
Improving Precipitation in Cryogenic Rolling 6016 Aluminum Alloys during Aging Treatment
Abstract
:1. Introduction
2. Experimental and Theoretical Methods
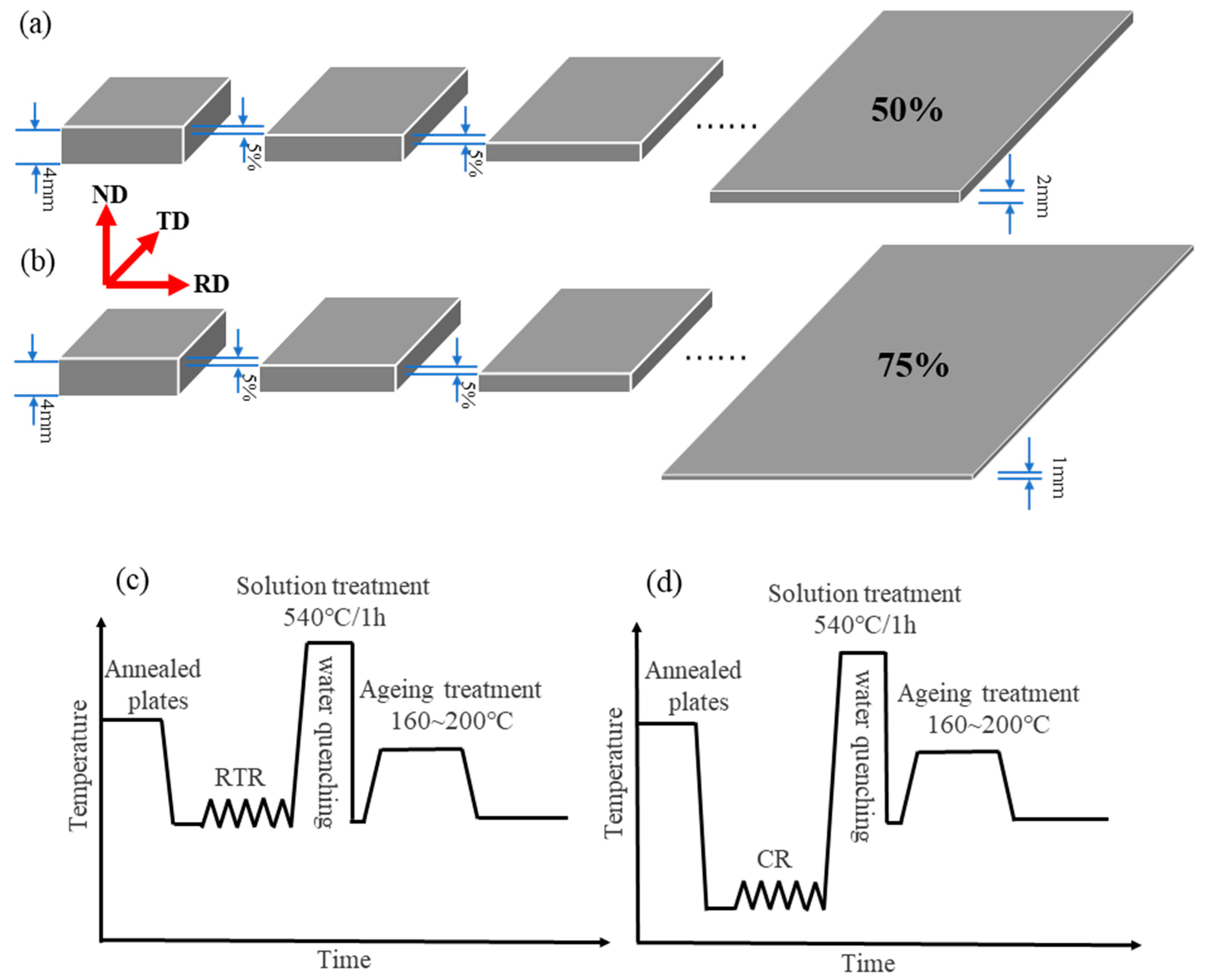
2.1. Experimental Methods
2.2. Theoretical Methods
3. Results
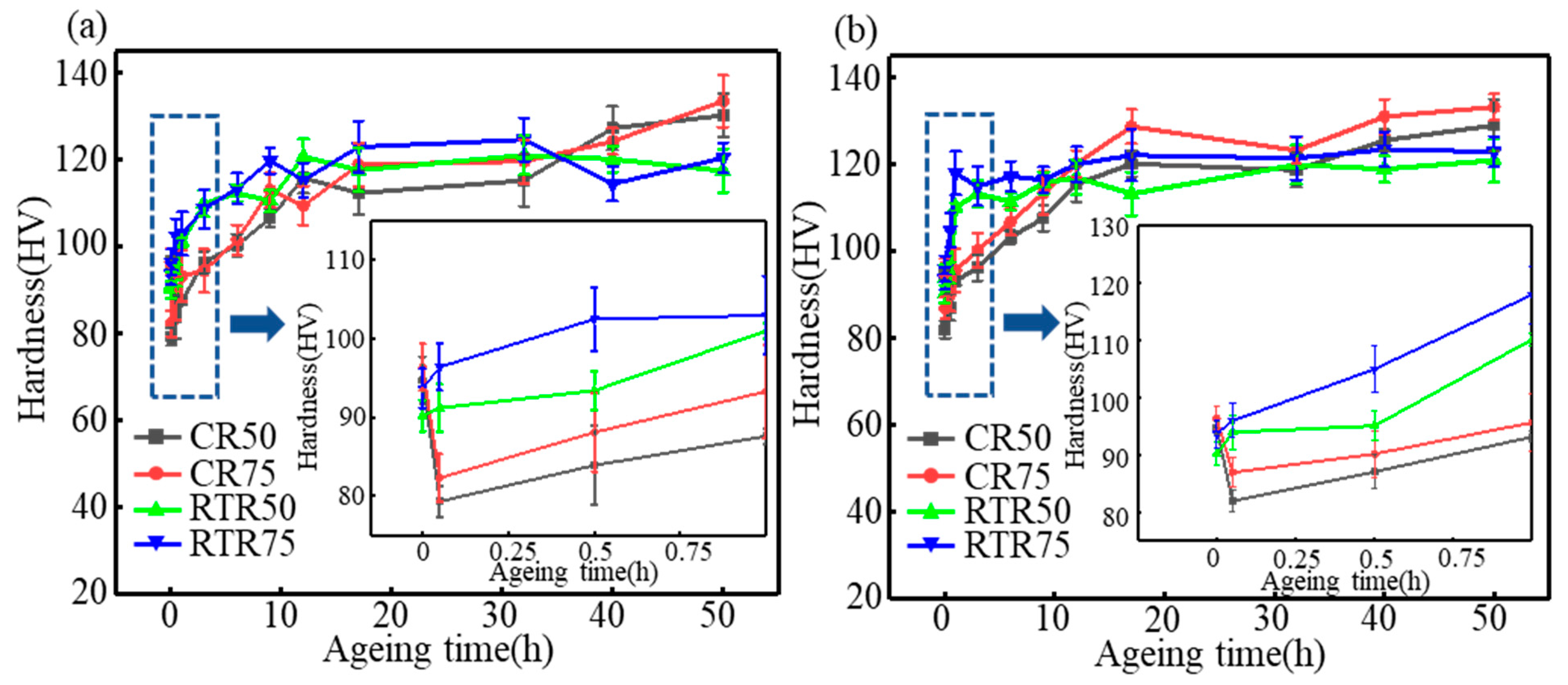
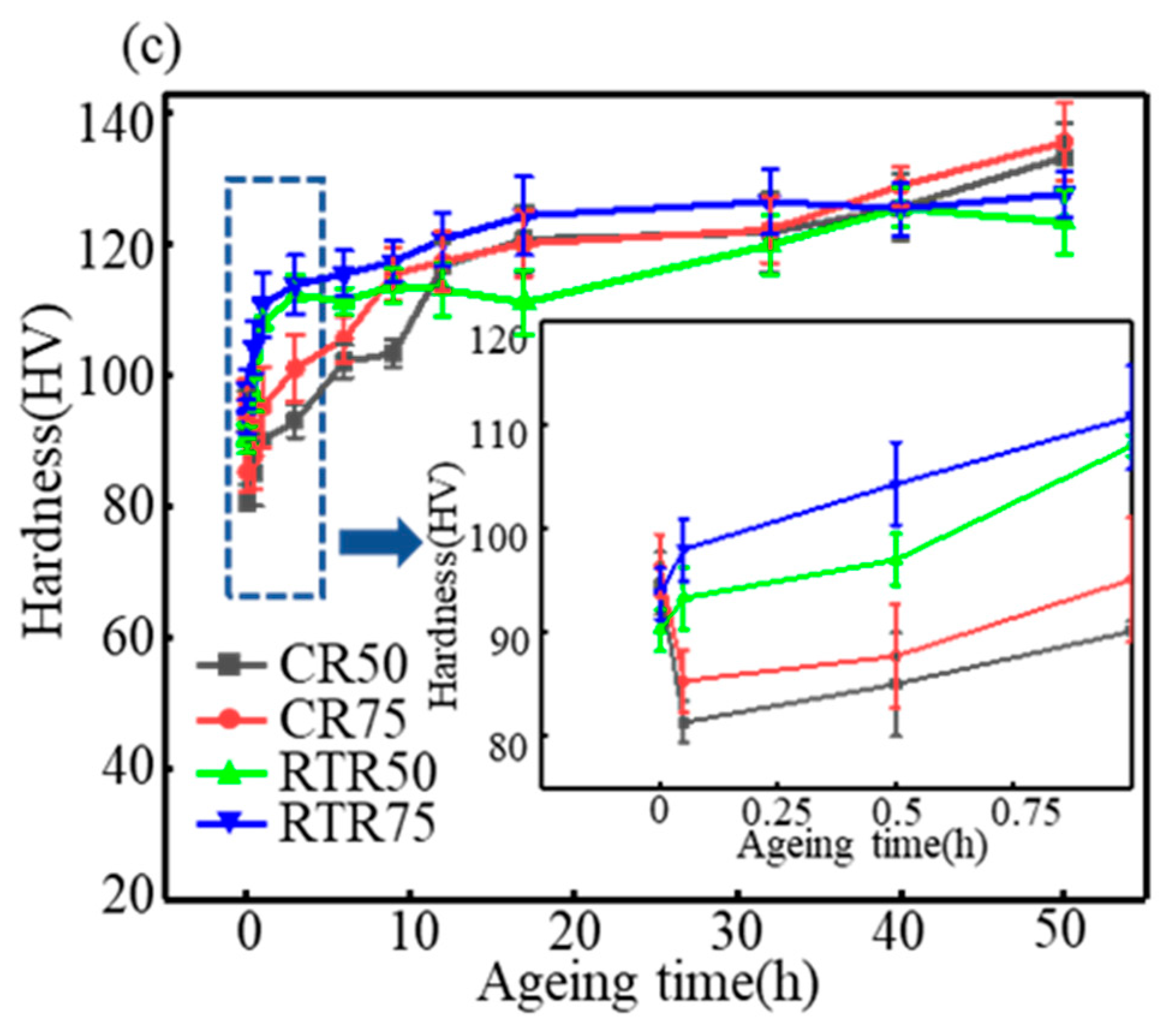
3.1. Mechanical Properties
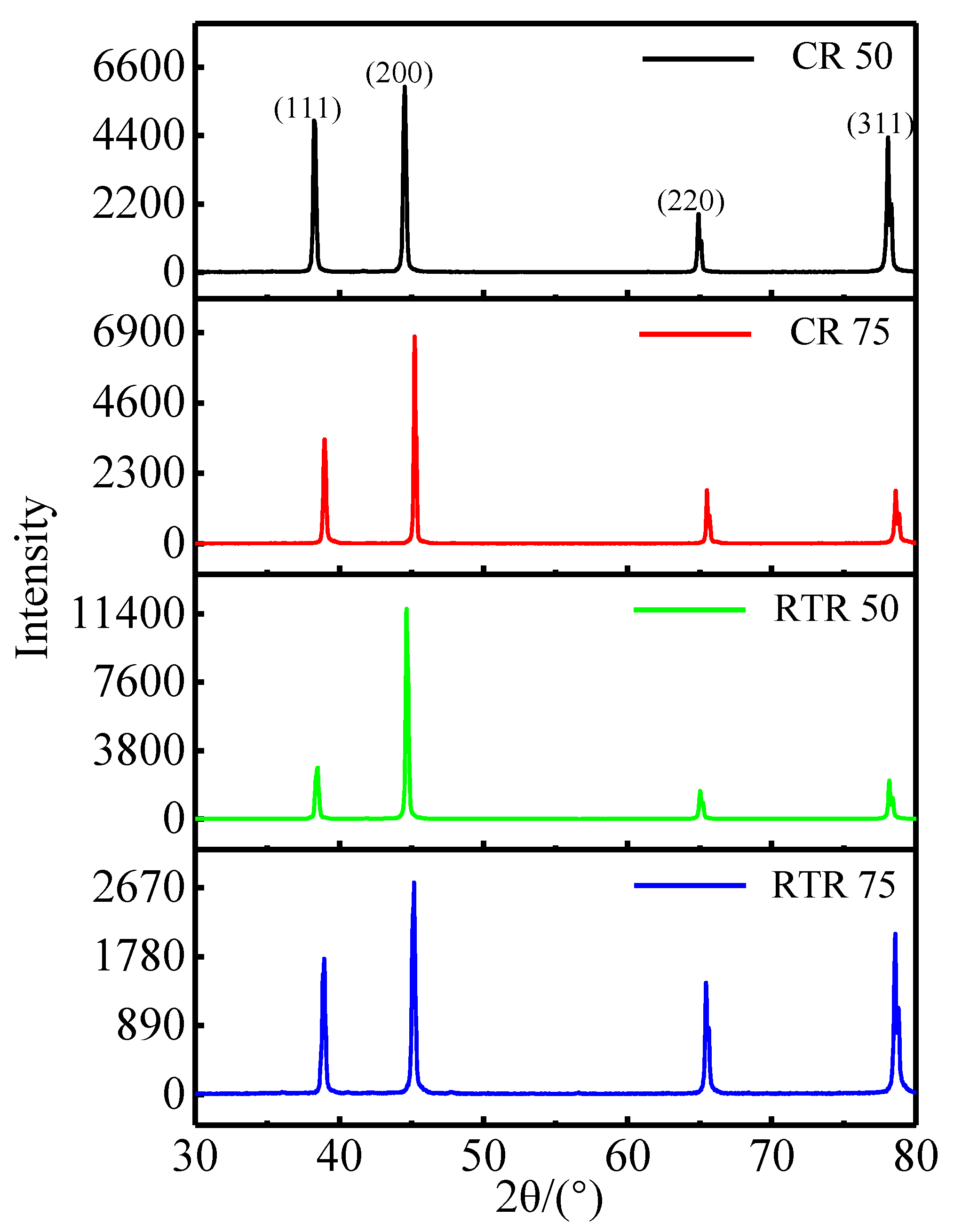
3.2. X-ray Diffraction Analysis
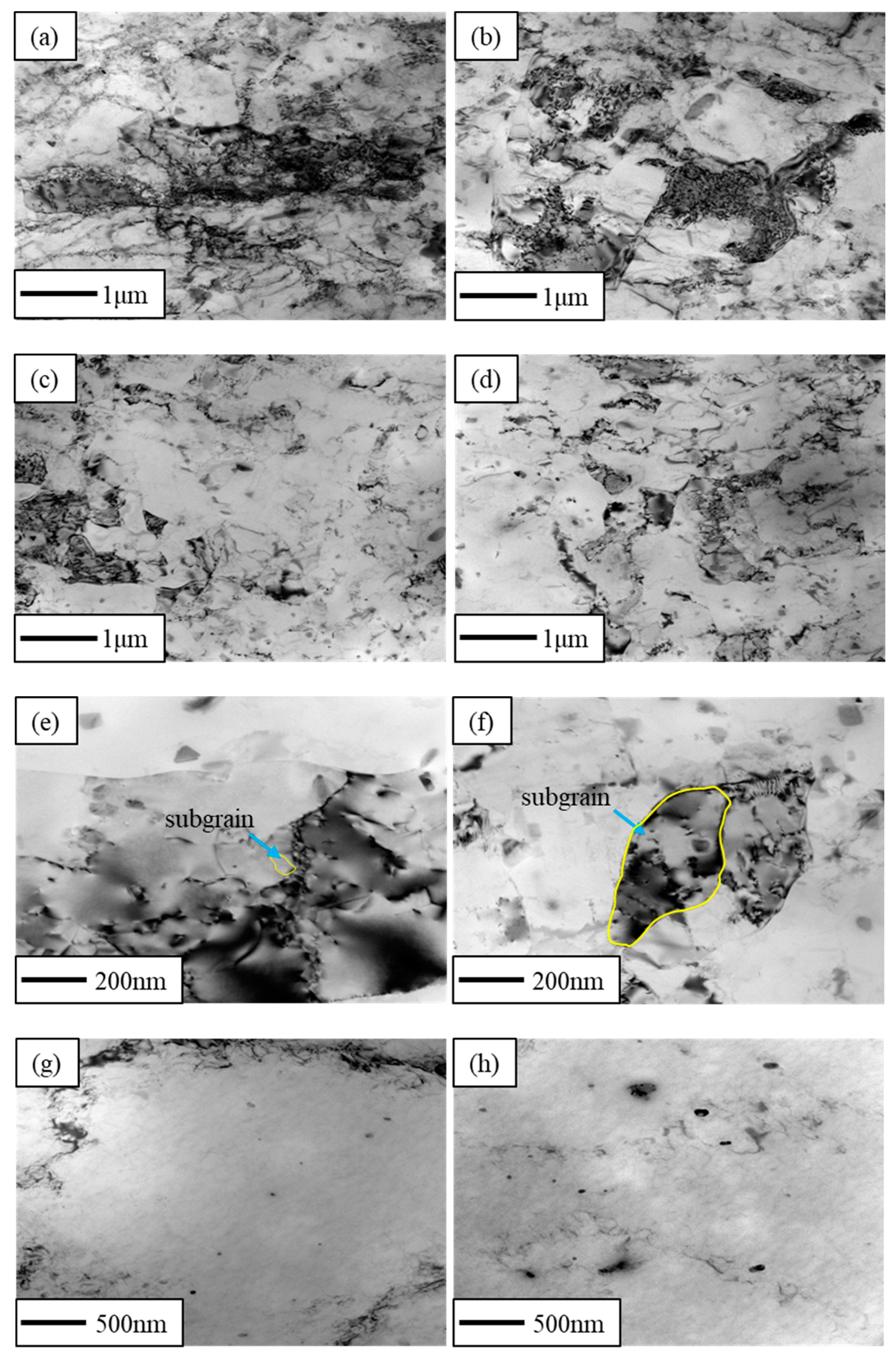
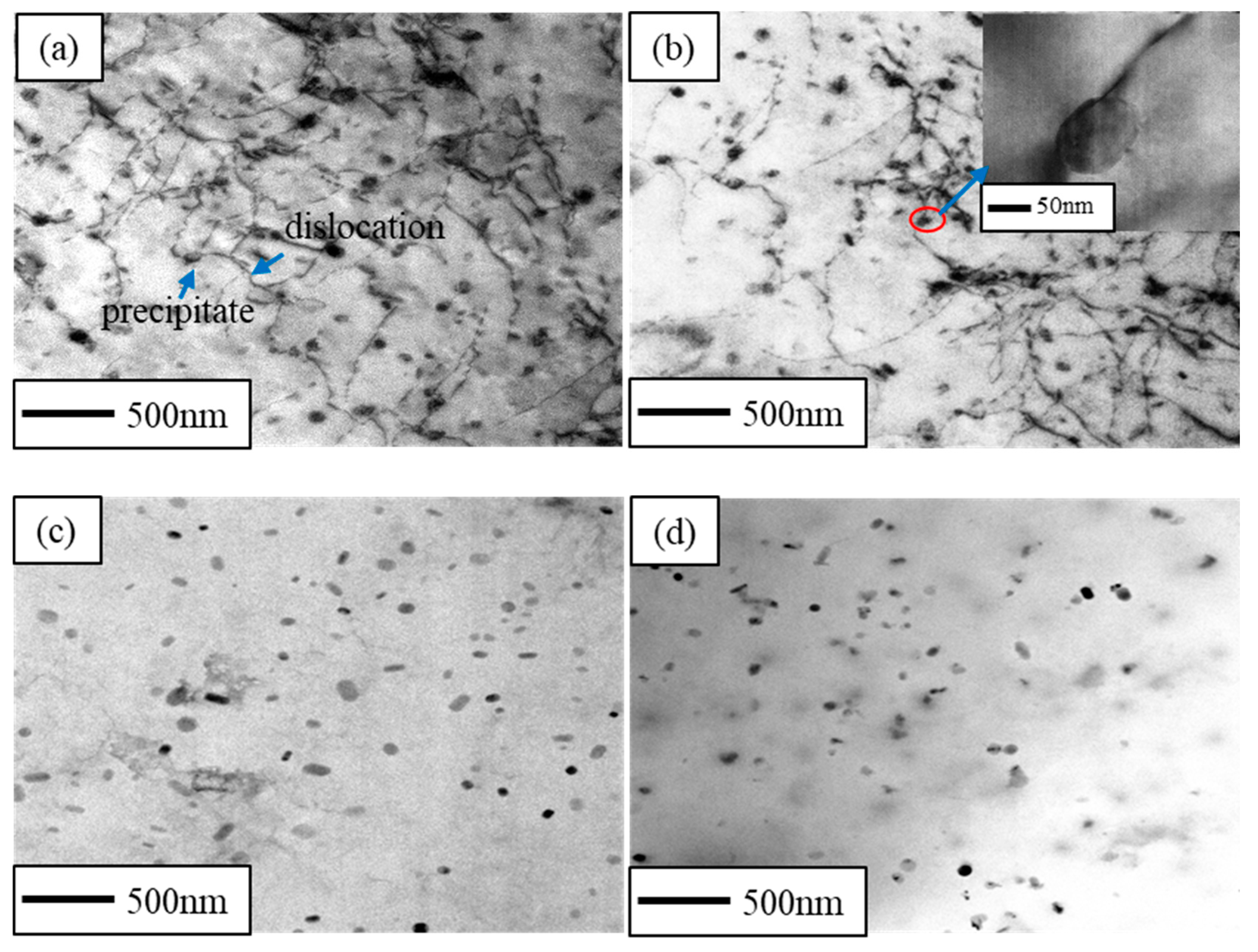
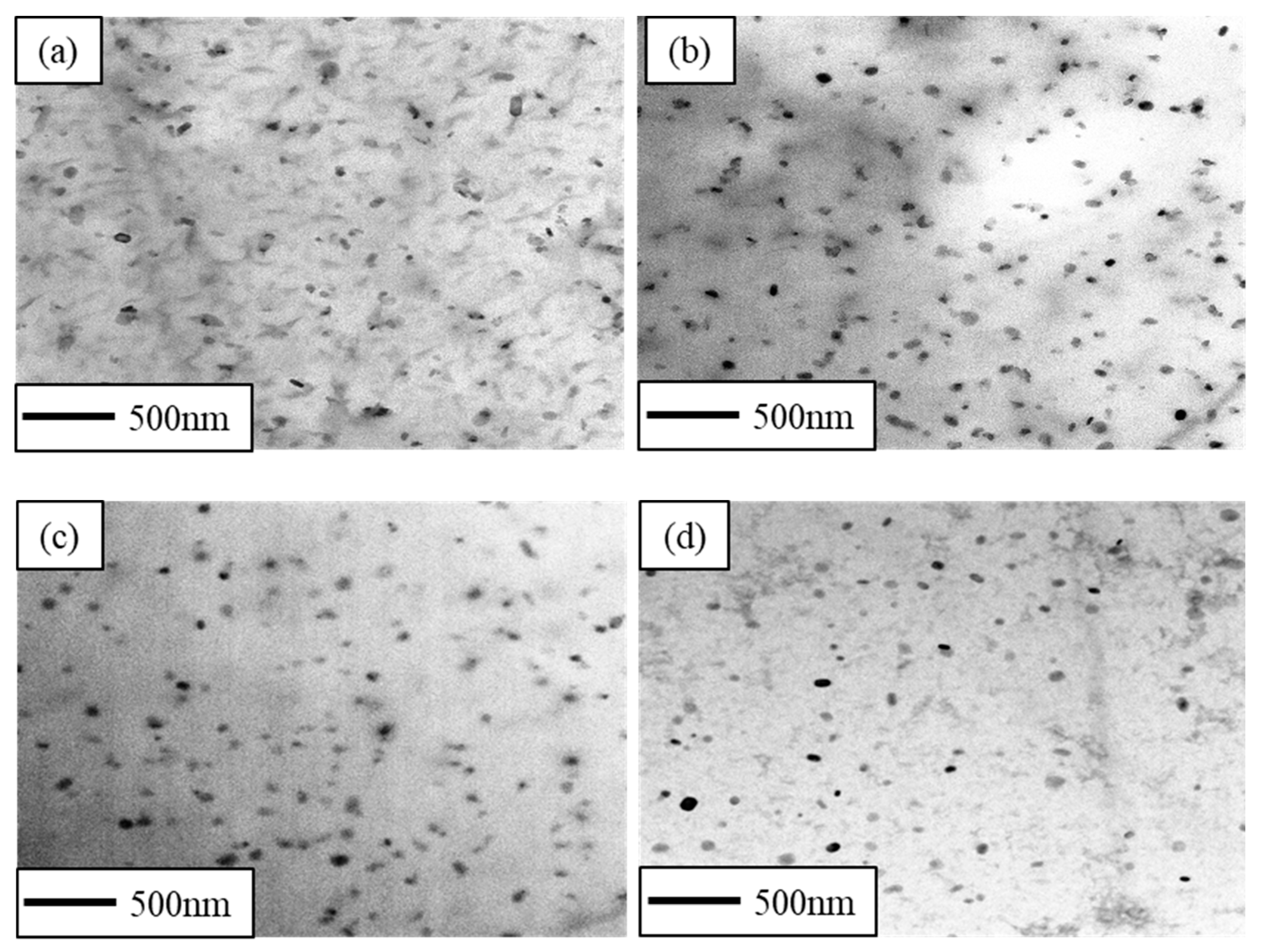
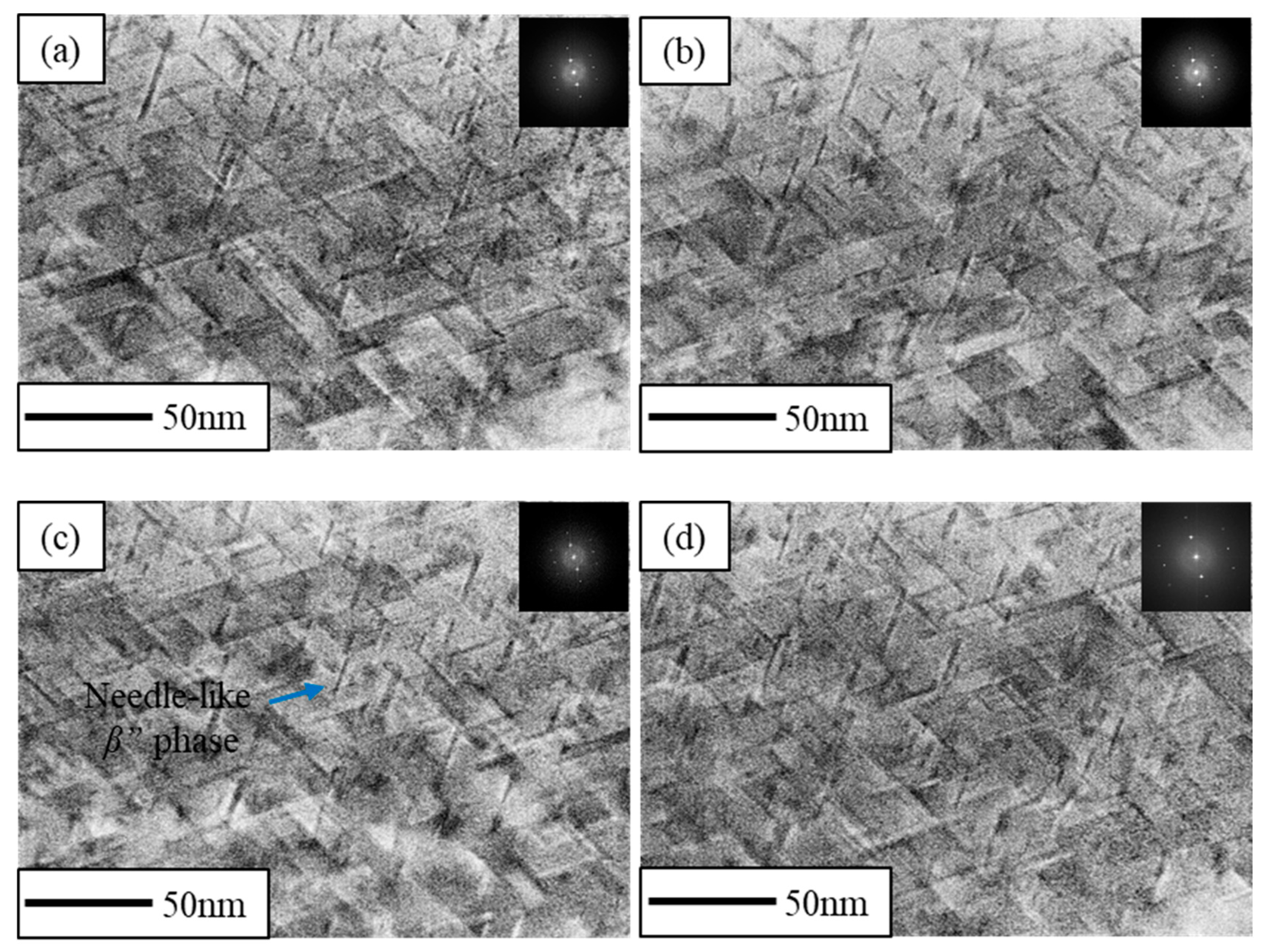
3.3. TEM Characterization
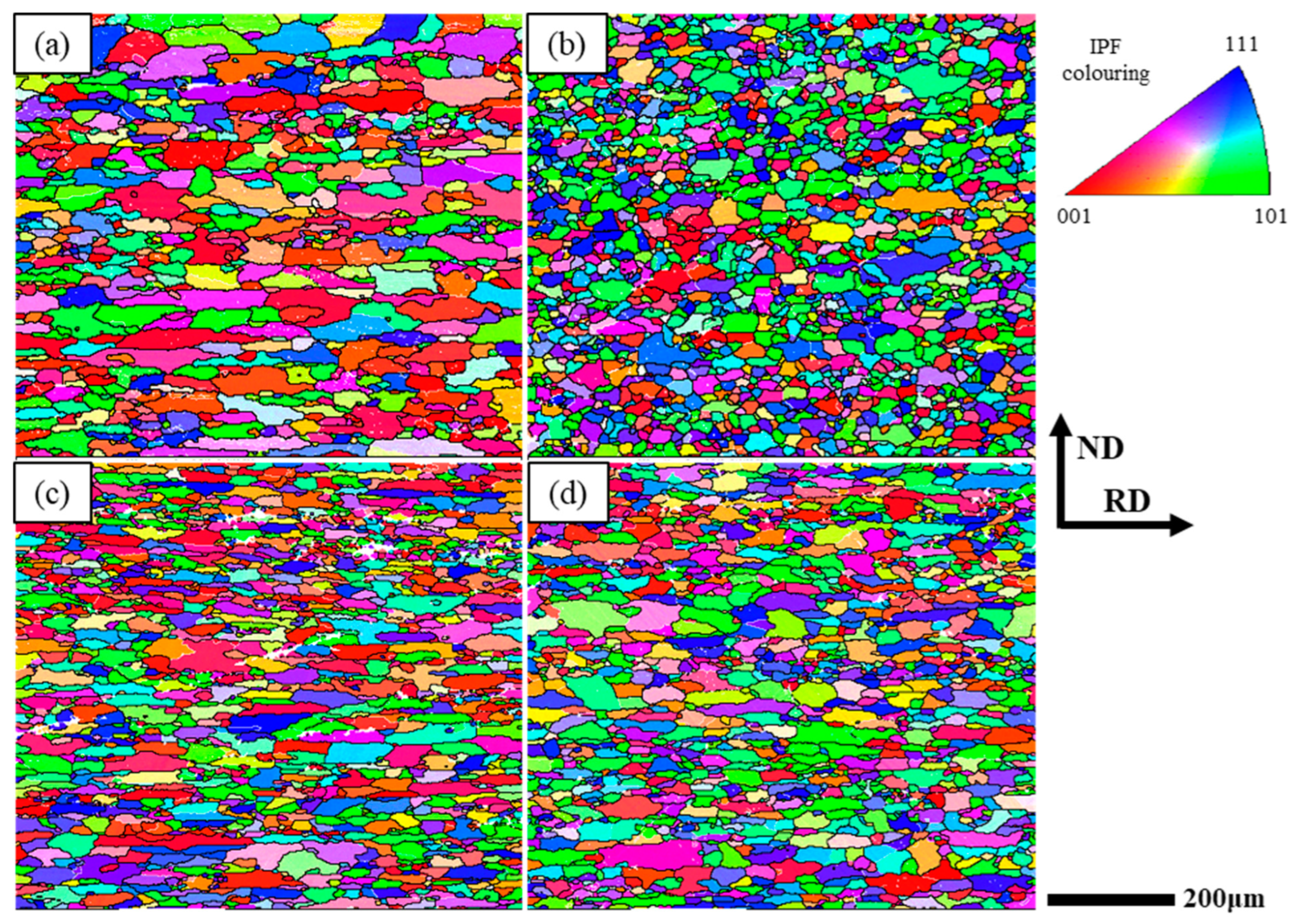
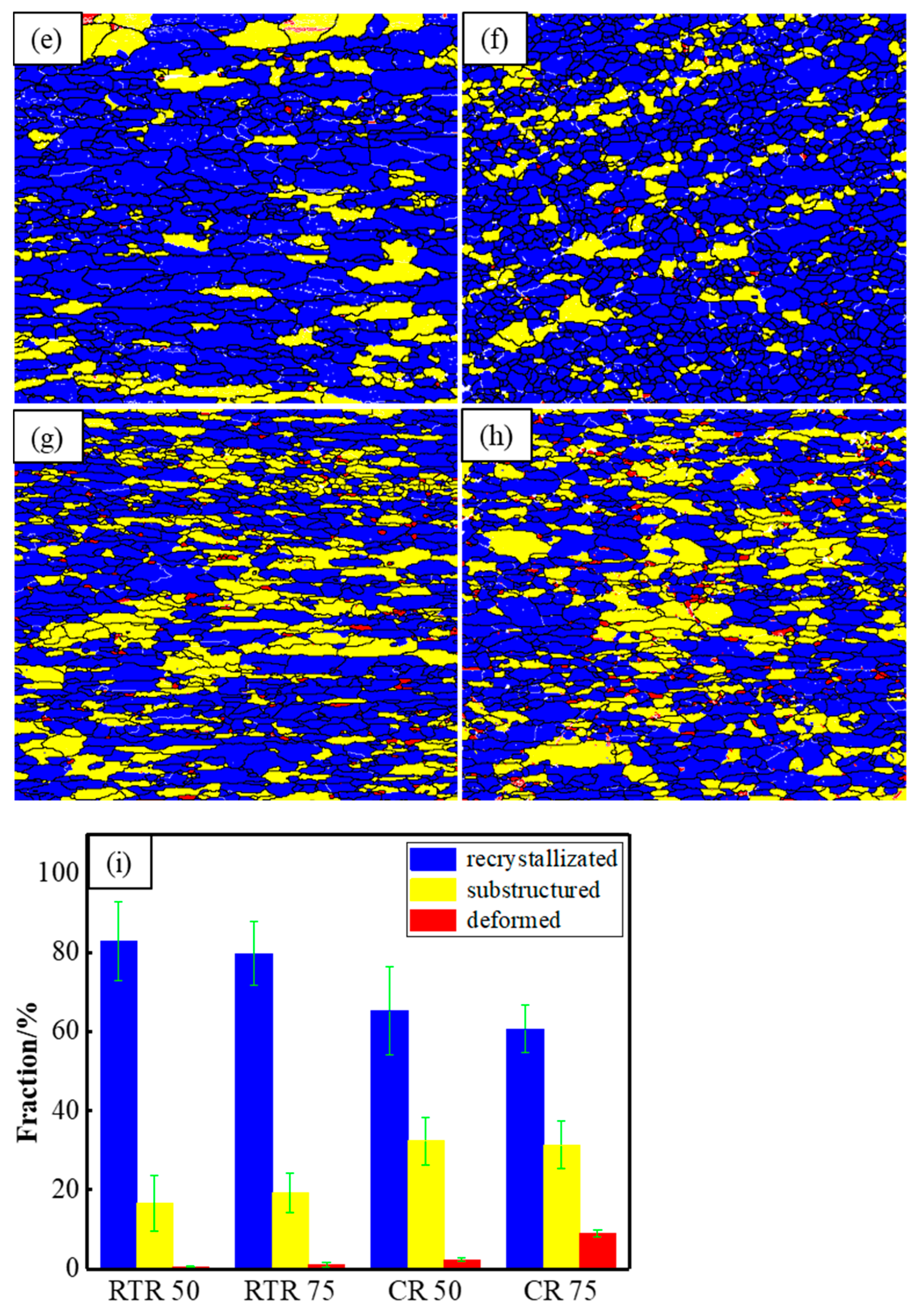
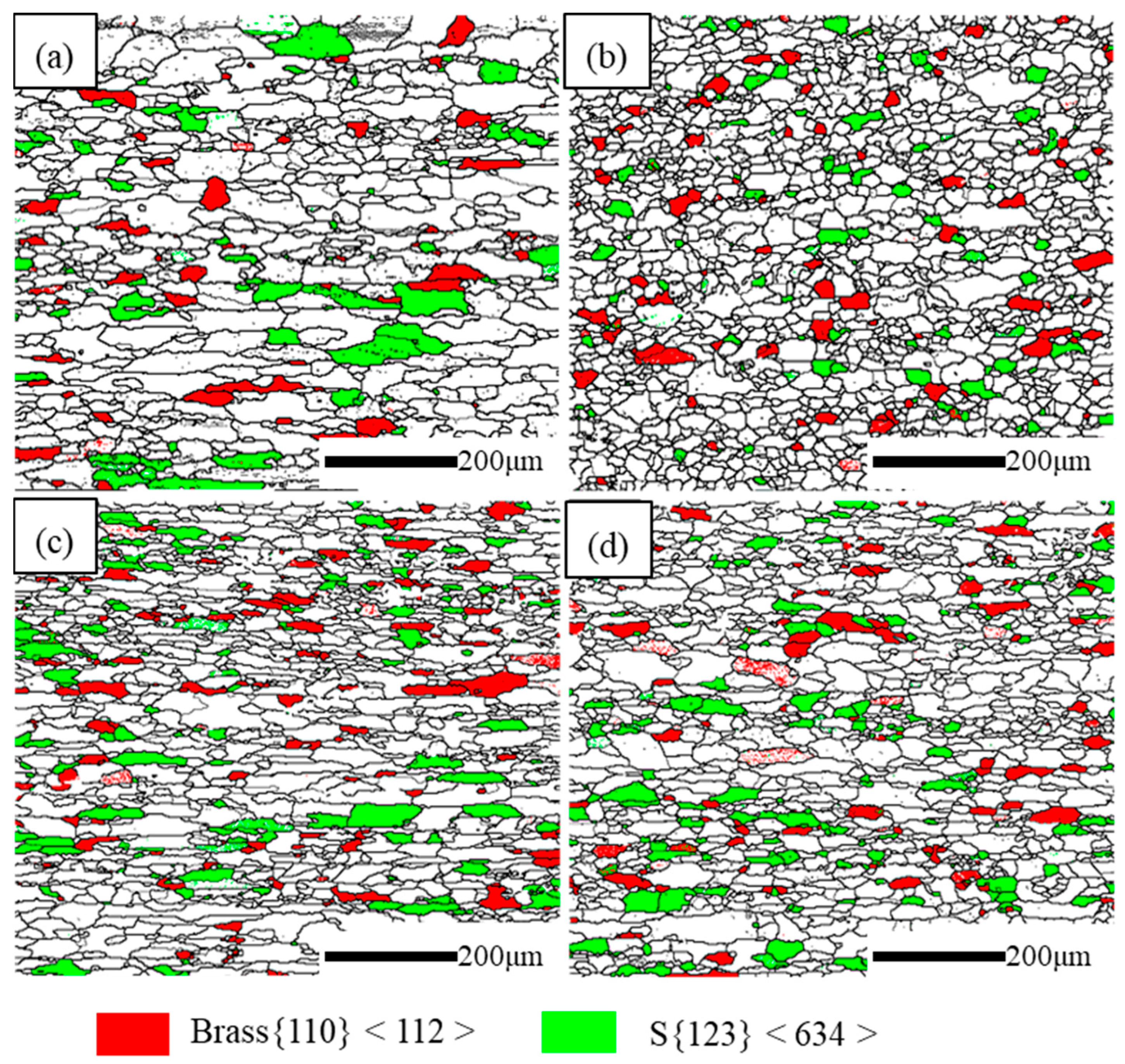
3.4. EBSD Characterization
4. Discussion
4.1. Microstructure and Precipitate Evolution during Aging Treatment
- The effect of solution strengthening on alloy strength was nearly exhausted due to the long-time aging treatment.
- Precipitation strengthening increased slowly. As shown in Equation (12) [15] and Equation (13) [44], when the concentration of alloying elements in the solid solution (C) went down towards the solution equilibrium concentration (Ce)—which resulted in nucleation rate (j) and growth rate(dr/dt) decline—this showed that precipitation had continued to exhaustion, and so precipitation strengthening slowed down.
4.2. Precipitation Strengthening during Aging Treatment
4.3. The Effect of Deformation Texture after Solution Treatment
4.4. The Contributions of Different Strength Mechanisms
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; de Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Bochvar, N.R.; Rybalchenko, O.V.; Tabachkova, N.Y.; Rybalchenko, G.V.; Leonova, N.P.; Rokhlin, L.L. Kinetics of phase precipitation in Al–Mg–Si alloys subjected to equal-channel angular pressing during subsequent heating. J. Alloys Compd. 2021, 881, 160583. [Google Scholar] [CrossRef]
- Rochet, C.; Andrieu, E.; Arfaei, B.; Harouard, J.; Laurino, A.; Lowe, T.C.; Odemer, G.; Blanc, C. Influence of equal-channel angular pressing on the corrosion fatigue behaviour of an Al-Mg-Si aluminium alloy for automotive conductors. Int. J. Fatigue 2020, 140, 105812. [Google Scholar] [CrossRef]
- Zhang, X.; Huang, L.K.; Zhang, B.; Chen, Y.Z.; Liu, F. Microstructural evolution and strengthening mechanism of an Al–Si–Mg alloy processed by high-pressure torsion with different heat treatments. Mater. Sci. Eng. A 2020, 794, 139932. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Kazykhanov, V.U.; Murashkin, M.Y. Influence of deformation at elevated temperatures on stability of microstructure and mechanical properties of UFG aluminum alloy. Mater. Lett. 2021, 301, 130328. [Google Scholar] [CrossRef]
- Chrominski, W.; Lewandowska, M. Influence of dislocation structures on precipitation phenomena in rolled Al–Mg–Si alloy. Mater. Sci. Eng. A. 2020, 793, 139903. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, H.; Wang, M.; Jia, H.; Han, H.; Ma, P. Microstructure and mechanical properties of Al-Mg-Si similar alloy laminates produced by accumulative roll bonding. Materials 2021, 14, 4200. [Google Scholar] [CrossRef]
- Jiang, H.J.; Liu, C.Y.; Zhang, B.; Xue, P.; Ma, Z.Y.; Luo, K.; Ma, M.Z.; Liu, R.P. Simultaneously improving mechanical properties and damping capacity of Al-Mg-Si alloy through friction stir processing. Mater. Charact. 2017, 131, 425–430. [Google Scholar] [CrossRef]
- Mei, L.; Chen, X.P.; Huang, G.J.; Liu, Q. Improvement of mechanical properties of a cryorolled Al-Mg-Si alloy through warm rolling and aging. J. Alloys Compd. 2019, 777, 259–263. [Google Scholar] [CrossRef]
- Krishna, N.N.; Ashfaq, M.; Susila, P.; Sivaprasad, K.; Venkateswarlu, K. Mechanical anisotropy and microstructural changes during cryorolling of Al–Mg–Si alloy. Mater. Charact. 2015, 107, 302–308. [Google Scholar] [CrossRef]
- Chen, H.; Lu, J.; Kong, Y.; Li, K.; Yang, T.; Meingast, A.; Yang, M.; Lu, Q.; Du, Y. Atomic scale investigation of the crystal structure and interfaces of the β′ precipitate in Al-Mg-Si alloys. Acta Mater. 2020, 185, 193–203. [Google Scholar] [CrossRef]
- Misumi, K.; Kaneko, K.; Nishiyama, T.; Maeda, T.; Yamada, K.; Ikeda, K.; Kikuchi, M.; Takata, K.; Saga, M.; Ushioda, K. Three-dimensional characterization of interaction between β″ precipitate and dislocation in Al–Mg–Si alloy. J. Alloys Compd. 2014, 600, 29–33. [Google Scholar] [CrossRef]
- Myhr, O.R.; Grong, Ø.; Andersen, S.J. Modelling of the age hardening behaviour of Al-Mg-Si alloys. Acta Mater. 2001, 49, 65–75. [Google Scholar] [CrossRef]
- Koster, U.; Liu, W. Phase-transformation of quasi-crystals in aluminum-transition metal-alloys. Phase Transit. 1993, 44, 137–149. [Google Scholar] [CrossRef]
- Engler, O.; Marioara, C.D.; Aruga, Y.; Kozuka, M.; Myhr, O.R. Effect of natural ageing or pre-ageing on the evolution of precipitate structure and strength during age hardening of Al–Mg–Si alloy AA6016. Mater. Sci. Eng. A 2019, 759, 520–529. [Google Scholar] [CrossRef]
- Buchanan, K.; Colas, K.; Ribis, K.; Lopez, J.A.; Garnier, J. Analysis of the metastable precipitates in peak-hardness aged Al-Mg-Si(-Cu) alloys with differing Si contents. Acta Mater. 2017, 132, 209–221. [Google Scholar] [CrossRef]
- Maisonnette, D.; Suery, M.; Nelias, D.; Chaudet, P.; Epicier, T. Effects of heat treatments on the microstructure and mechanical properties of a 6061 aluminium alloy. Mater. Sci. Eng. A 2011, 528, 2718–2724. [Google Scholar] [CrossRef]
- Hasting, H.S.; Frøseth, A.G.; Andersen, S.J.; Vissers, R.; Walmsley, J.C.; Marioara, C.D.; Danoix, F.; Lefebvre, W.; Holmestad, R. Composition of β″ precipitates in Al-Mg-Si alloys by atom probe tomography and first principles calculations. J. Appl. Phys. 2009, 106, 123527. [Google Scholar] [CrossRef]
- Yang, W.; Wang, M.; Sheng, X.; Zhang, Q.; Huang, L. Precipitate characteristics and selected area diffraction patterns of the β′ and Q′ precipitates in Al-Mg-Si-Cu alloys. Philos. Mag. Lett. 2011, 91, 150–160. [Google Scholar] [CrossRef]
- Poole, W.J.; Wang, X.; Lloyd, D.J.; Embury, J.D. The shearable–non-shearable transition in Al–Mg–Si–Cu precipitation hardening alloys: Implications on the distribution of slip, work hardening and fracture. Philos. Mag. 2005, 85, 3113–3135. [Google Scholar] [CrossRef]
- Yang, M.; Orekhov, A.; Hu, Z.; Feng, M.; Jin, S.; Sha, G.; Li, K.; Samaee, V.; Song, M.; Du, Y.; et al. Shearing and rotation of β″ and βʹ precipitates in an Al-Mg-Si alloy under tensile deformation: In-situ and ex-situ studies. Acta Mater. 2021, 220, 117310. [Google Scholar] [CrossRef]
- Teichmann, K.; Marioara, C.D.; Andersen, S.J.; Marthinsen, K. TEM study of βʹ precipitate interaction mechanisms with dislocations and βʹ interfaces with the aluminium matrix in Al–Mg–Si alloys. Mater. Char. 2013, 75, 1–7. [Google Scholar] [CrossRef]
- Esmaeili, S.; Lloyd, D.J.; Poole, W.J. A yield strength model for the Al-Mg-Si-Cu alloy AA6111. Acta Mater. 2003, 51, 2243–2257. [Google Scholar] [CrossRef]
- Nandy, S.; Ray, K.K.; Das, D. Process model to predict yield strength of AA6063 alloy. Mater. Sci. Eng. A 2015, 644, 413–424. [Google Scholar] [CrossRef]
- Hosseini-Benhangi, P.; Mazinani, M.; Haddad-Sabzevar, M. Physically based model of the yield strength for an Al-Mg-Si-Cu-Zn alloy. Metall. Mater. Trans. A 2015, 46, 5407–5417. [Google Scholar] [CrossRef]
- Bahrami, A.; Miroux, A.; Sietsma, J. An age-hardening model for Al-Mg-Si alloys considering needle-shaped precipitates. Metall. Mater. Trans. A 2012, 43, 4445–4453. [Google Scholar] [CrossRef]
- Li, Z.; Chen, L.; Tang, J.; Zhao, G.; Zhang, C.; Chu, X. Microstructure evolution; plastic anisotropy, and intergranular corrosion of Al-Mg-Si sheet processed through a combination of hot extrusion and cold rolling. Mater. Charact. 2020, 164, 110299. [Google Scholar] [CrossRef]
- Wang, Z.; Zhu, F.; Zheng, K.; Jia, J.; Wei, Y.; Li, H.; Huang, L.; Zheng, Z. Effect of the thickness reduction on intergranular corrosion in an under–aged Al–Mg–Si–Cu alloy during cold–rolling. Corros. Sci. 2018, 142, 201–212. [Google Scholar] [CrossRef]
- Jin, S.; Wang, A.; Wang, K.; Li, W.; Wan, B.; Zhai, T. Significant strengthening effect in ultra-fine grained al alloy made by fast solidification and hot extrusion processes. J. Mater. Res. Technol. 2021, 16, 1761–1769. [Google Scholar] [CrossRef]
- Deng, Y.; Huang, G.; Cao, L.; Wu, X.; Huang, L.; Xia, M.; Liu, Q. Improvement of strength and ductility of Al-Cu-Li alloy through cryogenic rolling followed by aging. Trans. Nonferrous Met. Soc. China 2017, 27, 1920–1927. [Google Scholar] [CrossRef]
- He, G.; Li, K.; Yang, Y.; Liu, Y.; Wu, W.; Huang, C. Effect of heat treatment on the microstructure and mechanical properties of cryogenic rolling 2195 Al–Cu–Li alloy. Mater. Sci. Eng. A 2021, 822, 141682. [Google Scholar] [CrossRef]
- Hussain, M.; Rao, P.N.; Singh, D.; Jayaganthan, R. Precipitation hardening behaviour of Al-Mg-Si alloy processed by cryorolling and room temperature rolling. Mater. Res. Express 2018, 5, 4. [Google Scholar] [CrossRef]
- Ardell, A.J. Precipitation hardening. Metall Mater Trans A 1985, 16, 2131–2165. [Google Scholar] [CrossRef]
- Yang, M.; Chen, H.; Orekhov, A.; Lu, Q.; Lan, X.; Li, K.; Zhang, S.; Song, M.; Kong, Y.; Schryvers, D.; et al. Quantified contribution of β″ and β′ precipitates to the strengthening of an aged Al–Mg–Si alloy. Mater. Sci. Eng. A 2020, 774, 138776. [Google Scholar] [CrossRef]
- Hall, W.H.; Williamson, G.K. Dead time correction for monitored counters. J. Sci. Instrum. 1952, 29, 132–133. [Google Scholar] [CrossRef]
- Krishna, N.N.; Tejas, R.; Sivaprasad, K.; Venkateswarlu, K. Study on cryorolled Al-Cu alloy using X-ray diffraction line profile analysis and evaluation of strengthening mechanisms. Mater. Des. 2013, 52, 785–790. [Google Scholar] [CrossRef]
- Krishna, K.S.V.B.R.; Vigneshwaran, S.; Sekhar, K.C.; Akella, S.S.R.; Sivaprasad, K.; Narayanasamy, R.; Venkateswarlu, K. Mechanical behavior and void coalescence analysis of cryorolled AA8090 alloy. Int. J. Adv. Des. Manuf. Technol. 2016, 93, 253–259. [Google Scholar] [CrossRef]
- Pogatscher, S.; Antrekowitsch, H.; Leitner, H.; Ebner, T.; Uggowitzer, P.J. Mechanisms controlling the artificial aging of Al–Mg–Si alloys. Acta Mater. 2011, 59, 3352–3363. [Google Scholar] [CrossRef]
- Khelfa, T.; Rekik, M.A.; Khitouni, M.; Cabrera-Marrero, J.M. Structure and microstructure evolution of Al–Mg–Si alloy processed by equal-channel angular pressing. Int. J. Adv. Manuf. Technol. 2017, 92, 1731–1740. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, Y.; Xu, X.; Pan, D.; Jiang, W.; Yang, X.; Wang, Z. Superior mechanical properties induced by the interaction between dislocations and precipitates in the electro-pulsing treated Al-Mg-Si alloys. Mater. Sci. Eng. A 2018, 735, 154–161. [Google Scholar] [CrossRef]
- Serizawa, A.; Hirosawa, S.; Sato, T. Three-dimensional atom probe characterization of nanoclusters responsible for multistep aging behavior of an Al-Mg-Si alloy. Metall. Mater. Trans. A 2008, 39, 243–251. [Google Scholar] [CrossRef]
- Aaron, H.B.; Fainstein, D.; Kotler, G.R. Diffusion-Limited phase transformations: A comparison and critical evaluation of the mathematical approximations. J. Appl. Phys. 1970, 41, 4404–4410. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Mn | Mg | Cr | Al |
|---|---|---|---|---|---|---|
| wt.% | 1.48 | 0.34 | 0.16 | 0.49 | 0.1 | Bal. |
| Process Condition | Dv (nm) | ε (×10−3) | ρ (m−2) |
|---|---|---|---|
| CR 50 | 177 | 0.29 | 2.06 × 1017 |
| CR 75 | 105 | 0.33 | 3.91 × 1017 |
| RTR 50 | 237 | 0.27 | 3.40 × 1015 |
| RTR 75 | 223 | 0.31 | 2.93 × 1015 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Liu, Y.; Huang, Y. Improving Precipitation in Cryogenic Rolling 6016 Aluminum Alloys during Aging Treatment. Materials 2023, 16, 3336. https://doi.org/10.3390/ma16093336
Wang X, Liu Y, Huang Y. Improving Precipitation in Cryogenic Rolling 6016 Aluminum Alloys during Aging Treatment. Materials. 2023; 16(9):3336. https://doi.org/10.3390/ma16093336
Chicago/Turabian StyleWang, Xucheng, Yu Liu, and Yuanchun Huang. 2023. "Improving Precipitation in Cryogenic Rolling 6016 Aluminum Alloys during Aging Treatment" Materials 16, no. 9: 3336. https://doi.org/10.3390/ma16093336