
Individual Effects of Alkali Element and Wire Structure on Metal Transfer Process in Argon Metal-Cored Arc Welding
 , , and
, , and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Welding Parameters
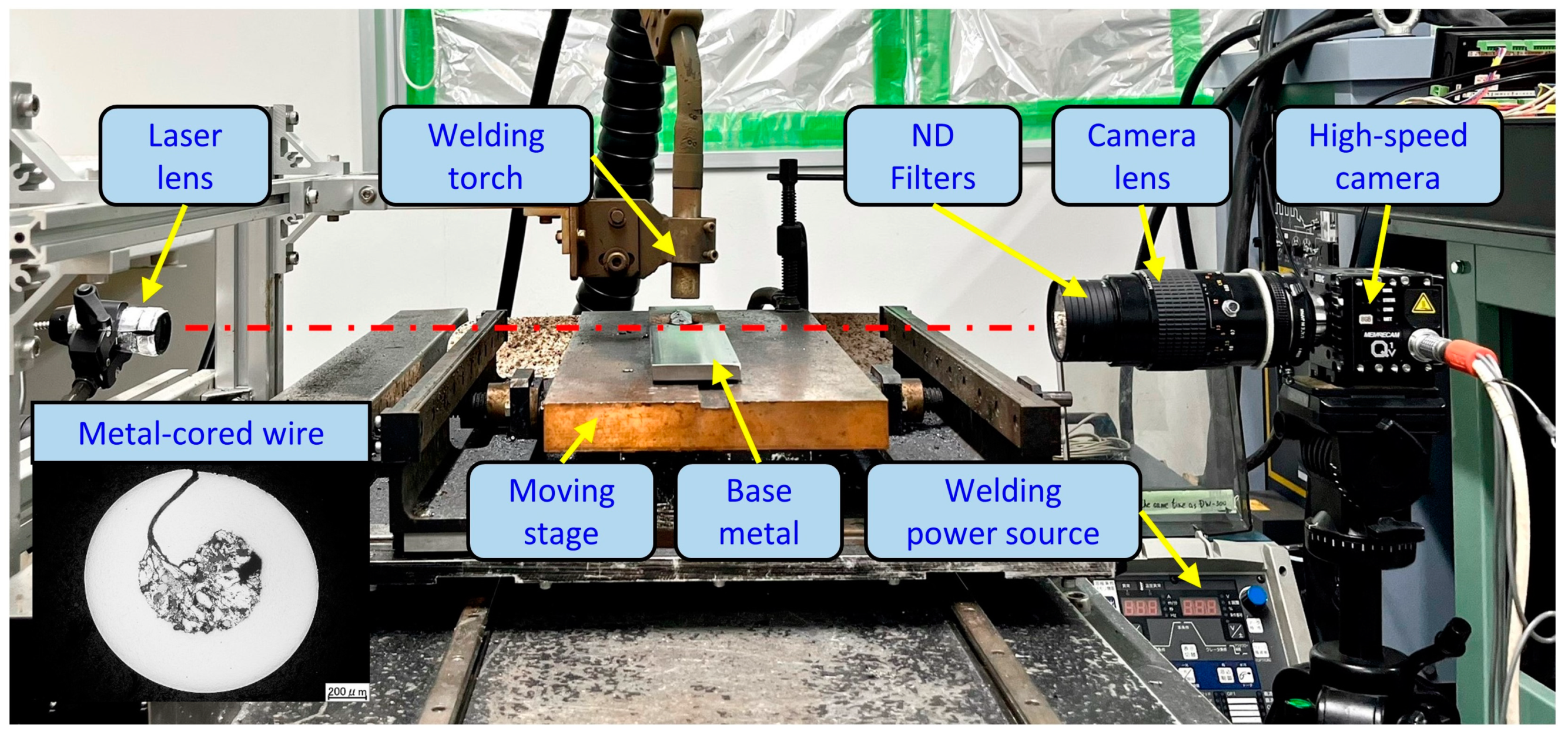
2.2. Visualization Procedure
3. Results and Discussions
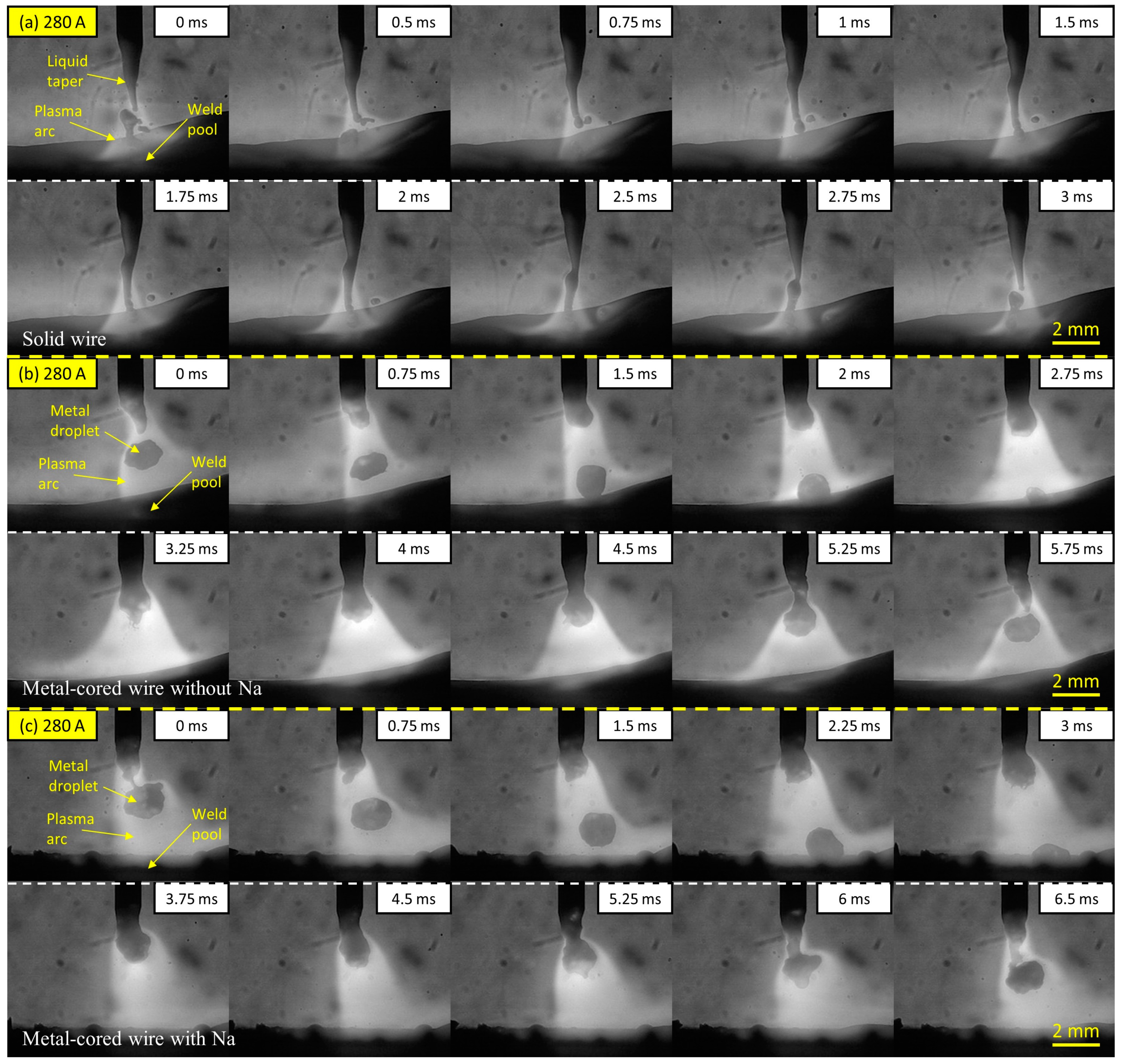
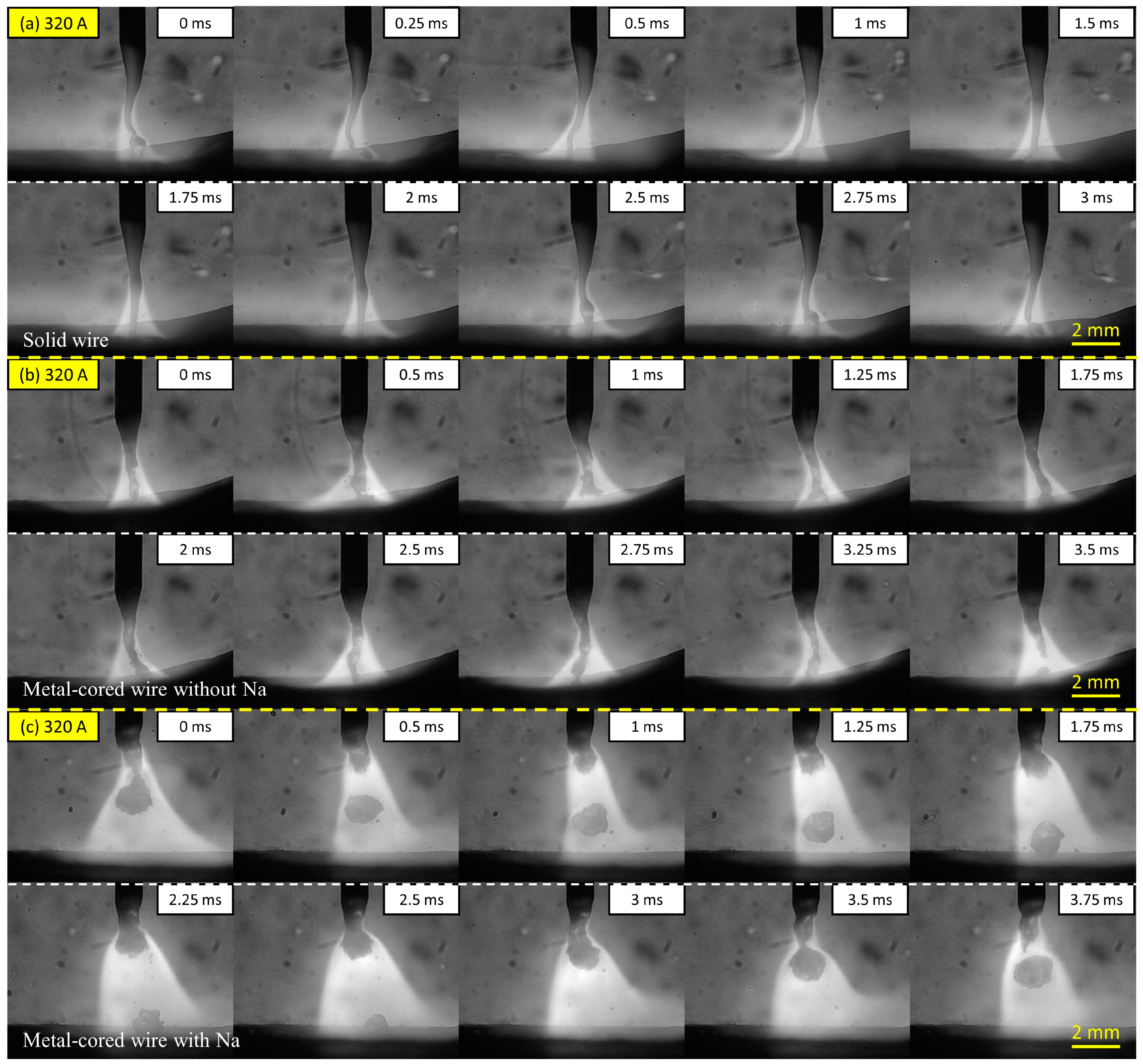
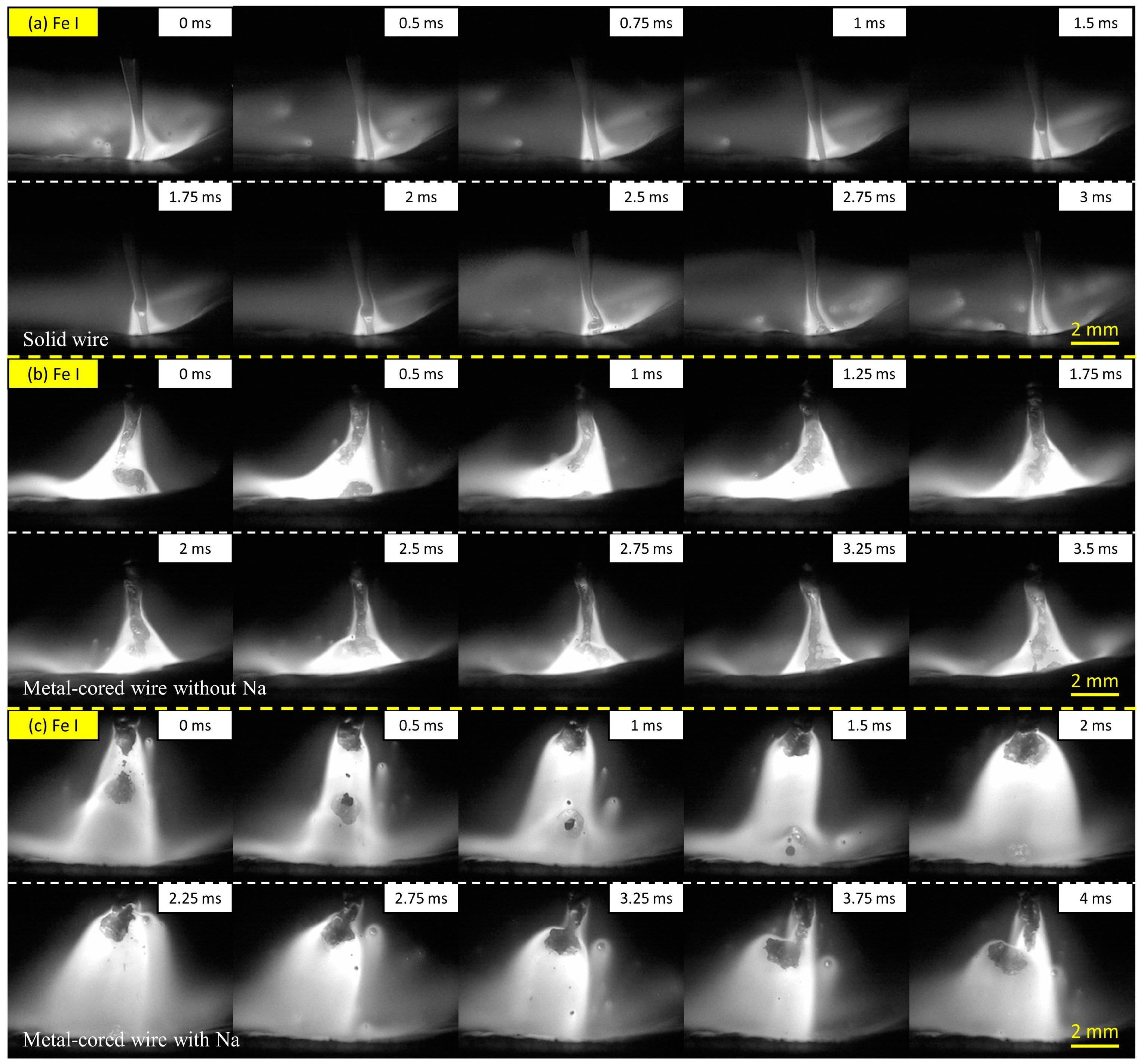
3.1. Observation Results
3.2. Metal Transfer Mechanism
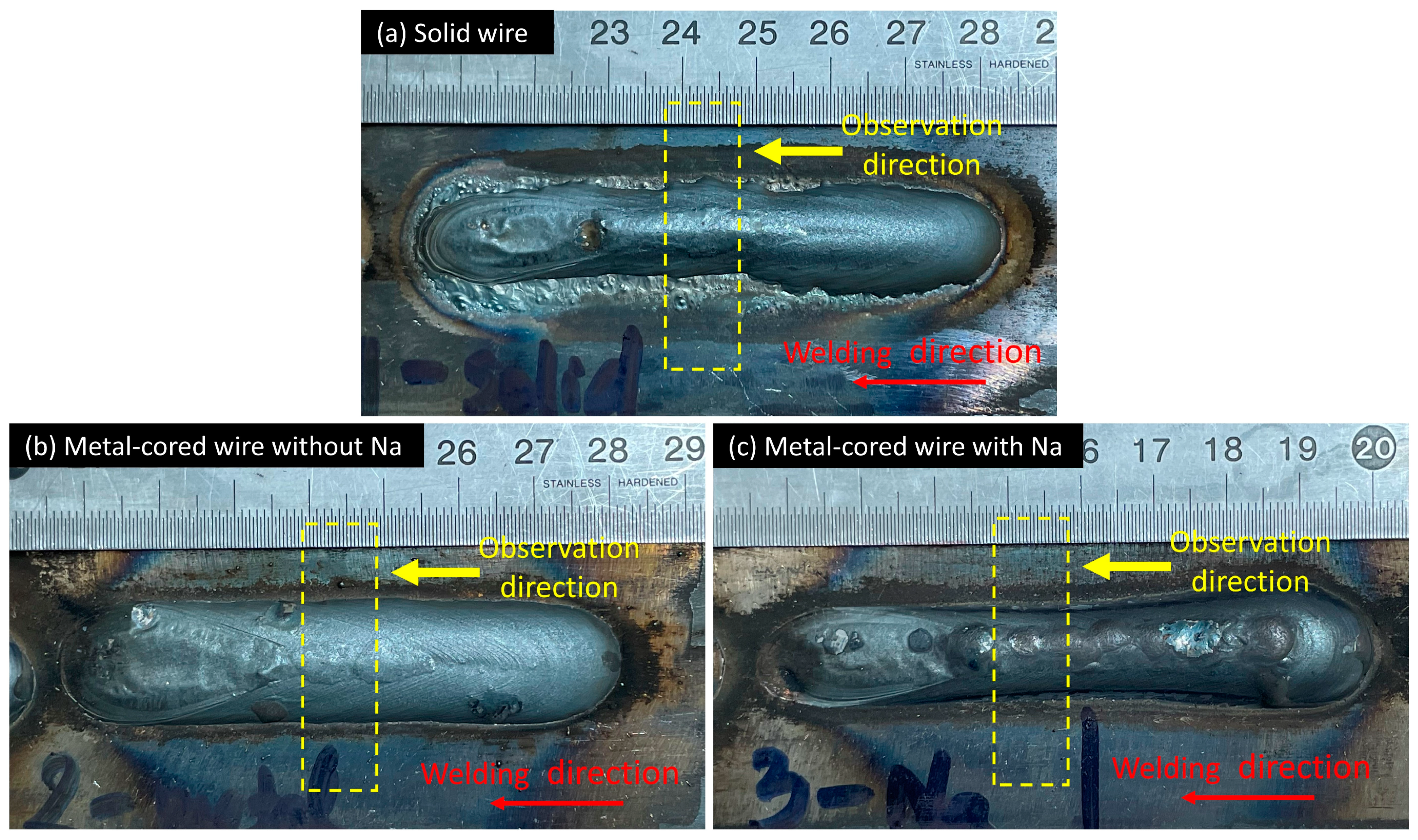
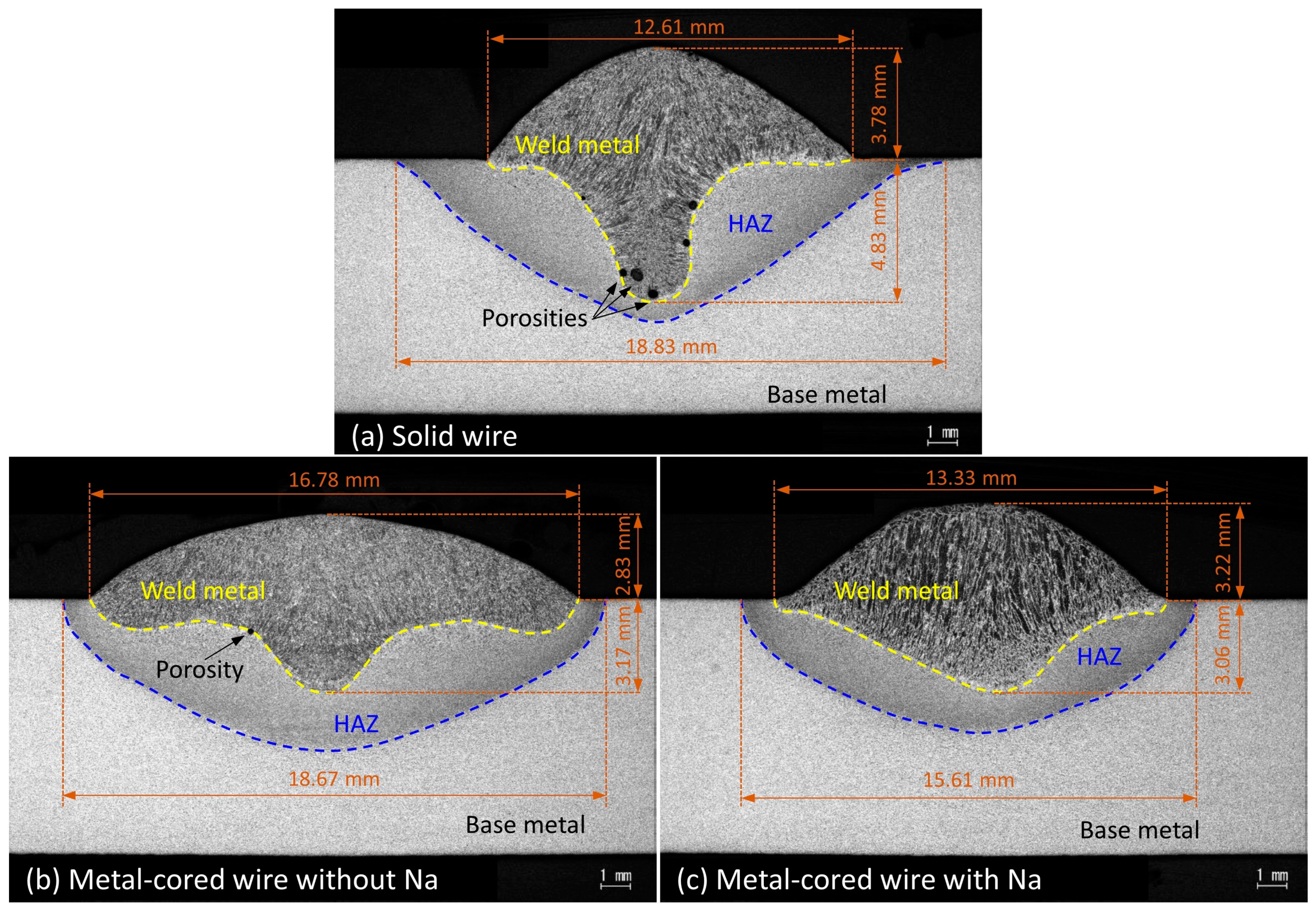
3.3. Weld Bead Formation
4. Conclusions
- At 280 A, the solid wire showed a streaming transfer, and the other metal-cored wire showed a projected transfer mode. When the current increased to 320 A, the metal transfer of metal-cored wire without sodium changed to the streaming, while that of the metal-cored wire with sodium remained projected.
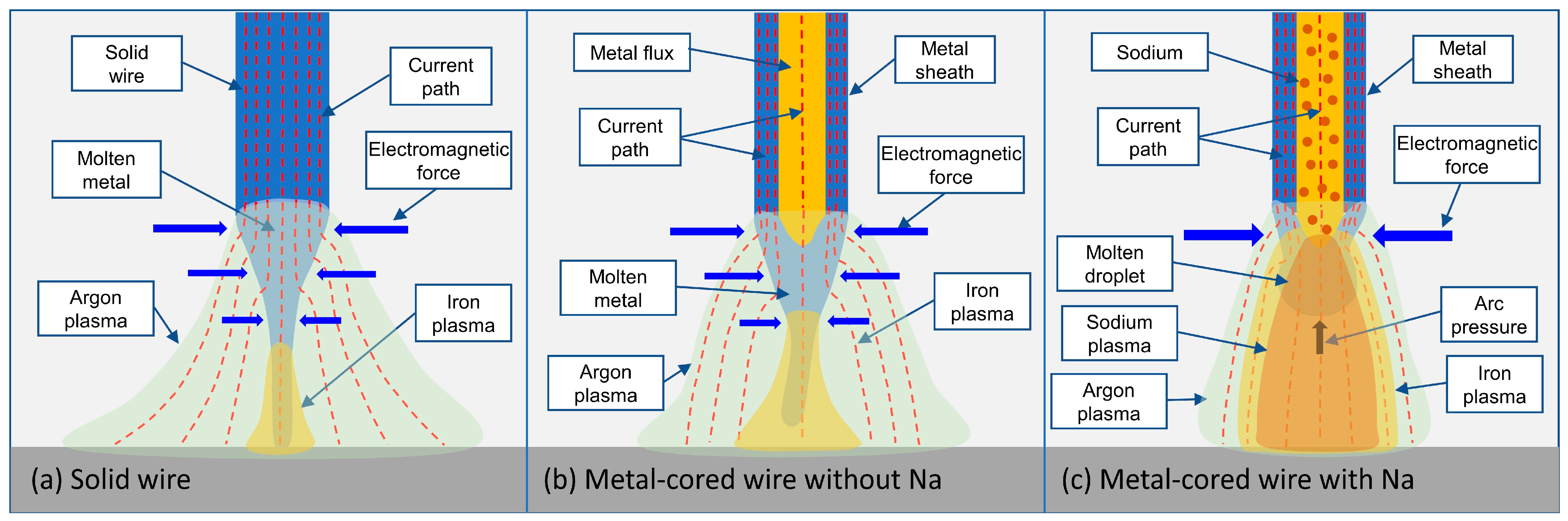
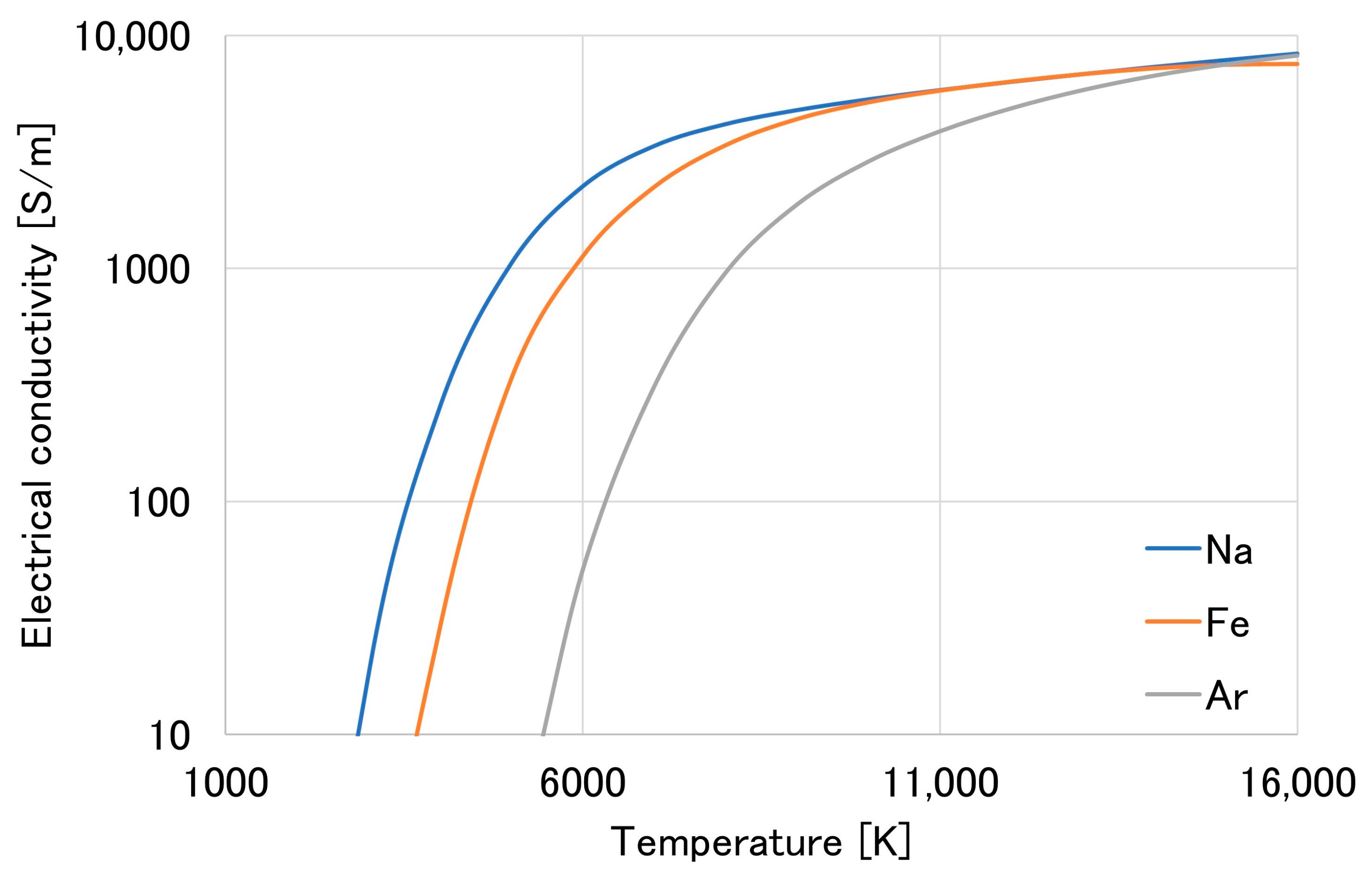
- For metal-cored wire without sodium, the reason for the delayed transition to streaming transfer at 280 A corresponds to the wire structure. The unmelted flux with low electrical conductivity inside the wire limited the liquid column formation, which increased the transition current to streaming transfer.
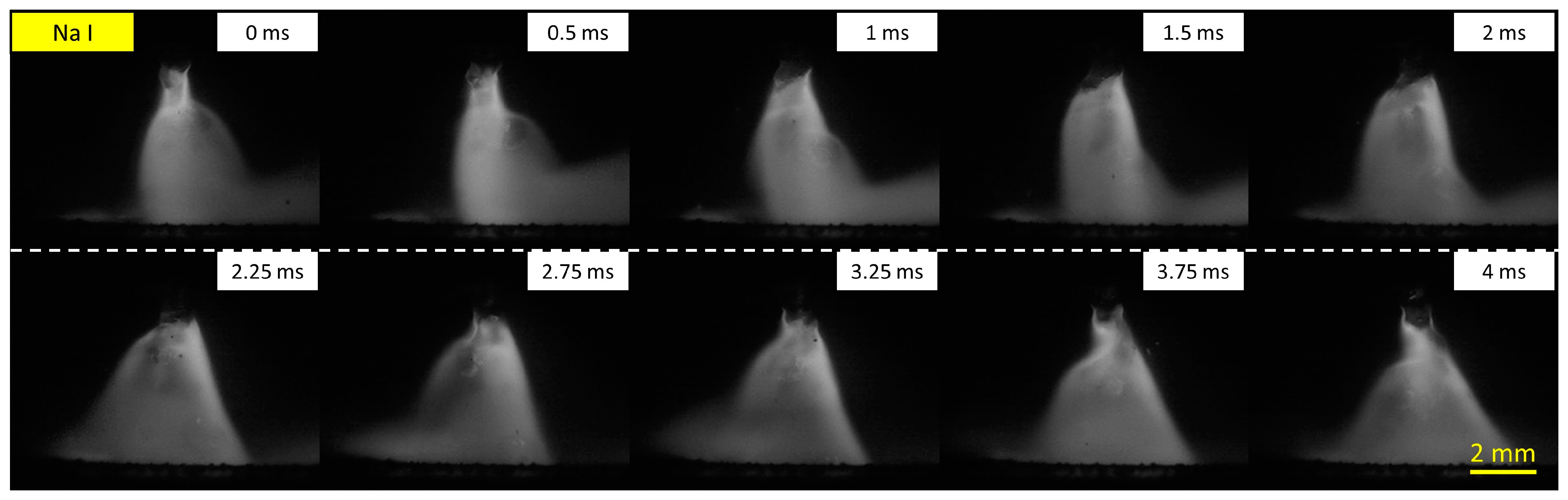
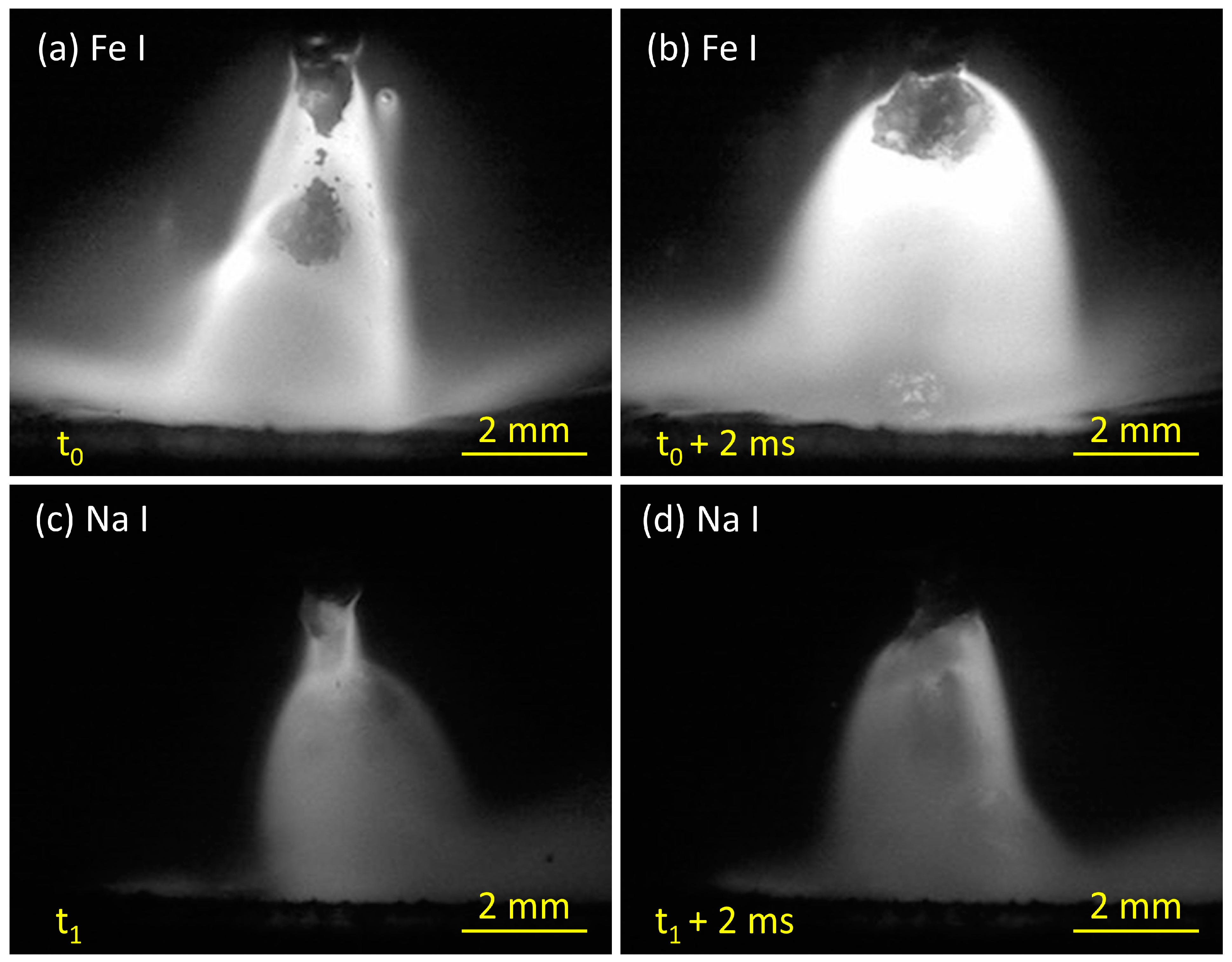
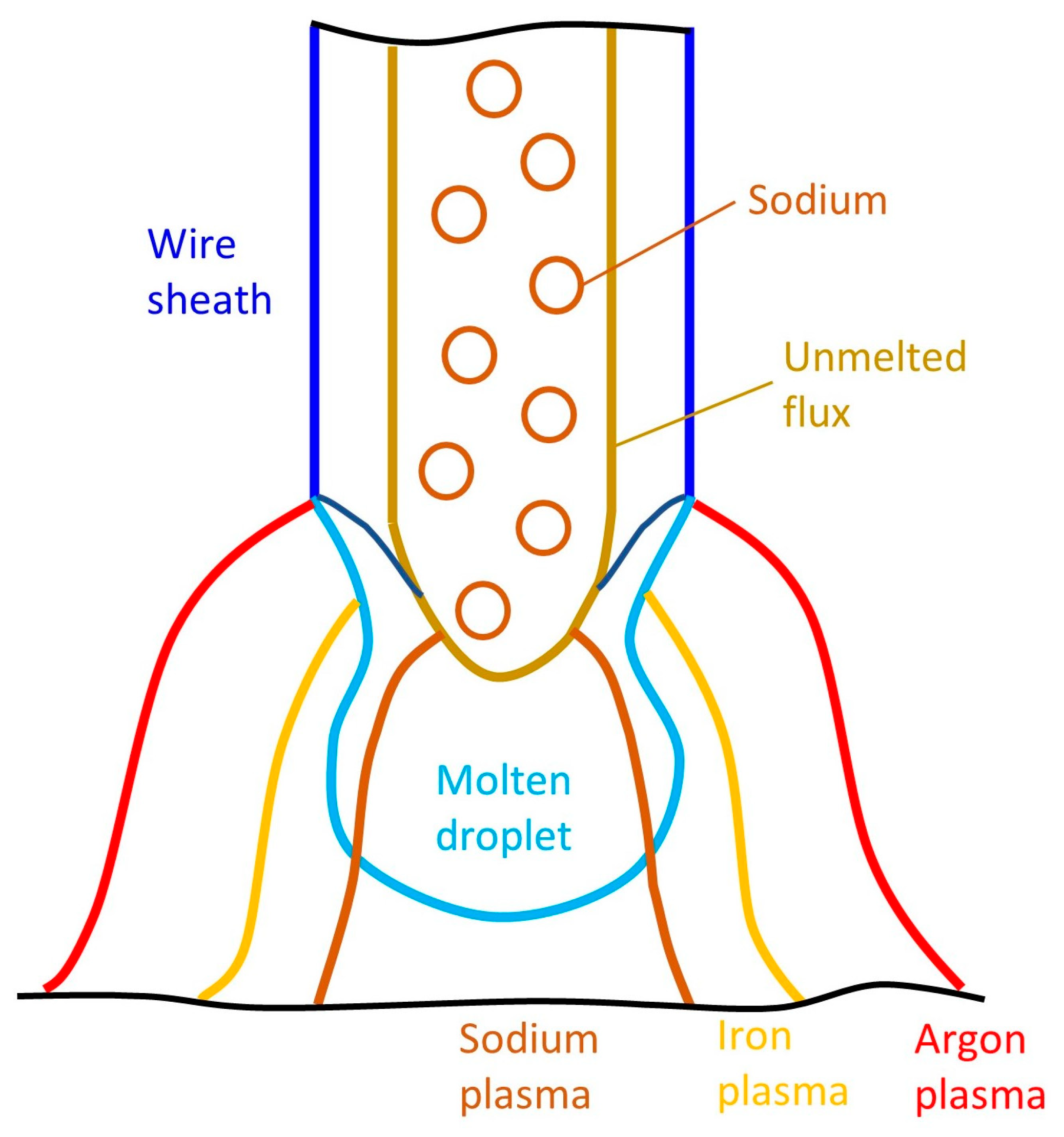
- In the metal-cored wire containing sodium, the iron plasma was observed to cover the sodium plasma. The presence of sodium plasma increases the current path through the metal vapor plasma region. As a result, the electromagnetic force acting on the neck of the droplet was more effective, and the arc pressure under the droplet increased. Consequently, the metal transfer is projected at 320 A welding current.
- The results indicated that the effect on the welding stability of an alkaline element in the wire is larger than that of the wire structure for the metal-cored wire. Furthermore, the wire, including sodium, showed the best weld bead formation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rhee, S.; Kannatey-Asibu, E. Observation of Metal Transfer during Gas Metal Arc Welding. Weld. J. 1992, 71, 381–387. [Google Scholar]
- Liu, S.; Siewert, T.A. Metal Transfer in Gas Metal Arc Welding: Droplet Rate. Weld. J. 1989, 68, 52–58. [Google Scholar]
- Hu, J.; Tsai, H.L. Heat and Mass Transfer in Gas Metal Arc Welding. Part I: The Arc. Int. J. Heat Mass Transf. 2007, 50, 833–846. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Heat and Mass Transfer in Gas Metal Arc Welding. Part II: The Metal. Int. J. Heat Mass Transf. 2007, 50, 808–820. [Google Scholar] [CrossRef]
- Lancaster, J.F. The Physics of Fusion Welding Part 2: Mass Transfer and Heat Flow. IEE Proc. B Electr. Power Appl. 1987, 134, 297–316. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, Y.M. Laser-Enhanced GMAW. Weld. J. 2010, 89, 181S–188S. [Google Scholar]
- Fan, Y.; Yang, C.; Lin, S.; Fan, C.; Liu, W. Ultrasonic Wave Assisted GMAW. Weld. J. 2012, 91, 91S–99S. [Google Scholar]
- Talalaev, R.; Veinthal, R.; Laansoo, A.; Sarkans, M. Cold Metal Transfer (CMT) Welding of Thin Sheet Metal Products. Est. J. Eng. 2012, 18, 243–250. [Google Scholar] [CrossRef] [Green Version]
- Scotti, A.; Ponomarev, V.; Lucas, W. A Scientific Application Oriented Classification for Metal Transfer Modes in GMA Welding. J. Mater. Process. Technol. 2012, 212, 1406–1413. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.S.; Zou, D.G.; Gao, J.Q. Determining the Critical Transition Current for Metal Transfer in Gas Metal Arc Welding (GMAW). Front. Mater. Sci. China 2008, 2, 397–401. [Google Scholar] [CrossRef]
- Iordachescu, D.; Quintino, L. Steps toward a New Classification of Metal Transfer in Gas Metal Arc Welding. J. Mater. Process. Technol. 2008, 202, 391–397. [Google Scholar] [CrossRef]
- Kah, P.; Latifi, H.; Suoranta, R.; Martikainen, J.; Pirinen, M. Usability of Arc Types in Industrial Welding. Int. J. Mech. Mater. Eng. 2014, 9, 15. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Liu, S.; Jones, J.E. Flux Cored Arc Welding: Arc Signals, Processing and Metal Transfer Characterization. Weld. J. 1995, 74, 369–377. [Google Scholar]
- Valensi, F.; Pellerin, N.; Pellerin, S.; Castillon, Q.; Dzierzega, K.; Briand, F.; Planckaert, J.P. Influence of Wire Initial Composition on Anode Microstructure and on Metal Transfer Mode in GMAW: Noteworthy Role of Alkali Elements. Plasma Chem. Plasma Process. 2018, 38, 177–205. [Google Scholar] [CrossRef]
- Bang, K.S.; Jung, H.C.; Han, I.W. Comparison of the Effects of Fluorides in Rutile-Type Flux Cored Wire. Met. Mater. Int. 2010, 16, 489–494. [Google Scholar] [CrossRef]
- Yamamoto, E.; Yamazaki, K.; Suzuki, K.; Koshiishi, F. Effect of Flux Ratio in Flux-Cored Wire on Wire Melting Behaviour and Fume Emission Rate. Weld. World 2010, 54, R154–R159. [Google Scholar] [CrossRef]
- Trinh, N.Q.; Tashiro, S.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Morimoto, T.; Shimizu, H.; Lersvanichkool, A.; Van Bui, H.; Tanaka, M. Effect of Flux Ratio on Droplet Transfer Behavior in Metal-Cored Arc Welding. Metals 2022, 12, 1069. [Google Scholar] [CrossRef]
- Starling, C.M.D.; Modenesi, P.J. Metal Transfer Evaluation of Tubular Wires. Weld. Int. 2007, 21, 412–420. [Google Scholar] [CrossRef]
- Trinh, N.Q.; Tashiro, S.; Tanaka, K.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Morimoto, T.; Shimizu, H.; Lersvanichkool, A.; Murphy, A.B.; et al. Effects of Alkaline Elements on the Metal Transfer Behavior in Metal Cored Arc Welding. J. Manuf. Process. 2021, 68, 1448–1457. [Google Scholar] [CrossRef]
- Trinh, N.Q.; Tashiro, S.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Lersvanichkool, A.; Van Bui, H.; Tanaka, M. Metal Transfer Behavior of Metal-Cored Arc Welding in Pure Argon Shielding Gas. Metals 2022, 12, 1577. [Google Scholar] [CrossRef]
- Ogino, Y.; Hirata, Y.; Asai, S. Discussion of the Effect of Shielding Gas and Conductivity of Vapor Core on Metal Transfer Phenomena in Gas Metal Arc Welding by Numerical Simulation. Plasma Chem. Plasma Process. 2020, 40, 1109–1126. [Google Scholar] [CrossRef]
- Hertel, M.; Trautmann, M.; Jäckel, S.; Füssel, U. The Role of Metal Vapour in Gas Metal Arc Welding and Methods of Combined Experimental and Numerical Process Analysis. Plasma Chem. Plasma Process. 2017, 37, 531–547. [Google Scholar] [CrossRef]
- Lancaster, J.F. The Physics of Welding. Phys. Technol. 1984, 15, 73–79. [Google Scholar] [CrossRef]
- Egerland, S. A Contribution to Arc Length Discussion. Soldag. Insp. 2015, 20, 367–380. [Google Scholar] [CrossRef] [Green Version]
- Ogino, Y.; Hirata, Y.; Murphy, A.B. Numerical Simulation of GMAW Process Using Ar and an Ar–CO2 Gas Mixture. Weld. World 2016, 60, 345–353. [Google Scholar] [CrossRef]
- Nemchinsky, V.A. The Effect of the Type of Plasma Gas on Current Constriction at the Molten Tip of an Arc Electrode. J. Phys. D Appl. Phys. 1996, 29, 1202–1208. [Google Scholar] [CrossRef]
- Haidar, J. An Analysis of the Formation of Metal Droplets in Arc Welding. J. Phys. D Appl. Phys. 1998, 31, 1233–1244. [Google Scholar] [CrossRef]
- Modenesi, P.J.; Starling, C.M.D.; Reis, R.I. Wire Melting Phenomena in Gas Metal Arc Welding. Sci. Technol. Weld. Join. 2005, 10, 610–616. [Google Scholar] [CrossRef]
- Murphy, A.B. The Effects of Metal Vapour in Arc Welding. J. Phys. D Appl. Phys. 2010, 43, 434001. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, M.; Yamamoto, K.; Tashiro, S.; Nakata, K.; Yamamoto, E.; Yamazaki, K.; Suzuki, K.; Murphy, A.B.; Lowke, J.J. Time-Dependent Calculations of Molten Pool Formation and Thermal Plasma with Metal Vapour in Gas Tungsten Arc Welding. J. Phys. D Appl. Phys. 2010, 43, 434009. [Google Scholar] [CrossRef] [Green Version]
- Nakamura, Y.; Lucas, J. Electron Drift Velocity and Momentum Cross-Section in Mercury, Sodium and Thallium Vapours. II. Theoretical. J. Phys. D Appl. Phys. 1978, 11, 337–345. [Google Scholar] [CrossRef]
- National Institute of Standards and Technology. NIST Atomic Spectra Database Ionization Energies Form. Available online: https://physics.nist.gov/PhysRefData/ASD/ionEnergy.html (accessed on 3 April 2023).
- Waszink, J.H.; Van Den Heuvel, G.J.P.M. Heat Generation and Heat Flow in the Filler in Gma Welding. Weld. J. 1982, 61, 269S–282S. [Google Scholar]
- Modenesi, P.J.; Nixon, J.H. Arc Instability Phenomena in GMA Welding. Weld. J. 1994, 73, 219s–224s. [Google Scholar]
- Ushio, M.; Matsuda, F. Effect of Oxygen on Stabilization of Arc in 9% Ni-Steel GMA Welding. Trans. JWRI 1978, 7, 93–100. [Google Scholar]
- Brien, A.O. Welding Handbook; American Welding Society: Doral, FL, USA, 1987; Volume 2, ISBN 0871717298. [Google Scholar]
- Murray, P.E.; Scotti, A. Depth of Penetration in Gas Metal Arc Welding. Sci. Technol. Weld. Join. 1999, 4, 112–117. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Material | C | Mn | S | P |
|---|---|---|---|---|
| Mild steel SS400 | – | – | ≤0.050 | ≤0.050 |
| Base Material | Yield Point (N/mm2) | Tensile Strength (N/mm2) | Elongation (%) | Bendability | |
|---|---|---|---|---|---|
| Bending Angle | Inner Radius (mm) | ||||
| Mild steel SS400 | ≥245 | 400–510 | ≥17 | 180° | 13.5 |
| Wire | Fe | C | Si | Mn | Cu | Al | Ti + Zr | Na |
|---|---|---|---|---|---|---|---|---|
| Wire 1 | 97.20 | 0.04 | 0.73 | 1.58 | 0.23 | - | 0.22 | 0 |
| Wire 2 | 96.63 | 0.04 | 0.90 | 2.00 | - | 0.26 | 0.17 | 0 |
| Wire 3 | 95.79 | 0.04 | 0.90 | 2.00 | - | 0.26 | 0.17 | 0.084 |
| Parameters | Value/Unit |
|---|---|
| Welding current (output) | 280 and 320 A |
| Welding voltage (output) | 31.2–33.8 V |
| Shielding gas | Pure argon, 20 L/min |
| Contact tip to work distance | 20 mm |
| Welding velocity | 7 mm/s |
| Parameters | Value/Unit |
|---|---|
| Camera name | Nac, Memrecam Q1v |
| Frame rate | 4000 fps |
| Shutter speed | 20 µs |
| Aperture | f/4 |
| Image | 640 × 480 pixels |
| Laser wavelength | 640 nm |
| The central wavelength of iron filter (Fe I filter) | 540.0 nm |
| The central wavelength of sodium filter (Na I filter) | 589.0 nm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bui, H.V.; Trinh, N.Q.; Tashiro, S.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Lersvanichkool, A.; Murphy, A.B.; Tanaka, M. Individual Effects of Alkali Element and Wire Structure on Metal Transfer Process in Argon Metal-Cored Arc Welding. Materials 2023, 16, 3053. https://doi.org/10.3390/ma16083053
Bui HV, Trinh NQ, Tashiro S, Suga T, Kakizaki T, Yamazaki K, Lersvanichkool A, Murphy AB, Tanaka M. Individual Effects of Alkali Element and Wire Structure on Metal Transfer Process in Argon Metal-Cored Arc Welding. Materials. 2023; 16(8):3053. https://doi.org/10.3390/ma16083053
Chicago/Turabian StyleBui, Hanh Van, Ngoc Quang Trinh, Shinichi Tashiro, Tetsuo Suga, Tomonori Kakizaki, Kei Yamazaki, Ackadech Lersvanichkool, Anthony B. Murphy, and Manabu Tanaka. 2023. "Individual Effects of Alkali Element and Wire Structure on Metal Transfer Process in Argon Metal-Cored Arc Welding" Materials 16, no. 8: 3053. https://doi.org/10.3390/ma16083053