
Study of the Solder Characteristics of IGBT Modules Based on Thermal–Mechanical Coupling Simulation

 ,
,
Abstract
:1. Introduction
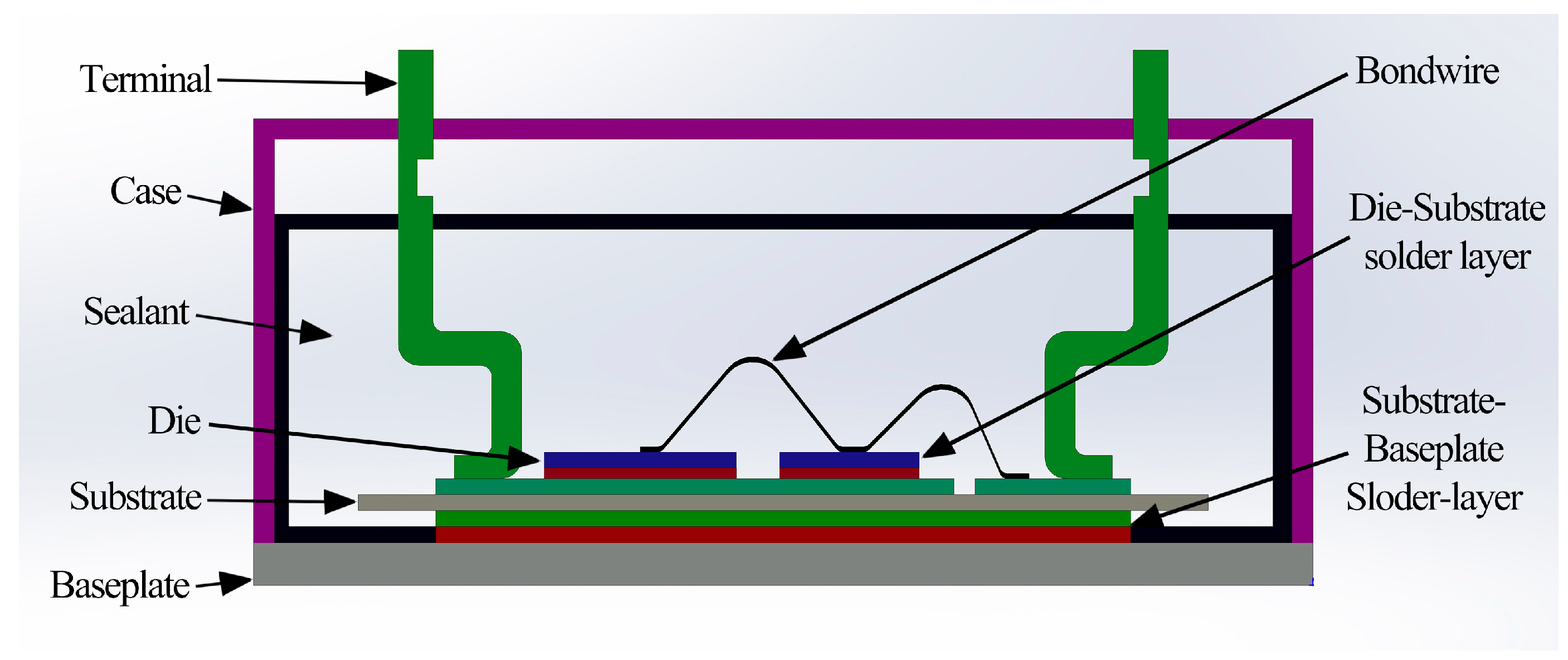
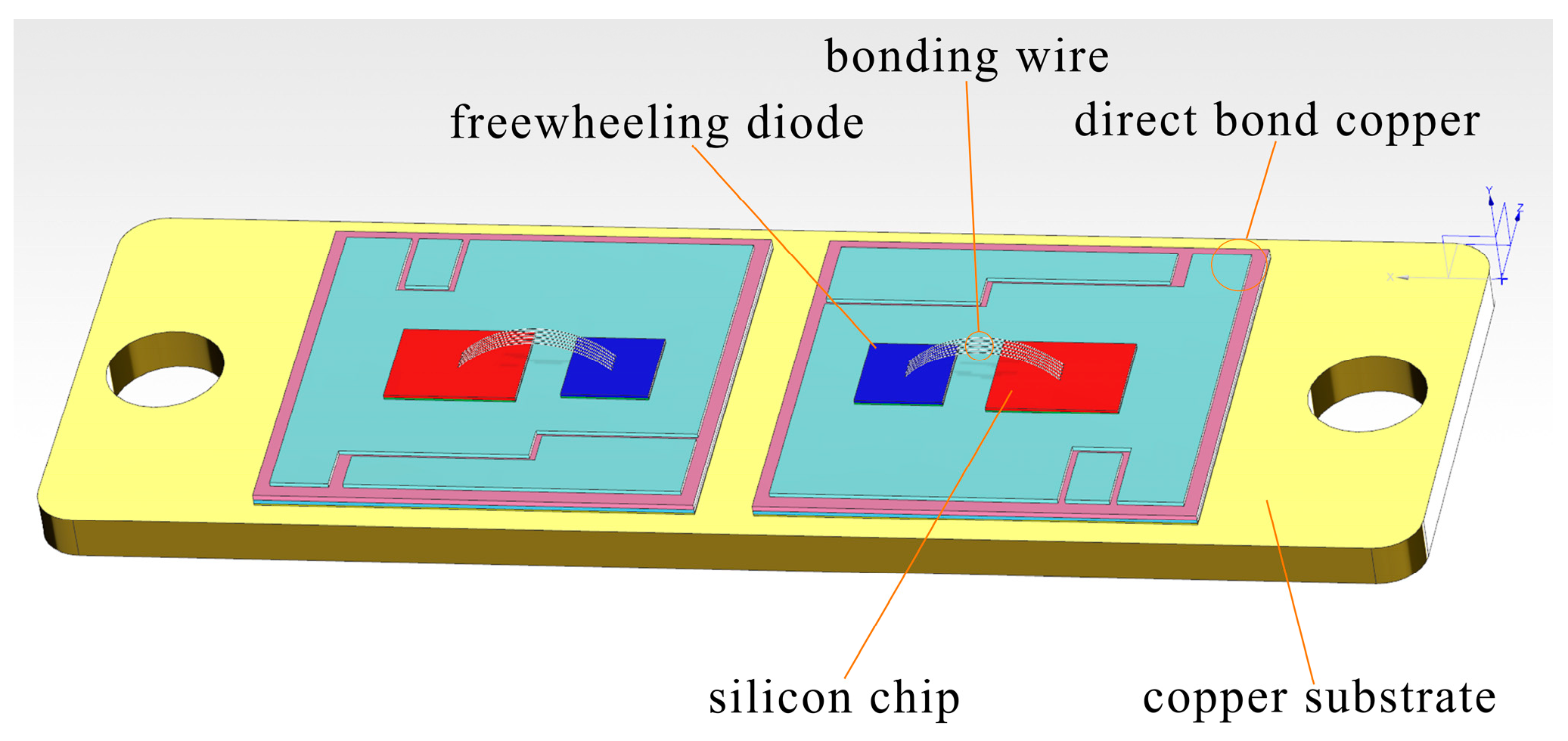
2. Materials and Methods
- The source of heat is an IGBT chip, and the heat manufacturing is uniform. Thermal radiation’s effect on heat transmission is neglected. The chip’s heat generation rate is loaded, and the chip loss power is set at 100 W and heat generation rate H = P/V = 8 × 109 W/m3·K−1. The transient thermal simulation was carried out with a heating period of 40 s;
- The emphasis of this study lies on the solder layer within the IGBT, and the effect of the aluminum wire bonding line is disregarded in this simulation due to its minimal impact on the module’s overall junction temperature;
- To simplify the calculation model and more clearly display the heat transfer characteristics of the module, isotropy was assumed for the materials. Since IGBT modules are fixed to the heat sink using bolt tightening in practical applications, fixed constraints were applied to the four corners of the module bottom plate during the mechanical simulation;
- In this simulation procedure, forced convection heat transfer is loaded on the floor and in the surrounding area to imitate the heat dissipation impact of both the thermal grease and the substrate heat sink since they are not modeled. The basal equivalent convective heat transfer coefficient is 3000 W/m2·K−1, the coefficient of convective heat transport around the substrate is 10 W/m2·K−1, and the heat flux around the IGBT chip is 1500 W/m2;
- During the damage simulation, a circular non-penetration solder void is used to study the influence of void ratio and void radius changes on the junction temperature. To ensure the accuracy of the simulation results, the voids in the solder layer are represented by air properties.
3. Results and Discussion
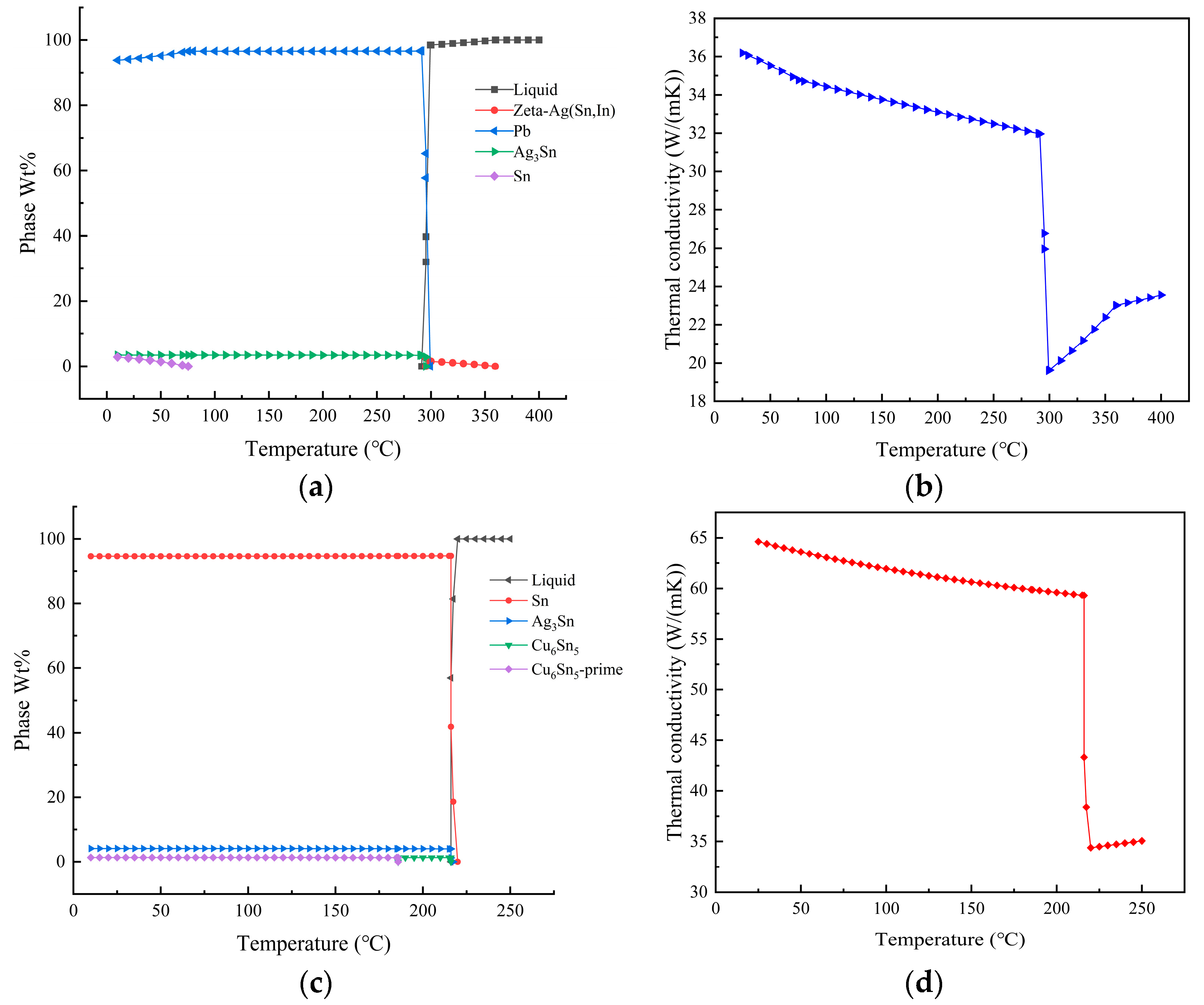
3.1. JMatPro Analysis Results
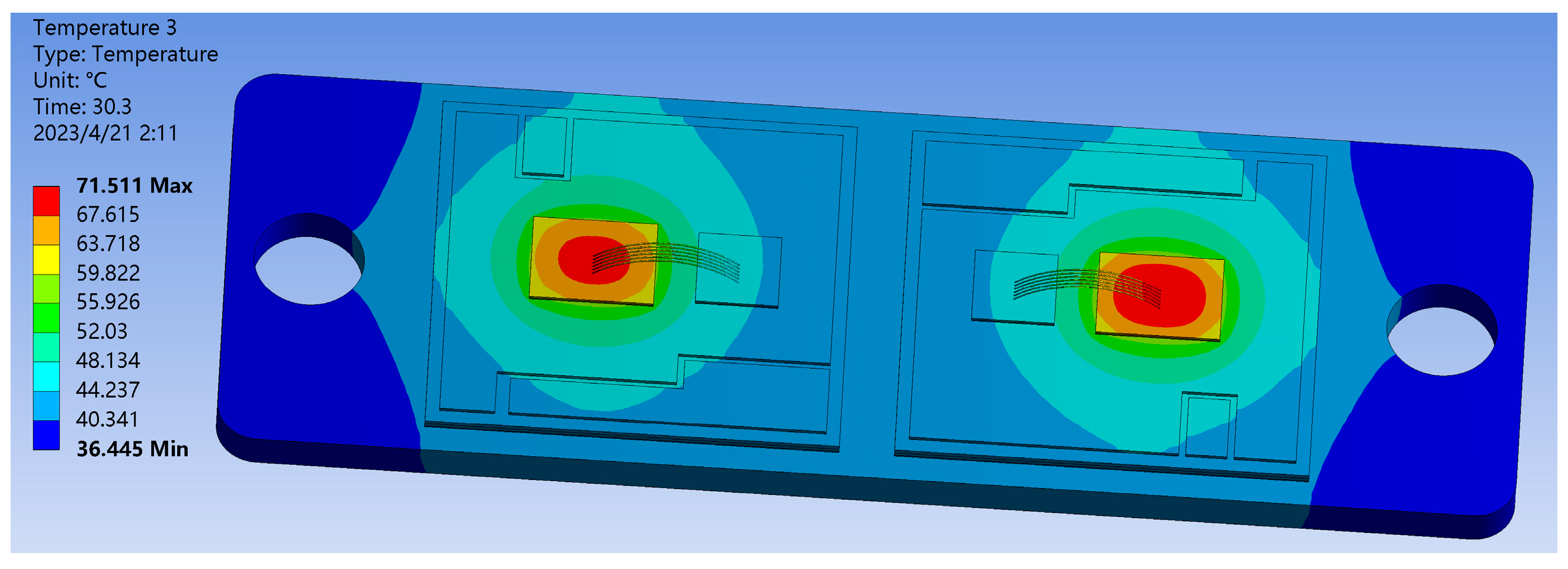
3.2. Analysis of the Heat Transfer Characteristics of IGBT Modules
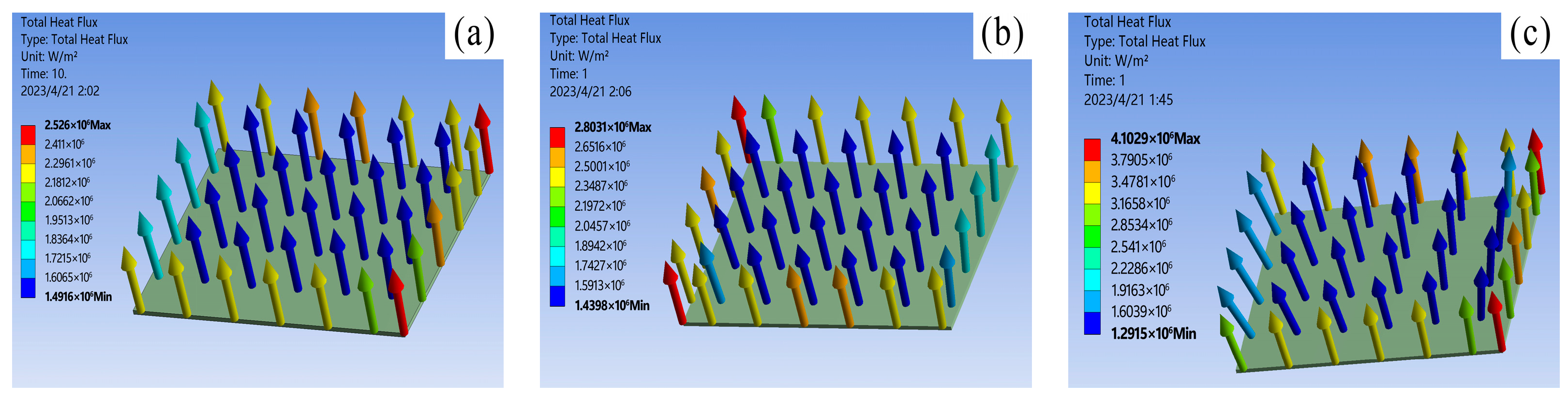
3.3. Results of the Analysis of the Heat Transfer Characteristics of the Three Solders
3.4. Finite Element Investigation of a Cracked IGBT Module Using SAC305 Solder as an Illustration
4. Summary
- The calculation results obtained from JMatPro software show that the 92.5Pb5Sn2.5Ag solder exhibits a higher liquid-phase line compared to the SAC305 solder and possesses a more intricate intermetallic compound (IMC) composition. Conversely, the SAC305 solder demonstrates a higher and more stable thermal conductivity;
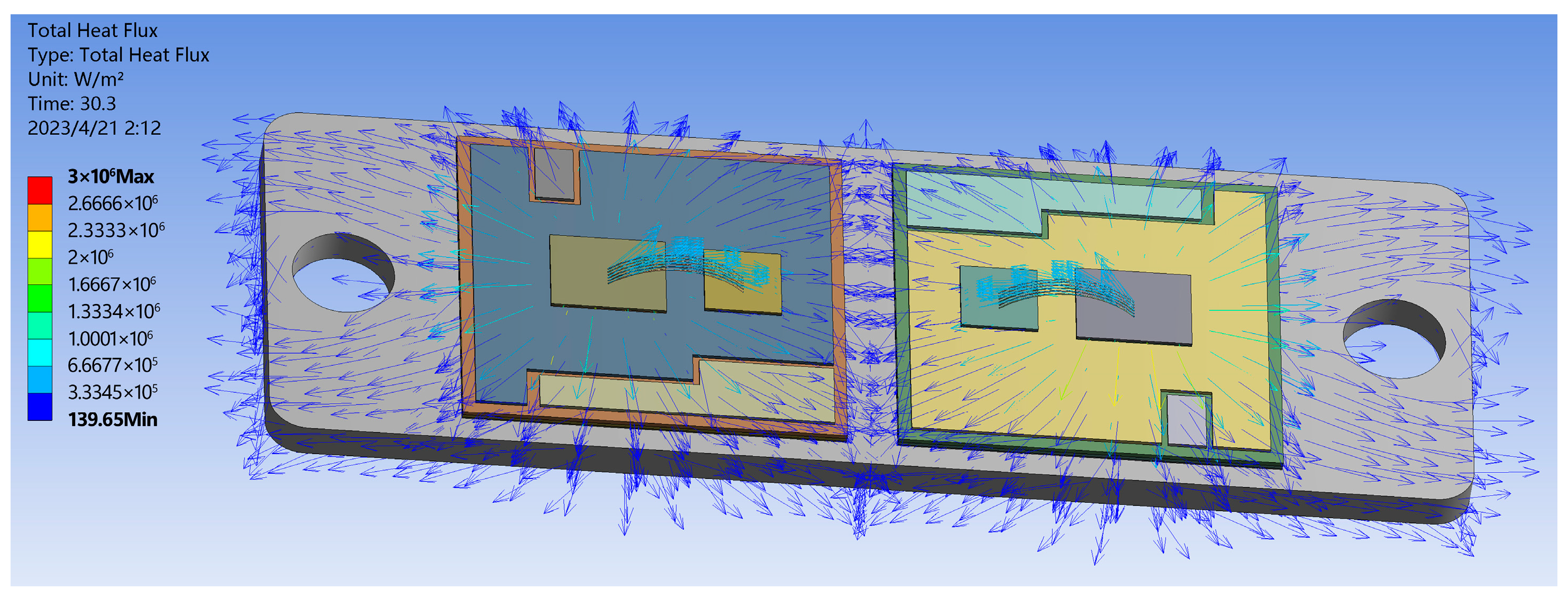
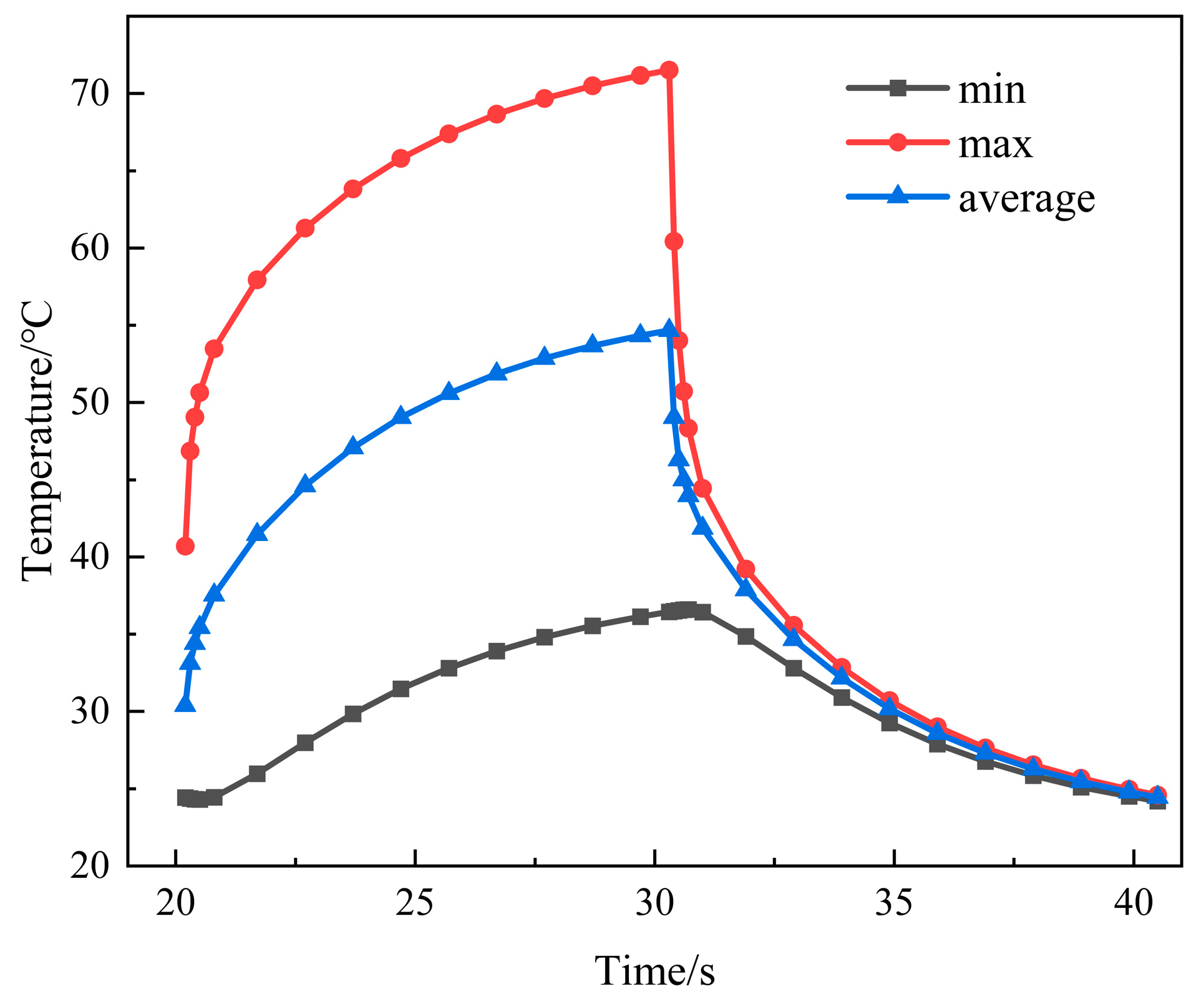
- The normal IGBT module simulation results show that under steady-state working conditions, the internal temperature of the multi-chip IGBT module shows a gradient decrease, with the maximum temperature difference reaching 35.066 °C. Adjacent chips have clear thermal coupling, with a chip junction temperature difference of up to 13 °C. The temperature change is stable with the switching frequency in a periodic manner;
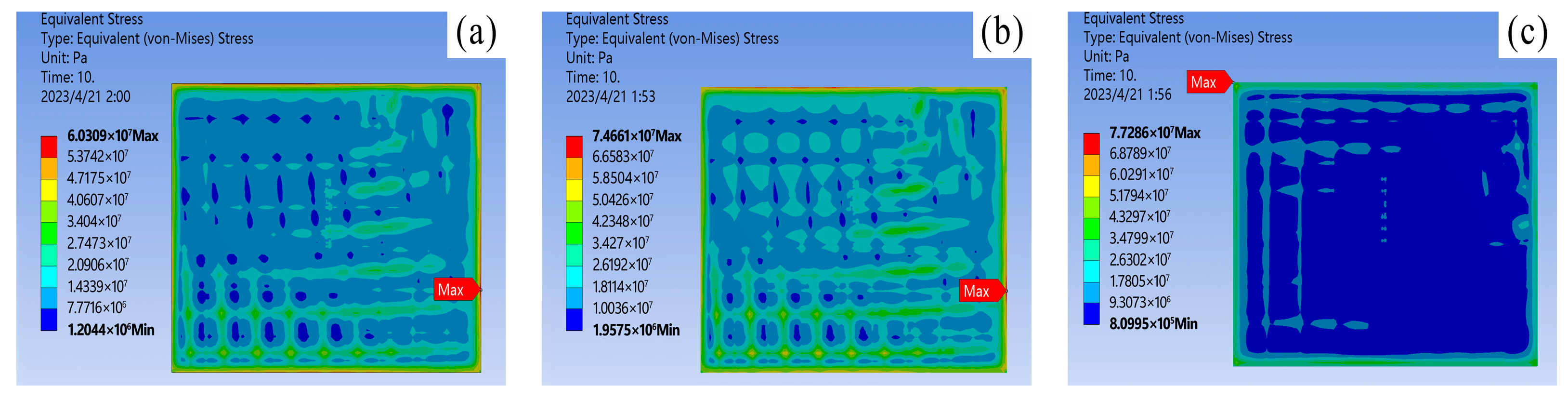
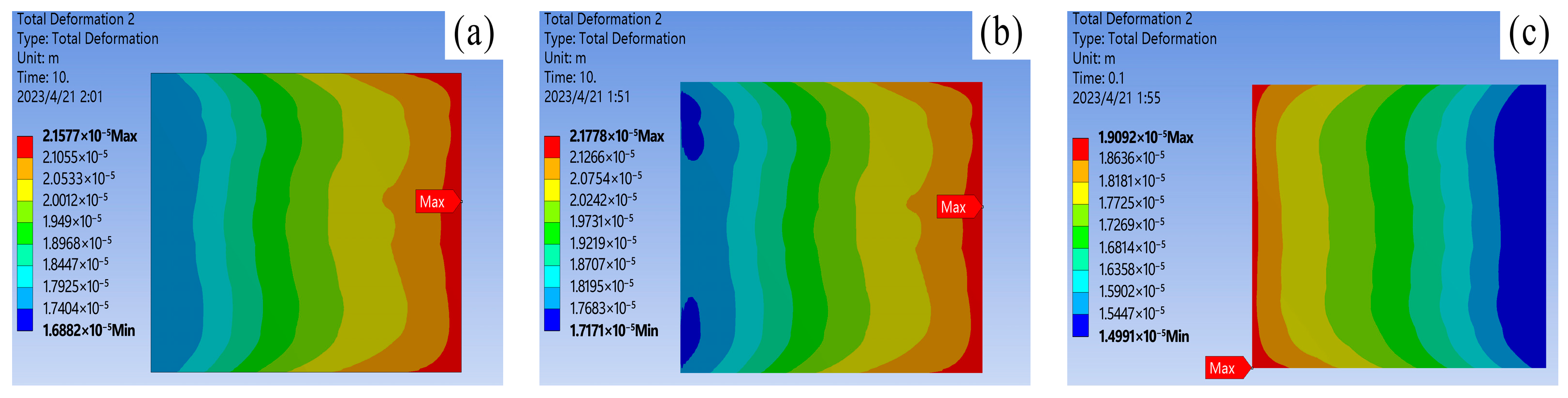
- The thermal–mechanical coupling simulation results of the solder layer indicate that the nano-silver solder has better thermal conductivity and more uniform internal stress distribution than SAC305 and 92.5Pb5Sn2.5Ag solders. Additionally, it has a lower deformation amount under the same junction temperature conditions and better resistance to thermal deformation under thermal cycling;
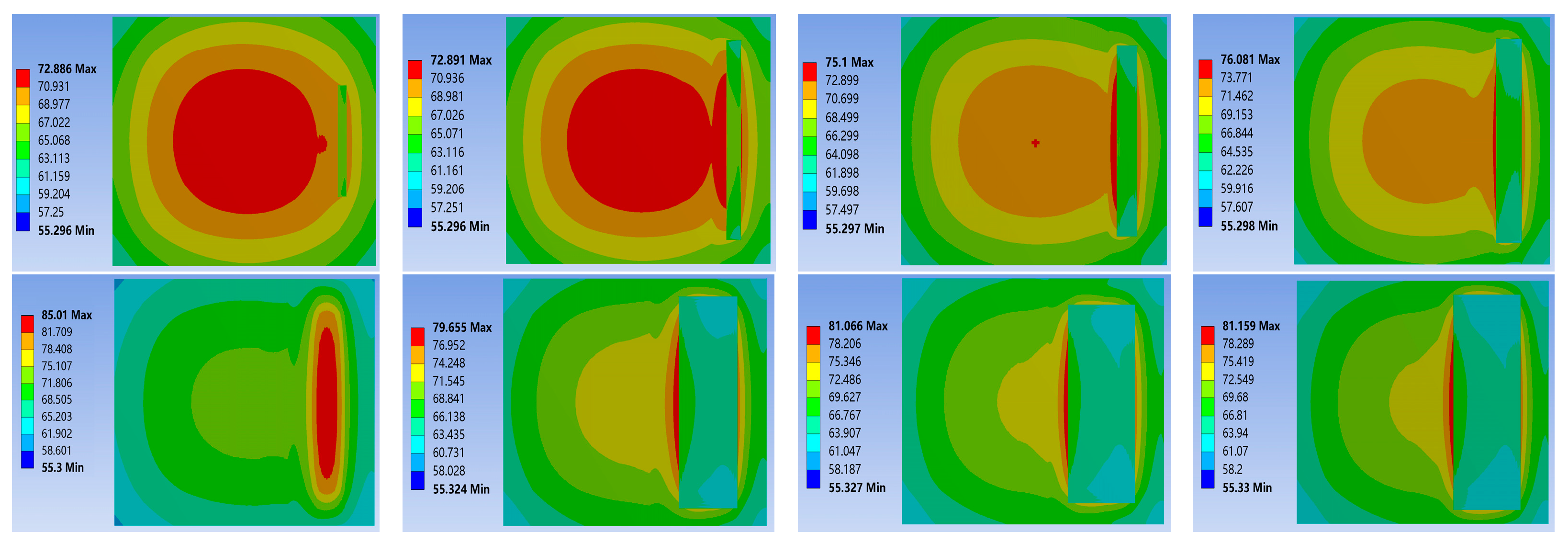
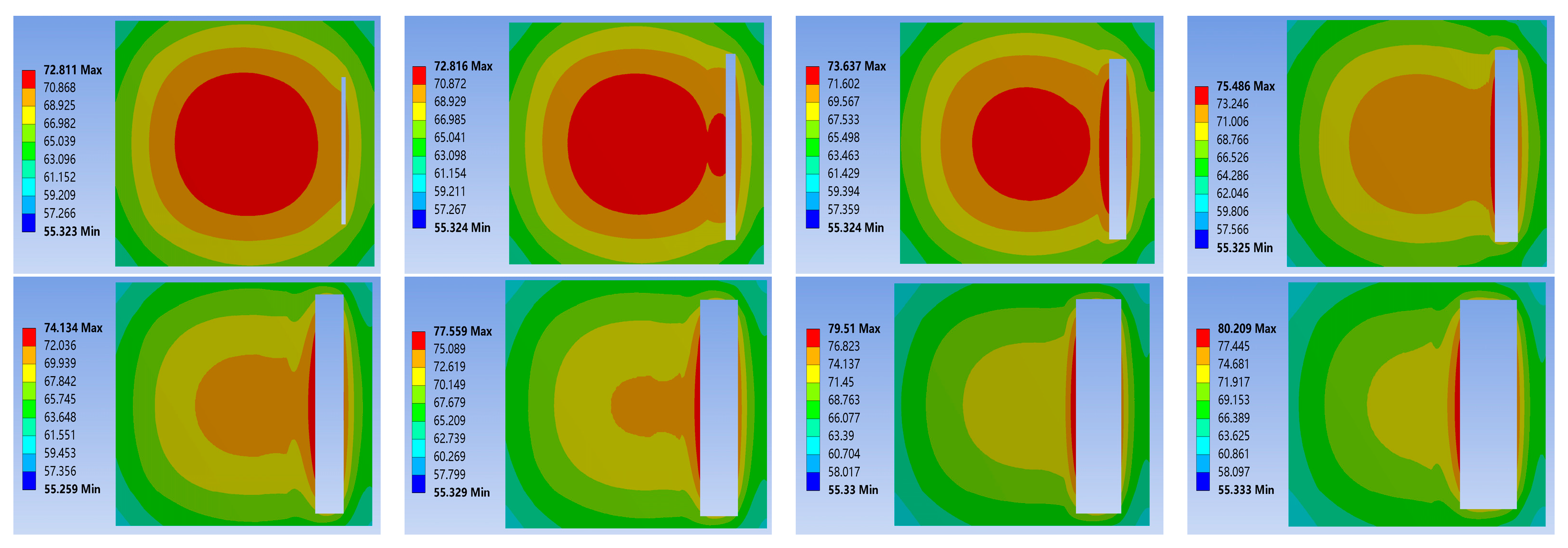
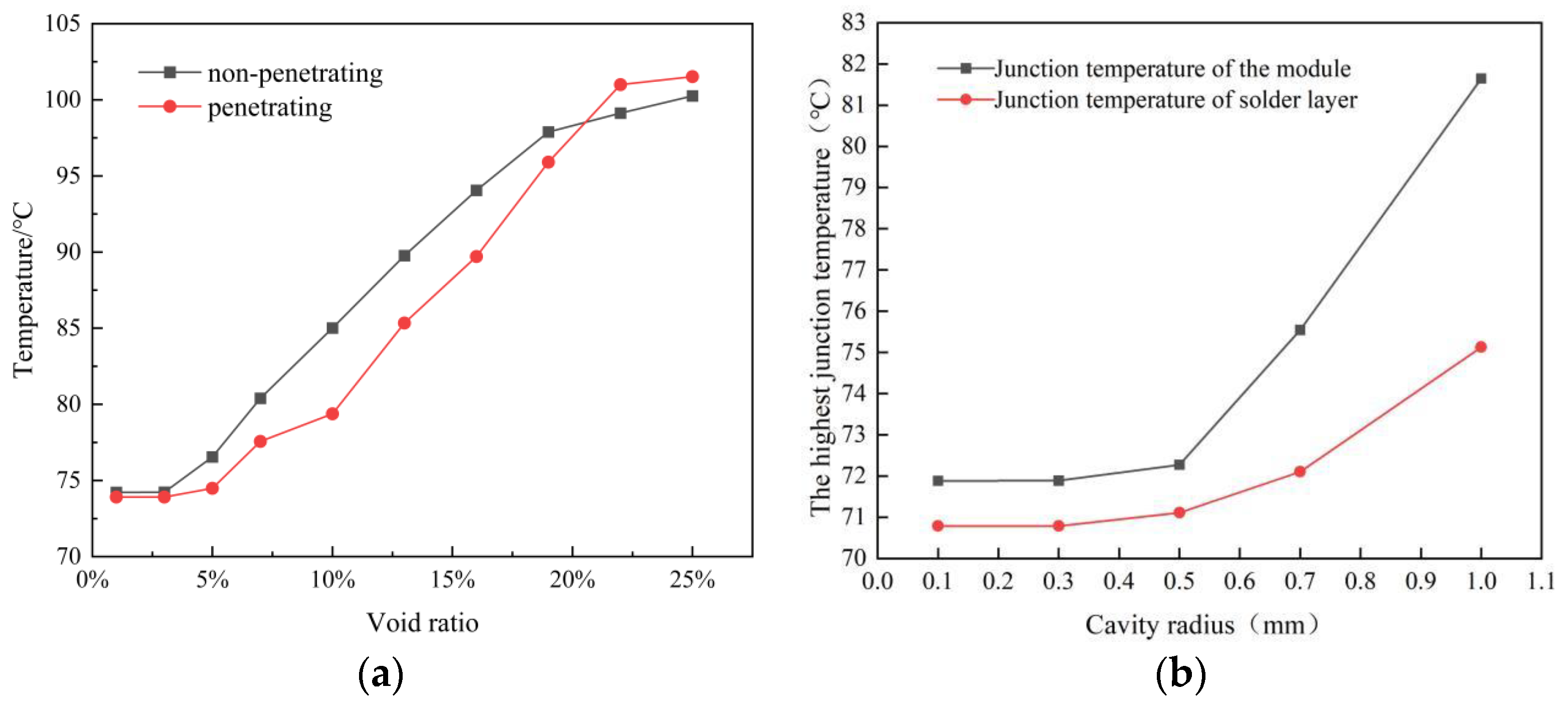
- The damage model simulation results show that the junction temperature and void ratio have a linear relationship within the range of 5% to 20%. The larger the void size, the more apparent the increase in thermal resistance and temperature. It is recommended to maintain the void ratio below 3%. Non-penetration voids have a greater impact on the module’s heat dissipation path than penetration voids, but the size of penetration voids has a more significant effect on the rate of junction temperature change;
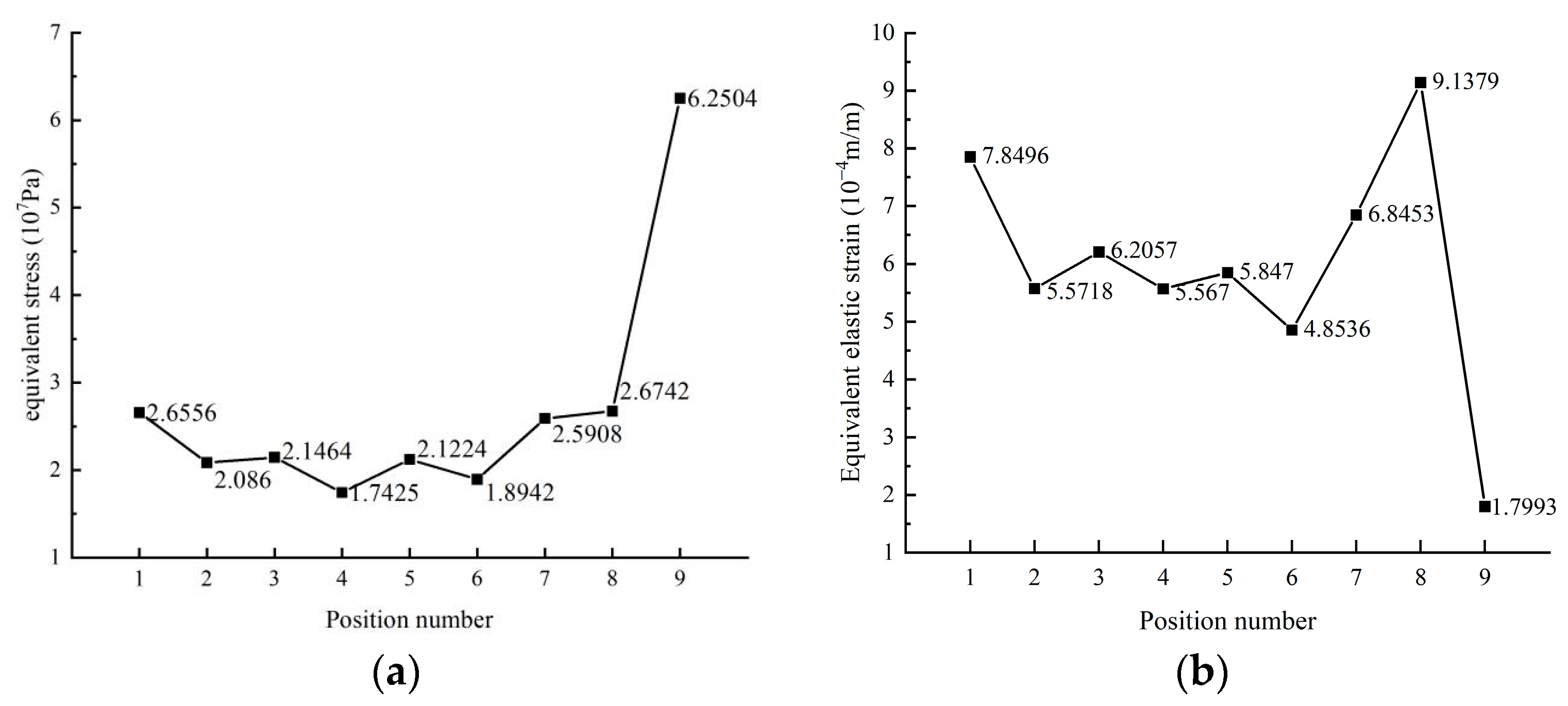
- The research shows that there are differences in the degree of stress concentration in different solders, especially the stress concentration phenomenon around the solder edges. When designing the thermal aspects of IGBT modules, the heat dissipation effect around the module should be considered to reduce the impact of thermal stress. When evaluating the reliability of the solder layer, if cracks are unavoidable due to production conditions or operating environments, efforts should be made to control the location of damage to minimize the impact on the overall reliability of IGBT modules, and thus extending their service life.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abuelnaga, A.; Narimani, M.; Bahman, A.S. A Review on IGBT Module Failure Modes and Lifetime Testing. IEEE Access 2021, 9, 9643–9663. [Google Scholar] [CrossRef]
- Liu, R.; Li, H.; Yao, R.; Lai, W.; Xiao, W.; Tan, H. Overview of monitoring methods of press-pack insulated gate bipolar transistor modules under different package failure modes. IET Power Electron. 2023, 16, 683–698. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, J.; He, W. Physical investigation into effective voltage balaneing bytemporary clamp technique for the series connection of IGBTs. IEEE Trans. Power Electron. 2017, 33, 248–258. [Google Scholar] [CrossRef]
- Wang, P.; Luo, W.; Yang, S. In Proceedings of the 2016 4th International Conference on Machinery, Materials and Information Technology Applications, Xi’an, China, 10–11 December 2016.
- Poller, T.; D’Arco, S.; Hernes, M.; Ardal, A.R.; Lutz, J. Influence of the clamping pressure on the electrical, thermal and mechanical behavior of press-pack IGBTs. Microelectron. Reliab. 2013, 53, 1755–1759. [Google Scholar] [CrossRef]
- Smet, V.; Forest, F.; Huselstein, J.J.; Richardeau, F.; Khatir, Z.; Lefebvre, S.; Berkani, M. Ageing and Failure Modes of IGBTModules in High-Temperature Power Cycling. IEEE Trans. Ind. Electron. 2011, 58, 4931–4941. [Google Scholar] [CrossRef]
- Fleischera, A.S.; Chang, L.; Johnson, B.C. The effect of die attach voiding on the thermal resistance of chip level packages. Microelectron. Beliability 2006, 46, 794–804. [Google Scholar] [CrossRef]
- Ma, K.; Liserre, M.; Blaabjerg, F.; Kerekes, T. Thermal loading and lifetime estimation for power devices considering mission profiles in wind power converter. IEEE Trans. Power Electron. 2015, 3, 590–602. [Google Scholar] [CrossRef]
- Morozumi, A.; Yamada, K.; Miyasaka, T.; Sumi, S.; Seki, Y. Reliability of power cycling for IGBT power semiconductor modules. IEEE Trans. Ind. Appl. 2003, 39, 665–671. [Google Scholar] [CrossRef]
- Montano, M.; Garcia, J. Novel process techniques toreduce voids in solder thermal interface materials usedfor flip-chip package applications. ASME Conf. Summer Heat Transfer. 2005, 20, 2369–2374. [Google Scholar]
- Yao, Y.; Keer, L.M. Cohesive fracture mechanics based numerical analysis to BGA packaging andlead free solders under drop impact. Microelectron. Reliab. 2013, 53, 629–637. [Google Scholar] [CrossRef]
- Guan, C.; Zou, J.; Chen, Q.; Shi, M.; Yang, B. Effect of different bonding materials on flip-chip LED filamentproperties. Appl. Sci. 2019, 10, 47. [Google Scholar] [CrossRef]
- McCluskey, F.P.; Dash, M.; Wang, Z.; Huff, D. Reliability of High Temperature Solder Alternatives. Microelectron. Reliab. 2006, 46, 1910–1914. [Google Scholar] [CrossRef]
- Bose, B.K. Global energy scenario and impact of power electronics in 21st century. IEEE Trans. Ind. Electron. 2013, 60, 2638–2651. [Google Scholar] [CrossRef]
- Suganuma, K.; Kim, K. Sn-Zn low temperature solder. J. Mater. Sci. Mater. Electron. 2007, 18, 121–127. [Google Scholar] [CrossRef]
- Morisada, Y.; Nagaoka, T.; Fukusumi, M.; Kashiwagi, Y.; Yamamoto, M.; Nakamoto, M. A low-temperature bonding process using mixed Cu-Ag nanoparticles. J. Electron. Mater. 2010, 39, 1283–1288. [Google Scholar] [CrossRef]
- Zhang, P.; Jiang, X.; Yuan, P.; Yan, H.; Yang, D. Silver nanopaste: Synthesis, reinforcements and application. Int. J. Heat Mass Transf. 2018, 127, 1048–1069. [Google Scholar] [CrossRef]
- Gao, W.; Guo, Q.; Peng, Y.; Ren, M.; Zhang, B.; Cai, S. Influence of Solder Layer Void on Thermal Stability for Power Semiconductor Device. In Proceedings of the 2019 20th International Conference on Electronic Packaging Technology, Hongkong, China, 11–15 August, 2019. [Google Scholar]
- Mahmudur, M.; Chowdhury, R.; Ahmed, S.; Fahim, A.; Lall, P. Mechanical Characterization of Doped SAC Solder Materials at High Temperature. Intersociety Conference on Thermal and Thermomechanical in Electronic Systems. Proceedings 2016, 16, 1202–1208. [Google Scholar]
- Du, M.; Guo, Q.; Wang, H.; Ouyang, Z.; Wei, K. An Improved Cauer Model of IGBT Module: Inclusive Void Fraction in Solder Layer. IEEE Trans. Compon. Packag. Manuf. Technol. 2020, 10, 1401–1410. [Google Scholar] [CrossRef]
- Ekpu, M. Investigating the Reliability of SnAgCu Solder Alloys at Elevated Temperatures in Microelectronic Applications. J. Electron. Mater. 2021, 50, 4433–4441. [Google Scholar] [CrossRef]
- Chen, J.B.; Li, C.; Wu, Y.P. Study on rapid thermal cycling by inducted heating for microstructure of single SnAgCu solder joint. Sci. Technol. Weld. Join. 2012, 17, 237–243. [Google Scholar] [CrossRef]
- Chen, J.; Lv, W.; An, B.; Zhou, L.; Wu, Y. Influence of rapid thermal cycling on the microstructures of single SnAgCu and SnPb solder joints. In Proceedings of the 2013 14th International Conference on Electronic Packaging Technology, Dalian, China, 11–14 August, 2013. [Google Scholar]
- Shibahara, M.; Liu, Q. Flow Boiling Heat Transfer and Heat Conduction Analysis of High-power Electronic Devices. Heat Transf. Res. 2023, 54, 1–16. [Google Scholar] [CrossRef]
- Antoniou, A.; Bastawros, A. Deformation characteristics of tin-based solder joints. J. Mater. Res. 2003, 18, 2304–2309. [Google Scholar] [CrossRef]
- Huang, Y.; Luo, Y.; Xiao, F.; Liu, B. Failure Mechanism of Die-Attach Solder Joints in IGBT Modules Under Pulse High-Current Power Cycling. IEEE J. Emerg. Sel. Top. Power Electron. 2019, 7, 99–107. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Structure | Length/mm | Width/mm | Thickness/mm |
|---|---|---|---|
| Chips | 9 | 7 | 0.2 |
| Diodes | 6 | 6 | 0.2 |
| Chip solder layer | 9 | 7 | 0.12 |
| DBC top/bottom copper layer | 30 | 28 | 0.3 |
| DBC ceramic layer | 30 | 28 | 0.38 |
| Substrate solder layer | 30 | 28 | 0.12 |
| Copper substrates | 90 | 32 | 3 |
| Material Parameters | Density kg/m3 | Thermal Conductivity W/(mK) | Coefficient of Thermal Expansion 10−6 K−1 | Poisson’s Ratio | Specific Heat Capacity J/(kg·K) | Young’s Modulus MPa |
|---|---|---|---|---|---|---|
| Cu | 8960 | 390 | 17 | 0.37 | 390 | 110,000 |
| Sn–Ag–Cu | 7300 | 54 | 25 | 0.4 | 230 | 34,300 |
| AlN | 3400 | 170 | 4.5 | 0.22 | 710 | 3200 |
| Si | 2330 | 119 | 2.99 | 0.28 | 700 | 167,000 |
| Air | 1.09 | 2.733 | 1.017 | |||
| Nano-silver | 8500 | 160 | 19.5 | 0.25 | 235 | 50,000 |
| Pb–Sn–Ag | 11,000 | 35.8 | 29 | 0.35 | 170 | 24,700 |
| 92.5Pb5Sn2.5Ag | Nano-Silver | SAC305 | |
|---|---|---|---|
| Global junction temperature | 74.562 °C | 68.106 °C | 71.511 °C |
| Chip solder lamination temperature | 73.461 °C | 67.006 °C | 70.781 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Liu, B.; Hu, M.; Huang, S.; Yu, S.; Wu, Y.; Yang, J. Study of the Solder Characteristics of IGBT Modules Based on Thermal–Mechanical Coupling Simulation. Materials 2023, 16, 3504. https://doi.org/10.3390/ma16093504
Chen J, Liu B, Hu M, Huang S, Yu S, Wu Y, Yang J. Study of the Solder Characteristics of IGBT Modules Based on Thermal–Mechanical Coupling Simulation. Materials. 2023; 16(9):3504. https://doi.org/10.3390/ma16093504
Chicago/Turabian StyleChen, Jibing, Bowen Liu, Maohui Hu, Shisen Huang, Shanji Yu, Yiping Wu, and Junsheng Yang. 2023. "Study of the Solder Characteristics of IGBT Modules Based on Thermal–Mechanical Coupling Simulation" Materials 16, no. 9: 3504. https://doi.org/10.3390/ma16093504