
Effects of Cu Addition on Age Hardening Behavior and Mechanical Properties of High-Strength Al-1.2Mg-1.2Si Alloy
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Experimental Methods
2.1. Materials and Thermal Treatments
2.2. Experimental and Performance Test Methods
2.3. Microstructural Characterization and Statistics
2.3.1. Preparation of TEM Film
2.3.2. TEM Film Thickness Test Method
2.3.3. Statistical Methods for Precipitated Phases
3. Results
3.1. Mechanical Properties
3.1.1. Artificial Age-Hardening Curve
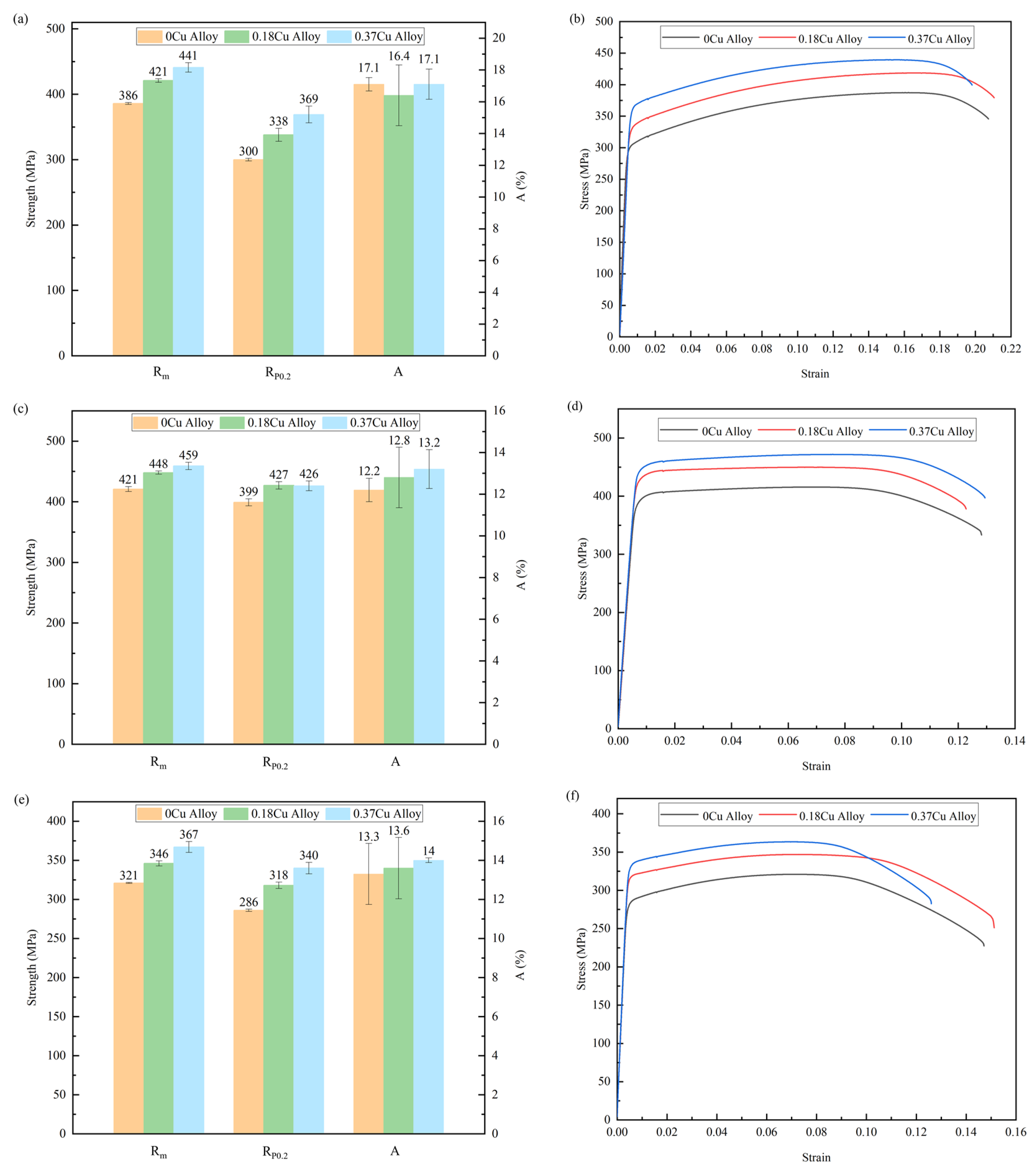
3.1.2. Tensile Properties
3.2. Microstructural Characterization
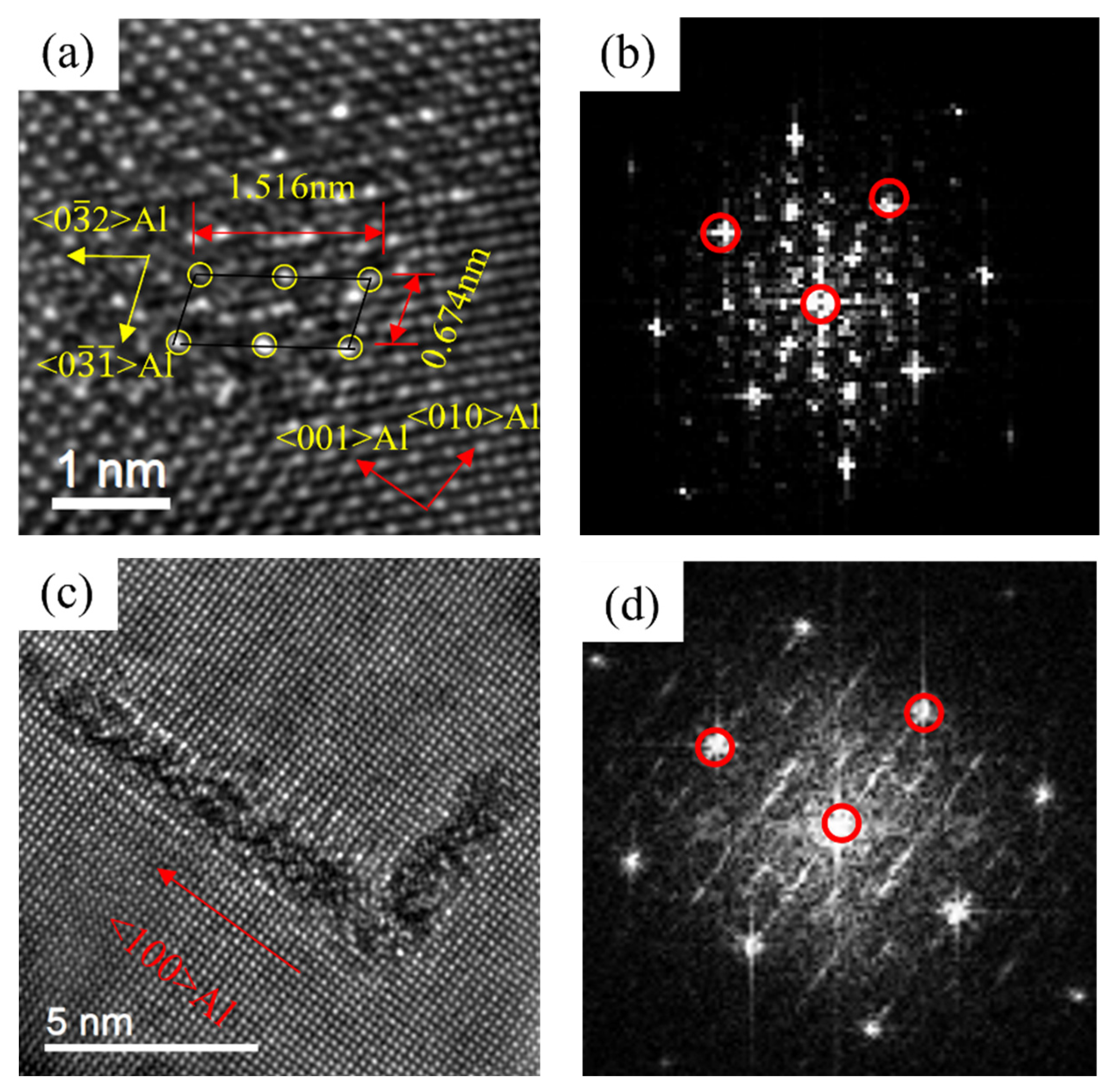
3.2.1. Precipitates of Alloys during Initial Aging Stage
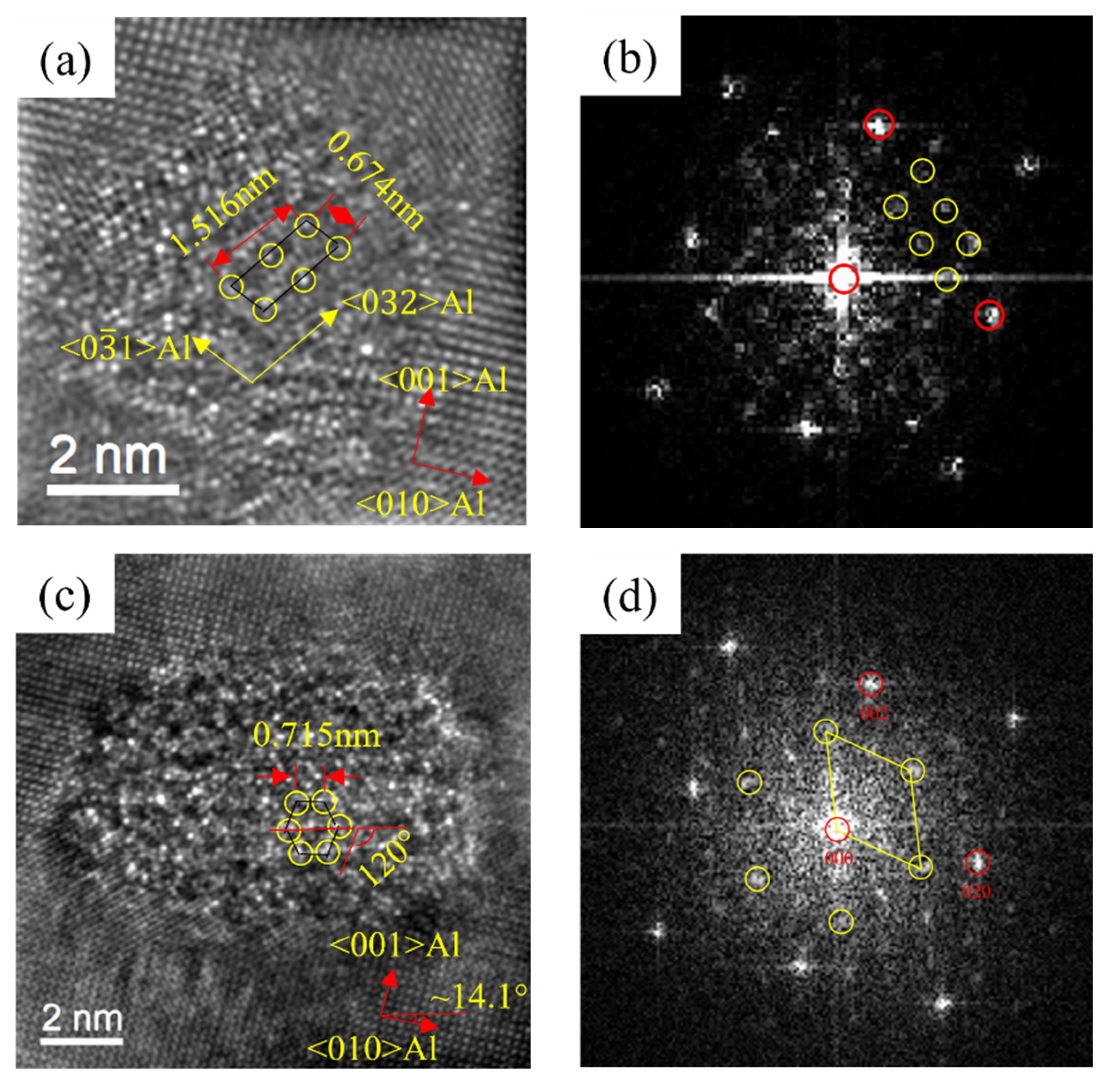
3.2.2. Precipitates of Alloys at Peak Aging
3.2.3. Precipitates of Alloys at the Over-Aged Stage
4. Discussion
5. Conclusions
- Cu enhanced the artificial aging hardening response and improved the tensile properties of the Al-1.2Mg-1.2Si-(xCu) alloy. With the increase in Cu, the time to reach peak aging decreased which was 12 h of 0Cu alloy, 10 h of 0.18Cu alloy, and 8 h of 0.37Cu alloy. In addition, their tensile strength was 421 MPa, 448 MPa, and 459 MPa, respectively.
- The addition of 0.37Cu changed the type of precipitates at the peak and over-aging stage and the aging precipitation sequence of Al-1.2Mg-1.2Si-(xCu) alloy. The precipitation sequence of 0Cu and 0.18Cu alloy was SSSS→GP zones/pre-β″→β″→β″ + β′, 0.37Cu alloy was SSSS→GP zones/pre-β″→β″ + L→β″ + L + Q′.
- Cu addition promoted the precipitation of enhanced phases. With the increase in Cu, the number density of precipitates was increased from 0.23 × 1023/m3 to 0.73 × 1023/m3, and the volume fraction of precipitates was increased from 0.27% to 0.59% in the initial aging stage. The number density of precipitates was increased from 1.9 × 1023/m3 to 5.5 × 1023/m3 and the volume fraction of precipitates was increased from 4.05% to 5.36%. Accordingly, the tensile strength of the alloy was promoted with the increase in Cu.
Author Contributions
Funding
Conflicts of Interest
References
- Xin, T.Z.; Tang, S.; Ji, F.; Cui, L.; He, B.; Lin, X.; Tian, X.; Hou, H.; Zhao, Y.; Ferry, M. Phase transformations in an ultralight BCC Mg alloy during anisothermal ageing. Acta Mater. 2022, 239, 118248. [Google Scholar] [CrossRef]
- Tayyebi, M.; Adhami, M.; Karimi, A.; Rahmatabadi, D.; Alizadeh, M.; Hashemi, R. Effects of strain accumulation and annealing on interfacial microstructure and grain structure (Mg and Al3Mg2 layers) of Al/Cu/Mg multilayered composite fabricated by ARB process. J. Mater. Res. Technol. 2021, 14, 392–406. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Tayyebi, M.; Najafizadeh, N.; Hashemi, R.; Rajabi, M. The influence of post-annealing and ultrasonic vibration on the formability of multilayered Al5052/MgAZ31B composite. Mater. Sci. Technol. 2021, 37, 78–85. [Google Scholar] [CrossRef]
- Pogatscher, S.; Antrekowitsch, H.; Leitner, H.; Ebner, T.; Uggowitzer, P. Mechanisms controlling the artificial aging of Al-Mg-Si Alloys. Acta Mater. 2011, 59, 3352–3363. [Google Scholar] [CrossRef]
- Zang, R.J.; Ning, Y.R.; Ding, L.P.; Jia, Z.; Xiang, K.; Liu, Q.; Cao, L.; Li, Y. Study on properties and precipitation behavior of 6000 series alloys with high Mg/Si ratios and Cu contents. Mater. Charact. 2022, 194, 112402. [Google Scholar] [CrossRef]
- Ding, L.P.; Ji, C.; Lu, C.; Zang, R.; Weng, Y.; Liu, Q.; Jia, Z. Study of the precipitate evolution mechanism in an Al-Mg-Si-Cu alloy with Si-rich and low Cu composition. Mater. Charact. 2022, 191, 112167. [Google Scholar] [CrossRef]
- Lin, S.; Dang, J.; Wang, Z.; Sun, Y.; Xiang, Y. Enhanced Strength and Toughness in Al-Mg-Si Alloys with Addition of Cr, Mn, and Cu Elements. J. Mater. Eng. Perform. 2022, 32, 1–12. [Google Scholar] [CrossRef]
- Chen, J.H.; Cheng, X.X.; Ding, L.P.; Weng, Y.; Yin, J.; Yao, H.; Yu, H. Effect of multi-stage aging on the precipitation strengthening and mechanical properties for an Al-Mg-Si-Ag alloy. Mater. Charact. 2022, 190, 112004. [Google Scholar] [CrossRef]
- Khangholi, S.N.; Javidani, M.; Maltais, A.; Chen, X.-G. Effect of Ag and Cu addition on the strength and electrical conductivity of Al-Mg-Si alloys using conventional and modified thermomechanical treatments. J. Alloys Compd. 2022, 914, 165242. [Google Scholar] [CrossRef]
- Jin, H.; Tie, D.; Guan, R. Precipitation behavior during re-aging of Al-Mg-Si-Cu alloy. Mater. Des. 2022, 220, 110883. [Google Scholar] [CrossRef]
- Zhang, M.X.; Wang, C.; Zhang, S.Y.; Liu, X.; Wang, X.; Ren, M.-W.; Wang, H.-Y. Enhanced aging precipitation behavior and mechanical properties of 6022 Al–Mg–Si alloy with Zr addition. Mater. Sci. Eng. A 2022, 840, 142957. [Google Scholar] [CrossRef]
- Aryshenskii, E.V.; Konovalov, S.; Bazhenov, V.; Hirsch, J. Features of the Microstructural Composition of Low-Alloyed Aluminum Alloys of the 6XXX Series with Small Additions of Zr and Sc. Key Eng. Mater. 2022, 910, 994–1001. [Google Scholar] [CrossRef]
- Ghayoumabadi, M.E.; Mochugovskiy, A.G.; Tabachkova, N.Y.; Mikhaylovskaya, A.V. The influence of minor additions of, Y.; Sc, and Zr on the microstructural evolution, superplastic behavior, and mechanical properties of AA6013 alloy. J. Alloys Compd. 2022, 900, 163477. [Google Scholar] [CrossRef]
- Wei, B.; Pan, S.; Liao, G.; Ali, A.; Wang, S. Sc-containing hierarchical phase structures to improve the mechanical and corrosion resistant properties of Al-Mg-Si alloy. Mater. Des. 2022, 218, 110699. [Google Scholar] [CrossRef]
- Zhang, X.P.; Xu, L.L.; Hu, W.X.; Zhou, H.; Wang, J. Effects of Sc on the vacancy and solute behaviours in aluminium. J. Mater. Sci. Technol. 2023, 148, 41–51. [Google Scholar] [CrossRef]
- Liang, L.; Xu, M.F.; Chen, Y.H.; Zhang, T.; Tong, W.; Liu, H.; Wang, H.; Li, H. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 819, 141507. [Google Scholar] [CrossRef]
- Xu, X.; Zhu, W.; Yuan, M.; Liang, C.; Deng, Y. The effect of Zn content on the microstructure and mechanical properties of the Al-mg-Si alloy. Mater. Charact. 2023, 198, 112714. [Google Scholar] [CrossRef]
- Chrominski, W.; Lewandowska, M. Precipitation strengthening of Al-Mg-Si alloy subjected to multiple accumulative roll bonding combined with a heat treatment. Mater. Des. 2022, 219, 110813. [Google Scholar] [CrossRef]
- Zheng, Y.Y.; Luo, B.H.; Bai, Z.H.; He, C. Evolution of the Initial Precipitation and Strengthening Mechanism of Al-Mg-Si alloys. JOM 2019, 71, 4737–4745. [Google Scholar] [CrossRef]
- Hichem, F.; Toufik, Z.; Hanna, B.; Khechba, M.; Noua, A.; Serradj, F. The Cold Rolling Effect on the Precipitation Sequence and Microstructural Changes of an Al-Mg-Si Alloy. Defect Diffus. Forum 2019, 5935, 51–58. [Google Scholar]
- Meyruey, G.; Massardier, V.; Lefebvre, W.; Perez, M. Over-ageing of an Al-Mg-Si alloy with Silicon excess. Mater. Sci. Eng. A 2018, 730, 92–105. [Google Scholar] [CrossRef]
- Andersen, S.J.; Zandbergen, H.W.; Jansen, J.; TrÆholt, C.; Tundal, U.; Reiso, O. The crystal structure of the β″ phase in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3283–3298. [Google Scholar] [CrossRef]
- Zheng, Y.Y.; Luo, B.H.; Xie, W.; Li, W. Microstructure evolution and precipitation behavior of Al-Mg-Si alloy during initial aging. China Foundry 2023, 20, 57–62. [Google Scholar] [CrossRef]
- Ding, L.P.; Jia, Z.H.; Weng, Y.Y.; Liu, Y.; Wu, S.; Liu, Q. The morphology and orientation relationship variations of Q′ phase in Al-Mg-Si-Cu alloy. Mater. Charact. 2016, 118, 279–283. [Google Scholar] [CrossRef]
- Chen, B.; Dong, L.; Hu, B.; Liu, Z. The Effect of Cu Addition on the Precipitation Sequence in the Al-Si-Mg-Cr Alloy. Materials 2022, 15, 8221. [Google Scholar] [CrossRef] [PubMed]
- Weng, Y.Y.; Jia, Z.H.; Ding, L.P.; Muraishi, S.; Wu, X.; Liu, Q. The multiple orientation relationships and morphology of β’ phase in Al-Mg-Si-Cu alloy. J. Alloys Compd. 2018, 767, 81–89. [Google Scholar] [CrossRef]
- Sunde, J.K.; Marioara, C.D.; Holmestad, R. The effect of low Cu additions on precipitate crystal structures in overaged Al-Mg-Si(-Cu) alloys. Mater. Charact. 2020, 160, 110087. [Google Scholar] [CrossRef]
- Zhou, P.; Wang, D.; Nagaumi, H.; Wang, R.; Zhang, X.; Li, X.; Zhang, H.; Zhang, B. Microstructural Evolution and Mechanical Properties of Al-Si-Mg-Cu Cast Alloys with Different Cu Contents. Metals 2023, 13, 98. [Google Scholar] [CrossRef]
- Zhu, C.Y.; Dong, L.; Hu, B.; Chen, B. Evolution of microstructure and strain field by precipitation during early ageing of Al–Si–Mg–Cu alloy. Philos. Mag. Lett. 2021, 101, 143–153. [Google Scholar] [CrossRef]
- Torsæter, M.; Ehlers, F.J.H.; Marioara, C.D.; Andersen, S.; Holmestad, R. Applying precipitate–host lattice coherency for compositional determination of precipitates in Al–Mg–Si–Cu alloys. Philos. Mag. 2012, 92, 3833–3856. [Google Scholar] [CrossRef]
- Xiao, Q.; Liu, H.Q.; Yi, D.Q.; Yin, D.; Chen, Y.; Zhang, Y.; Wang, B. Effect of Cu content on precipitation and age-hardening behavior in Al-Mg-Si-xCu alloys. J. Alloys Compd. 2017, 1005–1013. [Google Scholar] [CrossRef]
- Jia, Z.H.; Ding, L.P.; Gao, L.F.; Sanders, R.; Li, S.; Liu, Q. The Influence of Composition on the Clustering and Precipitation Behavior of Al-Mg-Si-Cu Alloys. Metall. Mater. Trans. 2017, 48, 459–473. [Google Scholar] [CrossRef]
- Weng, Y.; Jia, Z.; Ding, L.; Pan, Y.; Liu, Y.; Liu, Q. Effect of Ag and Cu additions on natural aging and precipitation hardening behavior in Al-Mg-Si alloys. J. Alloys Compd. 2017, 695, 2444–2452. [Google Scholar] [CrossRef]
- Williams, D.B.; Barry Carter, C. Transmission Electron Microscopy a Textbook for Materials Science; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Zhu, S. Effect of Zn Addition on Precipitation Behavior during Aging in an Al-Mg-Si-Cu Alloy for Automotive Panels; General Research Institute for Nonferrous Metals: Beijing, China, 2019. [Google Scholar]
- Anderson, K.; Weritz, J.; Kaufman, J.G. ASM Handbook Vol. 2B: Properties and Selection of Aluminum Alloys; ASM International: Almere, The Netherlands, 2019. [Google Scholar]
- Thronsen, E.; Shah, S.; Hatzoglou, C.; Marioara, C.; Wenner, S.; Andersen, S.; Holmedal, B.; Holmestad, R. The evolution of precipitates in an Al–Zn–Mg alloy. J. Mater. Res. Technol. 2023, 23, 5666–5680. [Google Scholar] [CrossRef]
- Thronsen, E.; Frafjord, J.; Friis, J.; Marioara, C.; Wenner, S.; Andersen, S.; Holmestad, R. Studying GPI zones in Al-Zn-Mg alloys by 4D-STEM. Mater. Charact. 2021, 185, 111675. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Røyset, J.; Reiso, O.; Gulbrandsen-Dahl, S.; Nicolaisen, T.-E.; Opheim, I.-E.; Helgaker, J.F.; Holmestad, R. Improving thermal stability in Cu-containing Al-Mg-Si alloys by precipitate optimization. Metall. Mater. Trans. A 2014, 45, 2938–2949. [Google Scholar] [CrossRef]
- Vissers, R.; van Huis, M.V.; Jansen, J.; Zandbergen, H.W.; Marioara, C.D.; Andersen, S.J. The crystal structure of the β′ phase in Al-Mg-Si alloys. Acta Mater. 2007, 55, 3815–3823. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al–Mg–Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Birol, Y. Preaging to improve bake hardening in a twin-roll cast Al–Mg–Si alloy. Mater. Sci. Eng. A 2005, 391, 175–180. [Google Scholar] [CrossRef]
- Wolverton, C. Solute-vacancy binding in aluminum. Acta Mater. 2007, 55, 5867–5872. [Google Scholar] [CrossRef]
- Zandbergen, M.W.; Cerezo, A.; Smith, G. Study of precipitation in Al-Mg-Si Alloys by atom probe tomography II. Influence of Cu additions. Acta Mater. 2015, 101, 149–158. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precipitate | Crystal Parameters (nm) | Orientation Relationship | Refs. |
|---|---|---|---|
| β″ | a = 1.516 nm, b = 0.405 nm, c = 0.674 nm, γ = 105.26° | (010)β″//{100}Al; [001]β″//<310>Al, [100]β″//<230>Al | [18,23] |
| Q′ | a = b = 1.04 nm, c = 0.405 nm, γ = 120° | [0001]Q′//[001]Al, [110]Q′//[130]Al | [24,28] |
| L | a = 1.032 nm, b = 0.405 nm, β = 100.9°, c = 0.81 nm | / | [28,30,32] |
| C | a = 1.032 nm, b = 0.81 nm, c = 0.405 nm, γ = 101° | (001)C//(001)Al, [100]C//[100]Al | [20,21,22,23,24,25,26,27,28,29,30] |
| β′ | a = b = 0.715 nm, c = 1.215 nm, γ = 120° | [001]β′//[001]Al, [20]β′//[310]Al | [26] |
| θ′ | a = 0.404 nm, c = 0.58 nm | (200)θ′//(200)Al, [010]θ′//[010]Al | [31] |
| Alloy | Mg | Si | Cu | Mn | Cr | Zn | Fe | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0Cu | 1.20 | 1.23 | / | 0.42 | 0.16 | 0.12 | 0.028 | 0.020 | Bal. |
| 0.18Cu | 1.16 | 1.20 | 0.18 | 0.43 | 0.17 | 0.12 | 0.016 | 0.020 | Bal. |
| 0.37Cu | 1.13 | 1.20 | 0.37 | 0.42 | 0.17 | 0.12 | 0.026 | 0.020 | Bal. |
| Alloy | Vickers Hardness (HV). | |||
|---|---|---|---|---|
| Solution Treated | Initial Aging | Peak Aging | Over-Aging | |
| 0Cu | 70 | 95 | 134 | 100 |
| 0.18Cu | 73 | 104 | 140 | 115 |
| 0.37Cu | 74 | 123 | 142 | 119 |
| Alloy | Tensile Strength, MPa | Range, MPa | Yield Strength, MPa | Range, MPa | Elongation, % | Range, % |
|---|---|---|---|---|---|---|
| 6013-T6511 [34] | 393 | / | 365 | / | 11 | / |
| 6056-T6511 [34] | 393 | / | 372 | / | 10 | / |
| 0Cu-T6 | 421 | 3 | 390 | 4 | 12.2 | 1.2 |
| 0.18Cu-T6 | 448 | 2 | 427 | 5 | 12.8 | 2.8 |
| 0.37Cu-T6 | 459 | 5 | 426 | 7 | 13.2 | 2.0 |
| Alloy | Diameter (nm) | Number Density (1023/m3) | Volume Fraction (%) |
|---|---|---|---|
| 0Cu | 2.82 | 0.23 | 0.27 |
| 0.18Cu | 2.53 | 0.33 | 0.28 |
| 0.37Cu | 2.49 | 0.73 | 0.59 |
| Alloy | Cross Area (nm2) | Length (nm) | Number Density (1023/m3) | Volume Fraction (%) |
|---|---|---|---|---|
| 0Cu | 6.61 | 32.23 | 1.9 | 4.05 |
| 0.18Cu | 5.69 | 26.11 | 3.1 | 4.61 |
| 0.37Cu | 4.79 | 10.33 | 5.5 | 5.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Yan, L.; Li, Z.; Li, X.; Gao, G.; Yan, H.; Wen, K.; Zhang, Y.; Xiong, B. Effects of Cu Addition on Age Hardening Behavior and Mechanical Properties of High-Strength Al-1.2Mg-1.2Si Alloy. Materials 2023, 16, 3126. https://doi.org/10.3390/ma16083126
Zhang X, Yan L, Li Z, Li X, Gao G, Yan H, Wen K, Zhang Y, Xiong B. Effects of Cu Addition on Age Hardening Behavior and Mechanical Properties of High-Strength Al-1.2Mg-1.2Si Alloy. Materials. 2023; 16(8):3126. https://doi.org/10.3390/ma16083126
Chicago/Turabian StyleZhang, Xu, Lizhen Yan, Zhihui Li, Xiwu Li, Guanjun Gao, Hongwei Yan, Kai Wen, Yongan Zhang, and Baiqing Xiong. 2023. "Effects of Cu Addition on Age Hardening Behavior and Mechanical Properties of High-Strength Al-1.2Mg-1.2Si Alloy" Materials 16, no. 8: 3126. https://doi.org/10.3390/ma16083126