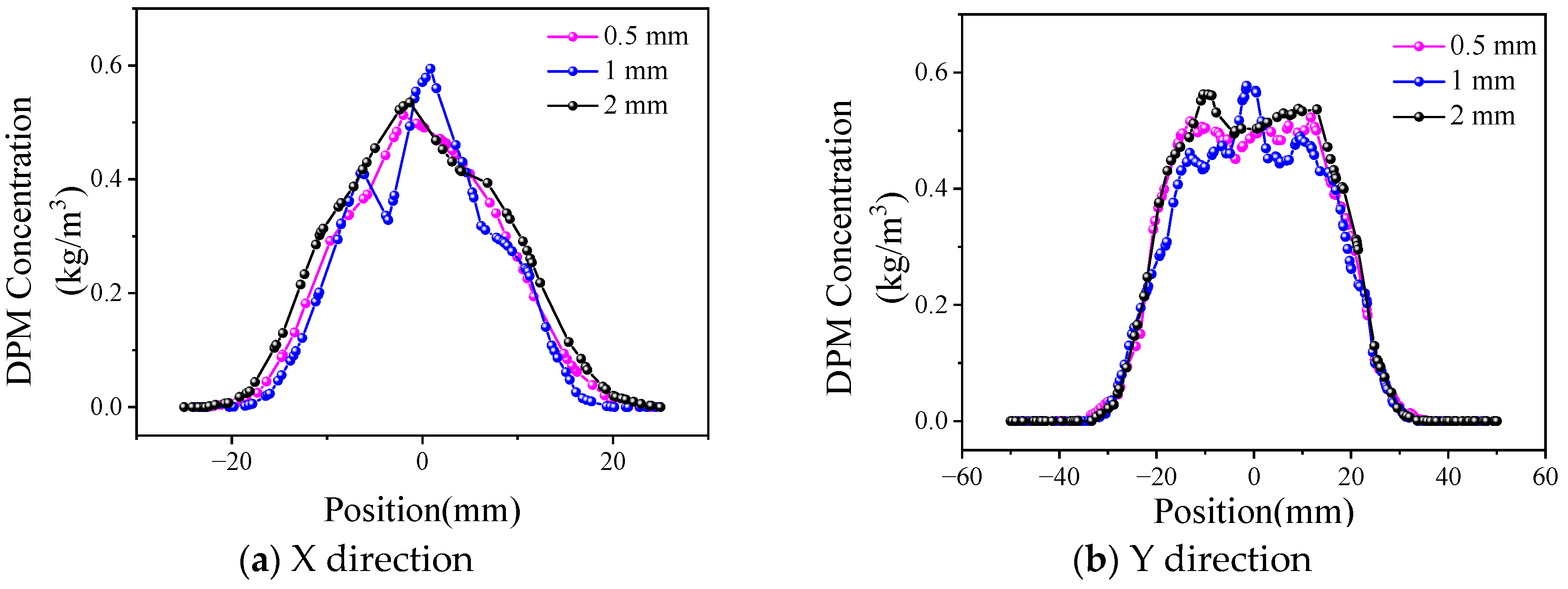
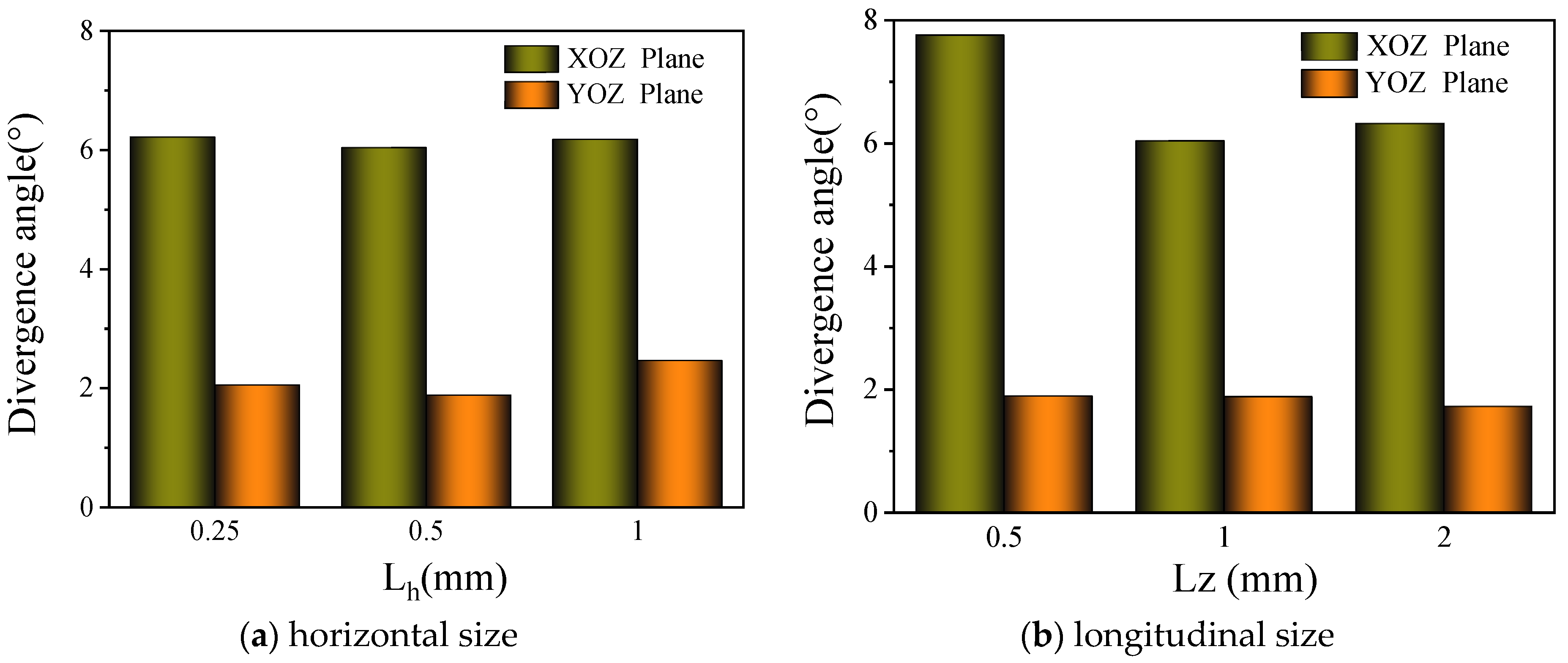
3.2. Effect of Collimating Gas Outlet Size on Powder Distribution
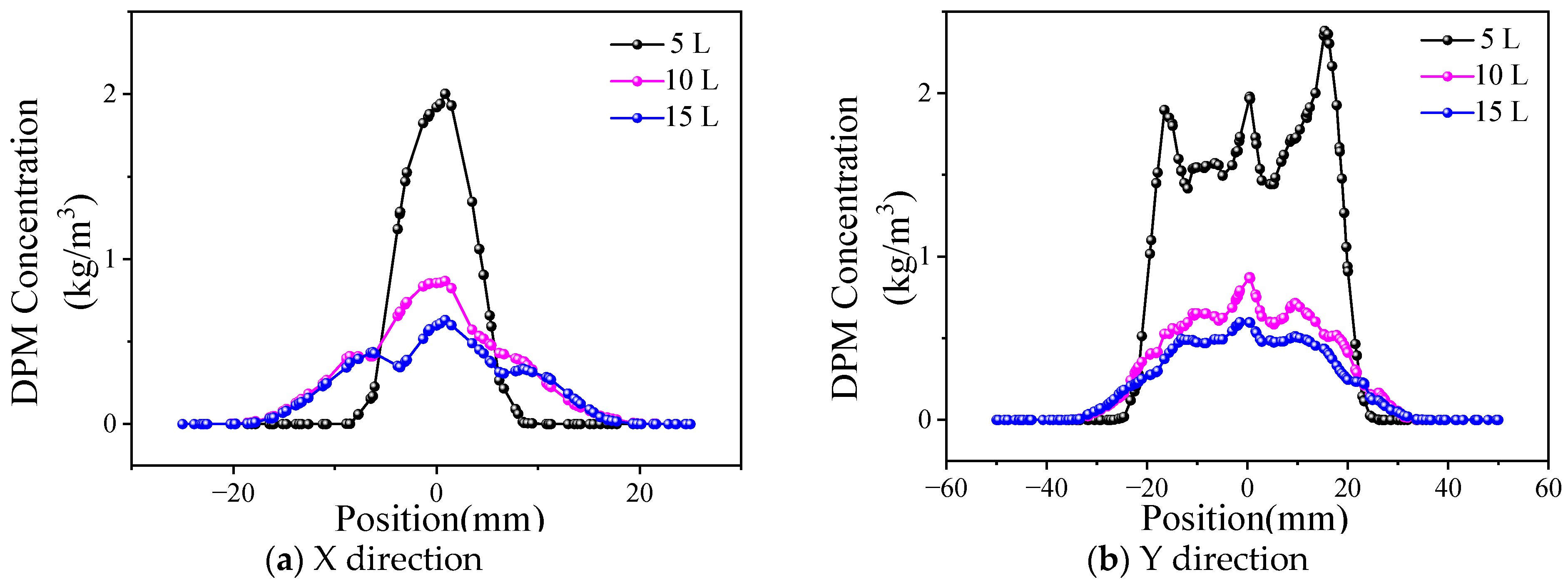
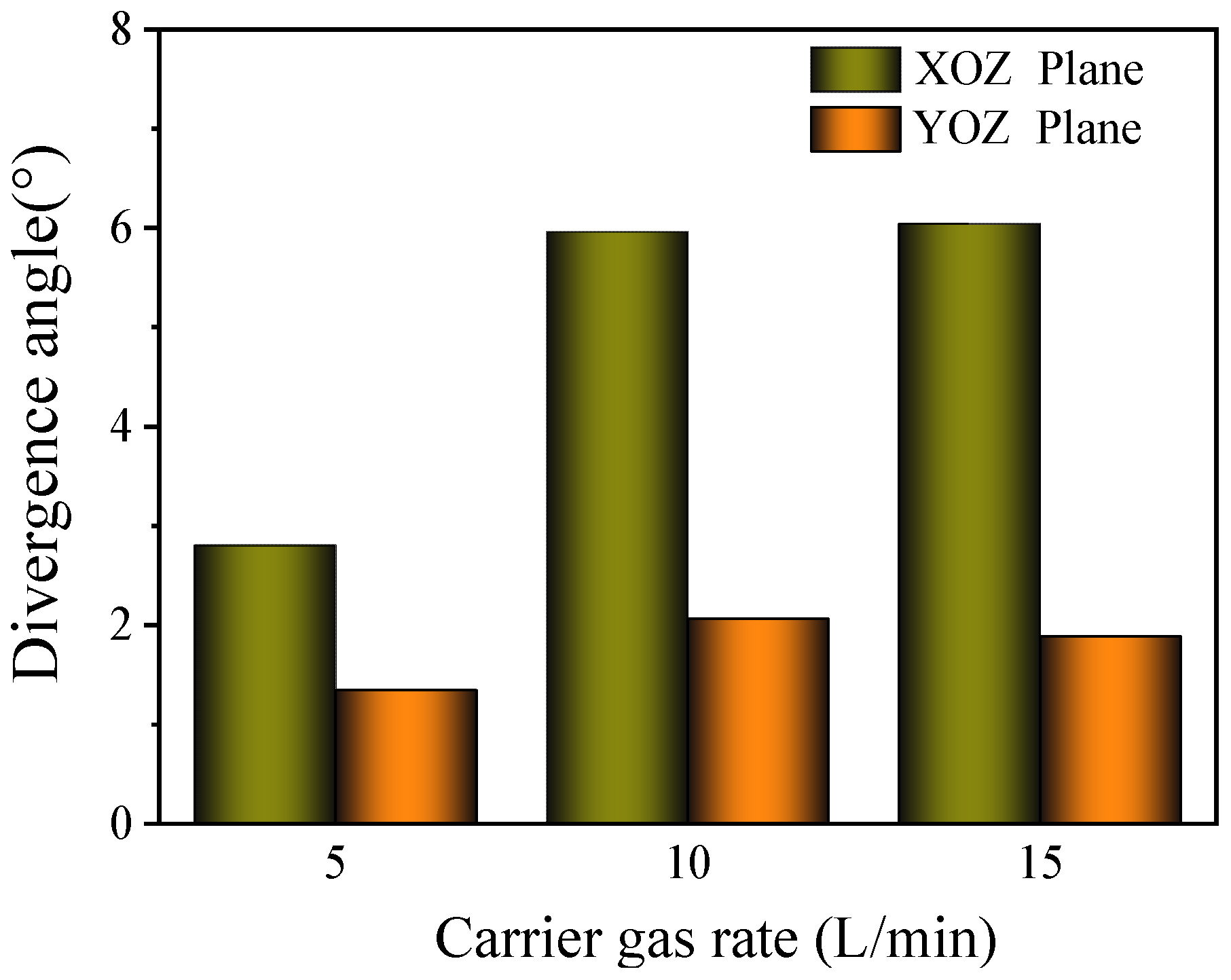
3.3. Effect of Carrier Gas Flow Rate on Powder Distribution
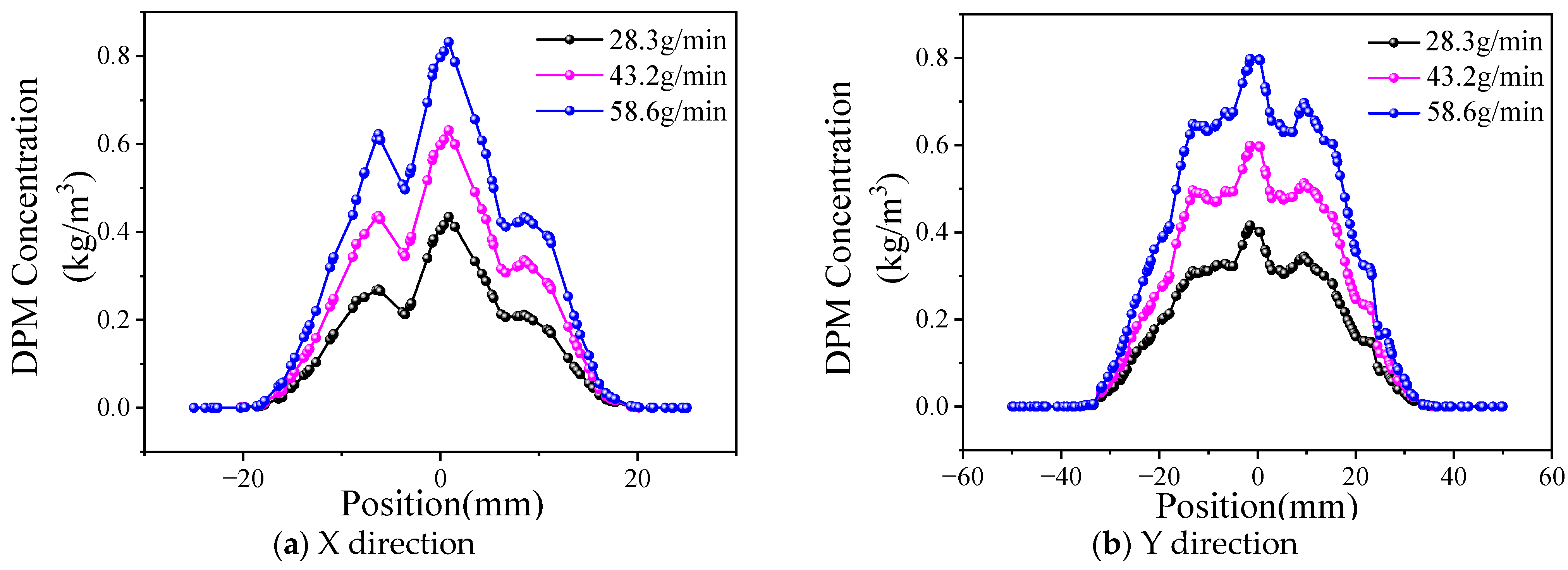
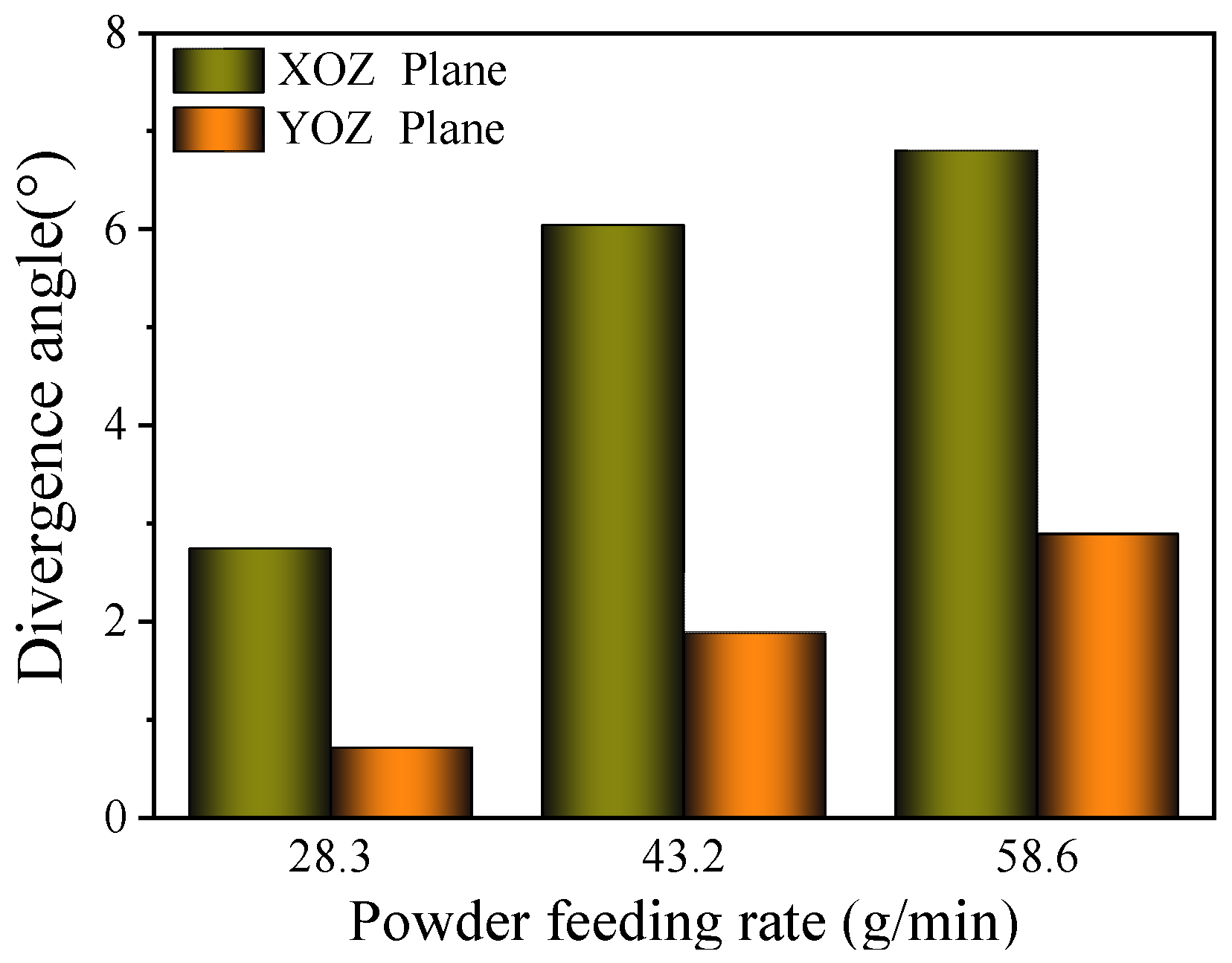
3.4. Effect of Powder Feed Rate on Powder Distribution
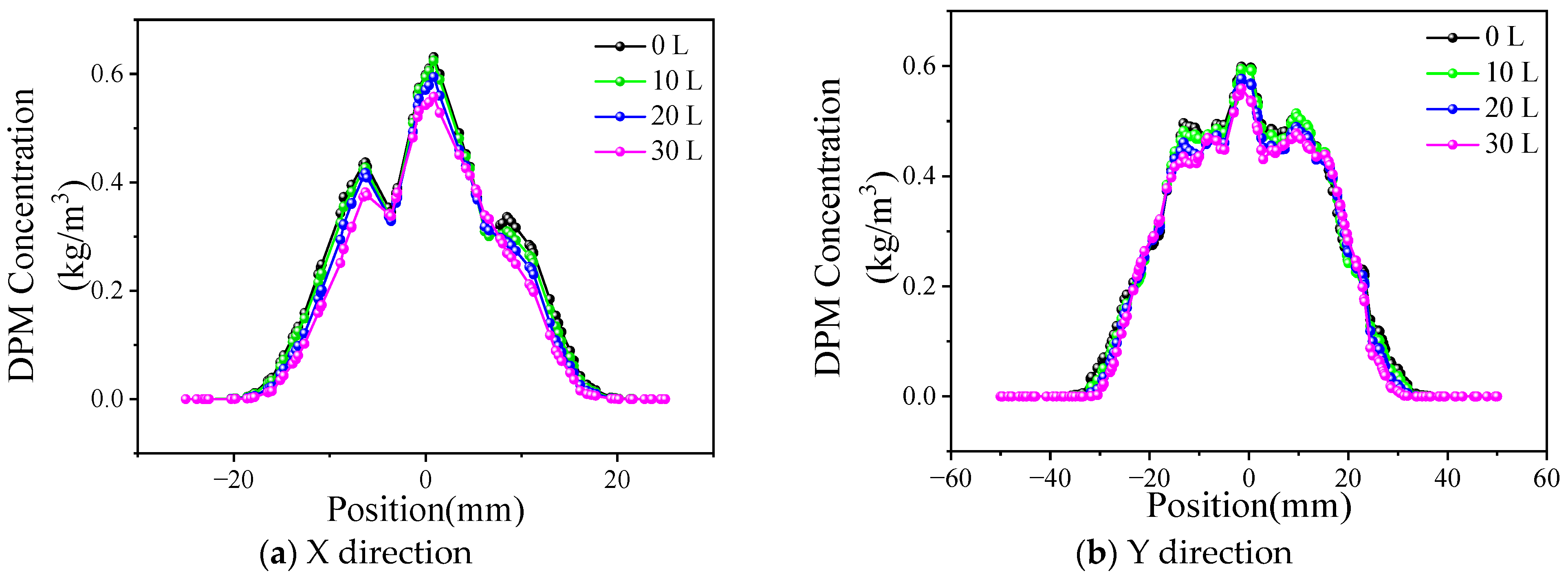
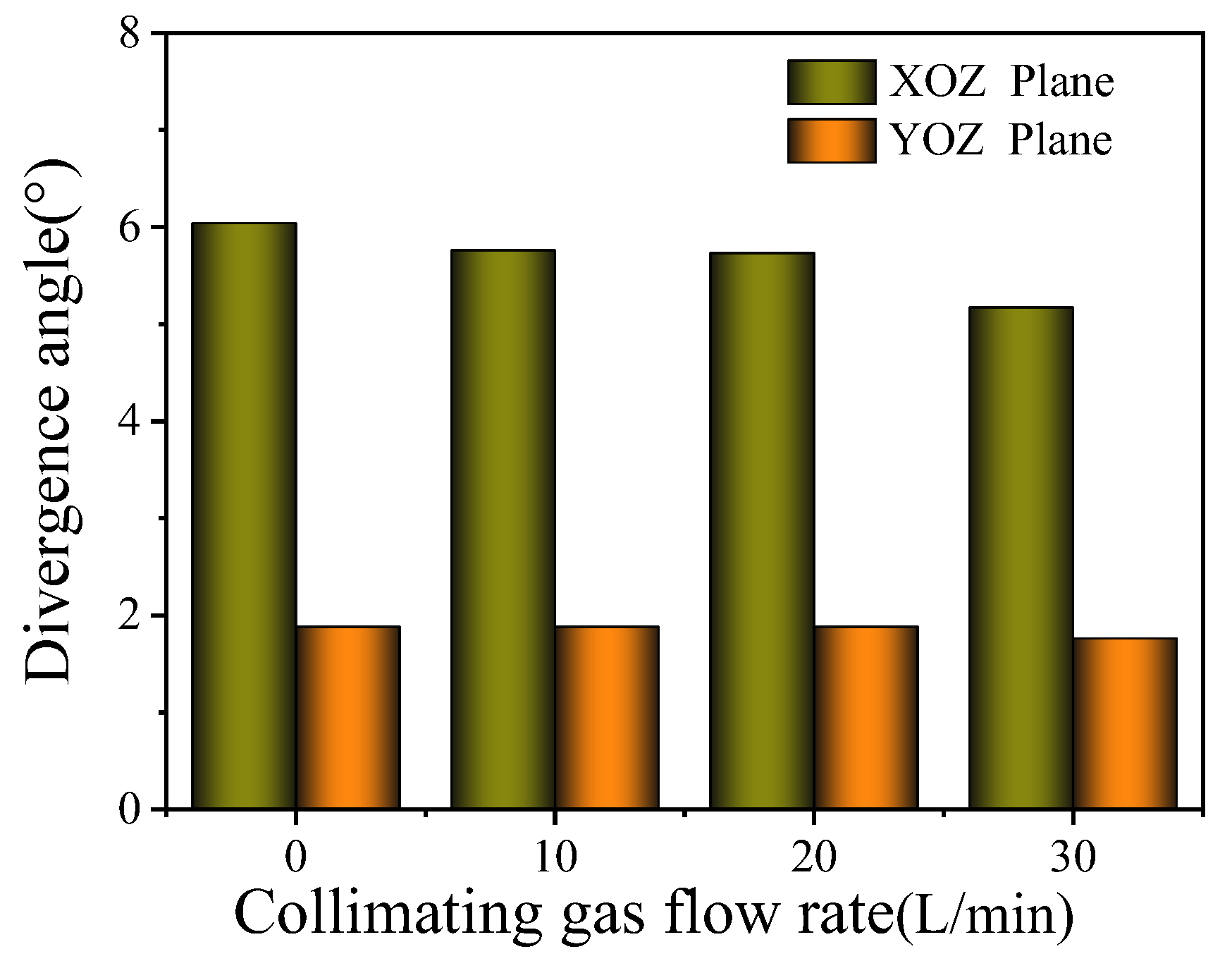
3.5. Effect of Collimating Gas Flow Rate on Powder Distribution
4. Experimental Procedure
5. Conclusions
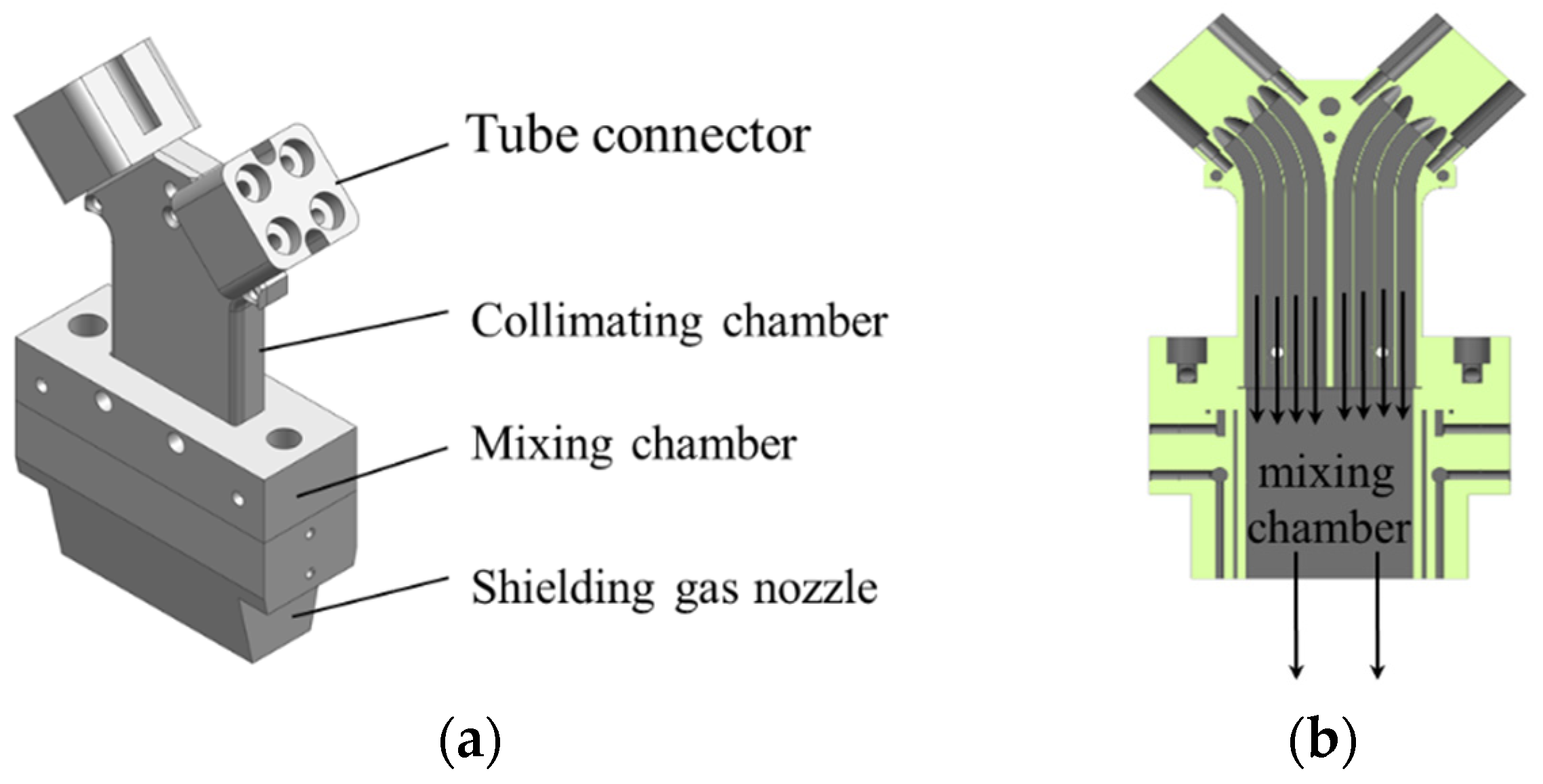
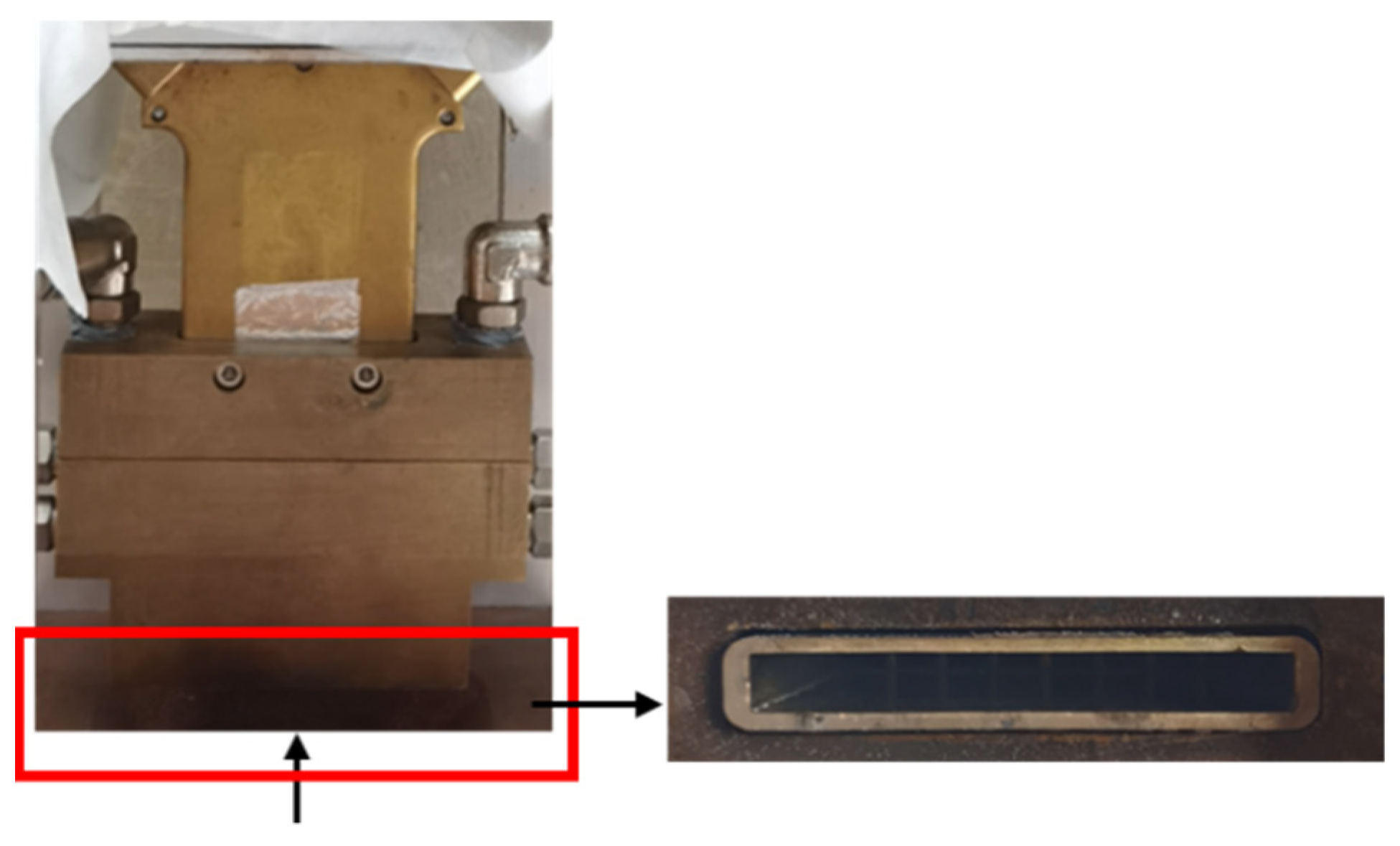
- Utilizing the principles of the inside-beam powder-feeding technology, a novel powder-feeding nozzle for wide-band laser cladding was developed, incorporating a multi-channel powder flow shaping method.
- A powder distribution evaluation method was established, and through the use of the FLUENT software, the structural parameters of the inside-beam powder-feeding nozzle were selected, including eight powder delivery channels, and the transverse and longitudinal collimating gas exit dimensions were 0.5 mm and 1 mm, respectively.
- Under varying carrier gas flow rates, the powder concentration distribution exhibited characteristics similar to a Gaussian distribution. As the carrier gas flow rate increased, the powder divergence angle slightly increased, expanding the distribution range. However, within the effective range, the distribution became more uniform, enhancing the stability of the powder transportation. Increasing the powder feed rate resulted in larger divergence angles, while increasing the collimating gas flow rate led to a reduction. Both parameters had a minimal impact on the powder concentration distribution.
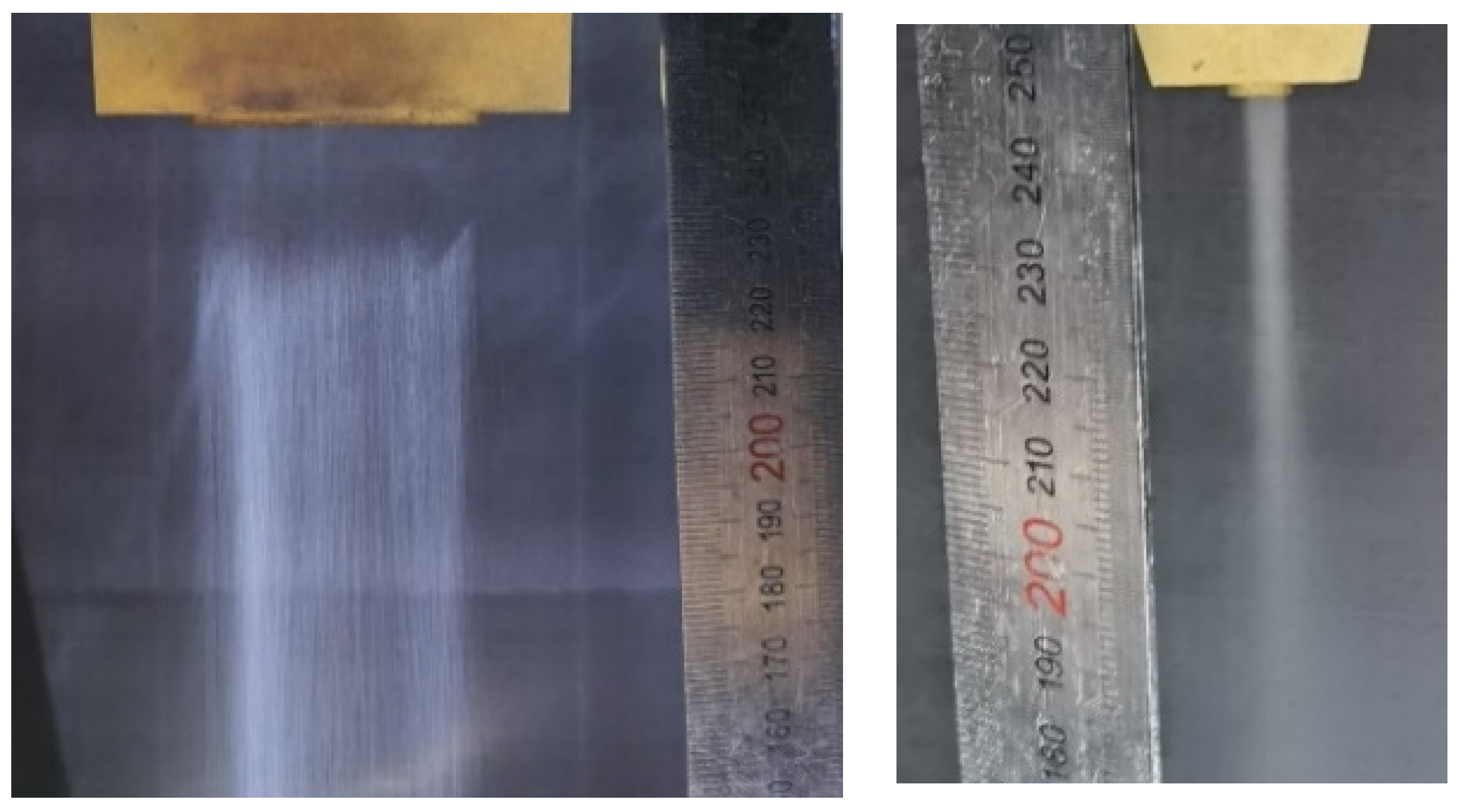
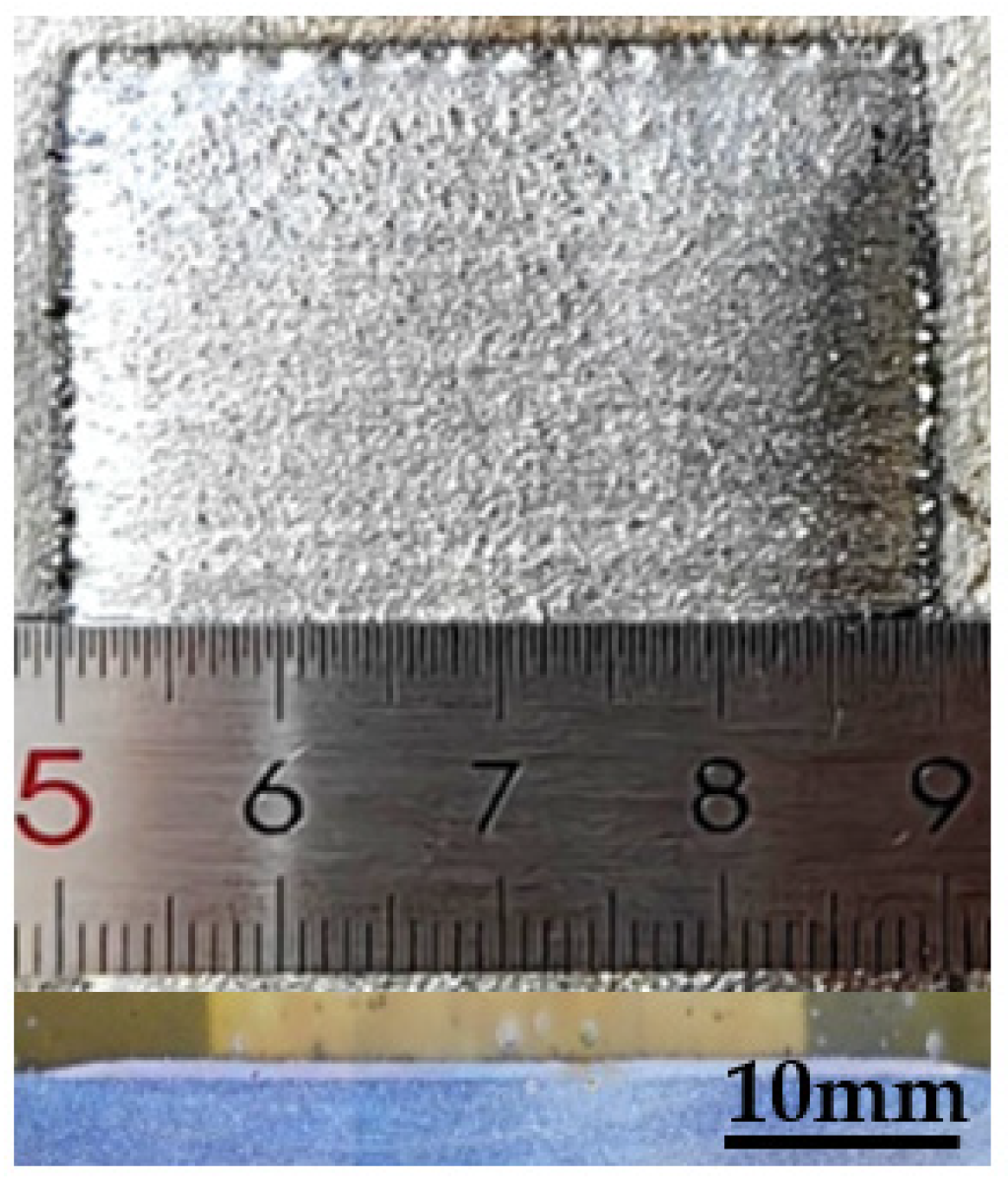
- Using the designed powder-feeding nozzle, a cladding layer with a width of 39.96 mm was achieved at a distance of 40 mm below the nozzle outlet. The convergence of powder in both the length and width directions was excellent, effectively meeting the requirements of wide-band laser cladding.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Siddiqui, A.A.; Dubey, A.K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Kaierle, S.; Overmeyer, L.; Alfred, I.; Rottwinkel, B.; Hermsdorf, J.; Wesling, V.; Weidlich, N. Single-crystal turbine blade tip repair by laser cladding and remelting. CIRP J. Manuf. Sci. Technol. 2017, 19, 196–199. [Google Scholar] [CrossRef]
- Pôrto, R.M.; de Souza Pinto Pereira, A.; Pereira, M. Parametrization methodology for laser remelting applied over laser metal deposition single tracks. J. Laser Appl. 2020, 32, 022069. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Piasecki, A.; Jurči, P. Influence of Laser Cladding Parameters on Microstructure, Microhardness, Chemical Composition, Wear and Corrosion Resistance of Fe–B Composite Coatings Reinforced with B4C and Si Particles. Coatings 2020, 10, 809. [Google Scholar] [CrossRef]
- Asghar, O.; Li-Yan, L.; Yasir, M.; Chang-Jiu, L.; Cheng-Xin, L. Enhanced Tribological Properties of LA43M Magnesium Alloy by Ni60 Coating via Ultra-High-Speed Laser Cladding. Coatings 2020, 10, 638. [Google Scholar] [CrossRef]
- Lampa, C.; Smirnov, I. High speed laser cladding of an iron-based alloy developed for hard chrome replacement. J. Laser Appl. 2019, 31, 022511. [Google Scholar] [CrossRef]
- Li, T.; Zhang, L.; Bultel, G.G.P.; Schopphoven, T.; Gasser, A.; Schleifenbaum, J.H.; Poprawe, R. Extreme High-Speed Laser Material Deposition (EHLA) of AISI 4340 Steel. Coatings 2019, 9, 778. [Google Scholar] [CrossRef]
- Liu, H.M.; Zhou, Y. An interaction model for laser and powder in wide-beam laser cladding. Int. J. Adv. Manuf. Technol. 2021, 112, 15–23. [Google Scholar] [CrossRef]
- Hong, S.; Ma, Q.; Liu, G.; Yang, H.; Hu, L.; Meng, W.; Xie, H.; Yin, X. In-Situ reinforced phase evolution and wear resistance of nickel-based composite coatings fabricated by wide-band laser cladding with Nb addition. Opt. Laser Technol. 2023, 157, 108678. [Google Scholar] [CrossRef]
- Li, F.; Zheng, S.S.; Zhou, F. Study on Mechanical Properties of AlFeCrMoNi1.8Nb1.5 Eutectic High-Entropy Alloy Coating Prepared by Wide-Band Laser Cladding. Coatings 2023, 13, 1077. [Google Scholar] [CrossRef]
- Rommel, D.; Scherm, F.; Kuttner, C.; Glatzel, U. Laser cladding of diamond tools: Interfacial reactions of diamond and molten metal. Surf. Coat. Technol. 2016, 291, 62–69. [Google Scholar] [CrossRef]
- Pekkarinen, I.J.; Salminen, A. Powder cloud behavior in laser cladding using scanning optics. J. Laser Appl. 2016, 28, 032007. [Google Scholar] [CrossRef]
- Yanfang, W.; Hao, L.; Xu, S.; Zengjin, S.; Juan, L.; Zhiqiang, S. Microstructures and Formation Mechanism of Fe-Based Amorphous Coatings by Broad-Band Laser Cladding. Chin. J. Laser 2018, 45, 0302006. [Google Scholar] [CrossRef]
- Liu, H.; Qin, X.; Huang, S.; Hu, Z.; Ni, M. Geometry modeling of single track cladding deposited by high power diode laser with rectangular beam spot. Opt. Lasers Eng. 2018, 100, 38–46. [Google Scholar] [CrossRef]
- Goodarzi, D.M.; Pekkarinen, J.; Salminen, A. Analysis of laser cladding process parameter influence on the clad bead geometry. Weld World 2017, 61, 883–891. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Angelastro, A.; Posa, P.; Daurelio, G. Fiber laser surface remelting of a nickel-based superalloy by an integrated rectangular laser spot. Opt. Lasers Eng. 2018, 111, 42–49. [Google Scholar] [CrossRef]
- Liu, J.; Liu, D.; Li, S.; Deng, Z.; Pan, Z.; Li, C.; Chen, T. The effects of graphene oxide doping on the friction and wear properties of TiN bioinert ceramic coatings prepared using wide-band laser cladding. Surf. Coat. Technol. 2023, 458, 129354. [Google Scholar] [CrossRef]
- Lu, L.; Shi, T.; Zhang, J.; Mei, Y.; Cheng, D.; Fu, G.; Yu, S. Research on surface finish of thin-wall parts by laser with coaxial inside-beam powder feeding. J. Laser Appl. 2021, 33, 022003. [Google Scholar] [CrossRef]
- Lei, D.Z.; Shi, S.H.; Fu, G.Y. Research on inside-laser powder feeding nozzle for broadband laser claddings. China Mech. Eng. 2015, 26, 3076–3081. [Google Scholar]
- Lei, D.Z.; Shi, S.H.; Fu, G.Y. Research of Hollow Broadband Laser Cladding Method. Chin. J. Lasers 2015, 42, 1103001. [Google Scholar]




















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, L.; Shi, T.; Li, G.; Wei, C.; Fu, G. Design and Numerical Analysis of an Inside-Beam Powder Feeding Nozzle for Wide-Band Laser Cladding. Materials 2024, 17, 12. https://doi.org/10.3390/ma17010012
Lu L, Shi T, Li G, Wei C, Fu G. Design and Numerical Analysis of an Inside-Beam Powder Feeding Nozzle for Wide-Band Laser Cladding. Materials. 2024; 17(1):12. https://doi.org/10.3390/ma17010012
Chicago/Turabian StyleLu, Lin, Tuo Shi, Gang Li, Chao Wei, and Geyan Fu. 2024. "Design and Numerical Analysis of an Inside-Beam Powder Feeding Nozzle for Wide-Band Laser Cladding" Materials 17, no. 1: 12. https://doi.org/10.3390/ma17010012