

Sustainable Lifecycle of Perforated Metal Materials
 and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
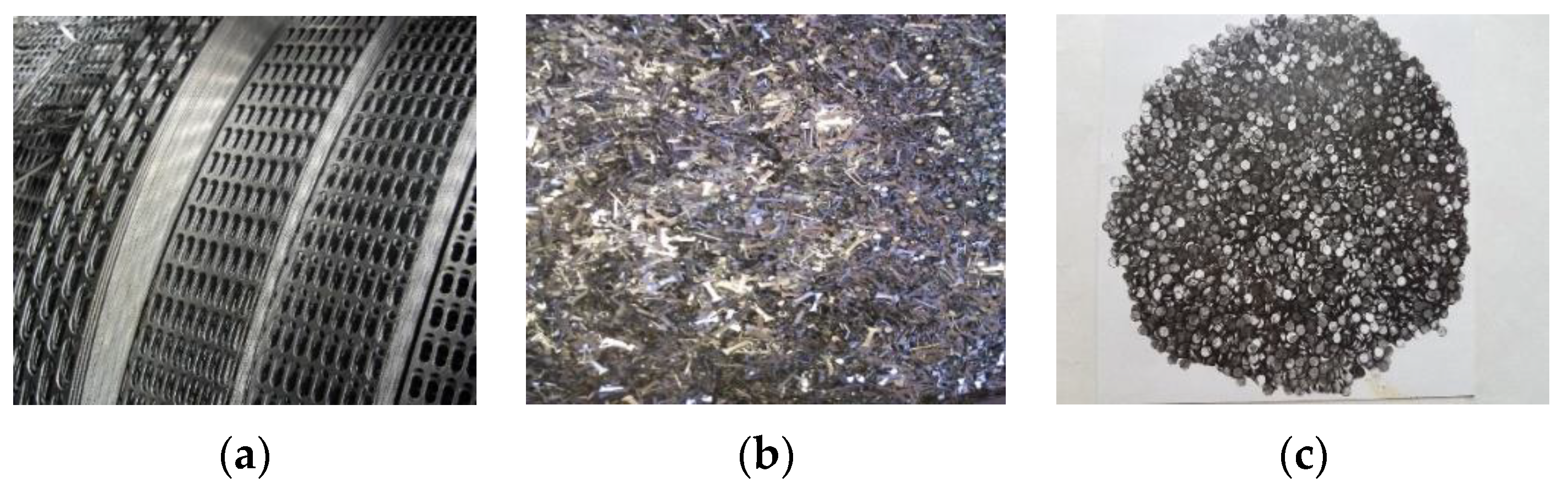
2. Technological Waste PMM and Methods for Their Further Processing
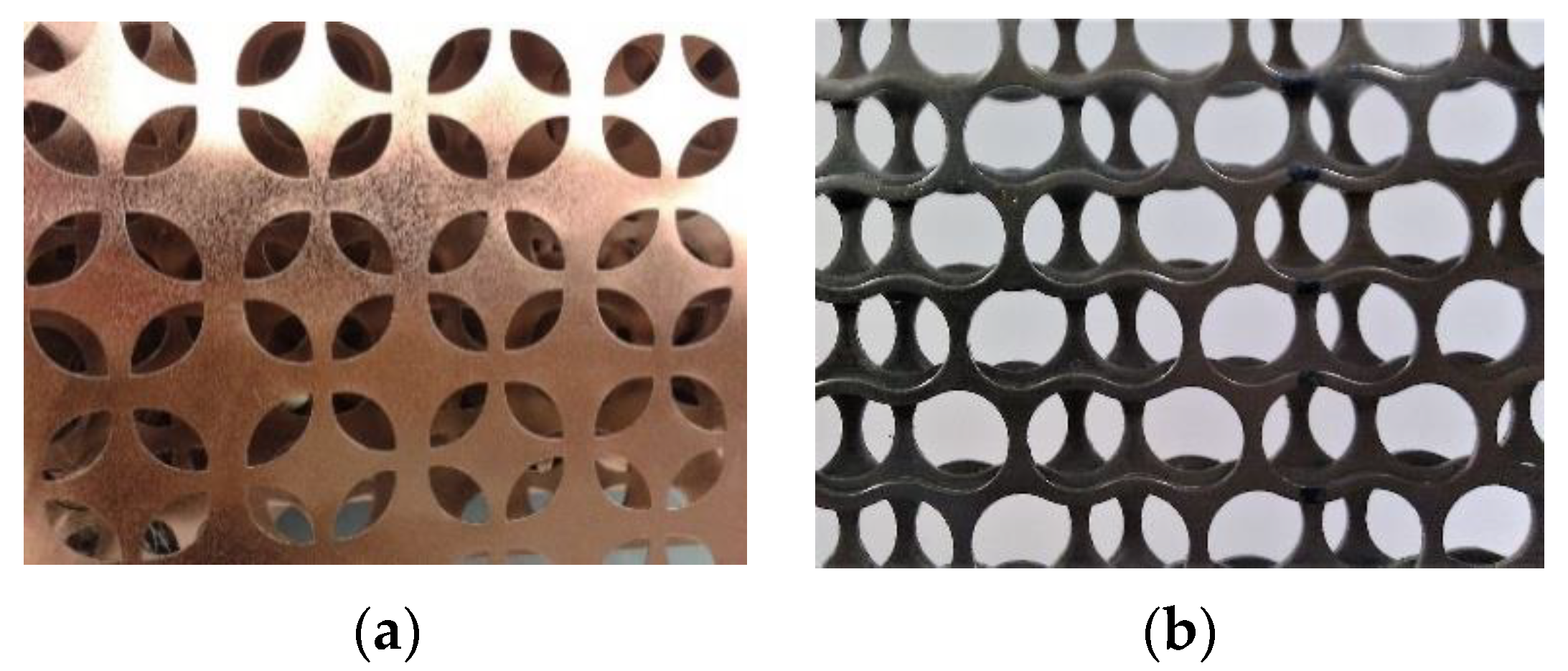
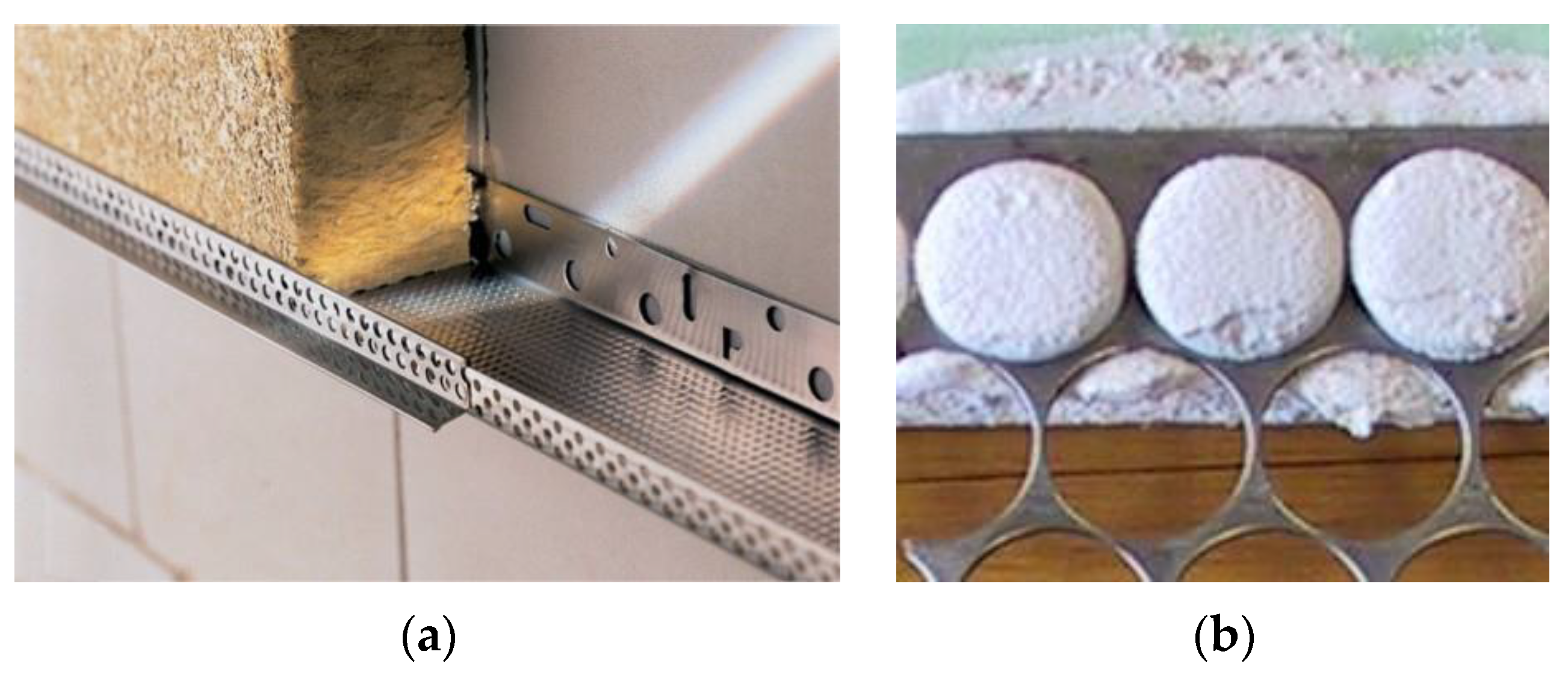
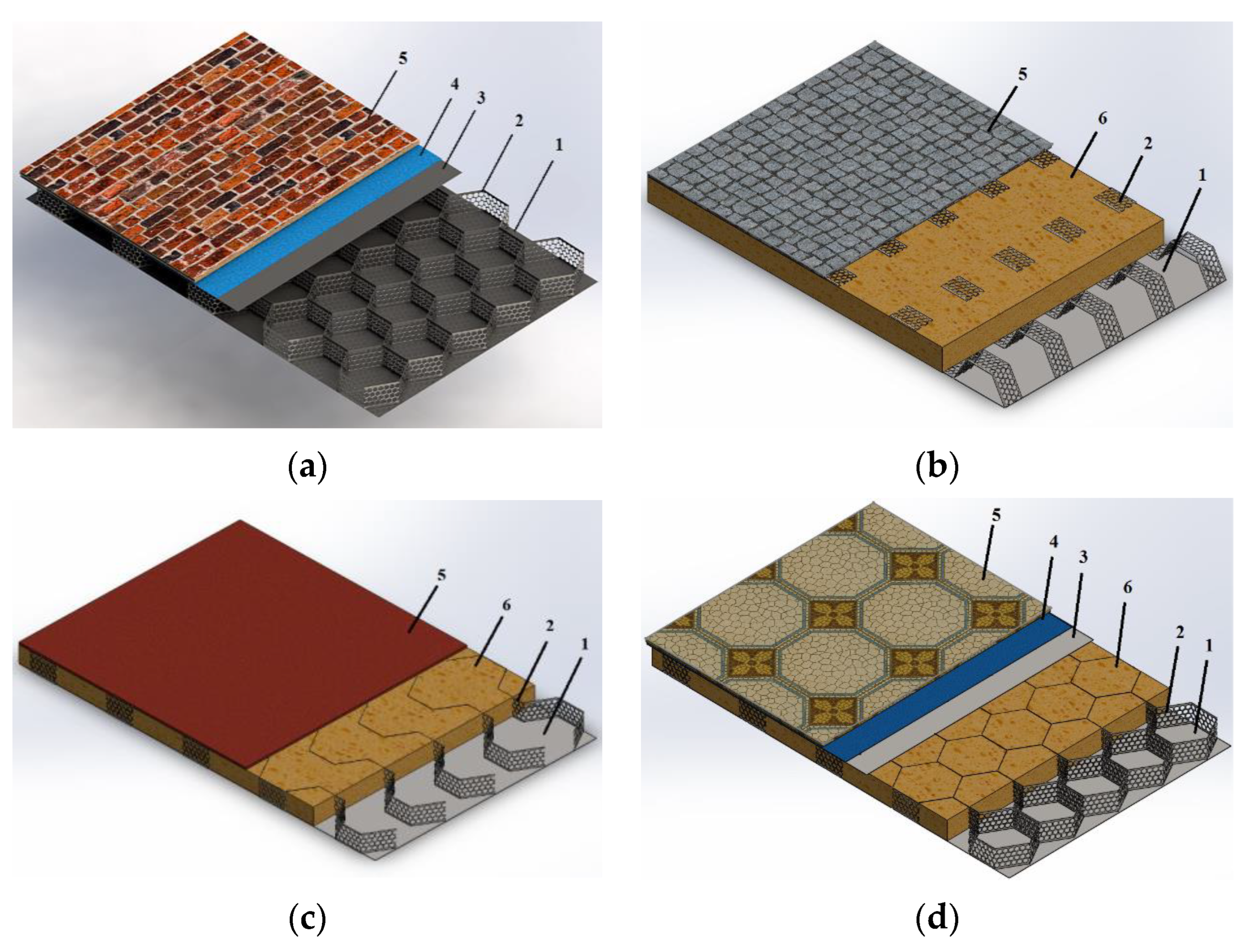
2.1. PMM Waste in Construction Technologies
2.2. Use of PMM Waste in Powder Metallurgy
2.3. PMM Waste for the Manufacture of Frames of Technological Equipment and Devices
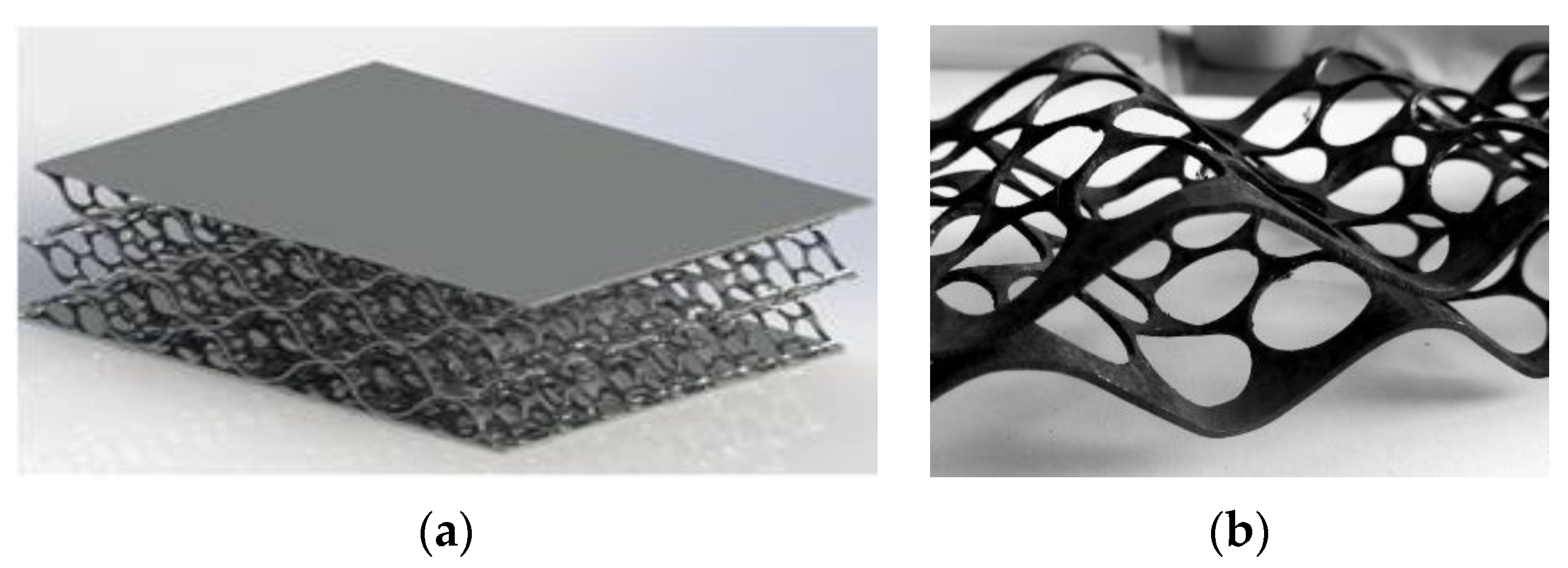
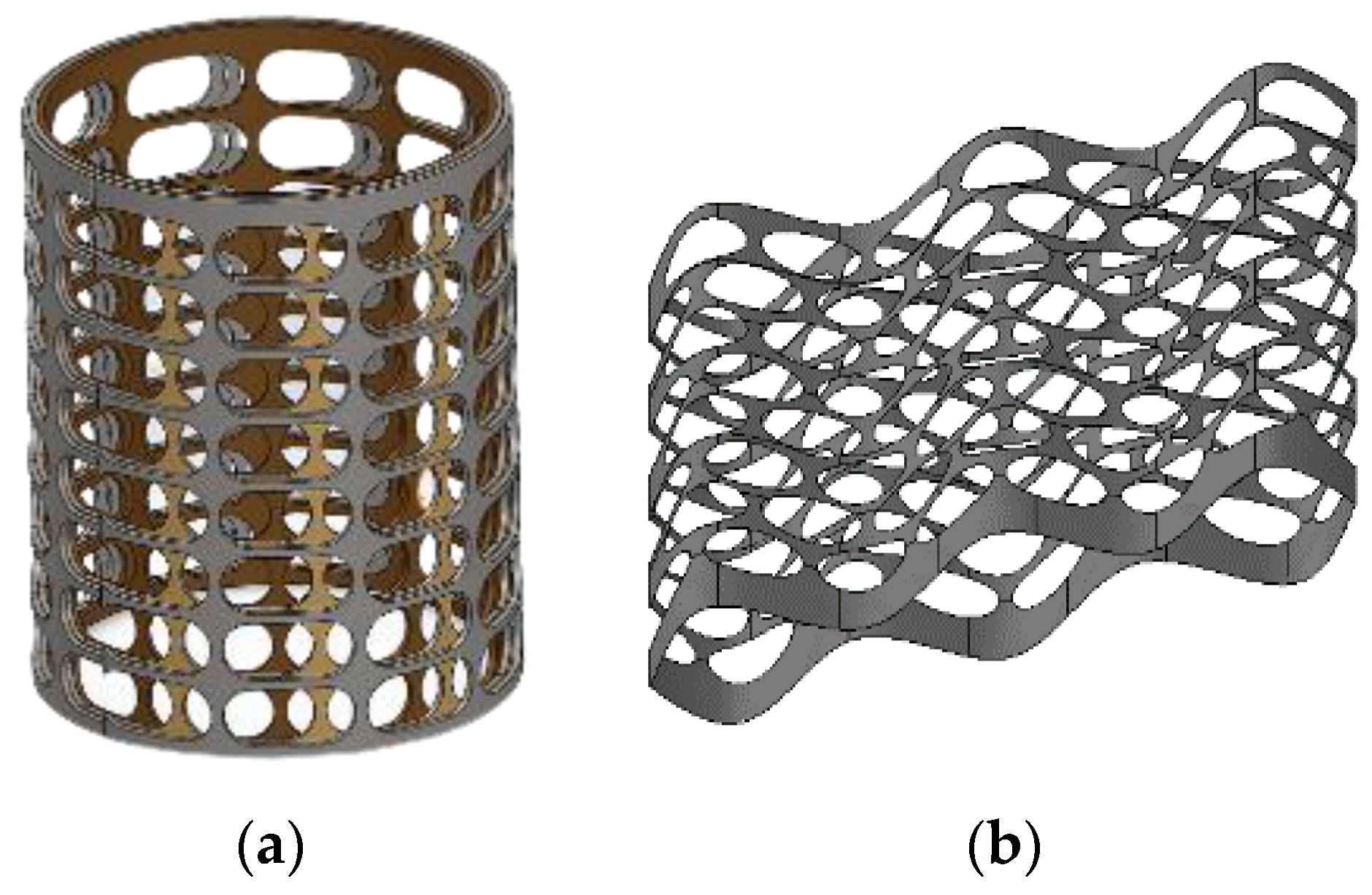
2.4. Permeable Structures from PMM Waste
2.5. Metal Screens from the Waste of Perforated Sheets
3. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Olivetti, E.A.; Cullen, J.M. Toward a Sustainable Materials System. Science 2018, 360, 1396–1398. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- European Raw Materials Alliance. Available online: https://single-market-economy.ec.europa.eu/industry/strategy/industrial-alliances/european-raw-materials-alliance_en (accessed on 27 March 2023).
- Graedel, T.E.; Allwood, J.; Birat, J.-P.; Buchert, M.; Hagelüken, C.; Reck, B.K.; Sibley, S.F.; Sonnemann, G. Recycling Rates of Metals: A Status Report; United Nations Environment Programme: Nairobi, Kenya, 2011; ISBN 978-92-807-3161-3. [Google Scholar]
- Weiser, A.; Bickel, M.W.; Kümmerer, K.; Lang, D.J. Towards a More Sustainable Metal Use—Lessons Learned from National Strategy Documents. Resour. Policy 2020, 68, 101770. [Google Scholar] [CrossRef]
- Suharjanto, G.; Salim, K.A.; Mariana, Y.; Wijaksono, S. Perforated Metal Made from Recycled Material in the Application of Building Façade. IOP Conf. Ser. Earth Environ. Sci. 2020, 426, 012091. [Google Scholar] [CrossRef]
- Song, Q.; Li, J.; Zeng, X. Minimizing the Increasing Solid Waste through Zero Waste Strategy. J. Clean. Prod. 2015, 104, 199–210. [Google Scholar] [CrossRef]
- Hegger, M.; Auch-Schwelk, V.; Fuchs, M.; Rosenkranz, T. Construction Materials Manual, 1st ed.; Birkhäuser: Basel, Switzerland, 2006; ISBN 978-3-7643-7570-6. [Google Scholar]
- Mironovs, V.; Boiko, I.; Koppel, T.; Lisicins, M. Cellular Tubular Structures from Perforated Metallic Tape and Its Application. Agron. Res. 2016, 14, 1053–1062. [Google Scholar]
- Bogojavenskij, K.; Neubauer, A.; Ris, V. Technologie Der Fertigung von Liechtbauprofilen; DDR, Leipzig VEB Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1978. [Google Scholar]
- Schultz, T.J. Acoustical Uses for Perforated Metal: Principles and Applications; Industrial Perforators Association: Milwaukee, WI, USA, 1986. [Google Scholar]
- Mainini, A.G.; Poli, T.; Zinzi, M.; Speroni, A. Spectral Light Transmission Measure of Metal Screens for Glass Façades and Assessment of Their Shading Potential. Energy Procedia 2014, 48, 1292–1301. [Google Scholar] [CrossRef] [Green Version]
- Mironovs, V.; Lisicins, M. Cellular Structures from Perforated Metal Bands and Its Uses. Agron. Res. 2011, 12, 279–284. [Google Scholar]
- Fujita, K.; Inoue, T.; Emoto, H. Improvement of Permeability and Magnetic Shielding Effect of Pure Iron Magnetic Shield Materials. JFE Tech. Rep. 2005, 6, 24–28. [Google Scholar]
- Koppel, T.; Tasa, T.; Tint, P. Electromagnetic Fields in Contemporary Office Workplaces. Agron. Res. 2013, 11, 421–434. [Google Scholar]
- Mironovs, V.; Tatarinov, A.; Gorbacova, S. Expanding Application of Perforated Metal Materials in Construction and Architecture. IOP Conf. Ser. Mater. Sci. Eng. 2017, 251, 012027. [Google Scholar] [CrossRef] [Green Version]
- Wadley, H.N.G. Multifunctional periodic cellular metals. Phil. Trans. R. Soc. 2006, 364, 31–68. [Google Scholar] [CrossRef] [PubMed]
- Industrial Perforators Association. Perforated Handbook for Designers—Marco Specialty Steel. 1993. Available online: https://www.marcospecialtysteel.com/content/uploads/2017/01/Perforated-Handbook-for-designers-min.pdf (accessed on 27 March 2023).
- Kim, T.J.; Thio, T.; Ebbesen, T.W.; Grupp, D.E.; Lezec, H.J. Control of Optical Transmission through Metals Perforated with Subwavelength Hole Arrays. Opt. Lett. 1999, 24, 256. [Google Scholar] [CrossRef]
- Kawano, S.; Yamamoto, S.; Aikawa, S. Design and Evaluation of Space Filters Consisting Perforated Metal Plate and Dielectric Materials. IEEJ Trans. Electron. Inf. Syst. 2021, 141, 123–124. [Google Scholar] [CrossRef]
- Mironovs, V.; Lisicins, M.; Boiko, I.; Zemchenkovs, V. Manufacturing of Cellular Structures of the Perforated Steel Tape. In Proceedings of the International Conference of DAAAM Baltic “Industrial Engineering”, Zadar, Croatia, 24–27 October 2012. [Google Scholar]
- Zaba, K.; Muzykiewicz, W.; Nowak, S. Analysis of the Perforation Process of Steel Strips Used in Automotive Industry. Arch. Civ. Mech. Eng. 2008, 8, 145–154. [Google Scholar] [CrossRef]
- Adler, D.P.; Hii, W.W.-S.; Michalek, D.J.; Sutherland, J.W. Examing the Role of Cutting Fluids in Machining and Efforts to Address Associated Environmental Health Concerns. Mach. Sci. Technol. 2006, 10, 23–58. [Google Scholar] [CrossRef]
- Baradie, M.A.E. Cutting Fluids: Part I. Characterisation. J. Mater. Process. Technol. 1996, 56, 786–797. [Google Scholar] [CrossRef]
- Thomas, D.J. Laser Cut Hole Matrices in Novel Armour Plate Steel for Appliqué Battlefield Vehicle Protection. Def. Technol. 2016, 12, 351–359. [Google Scholar] [CrossRef] [Green Version]
- The Business Research Company. Stamped Metal Global Market Report (2023 edition); ReportLinker: Lyon, France, 2023; p. 175. [Google Scholar]
- Karakaya, C. Numerical Investigation on Perforated Sheet Metals under Tension Loading. Open Chem. 2022, 20, 244–253. [Google Scholar] [CrossRef]
- Sayed, A.M. Numerical Analysis of the Perforated Steel Sheets Under Uni-Axial Tensile Force. Metals 2019, 9, 632. [Google Scholar] [CrossRef] [Green Version]
- Feng, Z.; Li, J.; Ma, J.; Su, Y.; Zheng, X.; Mao, Y.; Zhao, Z. EBSD Characterization of 7075 Aluminum Alloy and Its Corrosion Behaviors in SRB Marine Environment. J. Mar. Sci. Eng. 2022, 10, 740. [Google Scholar] [CrossRef]
- Li, J.; Li, T.; Zeng, Y.; Chen, C.; Guo, H.; Lei, B.; Zhang, P.; Feng, Z.; Meng, G. A Novel Sol-Gel Coating via Catechol/Lysine Polymerization for Long-Lasting Corrosion Protection of Mg Alloy AZ31. Colloids Surf. A Physicochem. Eng. Asp. 2023, 656, 130361. [Google Scholar] [CrossRef]
- Mironovs, V.; Boiko, I.; Lisicins, M. Methods of Profiling of the Metallic Materials. J. Trends Dev. Mach. Assoc. Technol. 2013, 41–44. [Google Scholar]
- Lisicins, M.; Mironovs, V.; Kalva, L. Analysis of Perforated Steel Tape Usage Possibility in Construction. In Proceedings of the Civil Engineering ’11—3rd International Scientific Conference, Jelgava, Latvia, 12–13 May 2011; Volume 3, pp. 95–102. [Google Scholar]
- Smith, W.F.; Hashemi, J. Foundations of Materials Science and Engineering, 4th ed.; McGraw-Hill Series in Materials Science; McGraw-Hill: Boston, MA, USA, 2005; ISBN 978-0-07-295358-9. [Google Scholar]
- European Environment Agency. Total Recycled Quantities for Six Key Material Types in the EU27 Including Exports for Recycling (11.1) (SCP 015); European Environment Agency: Kopenhagen, Denmark, 2013. Available online: http://www.eea.europa.eu/data-and-maps/indicators/11.1-total-recycling-amounts-of/assessment-1 (accessed on 27 March 2023).
- Mironov, V.; Filippov, O.; Boiko, I. Al-W-B Powder Materials. Est. J. Eng. 2010, 16, 142. [Google Scholar] [CrossRef] [Green Version]
- Hoornweg, D.; Bhada-Tata, P. What a Waste: A Global Review of Solid Waste Management; Urban Development Series; World Bank Publications: Washington, DC, USA, 2012; pp. 16–21. [Google Scholar]
- Transforming Our World: The 2030 Agenda for Sustainable Development|Department of Economic and Social Affairs. Available online: https://sdgs.un.org/publications/transforming-our-world-2030-agenda-sustainable-development-17981 (accessed on 5 March 2023).
- Mironov, V.; Boyko, I.; Serdjuks, D. Recycling and Application of Perforated Steel Band and Profiles. In Proceedings of the International Conference of DAAAM Baltic “Industrial Engineering”, Vienna, Austria, 8–11 November 2006; pp. 285–288. [Google Scholar]
- Spena, P.R.; Maddis, M.D.; D’Antonio, G.; Lombardi, F. Weldability and Monitoring of Resistance Spot Welding of Q&P and TRIP Steels. Metals 2016, 6, 270. [Google Scholar] [CrossRef] [Green Version]
- Sinnes, K. Welding and Cutting Science and Technology, 10th ed.; American Welding Society: Miami, FL, USA, 2018; Volume 1. [Google Scholar]
- Serdjuks, D.; Buka-Vaivade, K.; Goremikins, V.; Arturs, A.Y.M.S. Steel and Composite Tapes in Timber to Concrete Joint. In Sustainable Energy Systems: Innovative Perspectives; Lecture Notes in Civil Engineering; Sinitsyn, A., Ed.; Springer International Publishing: Cham, Switzerland, 2021; pp. 68–69. [Google Scholar] [CrossRef]
- Mironovs, V.; Lapsa, V.A. Framework for Brick Masonry. LR patents LV 13429 B, 20 June 2006. Int. Cl. E04C5/01. [Google Scholar]
- Mironovs, V.; Lisicins, M.; Boiko, I.; Zemčenkovs, V. Method of Manufacturing of Cellular Structures from Sheet Metal. In Proceedings of the 8th International DAAAM Baltic Conference, Tallinn, Estonia, 19–21 April 2012. [Google Scholar]
- Mironovs, V.; Lisicins, M. Sandwich Panel with Cellular Structure. LR Patents LV 14825 B, 2014. [Google Scholar]
- Mironovs, V.; Lisicins, M. Perforated Metal Materials and Their Uses; RTU Publishing House: Riga, Latvia, 2015; p. 159. ISBN 978-9934-10-694-1. [Google Scholar]
- Baik, S.C.; Oh, K.H.; Lee, D.N. Analysis of the Deformation of a Perforated Sheet under Uniaxial Tension. J. Mater. Process. Technol. 1996, 58, 139–144. [Google Scholar] [CrossRef]
- Li, C.; Li, G.; Zheng, L.; Liu, X.; Li, S.; Wang, X.; Soloveva, V.Y.; Dalerjon, H.; Fan, Z.; Qin, P. Study on the Mechanical Properties of Perforated Steel Plate Reinforced Concrete. Materials 2022, 15, 6944. [Google Scholar] [CrossRef]
- Lehmhus, D. Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part I: Changing Markets, Changing Products. Metals 2022, 12, 1959. [Google Scholar] [CrossRef]
- Mironovs, V.; Lisicins, M.; Zemčenkovs, V.; Urbahs, A. Comb-like Tool and Method for Its Manufacture. LV 14988 B; Riga, Latvia, 2015. Available online: https://worldwide.espacenet.com/publicationDetails/originalDocument?FT=D&date=20150920&DB=&locale=en_EP&CC=LV&NR=14988B&KC=B&ND=4 (accessed on 5 April 2023).
- Takahashi, D. A New Method for Predicting the Sound Absorption of Perforated Absorber Systems. Appl. Acoust. 1997, 51, 71–84. [Google Scholar] [CrossRef]
- Wetzig, A.; Herwig, P.; Hauptmann, J.; Baumann, R.; Rauscher, P.; Schlosser, M.; Pinder, T.; Leyens, C. Fast Laser Cutting of Thin Metal. Procedia Manuf. 2019, 29, 369–374. [Google Scholar] [CrossRef]
- Mironovs, V.; Lisicins, M.; Boiko, I.; Koppel, T.; Zemchenkovs, V.; Lapkovskis, V.; Shishkin, A. Cellular Structures from Perforated Metallic Tape and Its Application for Electromagnetic Shielding Solutions. Agron. Res. 2014, 12, 279–284. [Google Scholar]
- Morari, C.; Balan, I.; Pintea, J.; Chitanu, E.; Iordache, I. Electrical Conductivity and Electromagnetic Shielding Effectiveness of Silicone Rubber Filled with Ferrite and Graphite Powders. Prog. Electromagn. Res. M 2011, 21, 93–104. [Google Scholar] [CrossRef] [Green Version]
- Chapter 2 Microperforation Methods. In Membrane Science and Technology; Elsevier: Amsterdam, The Netherlands, 2004; Volume 10, pp. 25–36. ISBN 978-0-444-51489-9.
- Lapkovskis, V.; Mironovs, V.; Jevmenov, I.; Kasperovich, A.; Myadelets, V. Multilayer Material for Electromagnetic Field Shielding and EMI Pollution Prevention. Agron. Res. 2017, 15, 1067–1071. [Google Scholar]
- Cherniaev, A.; Telichev, I. Weight-Efficiency of Conventional Shielding Systems in Protecting Unmanned Spacecraft from Orbital Debris. J. Spacecr. Rocket. 2017, 54, 75–89. [Google Scholar] [CrossRef]
- Wozniakiewicz, P.J.; Burchell, M.J. Space Dust and Debris near the Earth. Astron. Geophys. 2019, 60, 3.38–3.42. [Google Scholar] [CrossRef] [Green Version]
- Nuttall, A.; Close, S. A Thermodynamic Analysis of Hypervelocity Impacts on Metals. Int. J. Impact Eng. 2020, 144, 103645. [Google Scholar] [CrossRef]
- Gerasimov, A.V.; Dobritsa, D.B.; Pashkov, S.V.; Khristenko, Y.F. Theoretical and Experimental Study of a Method for the Protection of Spacecraft from High–Speed Particles. Cosmic Res. 2016, 54, 118–126. [Google Scholar] [CrossRef]
- Dobritsa, D.B.; Pashkov, S.V.; Khristenko, I.F. Protective Properties of Pleated Wire Mesh Shields for Spacecraft Protection against Meteoroids and Space Debris. AIP Conf. Proc. 2021, 1, 140006. [Google Scholar]
- Dobritsa, D.B.; Pashkov, S.V.; Khristenko, Y.F. Study of the Efficiency of Corrugated Mesh Shields for Spacecraft Protection against Meteoroids and Manmade Space Debris. Cosmic Res. 2020, 58, 105–110. [Google Scholar] [CrossRef]
- Development of a Ground-Based Method for Testing the Interaction of Materials with High-Speed Dust Particles—IAF Digital Library. Available online: https://dl.iafastro.directory/event/GLEX-2021/paper/62307/ (accessed on 5 March 2023).
- Usherenko, Y.; Mironovs, V.; Pakrastiņš, L. Impact of the High-Speed Flow of Powder Particles on the Structure of Polymer Materials and Metal-Polymer Composites. ETR 2021, 3, 363–367. [Google Scholar] [CrossRef]






















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mironovs, V.; Kuzmina, J.; Serdjuks, D.; Usherenko, Y.; Lisicins, M. Sustainable Lifecycle of Perforated Metal Materials. Materials 2023, 16, 3012. https://doi.org/10.3390/ma16083012
Mironovs V, Kuzmina J, Serdjuks D, Usherenko Y, Lisicins M. Sustainable Lifecycle of Perforated Metal Materials. Materials. 2023; 16(8):3012. https://doi.org/10.3390/ma16083012
Chicago/Turabian StyleMironovs, Viktors, Jekaterina Kuzmina, Dmitrijs Serdjuks, Yulia Usherenko, and Mihails Lisicins. 2023. "Sustainable Lifecycle of Perforated Metal Materials" Materials 16, no. 8: 3012. https://doi.org/10.3390/ma16083012