

Synergistic Effects of 2-Butyne-1,4-Diol and Chloride Ions on the Microstructure and Residual Stress of Electrodeposited Nickel
Abstract
:1. Introduction
2. Experimental
2.1. Electrodeposition
2.2. Microstructure Characterization
2.3. Properties Measurements
3. Results
3.1. Surface Morphology
3.2. Crystallographic Texture
3.3. Microstructure
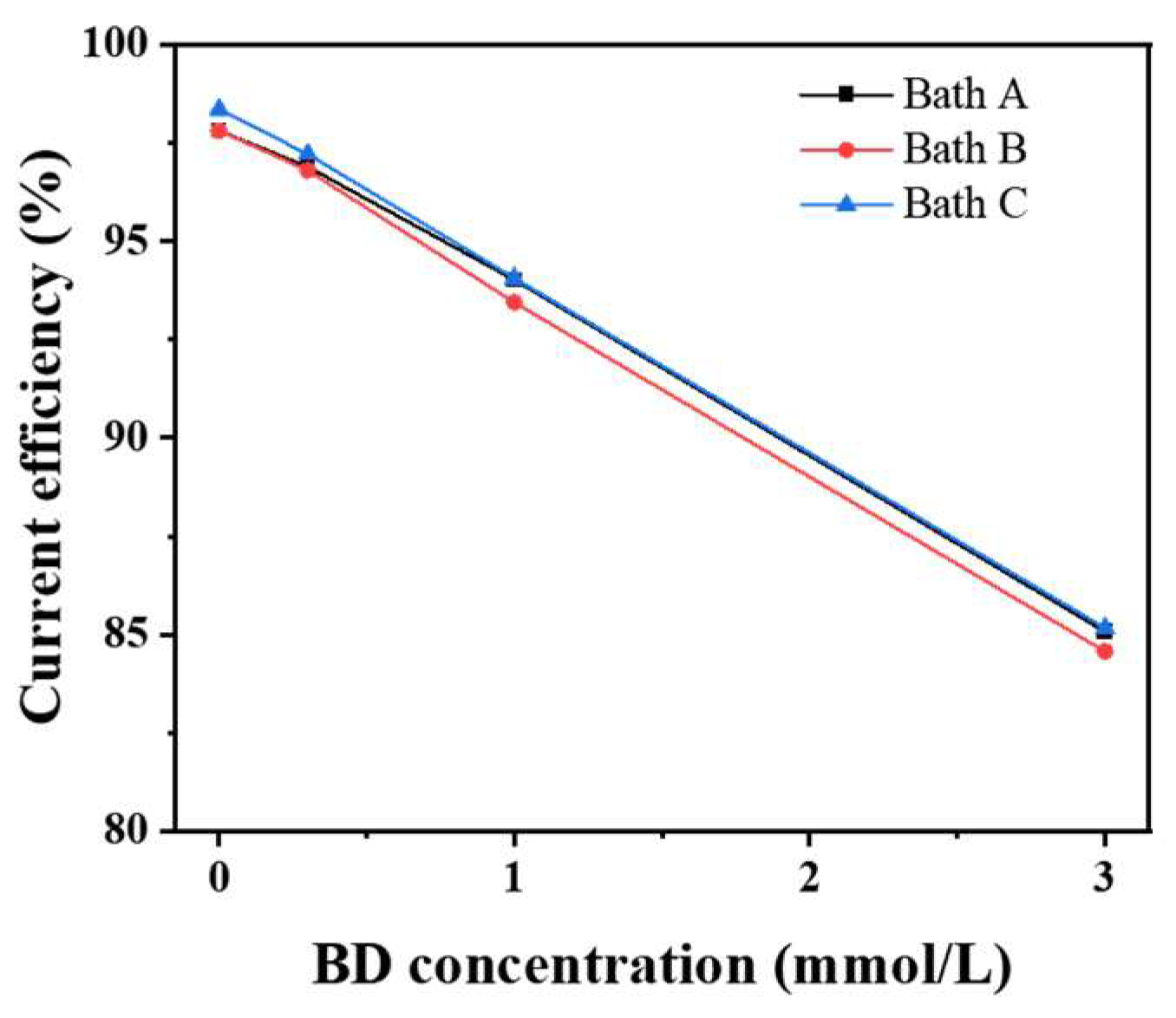
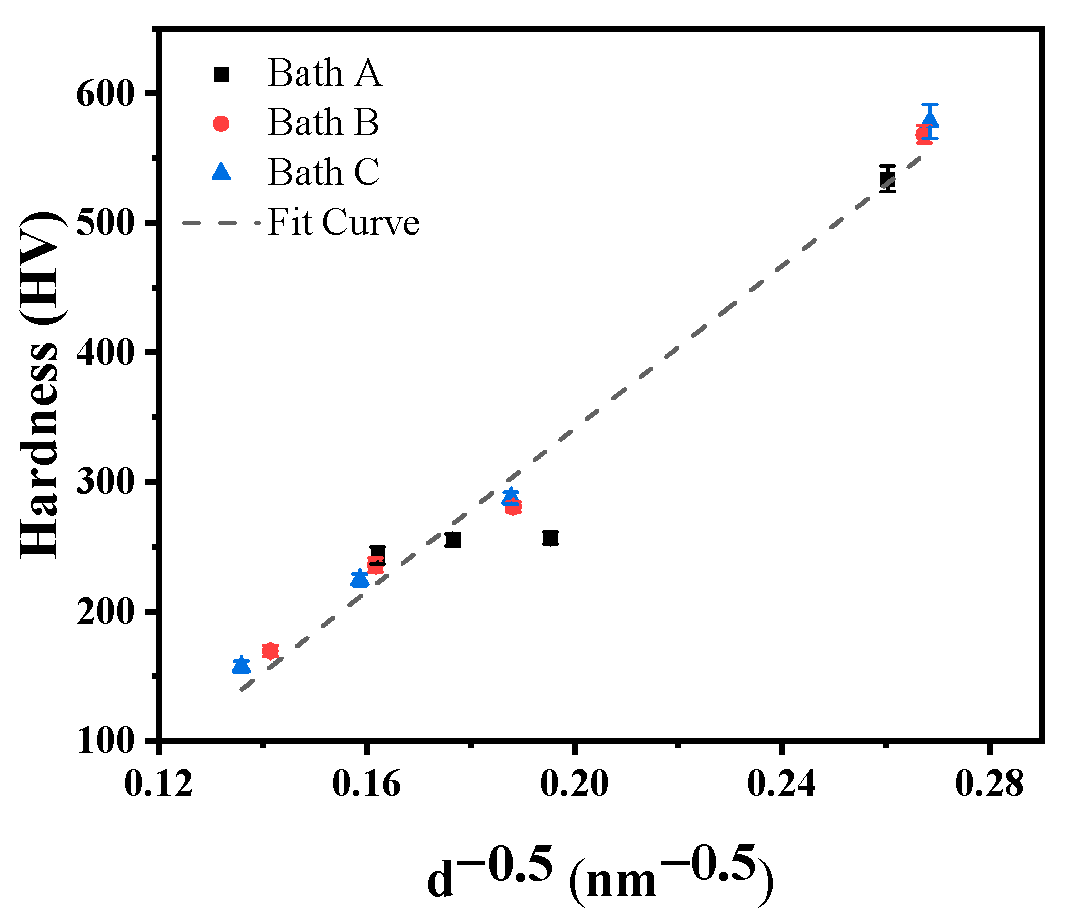
3.4. Residual Stress and Hardness
4. Discussion
4.1. Influence of the Bath Composition on the Surface Morphology and Microstructure
4.2. Influence of the Bath Composition on Residual Stress and Hardness
5. Conclusions
- The addition of BD to the sulfamate baths resulted in the replacement of the <110> oriented acicular grains by the <100> oriented coarse columnar grains or <111> oriented nanograins, as well as the increases in the residual stress;
- For BD-containing baths, BD molecules were adsorbed on the cathode surface and inhibited nickel deposition. And the grains in the deposits grew through the continuous formation and merging of the micropeaks on the surface. These processes determined the surface morphologies and microstructure, therefore affecting the residual stress and hardness of the deposits;
- Adding chloride ions into the baths could improve the inhibition of BD, which slightly promoted surface flattening and the <100> oriented grain coarsening, but evidently increased the residual stress in the nickel layers. The BD enhanced the effect of chloride ions on the residual stress. Therefore, reducing the concentration of chloride ions in the baths is a feasible way to obtain a low residual stress nickel deposit when using BD-containing baths for electrodeposition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Savall, C.; Godon, A.; Creus, J.; Feaugas, X. Influence of deposition parameters on microstructure and contamination of electrodeposited nickel coatings from additive-free sulphamate bath. Surf. Coat. Technol. 2012, 206, 4394–4402. [Google Scholar] [CrossRef]
- Sun, M.; Yang, W.; He, H.; Chen, D.; Li, Z.; Tian, W. Shear localization and recrystallization in an ultrahigh strain rate deformed copper shaped charge liner. Mater. Charact. 2021, 177, 111184. [Google Scholar] [CrossRef]
- Kolonits, T.; Jenei, P.; Péter, L.; Bakonyi, I.; Czigány, Z.; Gubicza, J. Effect of bath additives on the microstructure, lattice defect density and hardness of electrodeposited nanocrystalline Ni films. Surf. Coat. Technol. 2018, 349, 611–621. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Y.; Wang, C.; Wang, B.; Tian, W. High plasticity and anodic behavior of electroformed nickel without chloride ion. Mater. Des. 2016, 93, 91–95. [Google Scholar] [CrossRef]
- Nam, D.-H.; Hong, K.-S.; Kim, J.-S.; Lee, J.-L.; Kim, G.-E.; Kwon, H.-S. Synergistic effects of coumarin and cis-2-butene-1,4-diol on high speed electrodeposition of nickel. Surf. Coat. Technol. 2014, 248, 30–37. [Google Scholar] [CrossRef]
- Nasirpouri, F.; Sanaeian, M.R.; Samardak, A.S.; Sukovatitsina, E.V.; Ognev, A.V.; Chebotkevich, L.A.; Hosseini, M.G.; Abdolmaleki, M. An investigation on the effect of surface morphology and crystalline texture on corrosion behavior, structural and magnetic properties of electrodeposited nanocrystalline nickel films. Appl. Surf. Sci. 2014, 292, 795–805. [Google Scholar] [CrossRef]
- Pathak, S.; Guinard, M.; Vernooij, M.G.C.; Cousin, B.; Wang, Z.; Michler, J.; Philippe, L. Influence of lower current densities on the residual stress and structure of thick nickel electrodeposits. Surf. Coat. Technol. 2011, 205, 3651–3657. [Google Scholar] [CrossRef]
- Watanabe, A.; Takigawa, Y. Reducing sulfur to improve thermal embrittlement in electrodeposited nickel using citric acid. Results Surf. Interfaces 2020, 1, 100001. [Google Scholar] [CrossRef]
- Ibrahim, M.A.M.; Al Radadi, R.M. Role of Glycine as a Complexing Agent in Nickel Electrodeposition from Acidic Sulphate Bath. Int. J. Electrochem. Sci. 2015, 10, 4946–4971. [Google Scholar]
- Mizushima, I.; Tang, P.T.; Hansen, H.N.; Somers, M.A.J. Residual stress in Ni–W electrodeposits. Electrochimica Acta 2006, 51, 6128–6134. [Google Scholar] [CrossRef]
- Lee, W.J.; Lee, S.J.; Kim, B.J.; Kim, H.C. Relief of residual stress of electrodeposited nickel by amine as additive in sulfamate electrolyte. Mater. Lett. 2017, 198, 54–56. [Google Scholar] [CrossRef]
- El-Sherik, A.M.; Shirokoff, J.; Erb, U. Stress measurements in nanocrystalline Ni electrodeposits. J. Alloys Compd. 2005, 389, 140–143. [Google Scholar] [CrossRef]
- El Sayed, M.A.; El-Hendawy, M.M.; Ibrahim, M.A.M. Improving the Characteristics of Nickel Coatings Produced on Copper from Watts Bath in the Presence of Ascorbic Acid—Combined Experimental and Theoretical Study. Int. J. Electrochem. Sci. 2022, 17, 22044. [Google Scholar] [CrossRef]
- El Boraei, N.F.; Ibrahim, M.A.M. Catalytic effect of l-proline on the reduction of Ni(II) ions during nickel electrodeposition from a Watts-type nickel bath. Surf. Coat. Technol. 2018, 347, 113–122. [Google Scholar] [CrossRef]
- Jiang, K.; Nakano, H.; Oue, S.; Morikawa, T.; Tian, W.-H. In situ backscattered electron imaging study of the effect of annealing on the deformation behaviors of Ni electroformed from additive-free and saccharin-containing sulfamate solutions. Int. J. Miner. Metall. Mater. 2019, 26, 114–123. [Google Scholar] [CrossRef]
- Sakamoto, T.; Azumi, K.; Tachikawa, H.; Iokibe, K.; Seo, M.; Uchida, N.; Kagaya, Y. Effects of 2-buthyne-1,4-diol additive on electrodeposited Ni films from a Watts-type bath. Electrochim. Acta 2010, 55, 8570–8578. [Google Scholar] [CrossRef]
- Lim, J.H.; Park, E.C.; Joo, J.; Jung, S.-B. Effect of Additives on Microstructure and Mechanical Properties of Nickel Plate/Mask Fabricated by Electroforming Process. J. Electrochem. Soc. 2009, 156, D108. [Google Scholar] [CrossRef]
- Pavlatou, E.A.; Raptakis, M.; Spyrellis, N. Synergistic effect of 2-butyne-1,4-diol and pulse plating on the structure and properties of nickel nanocrystalline deposits. Surf. Coat. Technol. 2007, 201, 4571–4577. [Google Scholar] [CrossRef]
- Alimadadi, H.; Fanta, A.B.; Somers, M.A.J.; Pantleon, K. Crystallographic orientations and twinning of electrodeposited nickel—A study with complementary characterization methods. Surf. Coat. Technol. 2014, 254, 207–216. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, L.; Li, J.; Shen, B.; Hu, W. Effect of 2-butyne-1,4-diol on the microstructure and internal stress of electrodeposited Fe–36wt.%Ni alloy films. J. Alloys Compd. 2009, 478, 750–753. [Google Scholar] [CrossRef]
- Hu, J.; Zheng, X.G.; Shi, Y.N.; Lu, K. Effect of a Mixture of Saccharin and 2-Butyne-1,4-diol on Electrodeposition of Nano-Grained Ni-Mo Alloys. J. Electrochem. Soc. 2017, 164, D348. [Google Scholar] [CrossRef]
- Duan, F.; Lin, Y.; Pan, J.; Zhao, L.; Guo, Q.; Zhang, D.; Li, Y. Ultrastrong nanotwinned pure nickel with extremely fine twin thickness. Sci. Adv. 2021, 7, eabg5113. [Google Scholar] [CrossRef] [PubMed]
- Saitou, M.; Oshiro, S.; Sagawa, Y. Scaling behavior of internal stress in electrodeposited nickel thin films. J. Appl. Phys. 2008, 104, 093518. [Google Scholar] [CrossRef]
- Moharana, M.; Mallik, A. Nickel electrocrystallization in different electrolytes: An in-process and post synthesis analysis. Electrochimica Acta 2013, 98, 1–10. [Google Scholar] [CrossRef]
- Mockute, D.; Bernotiene, G.; Butkiene, R. The effect of electrolytes composition on the behaviour of saccharin and N-methylsaccharin during Ni electrodeposition. Trans. IMF 2002, 80, 120–123. [Google Scholar] [CrossRef]
- Mockute, D.; Butkienė, R.; Nivinskiené, O. Effect of Chloride Ions on the Behavior of Saccharin, N-Methylsaccharin, and 2-Butyne-1,4-diol during Electrodeposition of Nickel from Acid Electrolytes. Russ. J. Electrochem. 2001, 37, 376–381. [Google Scholar] [CrossRef]
- Altamirano-Garcia, L.; Vazquez-Arenas, J.; Pritzker, M.; Luna-Sánchez, R.; Cabrera-Sierra, R. Effects of saccharin and anions (SO42−, Cl−) on the electrodeposition of Co–Ni alloys. J. Solid State Electrochem. 2014, 19, 423–433. [Google Scholar] [CrossRef]
- Góral, A.; Skrzypek, S.J. The influence of alumina nanoparticles on lattice defects, crystallographic texture and residual stresses in electrodeposited Ni/Al2O3 composite coatings. Appl. Surf. Sci. 2018, 456, 147–155. [Google Scholar] [CrossRef]
- Wasekar, N.P.; Haridoss, P.; Seshadri, S.K.; Sundararajan, G. Influence of mode of electrodeposition, current density and saccharin on the microstructure and hardness of electrodeposited nanocrystalline nickel coatings. Surf. Coat. Technol. 2016, 291, 130–140. [Google Scholar] [CrossRef]
- Lee, J.M.; Jung, K.K.; Ko, J.S. Effect of NaCl in a nickel electrodeposition on the formation of nickel nanostructure. J. Mater. Sci. 2016, 51, 3036–3044. [Google Scholar] [CrossRef]
- Yang-tao, X.; Yu-jie, D.; Wei, Z.; Tian-dong, X. Microstructure and texture evolution of electrodeposited coatings of nickel in the industrial electrolyte. Surf. Coat. Technol. 2017, 330, 170–177. [Google Scholar] [CrossRef]
- Alimadadi, H.; Fanta, A.B.; Kasama, T.; Somers, M.A.J.; Pantleon, K. Texture and microstructure evolution in nickel electrodeposited from an additive-free Watts electrolyte. Surf. Coat. Technol. 2016, 299, 1–6. [Google Scholar] [CrossRef]
- Matsui, I.; Takigawa, Y.; Uesugi, T.; Higashi, K. Effect of orientation on tensile ductility of electrodeposited bulk nanocrystalline Ni–W alloys. Mater. Sci. Eng. A 2013, 578, 318–322. [Google Scholar] [CrossRef]
- Zhan, X.; Lian, J.; Li, H.; Wang, X.; Zhou, J.; Trieu, K.; Zhang, X. Preparation of highly (111) textured nanotwinned copper by medium-frequency pulsed electrodeposition in an additive-free electrolyte. Electrochim. Acta 2021, 365, 137391. [Google Scholar] [CrossRef]
- Oriňáková, R.; Turoňová, A.; Kladeková, D.; Gálová, M.; Smith, R.M. Recent developments in the electrodeposition of nickel and some nickel-based alloys. J. Appl. Electrochem. 2006, 36, 957–972. [Google Scholar] [CrossRef]
- Tsuru, Y.; Nomura, M.; Foulkes, F.R. Effects of chloride, bromide and iodide ions on internal stress in films deposited during high speed nickel electroplating from a nickel sulfamate bath. J. Appl. Electrochem. 2000, 30, 231–238. [Google Scholar] [CrossRef]
- Oriňáková, R.; Trnková, L.; Gálová, M.; Šupicová, M. Application of elimination voltammetry in the study of electroplating processes on the graphite electrode. Electrochim. Acta 2004, 49, 3587–3594. [Google Scholar] [CrossRef]
- Mohanty, U.S.; Tripathy, B.C.; Singh, P.; Keshavarz, A.; Iglauer, S. Roles of organic and inorganic additives on the surface quality, morphology, and polarization behavior during nickel electrodeposition from various baths: A review. J. Appl. Electrochem. 2019, 49, 847–870. [Google Scholar] [CrossRef]
- Devos, O.; Aaboubi, O.; Chopart, J.P.; Merienne, E.; Olivier, A.; Amblard, J. Magnetic Field Effects on Nickel Electrodeposition: II. A Steady-State and Dynamic Electrochemical Study. J. Electrochem. Soc. 1998, 145, 4135. [Google Scholar] [CrossRef]
- Oriňáková, R.; Strečková, M.; Trnková, L.; Rozik, R.; Gálová, M. Comparison of chloride and sulphate electrolytes in nickel electrodeposition on a paraffin impregnated graphite electrode. J. Electroanal. Chem. 2006, 594, 152–159. [Google Scholar] [CrossRef]
- Nasirpouri, F.; Janjan, S.M.; Peighambari, S.M.; Hosseini, M.G.; Akbari, A.; Samardak, A.S. Refinement of electrodeposition mechanism for fabrication of thin nickel films on n-type silicon (111). J. Electroanal. Chem. 2013, 690, 136–143. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Panin, A.V. Mechanisms of Stress Generation in Thin Films and Coatings. Tech. Phys. 2020, 65, 1881–1904. [Google Scholar] [CrossRef]
- Chason, E.; Guduru, P.R. Tutorial: Understanding residual stress in polycrystalline thin films through real-time measurements and physical models. J. Appl. Phys. 2016, 119, 191101. [Google Scholar] [CrossRef]
- Schüler, K.; Philippi, B.; Weinmann, M.; Marx, V.M.; Vehoff, H. Effects of processing on texture, internal stresses and mechanical properties during the pulsed electrodeposition of nanocrystalline and ultrafine-grained nickel. Acta Mater. 2013, 61, 3945–3955. [Google Scholar] [CrossRef]
- Pangarov, N.; Pangarova, R. Stress in electrodeposited metals general thermodynamic theory. J. Electroanal. Chem. Interfacial Electrochem. 1978, 91, 173–188. [Google Scholar] [CrossRef]
- Hearne, S.J.; Floro, J.A. Mechanisms inducing compressive stress during electrodeposition of Ni. J. Appl. Phys. 2005, 97, 014901. [Google Scholar] [CrossRef]
- Kang, J.-X.; Zhao, W.-Z.; Zhang, G.-F. Influence of electrodeposition parameters on the deposition rate and microhardness of nanocrystalline Ni coatings. Surf. Coat. Technol. 2009, 203, 1815–1818. [Google Scholar] [CrossRef]
- Godon, A.; Creus, J.; Feaugas, X.; Conforto, E.; Pichon, L.; Armand, C.; Savall, C. Characterization of electrodeposited nickel coatings from sulphamate electrolyte without additive. Mater. Charact. 2011, 62, 164–173. [Google Scholar] [CrossRef]
- Godon, A.; Creus, J.; Cohendoz, S.; Conforto, E.; Feaugas, X.; Girault, P.; Savall, C. Effects of grain orientation on the Hall–Petch relationship in electrodeposited nickel with nanocrystalline grains. Scr. Mater. 2010, 62, 403–406. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Bath A | Bath B | Bath C |
|---|---|---|---|
| Ni(SO3NH2)2•4H2O | 350 | 336 | 309 |
| NiCl2•6H2O | 0 | 10 | 30 |
| H3BO3 | 40 | 40 | 40 |
| C12H25SO4Na | 0.1 | 0.1 | 0.1 |
| Bath | BD Concentration (mmol/L) | |||
|---|---|---|---|---|
| 0 | 0.3 | 1 | 3 | |
| A | A-0 | A-0.3 | A-1 | A-3 |
| B | B-0 | B-0.3 | B-1 | B-3 |
| C | C-0 | C-0.3 | C-1 | C-3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, M.; Zhang, C.; Ya, R.; He, H.; Li, Z.; Tian, W. Synergistic Effects of 2-Butyne-1,4-Diol and Chloride Ions on the Microstructure and Residual Stress of Electrodeposited Nickel. Materials 2023, 16, 3598. https://doi.org/10.3390/ma16093598
Sun M, Zhang C, Ya R, He H, Li Z, Tian W. Synergistic Effects of 2-Butyne-1,4-Diol and Chloride Ions on the Microstructure and Residual Stress of Electrodeposited Nickel. Materials. 2023; 16(9):3598. https://doi.org/10.3390/ma16093598
Chicago/Turabian StyleSun, Ming, Chao Zhang, Ruhan Ya, Hongyu He, Zhipeng Li, and Wenhuai Tian. 2023. "Synergistic Effects of 2-Butyne-1,4-Diol and Chloride Ions on the Microstructure and Residual Stress of Electrodeposited Nickel" Materials 16, no. 9: 3598. https://doi.org/10.3390/ma16093598