

Multi-Physical Field Simulation of Cracking during Crystal Growth by Bridgman Method
Abstract
:1. Introduction
2. Materials and Methods
2.1. Theoretical Framework
2.1.1. Heat Transfer
2.1.2. Phase Transition
2.1.3. Solid Equilibrium
2.1.4. Damage
- when :
- when :where and are the two normal components of the elastic strain tensor in the X and Y directions, respectively.
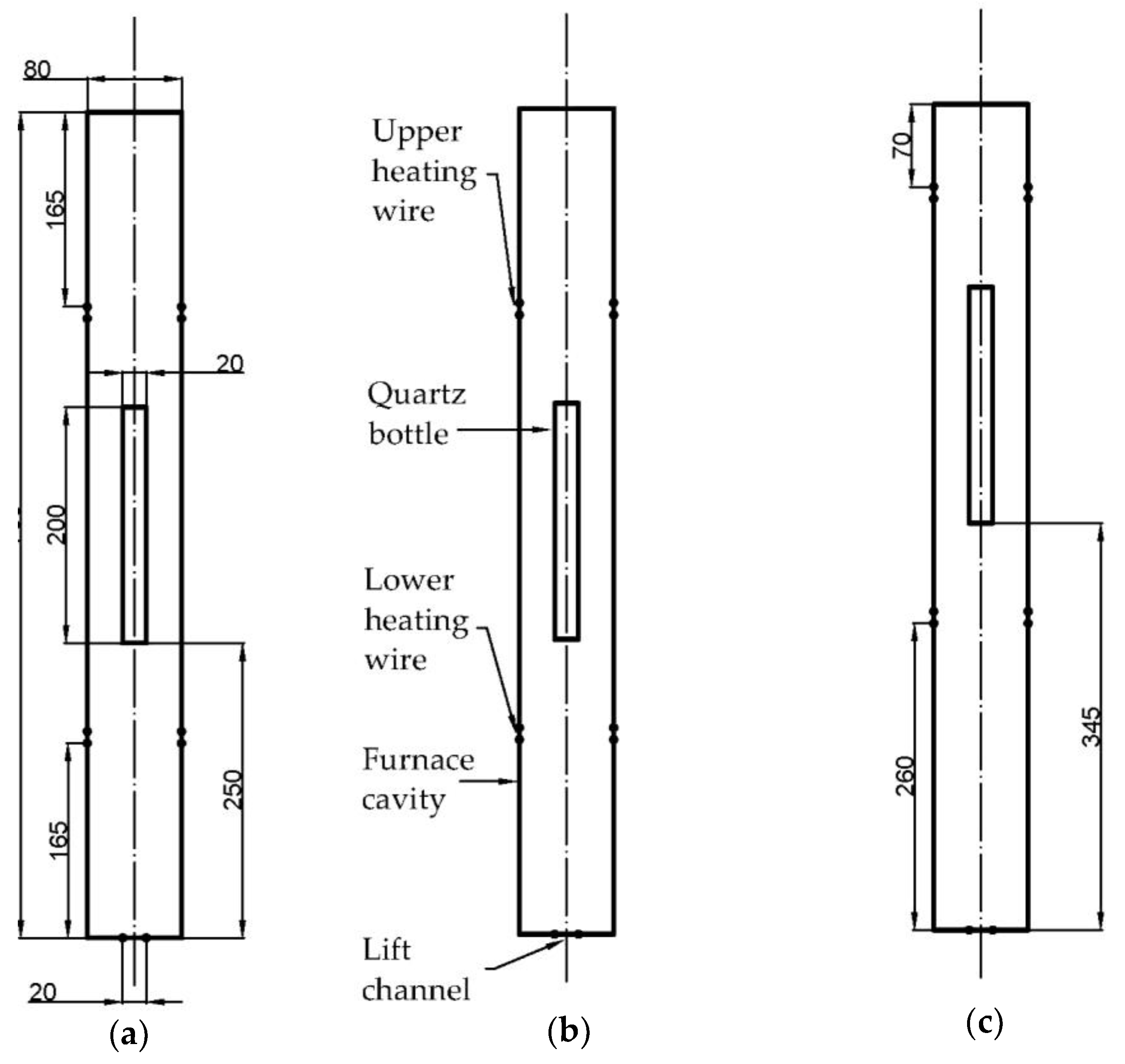
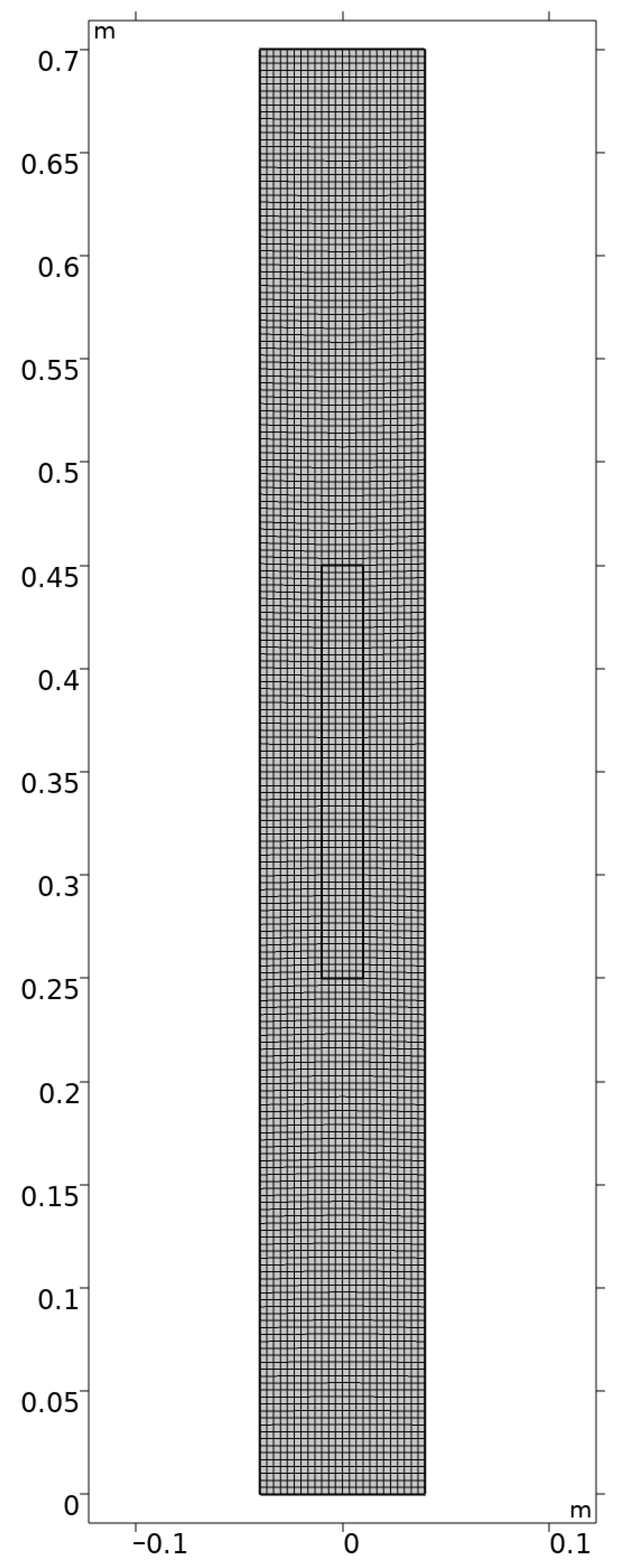
2.2. Numerical Simulation
3. Results
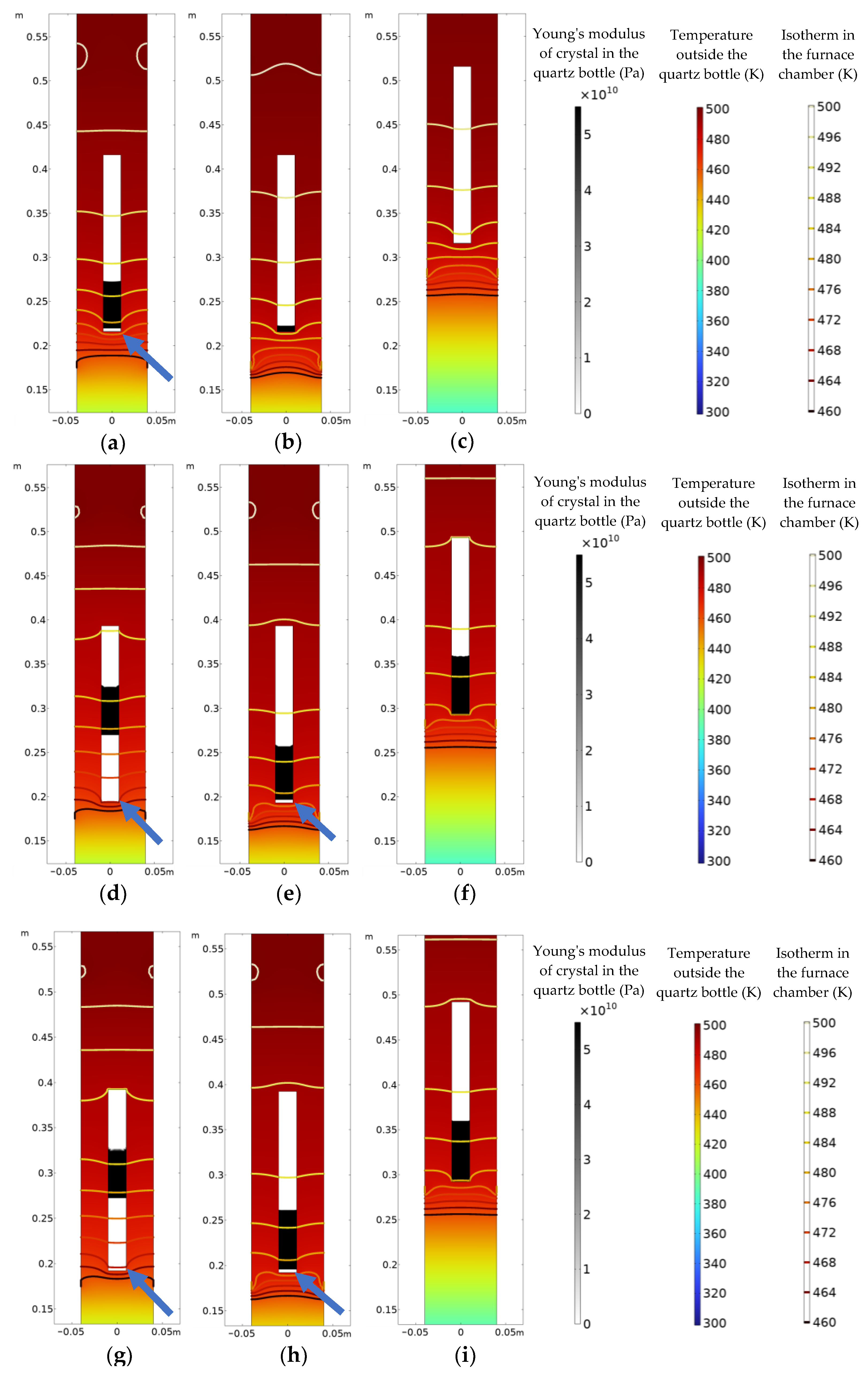
3.1. Crystal Growth along the a-Axis
3.2. Crystal Growth along the c-Axis
4. Discussion
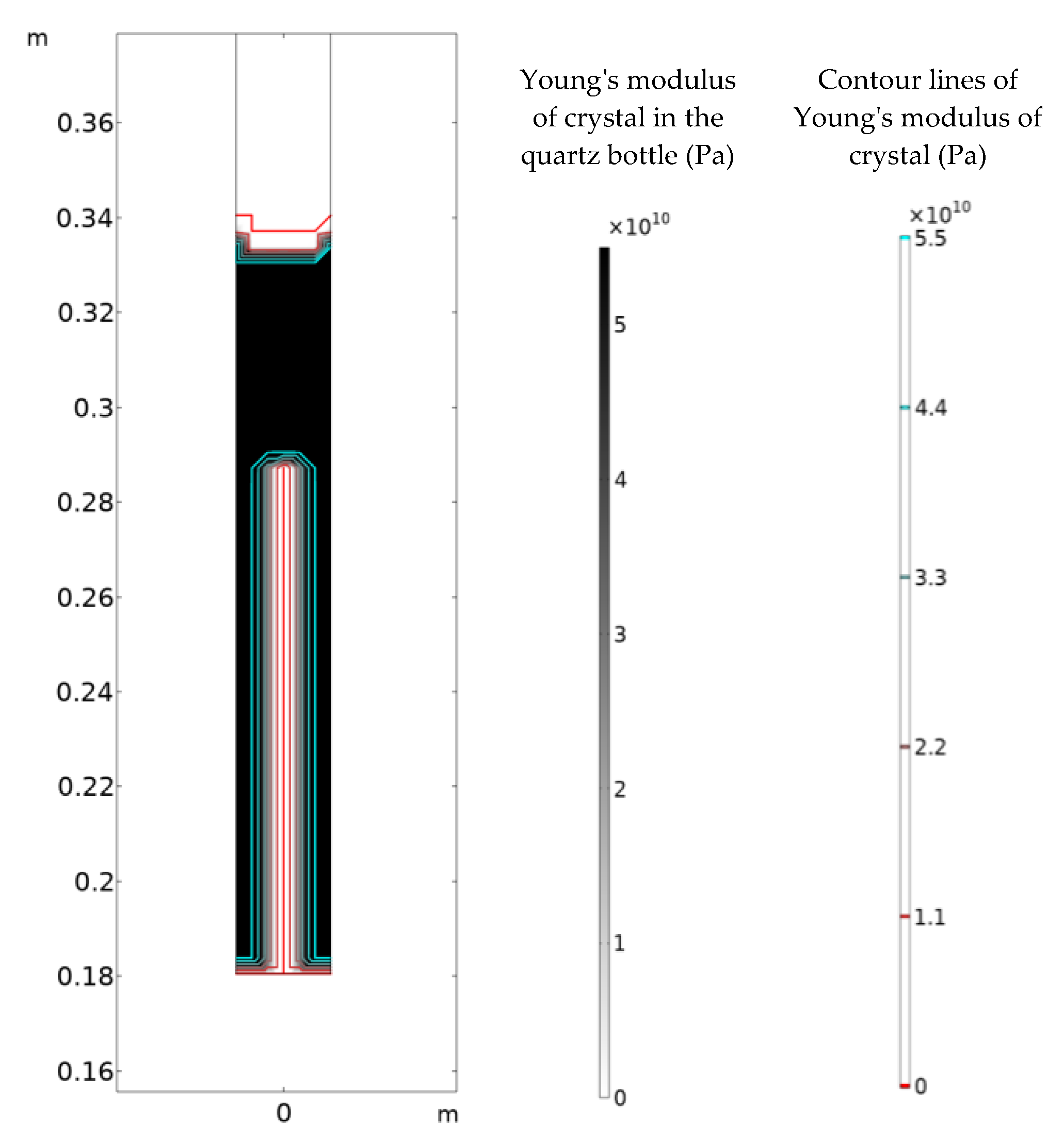
4.1. Maximum Tensile Strain Criterion and Crack Shape
4.2. Effect of Temperature Gradient on Crystal Growth Process
4.3. Anisotropic Crystal Growth Process along Different Orientations
5. Conclusions
- (1)
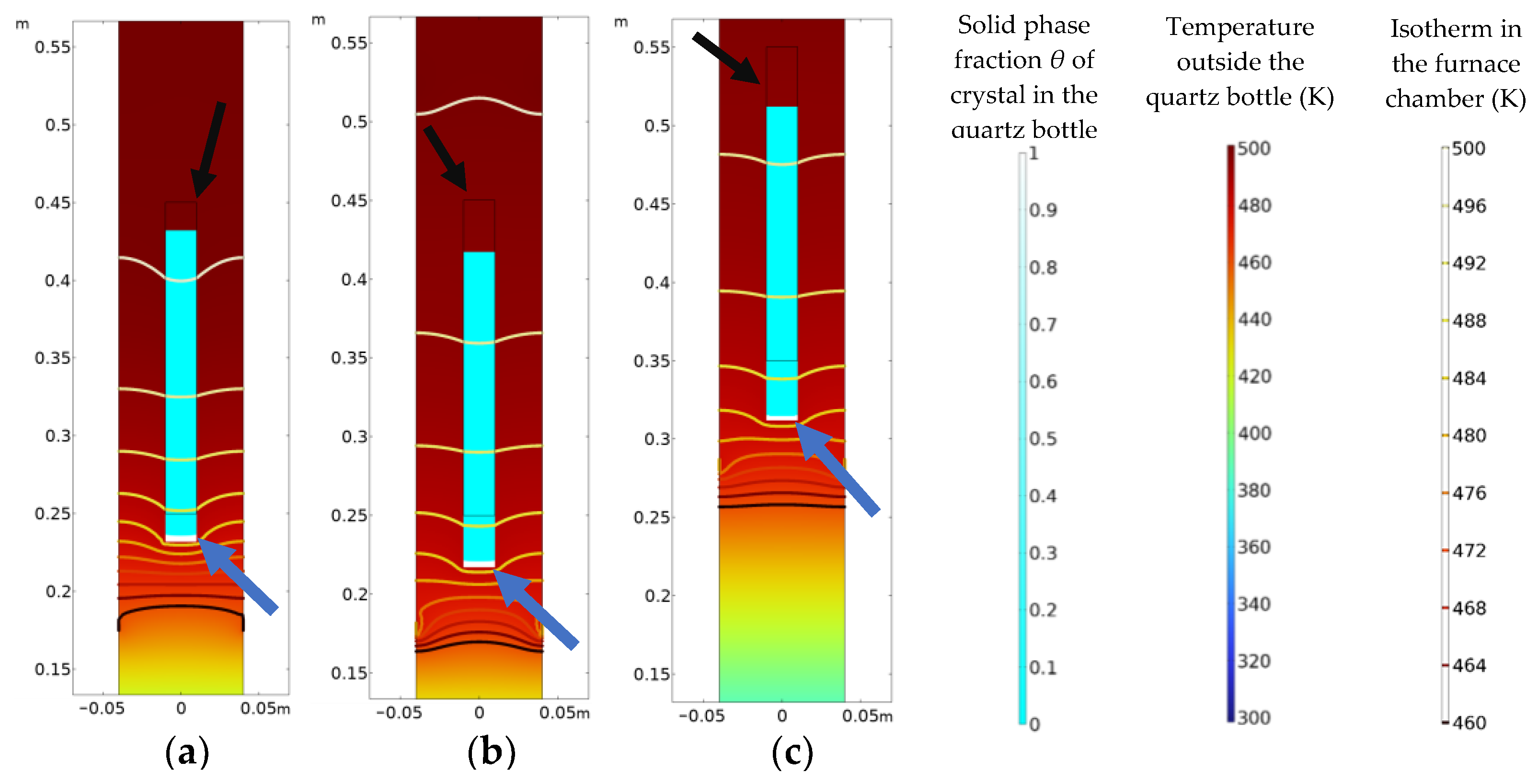
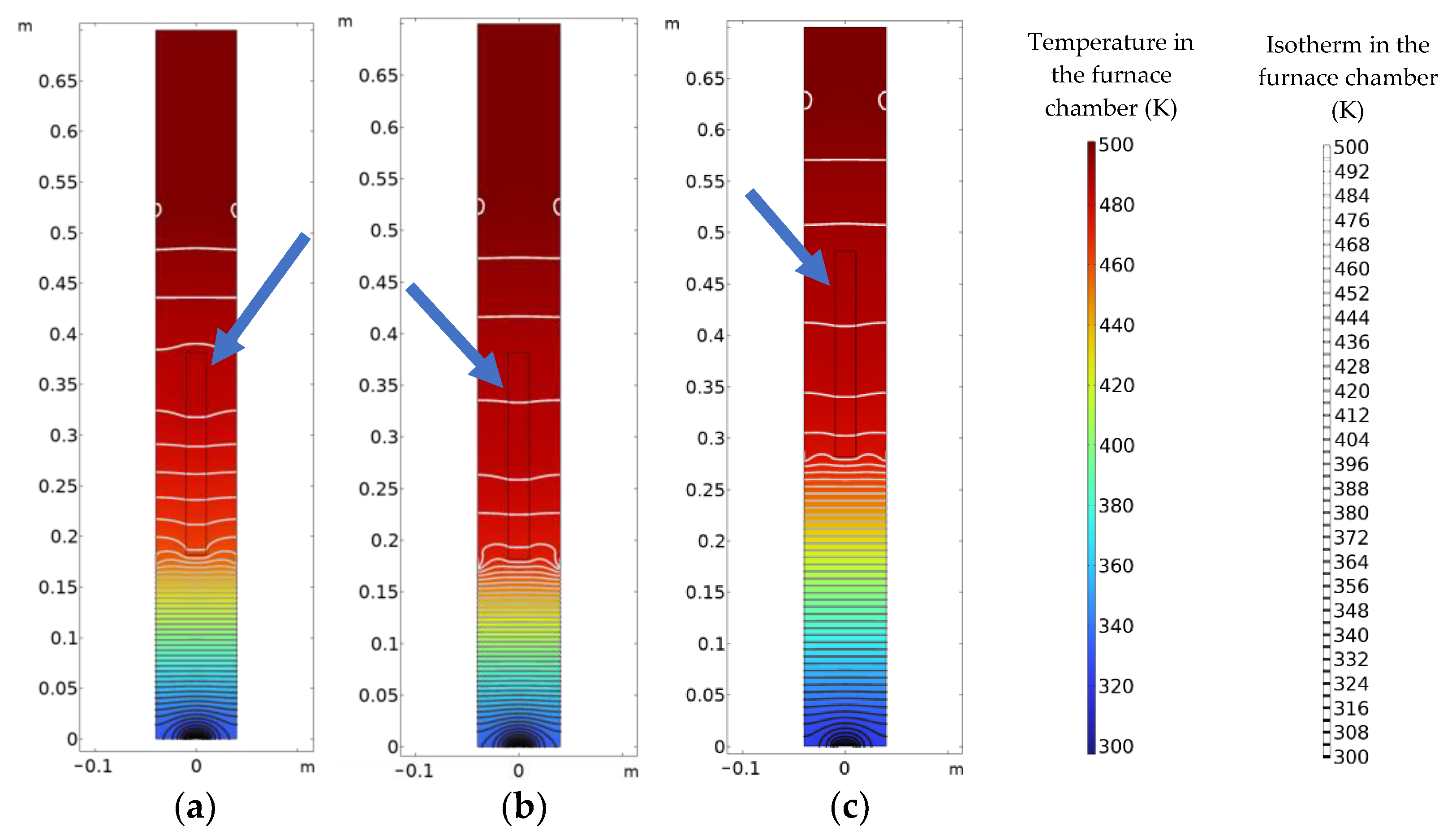
- The influence of the temperature gradient field on the solidification and cracking behaviors during crystal growth is of great significance. In this study, three different temperature fields were constructed for three different processes. When the crystal grows along the a-axis, the solidified parts of the crystal for processes A, B, and C reach 160 mm, 110 mm, and 95 mm at 275,000 s, respectively. In addition, the crack accounts for 70.6% for A, 53.6% for B, and 0% for C. When the crystal grows along the c-axis, the solidified parts for processes A, B, and C reach 133 mm, 68 mm, and 66 mm at 215,000 s, respectively. The crack accounts for 59.4% for A, 4.4% for B, and 0% for C. By adjusting the temperature gradient, the crystal temperature decreases relatively uniformly and slowly during the growth process, thus avoiding the formation of cracks. At the same time, the lift channel at the bottom of the Bridgman furnace greatly influences the temperature field inside the cavity due to the heat convection with the environment. When the furnace is working, the crystal growth area should be kept away from the lift channel at the bottom of the furnace cavity, or the air-tightness of the furnace cavity should be improved to reduce the influence of heat convection on the temperature field inside the furnace cavity. In engineering applications, the temperature of the Bridgman furnace cavity needs to be properly optimized so that the temperature of the crystal drops steadily and uniformly during the growth process. This can slightly reduce the efficiency of the crystal growth, but can greatly improve the crystal integrity.
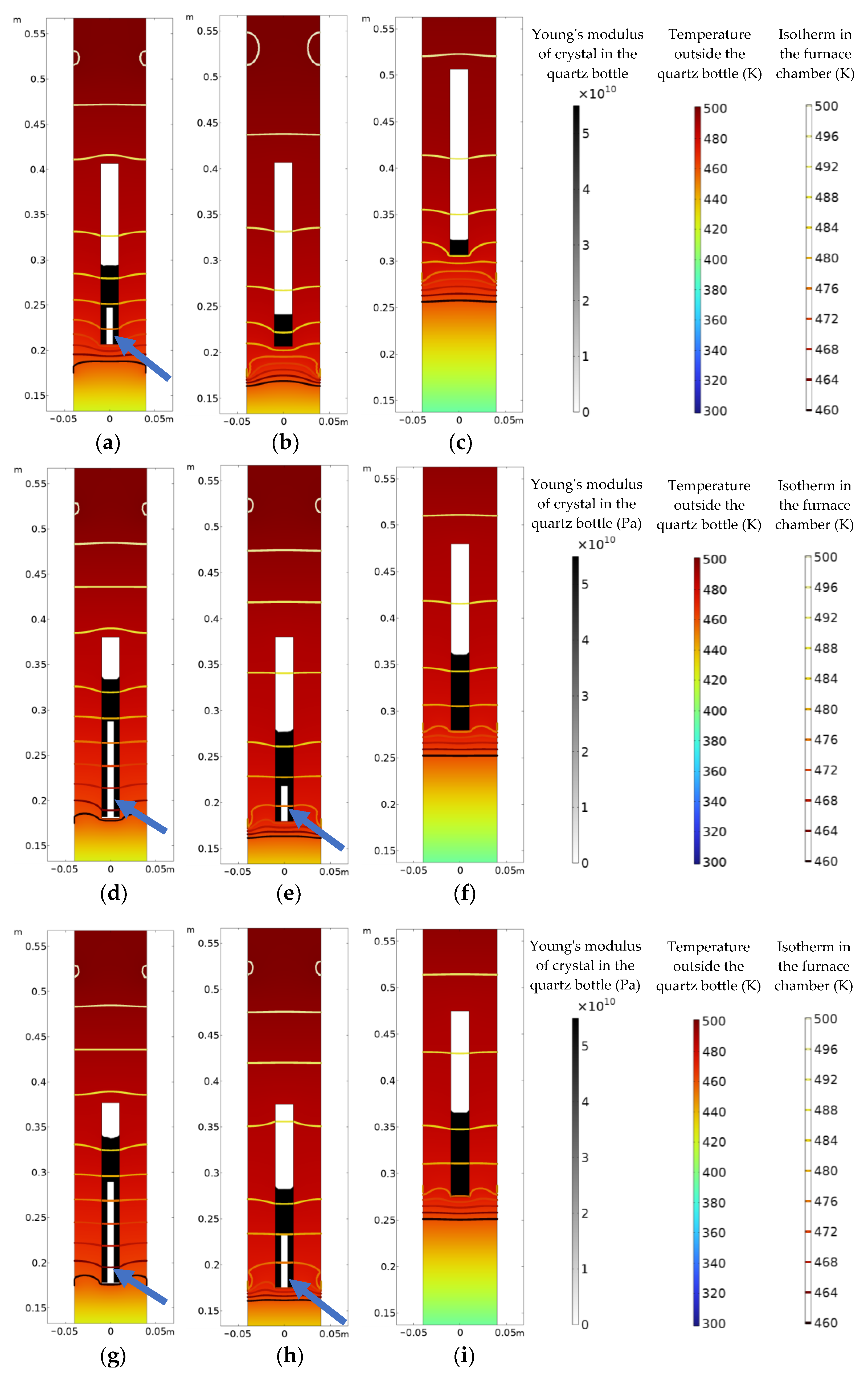
- (2)
- The crystal produces thermal shrinkage during solidification, and the bottom cools down the fastest, causing the maximum residual stress and elastic strain. Due to the anisotropy of the thermal expansion, when the crystals grow along different orientations, the maximum elastic strain is generated in different directions, leading to crack nucleation and growth along different directions. Crystals grown along the a-axis tend to form long cracks starting from the bottom and growing vertically, while crystals grown along the c-axis induce the laminar cracks from the bottom in a horizontal direction. Cracks appear earlier when the crystals grow along the c-axis, whereas the damage layer accounts for a smaller proportion of the solidified crystals. Crystal integrity can be effectively safeguarded by reasonable adjustment of the orientation of crystal growth.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Asare–Yeboah, K.; Bi, S.; He, Z.; Li, D. Temperature gradient controlled crystal growth from TIPS pentacene-poly (α-methyl styrene) blends for improving performance of organic thin film transistors. Org. Electron. 2016, 32, 195–199. [Google Scholar] [CrossRef]
- Dudnik, O.V.; Andryushenko, L.A.; Tarasov, V.A.; Kurbatov, E.V. A detector on the basis of an activated p-terphenyl single crystal and a silicon photomultiplier. Instrum. Exp. Tech. 2015, 58, 206–210. [Google Scholar] [CrossRef]
- Bridgman, P.W. Certain Physical Properties of Single Crystals of Tungsten, Antimony, Bismuth, Tellurium, Cadmium, Zinc, and Tin. Proc. Am. Acad. Arts Sci. 1925, 60, 305–383. [Google Scholar] [CrossRef]
- Vijayan, N.; Bhagavannarayana, G.; Ramesh Babu, R.; Gopalakrishnan, R.; Maurya, K.K.; Ramasamy, P. A comparative study on solution-and bridgman-grown single crystals of benzimidazole by high-resolution X-ray diffractometry, fourier transform infrared, microhardness, laser damage threshold, and second-harmonic generation measurements. Cryst. Growth Des. 2006, 6, 1542–1546. [Google Scholar] [CrossRef]
- Suthan, T.; Rajesh, N.P. Growth and characterization of organic material 4-nitrobenzaldehyde single crystal using modified vertical Bridgman technique. J. Cryst. Growth 2010, 312, 3156–3160. [Google Scholar] [CrossRef]
- van Loef, E.V.; Mukhopadhyay, S.; Zaitseva, N.; Payne, S.; Shah, K.S. Crystal growth and characterization of 9, 10-diphenylanthracene. J. Cryst. growth 2012, 352, 103–105. [Google Scholar] [CrossRef]
- Arulchakkaravarthi, A.; Lakshmanaperumal, C.K.; Santhanaraghavan, P.; Jayavel, P.; Selvan, R.; Sivaji, K.; Gopalakrishnan, R.; Ramasamy, P. Investigations on the growth of anthracene and trans-stilbene single crystals using vertical Bridgman technique. Mat. Sci. Eng. B 2002, 95, 236–241. [Google Scholar] [CrossRef]
- Prabhakaran, S.P.; Babu, R.R.; Sukumar, M.; Bhagavannarayana, G.; Ramamurthi, K. Investigation on the growth and characterization of 4-aminobenzophenone single crystal by the vertical dynamic gradient freeze technique. J Cryst. Growth 2014, 390, 18–23. [Google Scholar] [CrossRef]
- Zhu, Z.; Chang, J.; Ge, J.; Zeng, F.; Liu, J. Growth And Analysis of Cracking for The NaY(WO4)2 Crystal. J. Changchun Univ. Sci. Technol. 2004, 2, 89–91. [Google Scholar]
- Cheng, K. Synthesis, Crystal Growth and Defects of IR-NLO Crystal CdSiP2. Master’s Thesis, Shandong University, Jinan, China, 2020. [Google Scholar]
- Yang, H.; Zhu, S.; Zhao, B.; He, Z.; Chen, B.; Sun, N.; Wu, J.; Lin, L. Growth and Thermal Expansion Properties of CdSiP2 Crystal. J. Synth. Cryst. 2015, 44, 2619–2625. [Google Scholar]
- Liu, J.; Wang, Y.; Sun, J.; Li, J.; Zhang, L. Analysis on growth and integrity of PWO crystal. Chin. J. Sci. Instrum. 2002, z3, 141–143. [Google Scholar]
- Zhang, L.; Qi, H.; Xu, S.; Jin, L.; Shi, Y. Research on fracture characteristics of AlN crystal grown on SiC seed. Piezoelectrics Acoustooptics 2018, 40, 772–775. [Google Scholar]
- Tanji, K.; Ishii, M.; Usuki, Y.; Kobayashi, M.; Hara, K.; Takano, H.; Senguttuvan, N. Crystal growth of PbWO4 by the vertical Bridgman method: Effect of crucible thickness and melt composition. J. Cryst. Growth 1999, 24, 505–511. [Google Scholar] [CrossRef]
- Shi, H.; Qin, L.; Chai, W.; Guo, J.; Wei, Q.; Ren, G.; Shu, K. The LaBr3: Ce crystal growth by self-seeding Bridgman technique and its scintillation properties. Cryst. Growth Des. 2010, 10, 4433–4436. [Google Scholar] [CrossRef]
- Shyy, W.; Udaykumar, H.S.; Rao, M.M. Computational Fluid Dynamics with Moving Boundaries; CRC Press: Boca Raton, FL, USA, 1995; pp. 166–170. [Google Scholar]
- Brown, R.A. Theory of transport processes in single crystal growth from the melt. AIChE J. 1988, 34, 881–911. [Google Scholar] [CrossRef]
- Chang, C.E.; Wilcox, W.R. Control of interface shape in the vertical Bridgman-Stockbarger technique. J. Cryst. Growth 1974, 21, 135–140. [Google Scholar] [CrossRef]
- Chang, C.J.; Brown, R.A. Radial segregation induced by natural convection and melt/solid interface shape in vertical Bridgman growth. J. Cryst. Growth 1983, 63, 343–364. [Google Scholar] [CrossRef]
- Lian, Y.P.; Wang, P.D.; Gao, J.; Liu, J.K.; Li, Q.H.; Liu, C.M.; He, X.F.; Gao, L.; Li, H.; Lei, H.S.; et al. Fundamental mechanics problems in metal additive manufacturing: A state-of-art review. Adv. Mech. 2021, 51, 648–701. [Google Scholar]
- Ai, Q. Numerical Simulation and Experimental Study of the Growth of Pure and Doped p-Terphenyl Crystals by the Bridgman Method. Ph.D. Thesis, Huazhong University of Science & Technology, Wuhan, China, 2017. [Google Scholar]
- Chang, S.S. Heat capacity and thermodynamic properties of p-terphenyl: Study of order-disorder transition by automated high-resolution adiabatic calorimetry. J. Chem. Phys. 1983, 79, 6229–6236. [Google Scholar] [CrossRef]
- Yang, X.; Ma, W.; Lv, G.; Wei, K.; Luo, T.; Chen, D. A modified vacuum directional solidification system of multicrystalline silicon based on optimizing for heat transfer. J. Cryst. Growth 2014, 400, 7–14. [Google Scholar] [CrossRef]
- Yang, X.; Ma, W.; Lv, G.; Wei, K.; Zhang, C.; Li, S.; Chen, D. Effect of heat transfer during the vacuum directional solidification process on the crystal quality of multicrystalline silicon. Met. Mater. Trans. E 2015, 2, 39–49. [Google Scholar] [CrossRef]
- Cui, C.; Wang, C.; Wang, P.; Liu, W.; Lai, Y.; Deng, L.; Su, H. Microstructure and fracture toughness of the Bridgman directionally solidified Fe-Al-Ta eutectic at different solidification rates. J. Mater. Sci. Technol. 2020, 42, 63–74. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Parameters | Numerical Value | Unit |
|---|---|---|
| Young’s modulus | Ecrystal = 55,000 | MPa |
| Poisson’s ratio | v = 0.33 | - |
| Density (solid state) | ρs = 962.4 | kg/m3 |
| Density (liquid state) | ρl = 962.4 | kg/m3 |
| Thermal conductivity (solid state) | ks = 0.12866 | W/(m∙K) |
| Thermal conductivity (liquid state) | kl = 0.12866 | W/(m∙K) |
| Specific heat capacity (solid state) | Cps = 2001.704 | J/(K∙kg) |
| Specific heat capacity (liquid state) | Cpl = 2112.373 | J/(K∙kg) |
| Melting point | Tm = 486 | K |
| Latent heat of melting | ΔH = 153.27 | kJ/kg |
| Coefficient of thermal expansion | β = 8.8 × 10−4 | 1/K |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, X.; Li, L.; He, X.; Xie, C. Multi-Physical Field Simulation of Cracking during Crystal Growth by Bridgman Method. Materials 2023, 16, 3260. https://doi.org/10.3390/ma16083260
He X, Li L, He X, Xie C. Multi-Physical Field Simulation of Cracking during Crystal Growth by Bridgman Method. Materials. 2023; 16(8):3260. https://doi.org/10.3390/ma16083260
Chicago/Turabian StyleHe, Xinke, Linnong Li, Xinqi He, and Chao Xie. 2023. "Multi-Physical Field Simulation of Cracking during Crystal Growth by Bridgman Method" Materials 16, no. 8: 3260. https://doi.org/10.3390/ma16083260