
Fracture Response of X80 Pipe Girth Welds under Combined Internal Pressure and Bending Moment

Abstract
:1. Introduction
2. Ductile Fracture Model
3. Calibration Procedure
3.1. Experimental Method
3.2. Constitutive Model
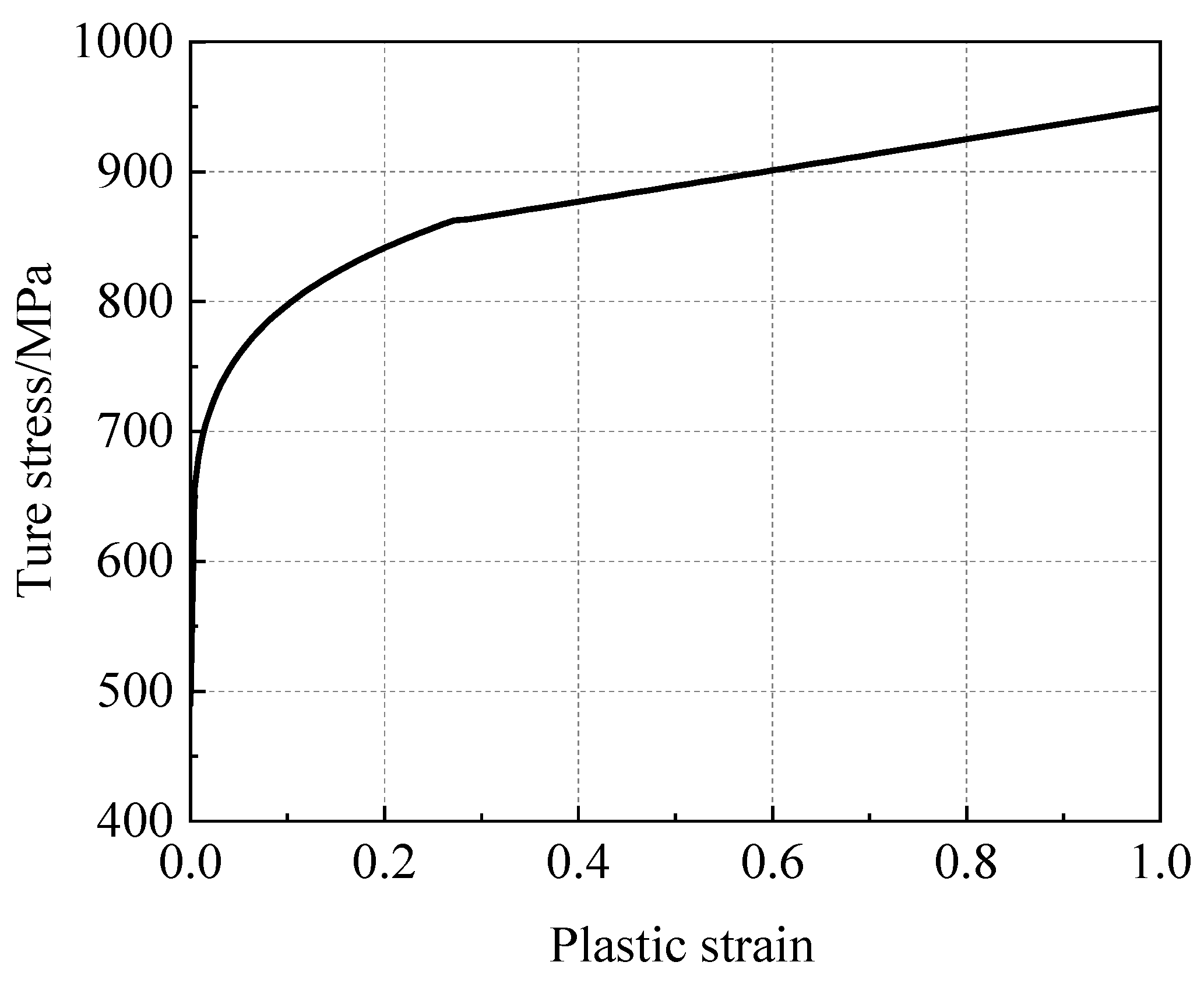
3.2.1. X80 Pipeline Steel
3.2.2. X80 Pipeline Weld
3.3. Damage Model
3.3.1. Identification of Fracture Parameters
3.3.2. Parametric Identification for the LSMCS Model
4. Accuracy Verification
5. Fracture Response under Pressure and Bending Moment
5.1. Parametric Studies
5.2. Results
6. Conclusions
- (1)
- It was proven that the uncoupled fracture model (LSMCS) is a feasible tool for obtaining the fracture response of oil and gas pipelines.
- (2)
- The influence of the girth weld defect size on pipeline fracture can be better obtained through parametric finite element simulation analysis. It was noted that the depth of the defect had a greater impact on the rupture of the pipeline than the circumferential length of the defect. When the defect reached 25.68 mm, the pipeline was more vulnerable to fracture. Regarding the 3D fracture surface of defect depth, defect circumferential length, and fracture bending moment, there was a sudden change point at which the pipeline became more vulnerable to fracture.
- (3)
- This study applied the model to the fracture response under internal pressure and bending moments. This model can also be used to study the fracture responses of pipeline girth welds under other loads. The fracture responses of pipelines under more complex conditions can be considered in future work.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fu, Z.H.; Yang, B.J.; Shan, M.L.; Li, T.; Zhu, Z.Y.; Ma, C.P.; Zhang, X.; Gou, G.Q.; Wang, Z.R.; Gao, W. Hy dro gen Embrittlement Behavior of SUS301L-MT Stainless Steel Laser-Arc Hybrid Welded Joint Localized Zones. Corros. Sci. 2020, 164, 108337. [Google Scholar] [CrossRef]
- Rozumek, D.; Lewandowski, J.; Lesiuk, G.; Correia, J.A. The Influence of Heat Treatment on the Behavior of Fatigue Crack Growth in Welded Joints Made of S355 under Bending Loading. Int. J. Fatigue 2020, 131, 105328. [Google Scholar] [CrossRef]
- EDF Energy. R6—Revision 4, Assessment of the Integrity of the Structures Containing Defects; Amendment 11; EDF Energy: London, UK, 2015. [Google Scholar]
- BS 7910:2013; Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures. British Standard Institution: London, UK, 2013.
- Bai, Y.; Bai, Q. Recommended Practice DNV-RP-F101; OPIMsoft Technology Co. Ltd.: Tianjin, China, 2005. [Google Scholar]
- ASME B31G-2009; Manual for Determining the Remaining Strength of Corroded Pipelines. ASME: New York, NY, USA, 2009.
- Østby, E. Fracture Control—Offshore Pipelines: New Strain-Based Fracture Mechanics Equations Including the Effects of Biaxial Loading, Mismatch and Misalignment. In Proceedings of the International Conference on Offshore Mechanics and Arctic Engineering—OMAE, Halkidiki, Greece, 12–17 June 2005; Volume 3. [Google Scholar]
- Fairchild, D.P.; Crapps, J.M.; Cheng, W.; Tang, H.; Shafrova, S. Full-Scale Pipe Strain Test Quality and Safety Factor Determination for Strain-Based Engineering Critical Assessment. In Proceedings of the Biennial International Pipeline Conference, IPC, Calgary, AB, Canada, 26–30 September 2016; Volume 2. [Google Scholar]
- Hutchinson, J.W. Fundamentals of the Phenomenological Theory of Nonlinear Fracture Mechanics. J. Appl. Mech. Trans. ASME 1983, 50, 1042–1051. [Google Scholar] [CrossRef]
- Hutchinson, J.W. Singular Behaviour at the End of a Tensile Crack in a Hardening Material. J. Mech. Phys. Solids 1968, 16, 13–31. [Google Scholar] [CrossRef]
- Paris, P.; Tada, H.; Zahoor, A.; Ernst, H. The Theory of Instability of the Tearing Mode of Elastic-Plastic Crack Growth. In Elastic-Plastic Fracture; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Kumar, V.; German, M.D. Elastic-Plastic Fracture Analysis of Through-Wall and Surface Flaws in Cylinders: Final Report; NP-5596; General Electric Co.,Corporate Research and Development Center: Schenectady, NY, USA, 1988. [Google Scholar]
- Bai, Y.; Igland, R.; Moan, T. Collapse of Thick Tubes under Combined Tension and Bending. J. Constr. Steel Res. 1995, 32, 233–257. [Google Scholar] [CrossRef]
- Dake, Y.; Sridhar, I.; Zhongmin, X.; Kumar, S.B. Fracture Capacity of Girth Welded Pipelines with 3D Surface Cracks Subjected to Biaxial Loading Conditions. Int. J. Press. Vessels Pip. 2012, 92, 115–126. [Google Scholar] [CrossRef]
- Yi, D.; Xiao, Z.M.; Idapalapati, S.; Kumar, S.B. Fracture Analysis of Girth Welded Pipelines with 3D Embedded Cracks Subjected to Biaxial Loading Conditions. Eng. Fract. Mech. 2012, 96, 570–587. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Yang, F. Ductile Fracture Modelling of Steel Plates under Tensile and Shear Dominated States. J. Constr. Steel Res. 2022, 197, 107469. [Google Scholar] [CrossRef]
- Kacem, A.; Laurent, H.; Thuillier, S. Experimental and Numerical Investigation of Ductile Fracture for AA6061-T6 Sheets at Room and Elevated Temperatures. Int. J. Mech. Sci. 2022, 222, 107201. [Google Scholar] [CrossRef]
- Zhang, Y.; Shen, F.; Zheng, J.; Münstermann, S.; Li, T.; Han, W.; Huang, S. Ductility Prediction of HPDC Aluminum Alloy Using a Probabilistic Ductile Fracture Model. Theor. Appl. Fract. Mech. 2022, 119, 103381. [Google Scholar] [CrossRef]
- Zhu, T.; Ding, H.; Wang, C.; Liu, Y.; Xiao, S.; Yang, G.; Yang, B. Parameters Calibration of the GISSMO Failure Model for SUS301L-MT. Chin. J. Mech. Eng. Engl. Ed. 2023, 36, 20. [Google Scholar] [CrossRef]
- Oh, C.K.; Kim, Y.J.; Baek, J.H.; Kim, Y.P.; Kim, W.S. Ductile Failure Analysis of API X65 Pipes with Notch-Type Defects Using a Local Fracture Criterion. Int. J. Press. Vessels Pip. 2007, 84, 512–525. [Google Scholar] [CrossRef]
- Oh, C.K.; Kim, Y.J.; Baek, J.H.; Kim, W.S. Development of Stress-Modified Fracture Strain for Ductile Failure of API X65 Steel. Int. J. Fract. 2007, 143, 119–133. [Google Scholar] [CrossRef]
- Oh, C.K.; Kim, Y.J.; Baek, J.H.; Kim, Y.P.; Kim, W. A Phenomenological Model of Ductile Fracture for API X65 Steel. Int. J. Mech. Sci. 2007, 49, 1399–1412. [Google Scholar] [CrossRef]
- Oh, C.S.; Kim, N.H.; Kim, Y.J.; Baek, J.H.; Kim, Y.P.; Kim, W.S. A Finite Element Ductile Failure Simulation Method Using Stress-Modified Fracture Strain Model. Eng. Fract. Mech. 2011, 78, 124–137. [Google Scholar] [CrossRef]
- Saneian, M.; Han, P.; Jin, S.; Bai, Y. Fracture Response of Steel Pipelines under Combined Tension and Bending. Thin Walled Struct. 2020, 155, 106987. [Google Scholar] [CrossRef]
- Saneian, M.; Han, P.; Jin, S.; Bai, Y. Fracture Response of Steel Pipelines under Combined Tension and Torsion. Thin Walled Struct. 2020, 154, 106870. [Google Scholar] [CrossRef]
- Han, P.; Cheng, P.; Yuan, S.; Bai, Y. Characterization of Ductile Fracture Criterion for API X80 Pipeline Steel Based on a Phenomenological Approach. Thin Walled Struct. 2021, 164, 107254. [Google Scholar] [CrossRef]
- Wang, X.; Shuai, J.; Zhang, S.Z.; Ren, W.; Zhu, X.M. Numerical Study on the Strain Capacity of Girth-Welded X80 Grade Pipes. Pet. Sci. 2022, 19, 2399–2412. [Google Scholar] [CrossRef]
- Jin, Z.J.; Jiang, C.H.; Wan, X.P.; Chen, P.; Wang, X.F. Plastic Limit Load Analysis for Pressure Pipe with Incomplete Welding Defects Based on the Extended Net Section Collapse Criteria. J. Zhejiang Univ. Sci. A 2010, 11, 440–448. [Google Scholar] [CrossRef]
- Lu, K.Q.; Lin, J.Q.; Chen, Z.F.; Wang, W.; Yang, H. Safety Assessment of Incomplete Penetration Defects at the Root of Girth Welds in Pipelines. Ocean Eng. 2021, 230, 109003. [Google Scholar] [CrossRef]
- Li, Y.; Shuai, J.; Xu, K. Investigation on Size Tolerance of Pore Defect of Girth Weld Pipe. PLoS ONE 2018, 13, e0191575. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.; Wierzbicki, T. A New Model of Metal Plasticity and Fracture with Pressure and Lode Dependence. Int. J. Plast. 2008, 24, 1071–1096. [Google Scholar] [CrossRef]
- Bai, Y.; Wierzbicki, T. Application of Extended Mohr-Coulomb Criterion to Ductile Fracture. Int. J. Fract. 2010, 161, 1–20. [Google Scholar] [CrossRef]
- Bao, Y. Dependence of Ductile Crack Formation in Tensile Tests on Stress Triaxiality, Stress and Strain Ratios. Eng. Fract. Mech. 2005, 72, 505–522. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On Fracture Locus in the Equivalent Strain and Stress Triaxiality Space. Int. J. Mech. Sci. 2004, 46, 81–89. [Google Scholar] [CrossRef]
- Huang, X.; Zhao, W.; Zhao, J.; Wang, Z. Fracture Model of Q235B Steel Considering the Influence of Stress Triaxiality and Lode Parameter. J. Basic Sci. Eng. 2019, 27, 1172–1187. (In Chinese) [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature. Standardization Administration of the People’s Republic of China (SAC): Beijing, China, 2010.
- GB/T 31032–2014; Welding and Acceptance Standard for Steel Pipings and Pipelines. Standardization Administration of the People’s Republic of China (SAC): Beijing, China, 2014.
- Johnson, G.R.; Cook, W.H. A Constitutive Model and Data for Metals Subjected to Large Strains, High Strain Rates and High Temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Bastola, A.; Wang, J.; Shitamoto, H.; Mirzaee-Sisan, A.; Hamada, M.; Hisamune, N. Full- and Small-Scale Tests on Strain Capacity of X80 Seamless Pipes. Procedia Struct. Integr. 2016, 2, 1894–1903. [Google Scholar] [CrossRef]
- Nie, H.; Ma, W.; Xue, K.; Ren, J.; Dang, W.; Wang, K.; Cao, J.; Yao, T.; Liang, X. A Novel Test Method for Mechanical Properties of Characteristic Zones of Girth Welds. Int. J. Press. Vessels Pip. 2021, 194, 104533. [Google Scholar] [CrossRef]
- Wu, X.; Shuai, J.; Xu, K.; Lv, Z.; Shan, K. Determination of Local True Stress-Strain Response of X80 and Q235 Girth-Welded Joints Based on Digital Image Correlation and Numerical Simulation. Int. J. Press. Vessels Pip. 2020, 188, 104232. [Google Scholar] [CrossRef]
- Zhang, Y.; Shuai, J.; Ren, W.; Lv, Z. Investigation of the Tensile Strain Response of the Girth Weld of High-Strength Steel Pipeline. J. Constr. Steel Res. 2022, 188, 107047. [Google Scholar] [CrossRef]
- Li, Y.J.; Li, Q.; Wu, A.P.; Ma, N.X.; Wang, G.Q.; Murakawa, H.; Yan, D.Y.; Wu, H.Q. Determination of Local Constitutive Behavior and Simulation on Tensile Test of 2219-T87 Aluminum Alloy GTAW Joints. Trans. Nonferr. Met. Soc. China 2015, 25, 3072–3079. [Google Scholar] [CrossRef]
- Hu, X. Research on Repair of Steel Epoxy Sleeve with X80 Pipeline with Defective Girth Welds. Ph.D. Thesis, Xian Shiyou University, Xi’an, China, 2020. (In Chinese). [Google Scholar]
- DS Simulia Corp. Simulia Abaqus 6.11 Theory Manual; DS Simulia Corp.: Providence, RI, USA, 2017. [Google Scholar]
- Xia, Y.; Shi, M.; Zhang, C.; Wang, C.; Sang, X.; Liu, R.; Zhao, P.; An, G.; Fang, H. Analysis of Flexural Failure Mechanism of Ultraviolet Cured-in-Place-Pipe Materials for Buried Pipelines Rehabilitation Based on Curing Temperature Monitoring. Eng. Fail. Anal. 2022, 142, 106763. [Google Scholar] [CrossRef]
- Yuhua, C.; Yuqing, M.; Weiwei, L.; Peng, H. Investigation of Welding Crack in Micro Laser Welded NiTiNb Shape Memory Alloy and Ti6Al4V Alloy Dissimilar Metals Joints. Opt. Laser Technol. 2017, 91, 197–202. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Young’s Modulus (MPa) | Poisson’s Ratio | Yield Strength (Rp0.2) (MPa) | Tensile Strength (MPa) |
|---|---|---|---|
| 206,000 | 0.3 | 638 | 739 |
| D (mm) | 5 | 10 | 15 | 20 | |
|---|---|---|---|---|---|
| L (%) | |||||
| 6.42 | 19,348.6 | 18,553.5 | 18,019.5 | 17,798.6 | |
| 12.84 | 18,149.9 | 16,730.2 | 16,396.1 | 15,778.0 | |
| 19.26 | 17,488.1 | 16,020.5 | 14,664.5 | 14,197.9 | |
| 25.68 | 16,124.2 | 12,958.2 | 11,286.2 | 9555.65 | |
| P00 | P10 | P01 | P20 | P11 | P02 | P30 | P21 | P12 | P03 |
|---|---|---|---|---|---|---|---|---|---|
| 26,250 | −1224 | −486.3 | 78.82 | 4 | 26.45 | −1.565 | −0.972 | 0.433 | −0.646 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, L.; Li, N.; Jia, B.; Zhang, Y. Fracture Response of X80 Pipe Girth Welds under Combined Internal Pressure and Bending Moment. Materials 2023, 16, 3588. https://doi.org/10.3390/ma16093588
Zhu L, Li N, Jia B, Zhang Y. Fracture Response of X80 Pipe Girth Welds under Combined Internal Pressure and Bending Moment. Materials. 2023; 16(9):3588. https://doi.org/10.3390/ma16093588
Chicago/Turabian StyleZhu, Li, Naixian Li, Bin Jia, and Yu Zhang. 2023. "Fracture Response of X80 Pipe Girth Welds under Combined Internal Pressure and Bending Moment" Materials 16, no. 9: 3588. https://doi.org/10.3390/ma16093588