


Quenching and Tempering-Dependent Evolution on the Microstructure and Mechanical Performance Based on a Laser Additively Manufactured 12CrNi2 Alloy Steel
 ,
,
Abstract
:1. Introduction
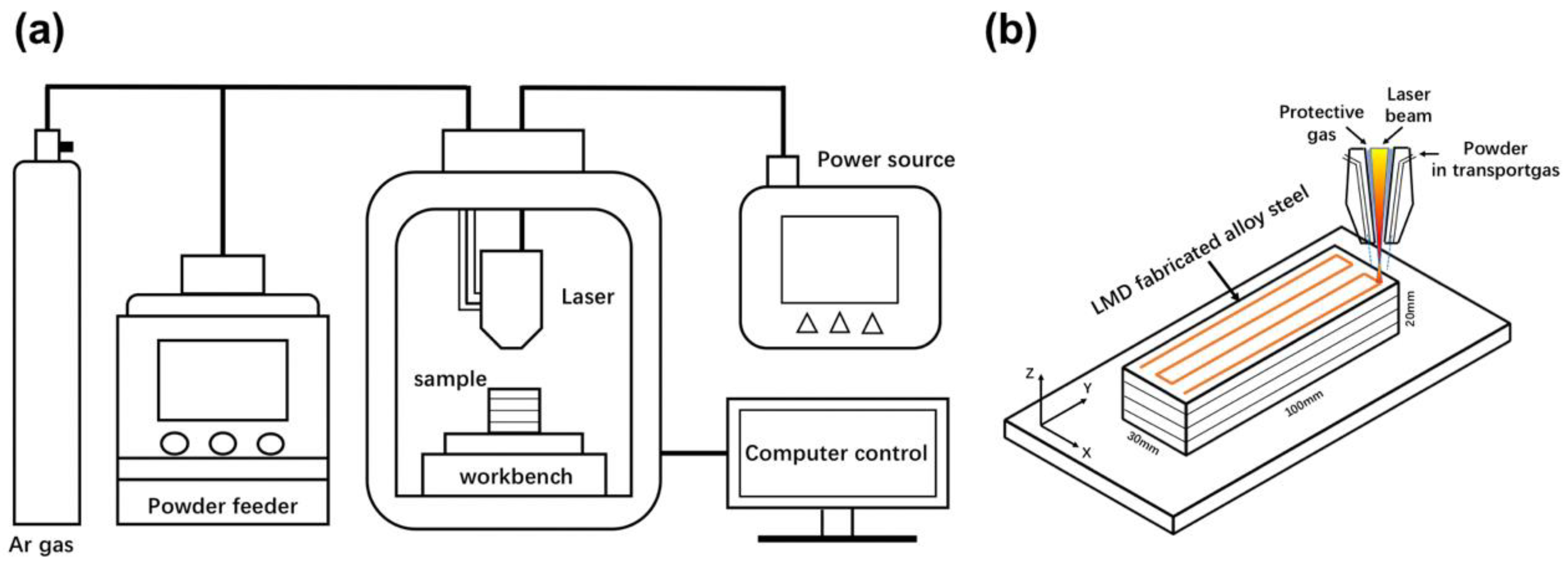
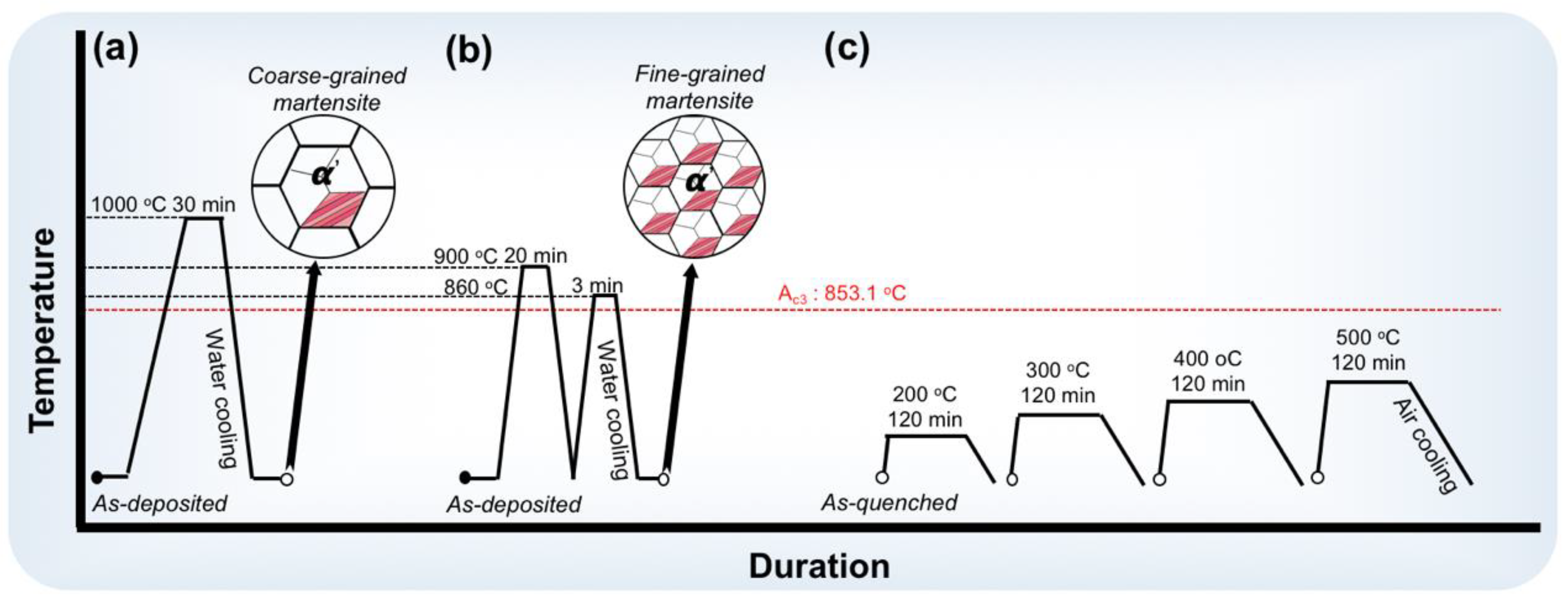
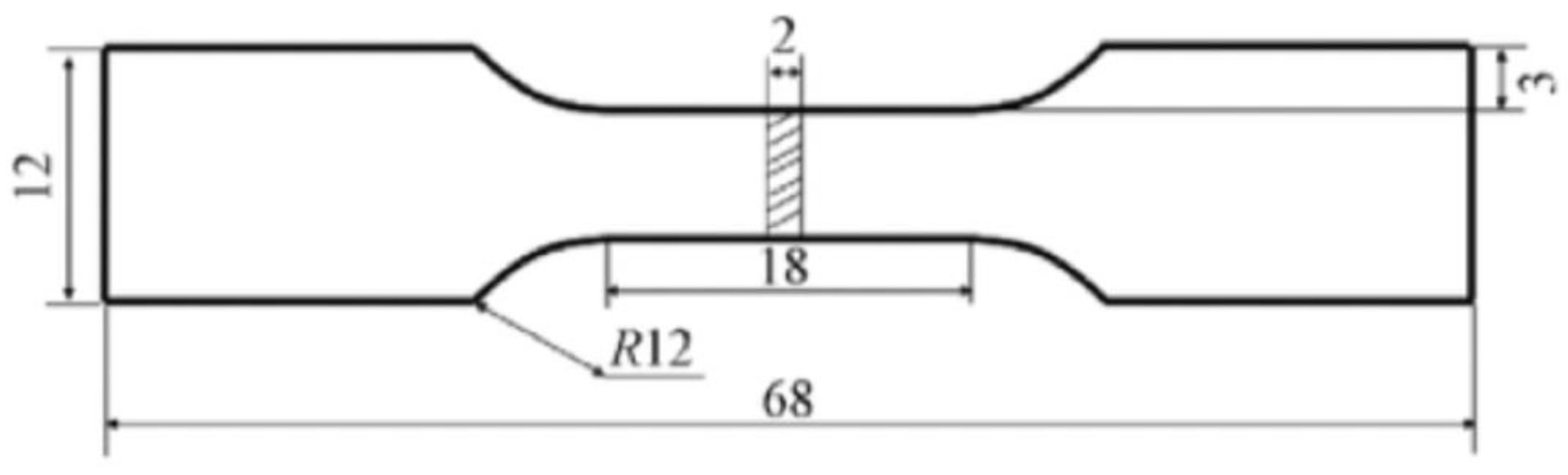
2. Materials and Methods
3. Results
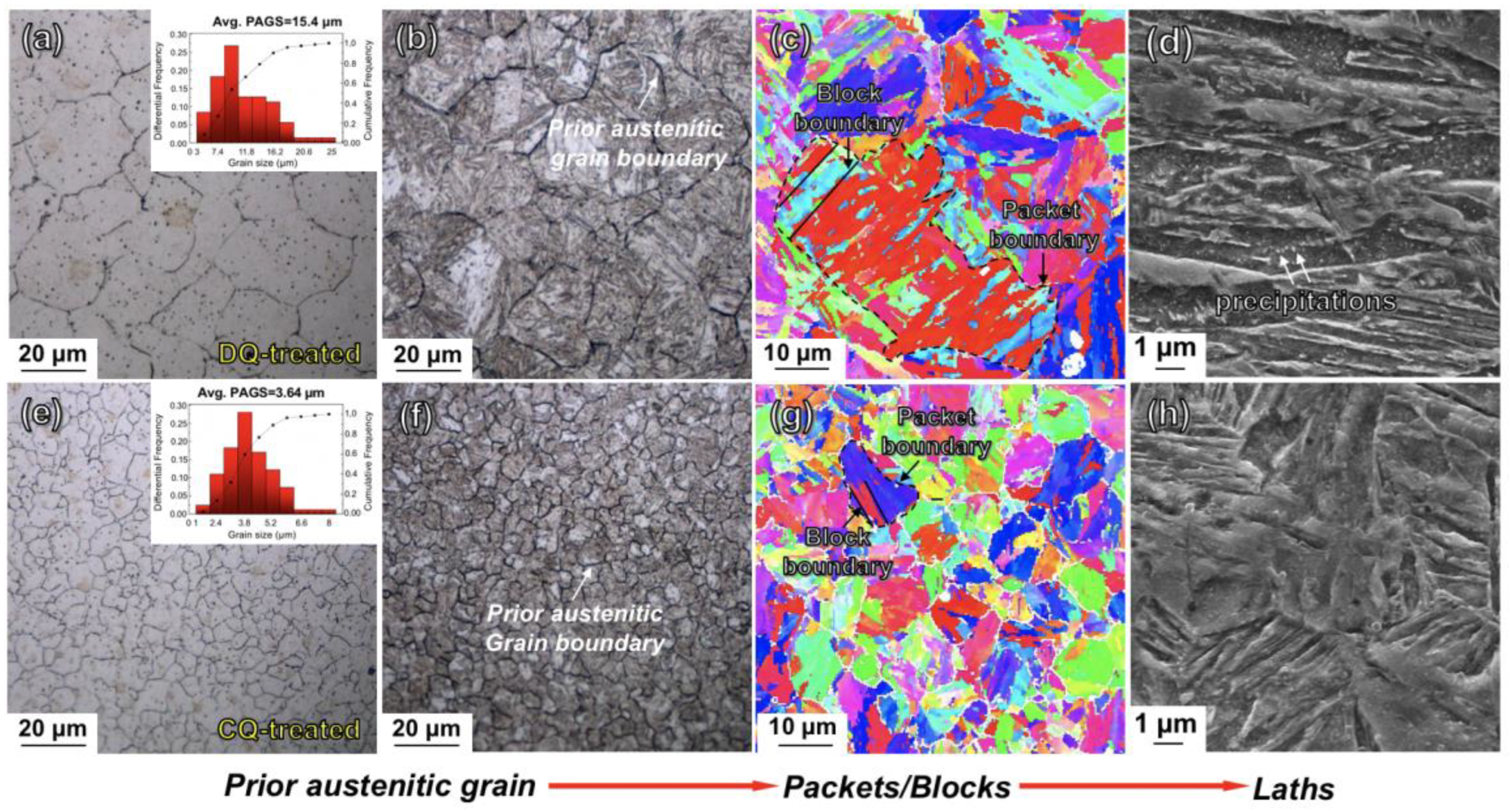
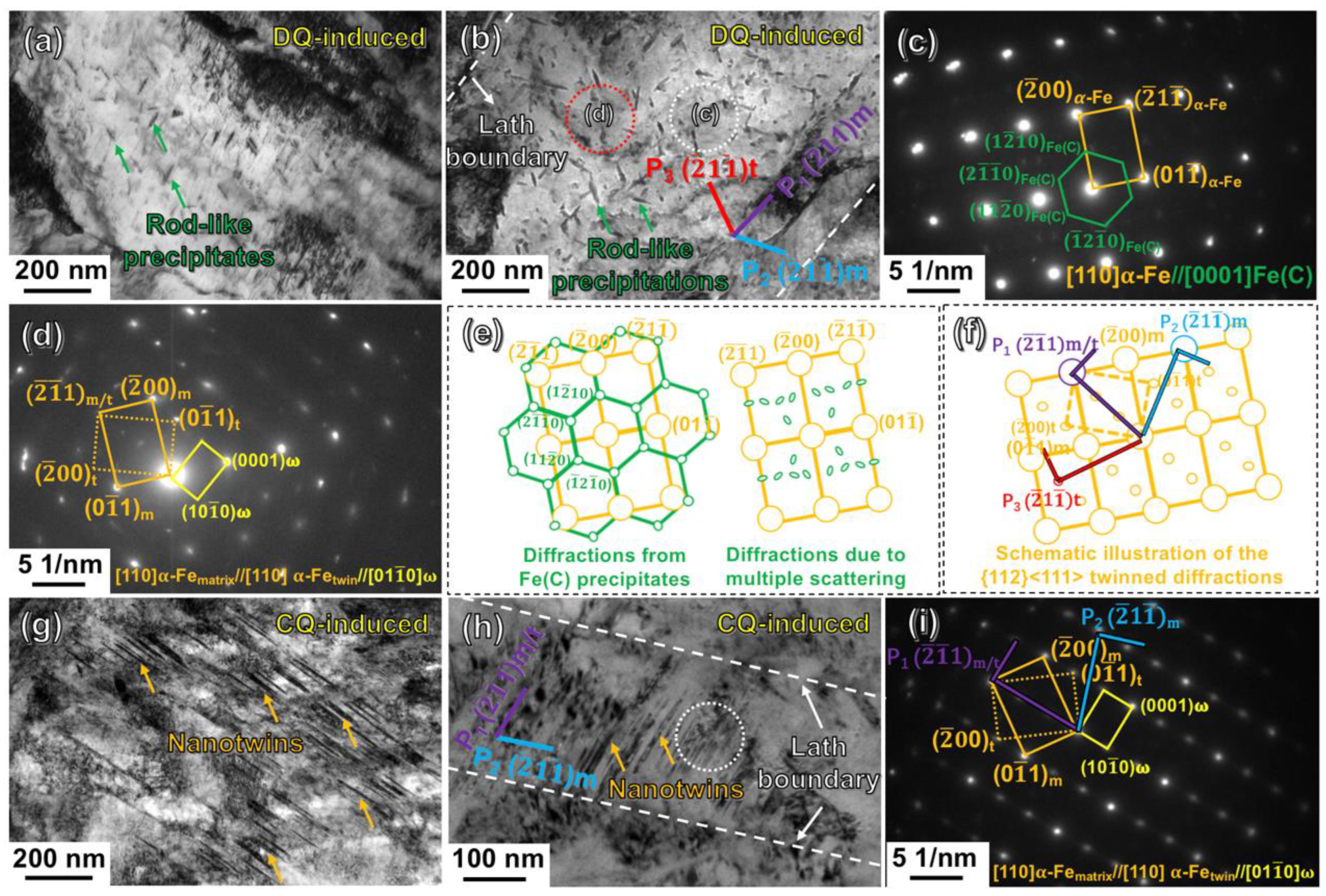
3.1. Morphology and Crystallography of the As-Quenched Martensite
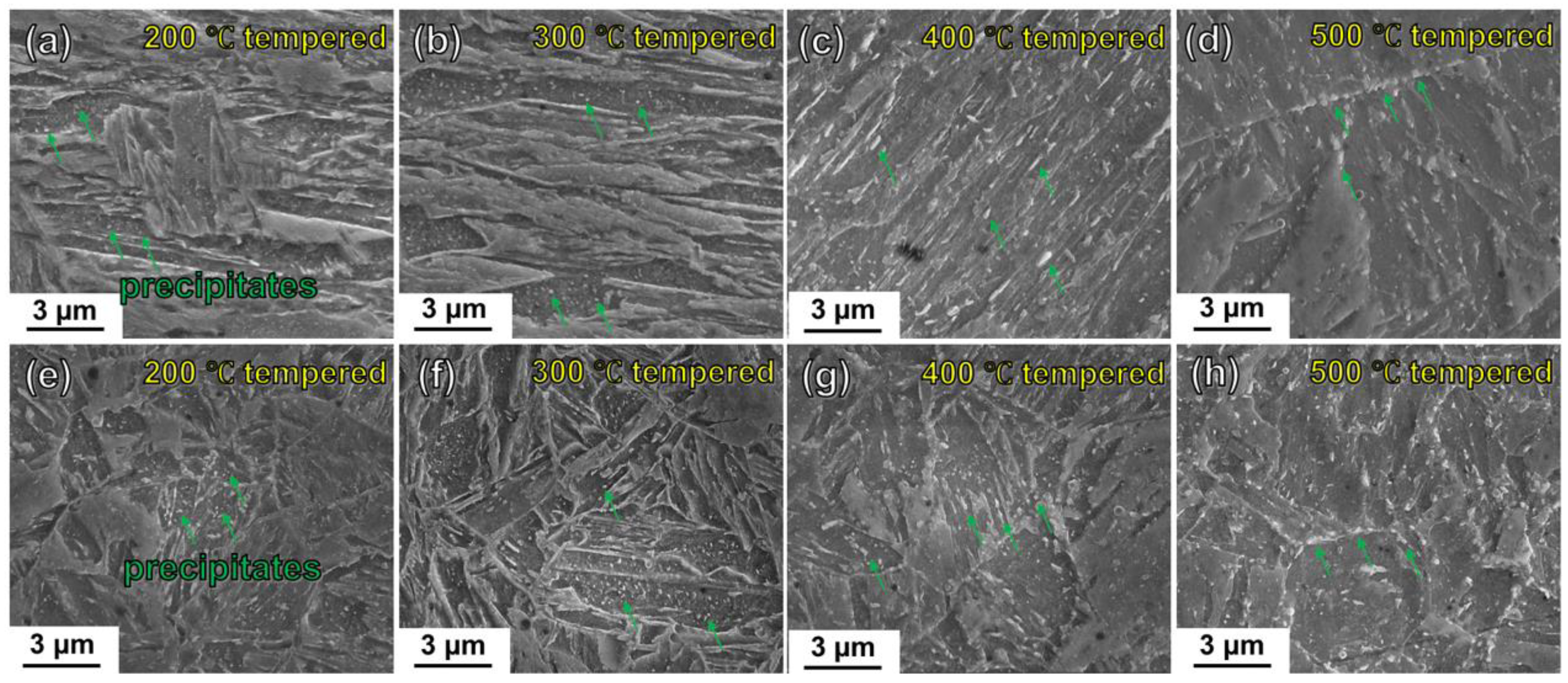
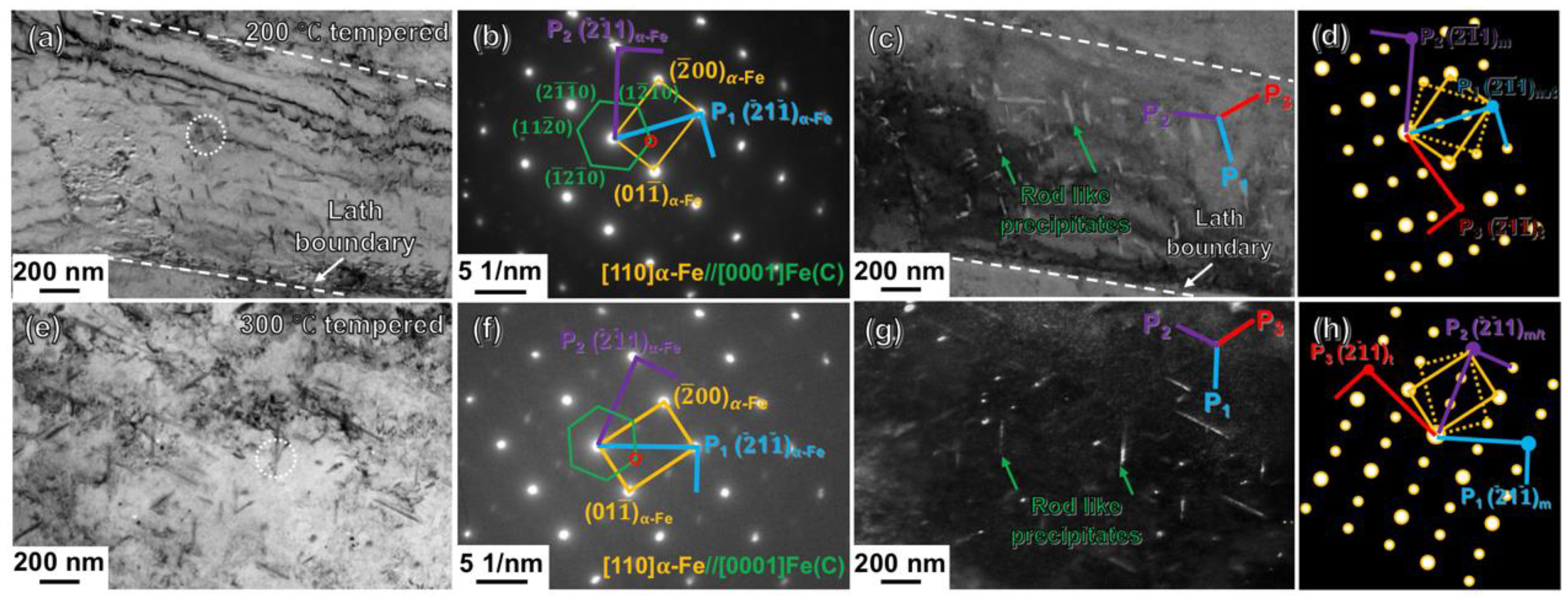
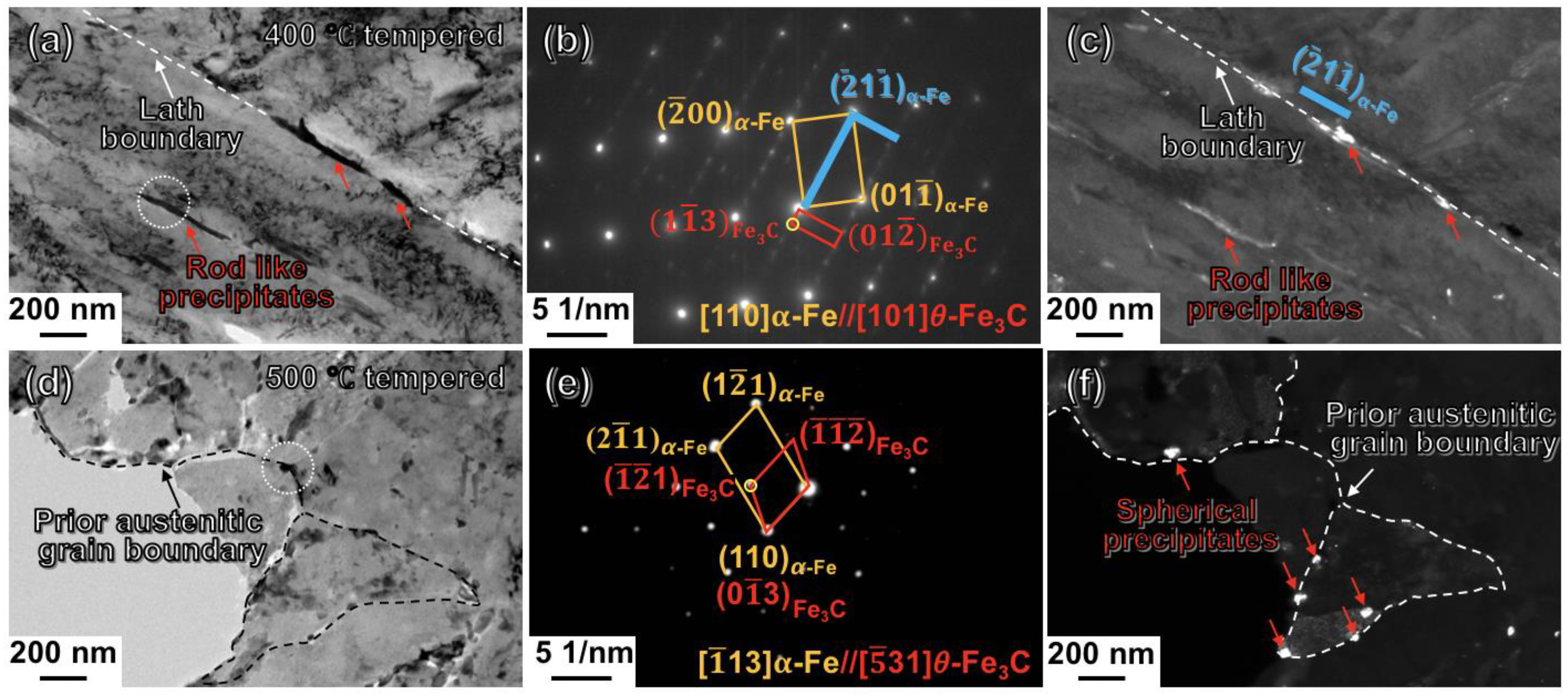
3.2. Morphology and Crystallography of the As-Tempered Martensite
3.3. Mechanical Properties of the Heat-Treated Steels
4. Discussions
4.1. The Evolution of the Martensite during Quenching and Tempering
4.2. Effect of Microstructures on Mechanical Properties of the Heat-Treated 12CrNi2
5. Conclusions
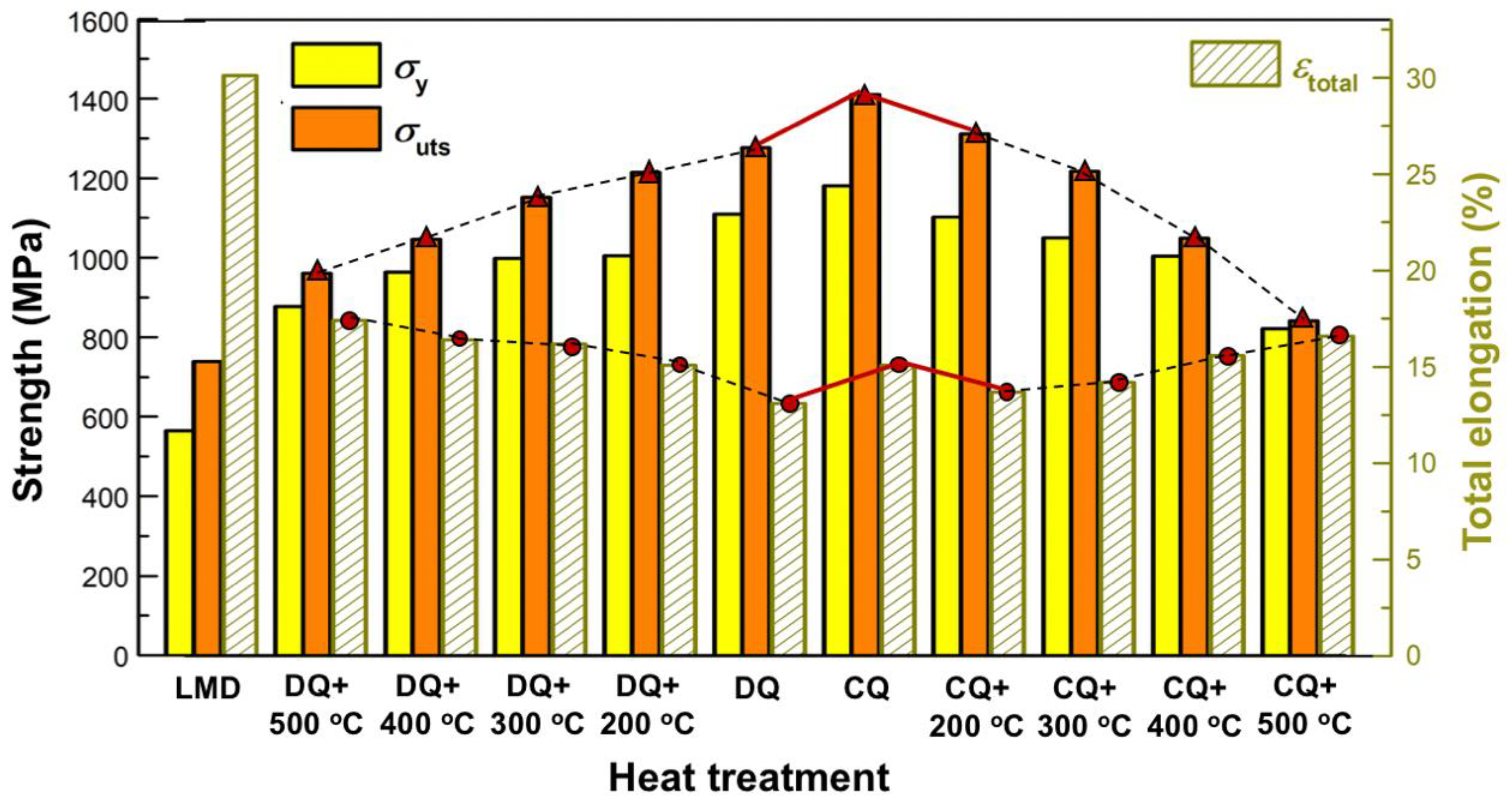
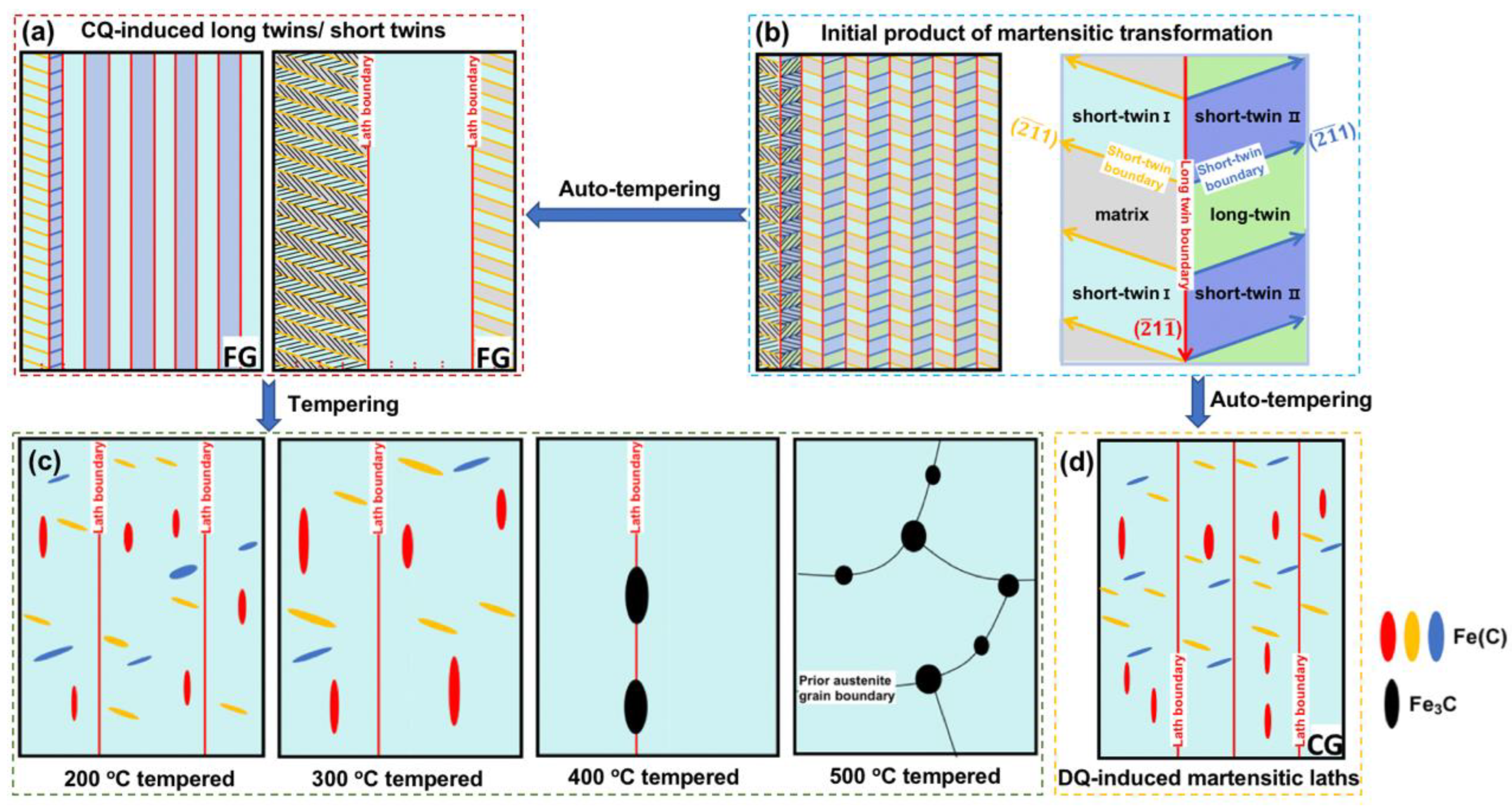
- The DQ promoted the as-deposited 12CrNi2 to significantly increase in uts from 739.5 MPa to 1276.4 MPa, and the decrease of total from 30.1% to 13.1%. In contrast to DQ, the CQ led the 12CrNi2 to form a finer-grained lath martensite having numerous {112}<111>-type long or short nanotwins, causing the synchronous increase of uts from 1276.4 MPa to 1410.4 MPa, and the total from 13.1% to 15.1%.
- The nanotwins in the CQ-induced lath martensite completely degenerated after tempering at 200 °C. In addition, the 200 °C tempering also induced the precipitation of rod-like Fe(C) particles. The 200 °C tempering induced microstructural evolution, which led the CQ-treated steel to decrease in not only the uts (1310.6 MPa), but also the total (13.7%). This was an abnormal variation in terms of that induced by the 200 °C tempering carried on the DQ-treated steel, having dislocated lath martensite.
- The generation of the 200 °C tempering-induced laths and rod-like precipitates was assumed to be intrinsically in connection with the {112}<111>-type long or short nanotwins in the CQ-induced lath martensite, because the tempering-induced laths and rod-like precipitates were all prone to be generated along the {112} planes of the -Fe crystal, which was exactly fitted with the crystalline orientation of the long or short nanotwins in the CQ-induced martensite.
- With the tempering temperature increasing into 400, 500 °C, the rod-like Fe(C) transformed into Fe3C, and tended to be a spherical shape, resulting in the faster decline of tensile strength. This could be attributed to the fact that the Fe3C, in comparison to the Fe(C), exhibited a weaker reinforcement effect, because the lattice mismatch between as-tempered martensitic matrix of -Fe and Fe3C precipitates was relatively higher.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Duda, T.; Raghavan, L.V. 3D metal printing technology. IFAC 2016, 49, 103–110. [Google Scholar] [CrossRef]
- Kadiri, H.E.; Wang, L.; Horstemeyer, M.F.; Yassar, R.S.; Berry, J.T.; Felicelli, S.; Wang, P.T. Phase transformations in low-alloy steel laser deposits. Mater. Sci. Eng. A 2008, 494, 10–20. [Google Scholar] [CrossRef]
- Amine, T.; Newkirk, J.W.; Liou, F. An investigation of the effect of laser deposition parameters on characteristics of multilayered 316L deposits. Int. J. Adv. Manuf. Technol. 2014, 73, 1739–1749. [Google Scholar] [CrossRef]
- Savitha, U.; Gokhale, H.; Reddy, G.J.; Venkataramana, A.; Gokhale, A.A.; Sundaraman, M. Effect of process parameters on porosity in laser deposited IN625 alloy. Trans. Indian Inst. Met. 2012, 65, 765–770. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, S.; Zhang, C.H.; Wu, C.L.; Zhang, J.B.; Liu, Y.; Abdullah, A.O. The impact of powder oxygen content on formability of 12CrNi2 alloy steel fabricated by laser melting deposition. Powder Metall. 2019, 62, 186–195. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, S.; Wang, C.; Zhang, C.H.; Chen, J.; Zhang, J.B. Microstructure and fatigue behavior of a laser additive manufactured 12CrNi2 low alloy steel. Mater. Sci. Eng. A 2020, 772, 138685. [Google Scholar] [CrossRef]
- Zhang, W.; Dong, Z.H.; Kang, H.W.; Yang, C.; Peng, X. Effect of various quenching treatments on microstructure and mechanical behavior of a laser additively manufactured 12CrNi2 alloy steel. J. Mater. Process. Technol. 2021, 288, 116907. [Google Scholar] [CrossRef]
- Dong, Z.H.; Kang, H.W.; Peng, X.; Xie, Y.J.; Chi, C.T. Effect of powder oxygen content on microstructure and mechanical properties of a laser additively manufactured 12CrNi2 alloy steel. Mater. Lett. 2019, 236, 214–217. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R.; Furuhara, T.; Maki, T. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Morito, S.; Adachi, Y.; Ohba, T. Morphology and crystallography of sub-blocks in ultra-low carbon lath martensite steel. Mater. Trans. 2009, 50, 1919–1923. [Google Scholar] [CrossRef]
- Peng, W.W.; Zeng, W.D.; Kang, C.; Jia, Z.Q. Effect of heat treatment on microstructure and properties of 300M ultrahigh strength steel. Mater. Heat Treat. 2012, 33, 94–98. [Google Scholar]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the dislocation density in martensitic steels evaluated by some X-ray diffraction methods. ISIJ Int. 2010, 50, 875–882. [Google Scholar] [CrossRef]
- Yan, W.; Zhu, L.; Sha, W.; Shan, Y.L.; Yang, K. Change of tensile behavior of a high-strength low-alloy steel with tempering temperature. Mater. Sci. Eng. A 2009, 517, 369–374. [Google Scholar] [CrossRef]
- Sugimoto, K. Recent Progress of Low and Medium-Carbon Advanced Martensitic Steels. Metals 2021, 11, 652. [Google Scholar] [CrossRef]
- Lu, S.J.; Zhao, J.F.; Huang, M.S.; Li, Z.H.; Kang, G.Z.; Zhang, X. Multiscale discrete dislocation dynamics study of gradient nano-grained materials. Int. J. Plast. 2021, 156, 103356. [Google Scholar] [CrossRef]
- Zheng, C.S.; Li, L.F. Mechanical behavior of ultrafine-grained eutectoid steel containing nano-cementite particles. Mater. Sci. Eng. A 2018, 713, 35–42. [Google Scholar] [CrossRef]
- Davies, R.G.; Magee, C.L. Influence of austenite and martensite strength on martensite morphology. Metall. Trans. 1971, 2, 1939–1947. [Google Scholar] [CrossRef]
- Ping, D.H.; Liu, T.W.; Ohnuma, M.M.; Ohnuma, T.; Onodera, H. Microstructural evolution and carbides in quenched ultra-low carbon (Fe-C) alloys. ISIJ Int. 2017, 57, 1233–1240. [Google Scholar] [CrossRef]
- Min, X.; Emura, S.; Ling, Z.; Tsuzaki, K.; Tsuchiya, K. Improvement of strength-ductility tradeoff in β titanium alloy through pre-strain induced twins combined with brittle ω phase. Mater. Sci. Eng. A 2015, 626, 279–287. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, H.; Wu, Y. Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation. Nature 2017, 544, 460–464. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef] [PubMed]
- Luo, Z.F.; Liang, Y.L.; Long, S.L.; Jiang, Y.; Wu, Z.L. Effects of ultra-refine grain and micro-nano twins on mechanical properties of 51CrV4 spring steel. Mater. Sci. Eng. A 2017, 690, 225–232. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Standardization Administration (SAC) of the People’s Republic of China: Beijing, China, 2010.
- Tirumalasetty, G.K.; Fang, C.M.; Xu, Q.; Jansen, J.; Sietsma, J.; van Huis, M.A.; Zandbergen, H.W. Novel ultrafine Fe(C) precipitates strength transformation induced-plasticity steel. Acta Mater. 2012, 60, 7160–7168. [Google Scholar] [CrossRef]
- Silcock, J.M. An X-ray examination of the phase in TiV, TiMo and TiCr alloys. Acta Mater. 1958, 6, 481–493. [Google Scholar] [CrossRef]
- Min, X.H.; Tsuzaki, K.; Emura, S. Enhanced uniform elongation by prestraining with deformation twinning in high-strength β-titanium alloys with an isothermal ω-phase. Philos. Mag. Lett. 2012, 92, 726–732. [Google Scholar] [CrossRef]
- Ping, D.H.; Geng, W. A popular metastable omega phase in body-centered cubic steels. Mater. Chem. Phys. 2013, 139, 830–835. [Google Scholar] [CrossRef]
- Naghizadeh, M.; Mirzadeh, H. Microstructural evolution during annealing of plastically deformed AISI 304 austenitic stainless steel: Martensite reversion, grain refinement, recrystallization, and grain growth. Miner. Met. Mater. Soc. ASM Int. 2016, 47, 4210–4216. [Google Scholar] [CrossRef]
- Takaki, S.; Fukunaga, K.; Syarif, J.; Tsuchiyama, T. Effect of grain refinement on thermal stability of metastable austenitic steel. Mater. Trans. 2004, 45, 2245–2251. [Google Scholar] [CrossRef]
- Ping, D.H.; Ohnuma, M. ω-Fe particle size and distribution in high-nitrogen martensitic steels. J. Mater. Sci. 2018, 53, 5339–5355. [Google Scholar] [CrossRef]
- Du, C.; Hoefnagels, J.P.M.; Kolling, S.; Geers, M.G.D.; Sietsma, J.; Petrov, R.; Bliznuk, V.; Koenraad, P.M.; Schryvers, D.; Amin-Ahmadi, B. Martensite crystallography and chemistry in dual phase and fully martensitic steel. Mater. Charact. 2018, 139, 411–420. [Google Scholar] [CrossRef]
- Ping, D.H.; Guo, S.Q.; Imura, M.; Liu, X.; Ohmura, T.; Ohnuma, M.; Lu, X.; Abe, T.; Onodera, H. Lath formation mechanisms and twinning as lath martensite substructures in an ultra low-carbon iron alloy. Sci. Rep. 2018, 8, 14264. [Google Scholar] [CrossRef]
- Youngblood, J.; Raghavan, M. Correlation of microstructure with mechanical properties of 300M steel. Metall. Trans. 1977, 8, 1438–1439. [Google Scholar] [CrossRef]
- Du, C.; Hoefnagels, J.P.M.; Vaes, R.; Geers, M.G.D. Block and sub-block boundary strengthening in lath martensite. Scr. Mater. 2016, 116, 117–121. [Google Scholar] [CrossRef]
- Takaki, S.; Ngo-huynh, K.L.; Nakada, N.; Tsuchiyama, T. Strengthening mechanism in ultra low carbon martensitic steel. ISIJ Int. 2012, 52, 710–716. [Google Scholar] [CrossRef]
- Ju, Y.L.; Goodall, A.; Strangwood, M.; Davis, C. Characterization of precipitation and carbide coarsening in low carbon low alloy Q&T steels during the early stages of tempering. Mater. Sci. Eng. A 2018, 738, 174–189. [Google Scholar]
- Swarr, T.E.; Krauss, G. The effect of structure on the deformation of as-quenched and tempered martensite in an Fe-0.2 pct C alloy. Metall. Trans. A 1976, 7, 41–48. [Google Scholar] [CrossRef]
- You, Z.S.; Li, X.Y.; Gui, L.J.; Lu, Q.H.; Zhu, T.; Gao, H.J.; Lu, L. Plastic anisotropy and associated deformation mechanisms in nanotwinned metals. Acta Mater. 2013, 61, 217–227. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | Lath Width (nm) | |||
|---|---|---|---|---|
| DQ-treated | 15.4 ± 1.20 | 8.25 ± 1.31 | 2.31 ± 0.56 | 330.46 ± 41.16 |
| CQ-treated | 3.64 ± 0.54 | 2.33 ± 0.60 | 0.97 ± 0.36 | 150.53 ± 17.02 |
| Specimens | Lath Width (nm) | Lath Substructure Type | Precipitates | Precipitate Size (nm) |
|---|---|---|---|---|
| DQ-treated | 330.46 ± 41.16 | Dislocations | Fe(C) | 38.76 (in length) |
| CQ-treated | 150.53 ± 17.02 | Nanotwins | -Fe | - |
| 200 °C-tempered | 452.01 ± 103.75 | Dislocations | Fe(C) | 68.38 (in length) |
| 300 °C-tempered | 551.83 ± 170.34 | Dislocations | Fe(C) | 119.53 (in length) |
| 400 °C-tempered | 820.06 ± 150.47 | Dislocations | Fe3C | 232.28 (in length) |
| 500 °C-tempered | - | Dislocations | Fe3C | 37.74 (in diameter) |
| Specimens | σy, MPa | σuts, MPa | εtotal, % |
|---|---|---|---|
| As-deposited | 564.4 | 739.5 | 30.1 |
| DQ-treated | 1109.6 | 1276.4 | 13.1 |
| 200 °C-tempered | 1004.6 | 1214.4 | 15.1 |
| 300 °C-tempered | 998.4 | 1151.8 | 16.2 |
| 400 °C-tempered | 963.4 | 1045.7 | 16.4 |
| 500 °C-tempered | 877.4 | 961.3 | 17.4 |
| CQ-treated | 1180.5 | 1410.4 | 15.1 |
| 200 °C-tempered | 1102.5 | 1310.6 | 13.7 |
| 300 °C-tempered | 1049.8 | 1217.4 | 14.2 |
| 400 °C-tempered | 1004.5 | 1049.3 | 15.6 |
| 500 °C-tempered | 821.5 | 841.4 | 16.6 |
| Precipitates | Directions | Lattice Mismatch |
|---|---|---|
| Fe(C) | [001]-Fe//[110]Fe(C) | = 0.00% |
| [10]-Fe//[100] Fe(C) | = 22.3% | |
| [110]-Fe//[0001] Fe(C) | = 0.00% | |
| Fe3C | [01]-Fe//[100]Fe3C | = 20.61% |
| [211]-Fe//[001]Fe3C | = 3% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Shang, X.; Chen, X.; Chen, S.; Liu, Z.; Zhang, L. Quenching and Tempering-Dependent Evolution on the Microstructure and Mechanical Performance Based on a Laser Additively Manufactured 12CrNi2 Alloy Steel. Materials 2023, 16, 3443. https://doi.org/10.3390/ma16093443
Zhang W, Shang X, Chen X, Chen S, Liu Z, Zhang L. Quenching and Tempering-Dependent Evolution on the Microstructure and Mechanical Performance Based on a Laser Additively Manufactured 12CrNi2 Alloy Steel. Materials. 2023; 16(9):3443. https://doi.org/10.3390/ma16093443
Chicago/Turabian StyleZhang, Wei, Xin Shang, Xiaoxuan Chen, Shenggui Chen, Zhengliang Liu, and Lijuan Zhang. 2023. "Quenching and Tempering-Dependent Evolution on the Microstructure and Mechanical Performance Based on a Laser Additively Manufactured 12CrNi2 Alloy Steel" Materials 16, no. 9: 3443. https://doi.org/10.3390/ma16093443