
Texture and High Yield Strength of Rapidly Solidified AZ31 Magnesium Alloy Extruded at 250 °C
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
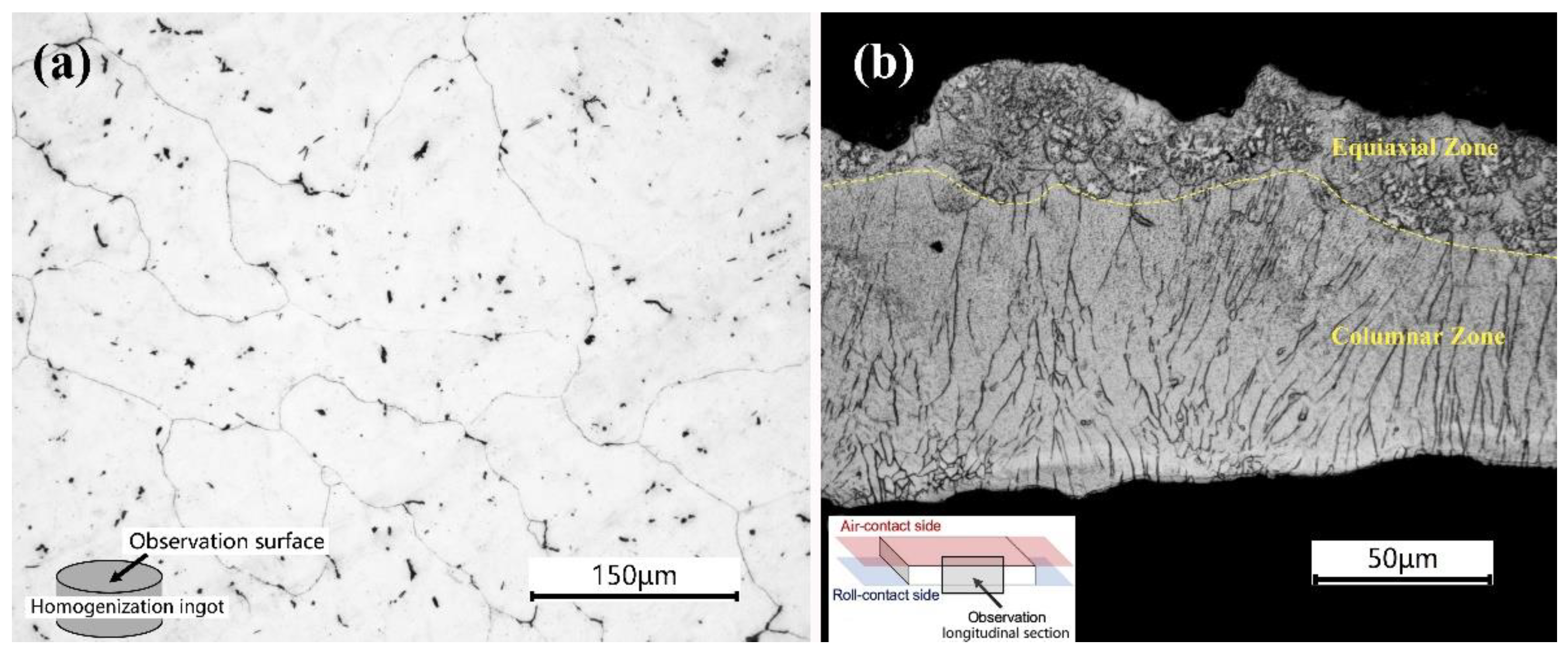
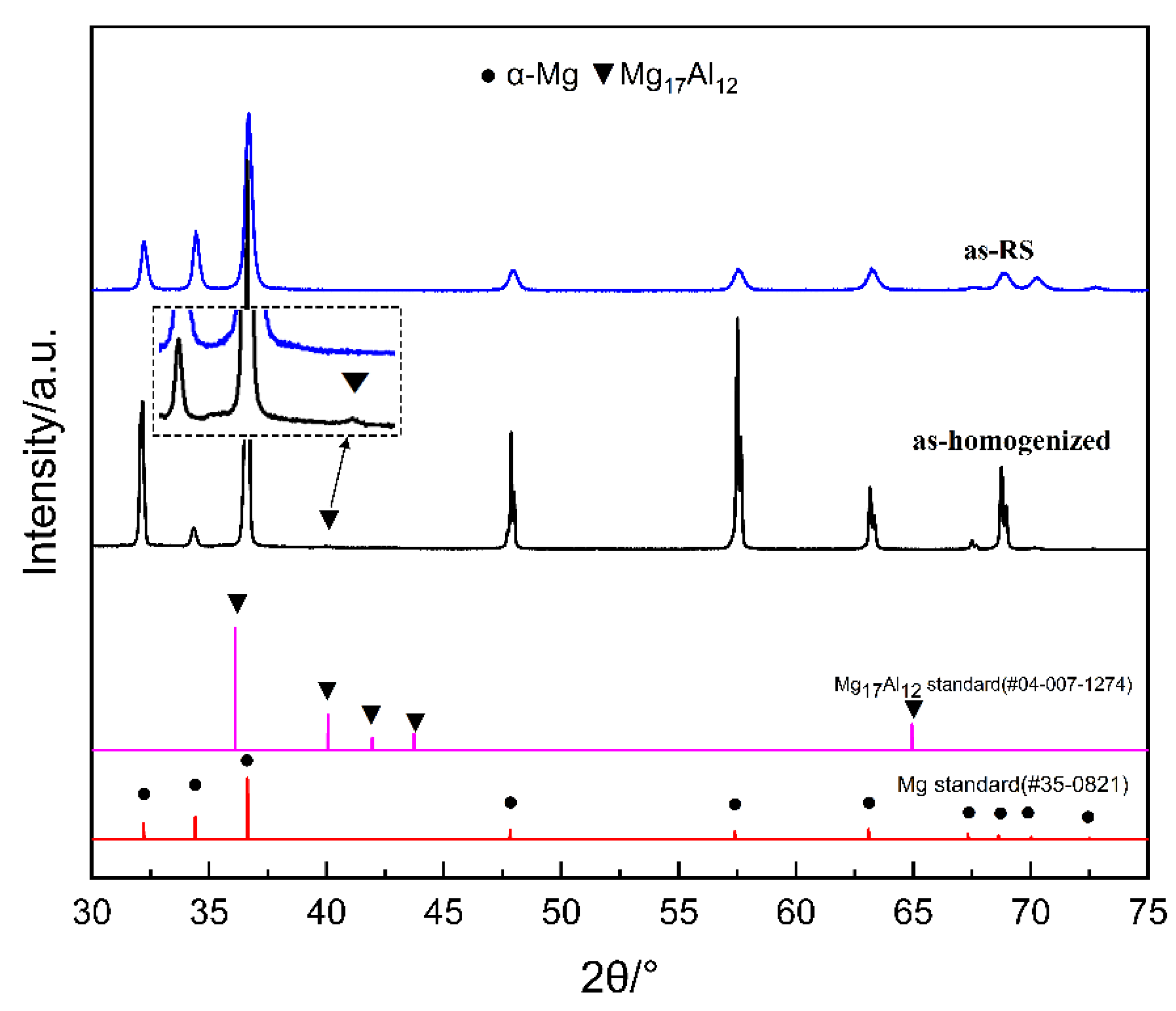
3.1. Microstructure of Conventional and Rapid Solidification
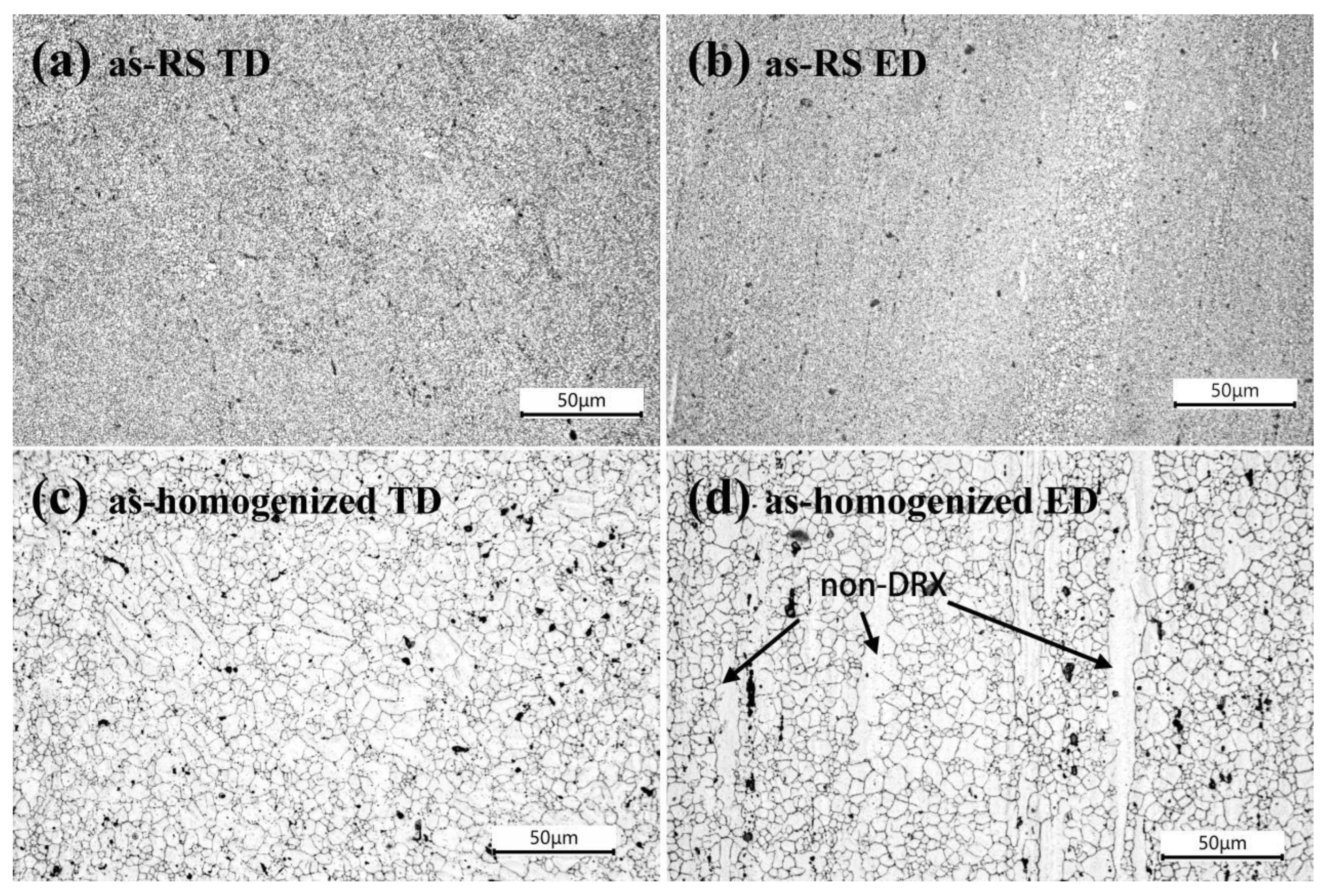
3.2. Microstructure of Hot-Extruded Rods
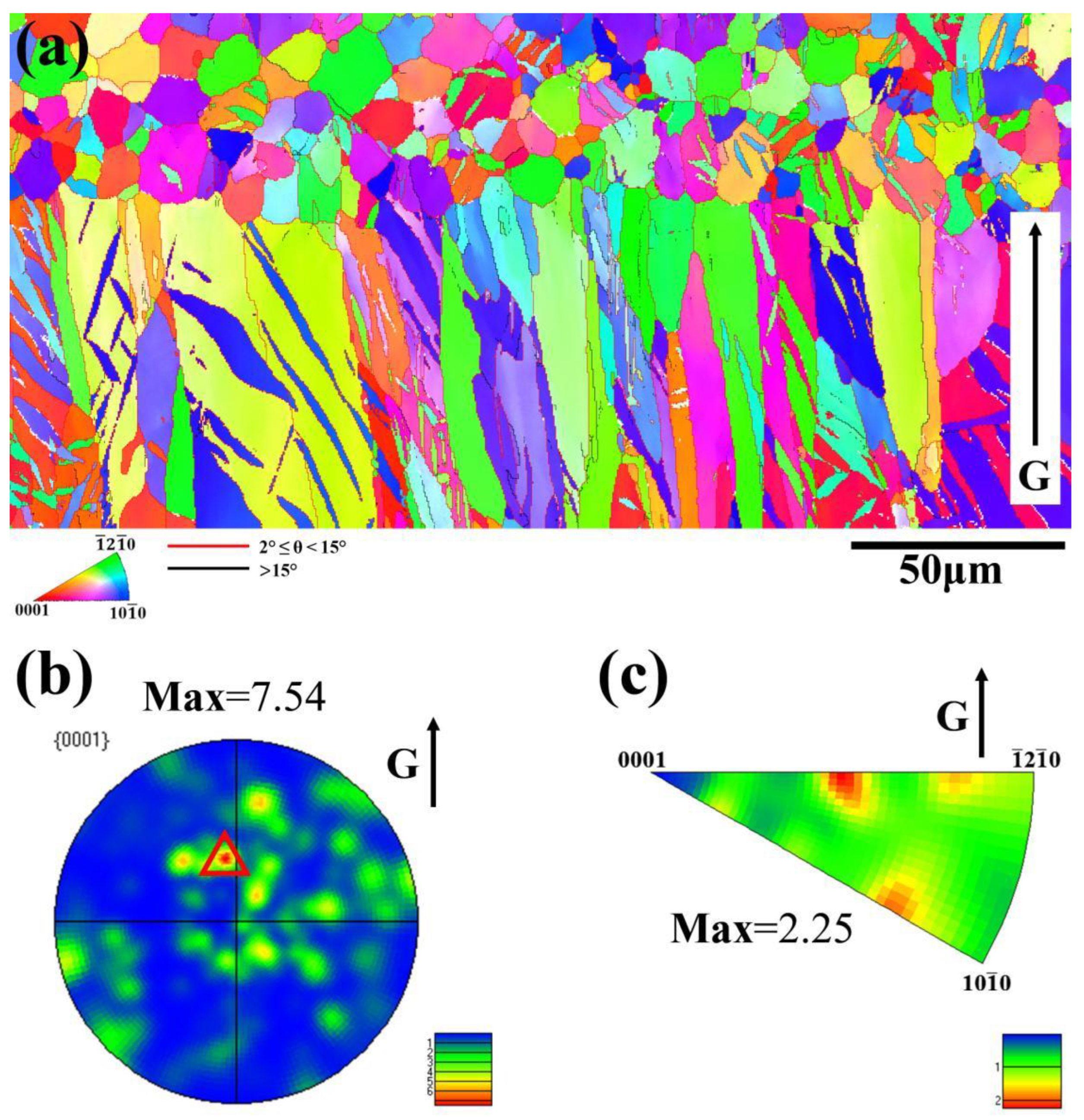
3.3. Texture Analysis of Hot-Extruded Rods
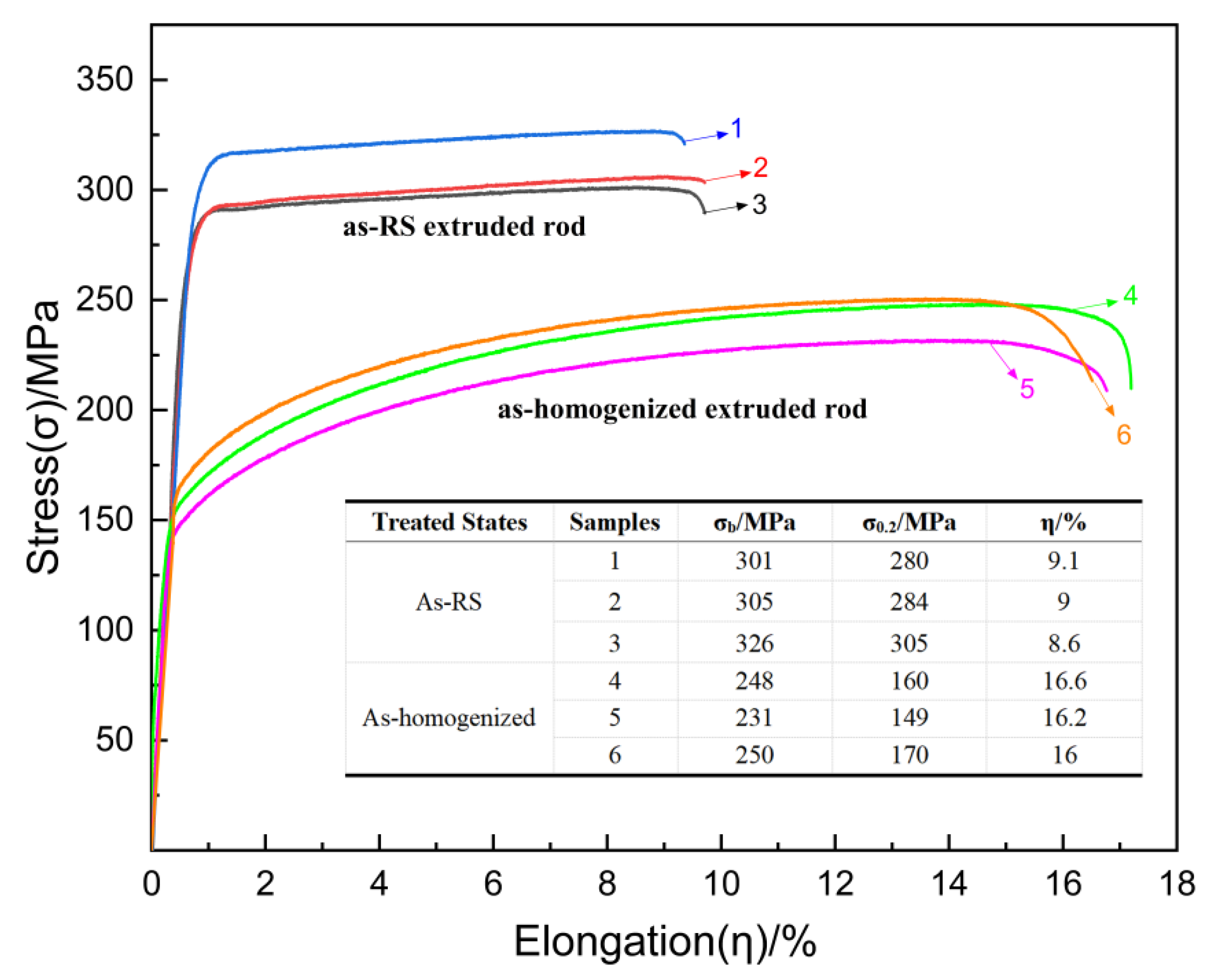
3.4. Mechanical Proprieties Hot-Extruded Rods
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taub, A.; De Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for Automotive Lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Proust, G. Processing magnesium at room temperature. Science 2019, 365, 30–31. [Google Scholar] [CrossRef] [PubMed]
- Bettles, C.; Gibson, M. Current wrought magnesium alloys: Strengths and weaknesses. JOM 2005, 57, 46–49. [Google Scholar] [CrossRef]
- Hehmann, F.; Sommer, F.; Predel, B. Extension of solid solubility in magnesium by rapid solidification. Mater. Sci. Eng. A 1990, 125, 249–265. [Google Scholar] [CrossRef]
- Polmear, I.J. Recent Developments in Light Alloys. Mater. Trans. JIM 1996, 37, 12–31. [Google Scholar] [CrossRef] [Green Version]
- Mueller, S.; Tao, H.; Reimers, W. Microstructure and mechanical properties of the extruded Mg-alloys Az31, Az61, Az80. Int. J. Mater. Res. 2006, 97, 1384–1391. [Google Scholar] [CrossRef]
- Li, X.; Jiao, F.; Al-Samman, T.; Chowdhury, S.G. Influence of second-phase precipitates on the texture evolution of Mg–Al–Zn alloys during hot deformation. Scr. Mater. 2012, 66, 159–162. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Zeng, Z.; Stanford, N.; Davies, C.H.J.; Nie, J.-F.; Birbilis, N. Magnesium extrusion alloys: A review of developments and prospects. Int. Mater. Rev. 2019, 64, 27–62. [Google Scholar] [CrossRef]
- Máthis, K.; Nyilas, K.; Axt, A.; Dragomir-Cernatescu, I.; Ungár, T.; Lukáč, P. The evolution of non-basal dislocations as a function of deformation temperature in pure magnesium determined by X-ray diffraction. Acta Mater. 2004, 52, 2889–2894. [Google Scholar] [CrossRef]
- Cha, J.W.; Park, S.H. Variations in dynamic recrystallization behavior and mechanical properties of AZ31 alloy with extrusion temperature. J. Magnes. Alloys 2022. [Google Scholar] [CrossRef]
- Luo, A.; Zhang, C.; Sachdev, A. Effect of eutectic temperature on the extrudability of magnesium–aluminum alloys. Scr. Mater. 2012, 66, 491–494. [Google Scholar] [CrossRef]
- Li, R.; Pan, F.; Jiang, B.; Dong, H.; Yang, Q. Effect of Li addition on the mechanical behavior and texture of the as-extruded AZ31 magnesium alloy. Mater. Sci. Eng. A 2013, 562, 33–38. [Google Scholar] [CrossRef]
- Uematsu, Y.; Tokaji, K.; Kamakura, M.; Uchida, K.; Shibata, H.; Bekku, N. Effect of extrusion conditions on grain refinement and fatigue behaviour in magnesium alloys. Mater. Sci. Eng. A 2006, 434, 131–140. [Google Scholar] [CrossRef]
- Beer, A.G.; Barnett, M.R. Influence of Initial Microstructure on the Hot Working Flow Stress of Mg–3al–1zn. Mater. Sci. Eng. A 2006, 423, 292–299. [Google Scholar] [CrossRef]
- Liu, Q.; Zhou, X.; Zhou, H.; Fan, X.; Liu, K. The effect of extrusion conditions on the properties and textures of AZ31B alloy. J. Magnes. Alloys 2017, 5, 202–209. [Google Scholar] [CrossRef]
- Huppmann, M.; Reimers, W. Microstructure and mechanical properties of differently extruded AZ31 magnesium alloy. Int. J. Mater. Res. 2010, 101, 1264–1271. [Google Scholar] [CrossRef]
- Rao, K.P.; Prasad, Y.V.R.K.; Dzwończyk, J.; Hort, N.; Kainer, K.U. Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture. Metals 2012, 2, 292–312. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Zhang, H.; Wang, L.; Fan, J.; Li, X.; Zhu, L.; Chen, S.; Roven, H.J.; Zhang, S. Microstructure Evolution and Mechanical Properties of AZ31 Magnesium Alloy Sheets Prepared by Low-Speed Extrusion with Different Temperature. Crystals 2020, 10, 644. [Google Scholar] [CrossRef]
- Jacobson, L.A.; McKittrick, J. Rapid Solidification Processing. Mater. Sci. Eng. R Rep. 1994, 11, 355–408. [Google Scholar] [CrossRef]
- Jones, H. Microstructure of rapidly solidified materials. Mater. Sci. Eng. 1984, 65, 145–156. [Google Scholar] [CrossRef]
- Lee, T.; Yamasaki, M.; Kawamura, Y.; Go, J.; Park, S.H. High-Strength AZ91 Alloy Fabricated by Rapidly Solidified Flaky Powder Metallurgy and Hot Extrusion. Met. Mater. Int. 2019, 25, 372–380. [Google Scholar] [CrossRef]
- Chen, Z.H.; Chen, J.; Xia, W.; Yan, H.G. Development of High Performance Magnesium Alloys by Rapid Solidification. J. Metastable Nanocryst. Mater. 2005, 24–25, 261–264. [Google Scholar] [CrossRef]
- Froes, F.H.; Kim, Y.W.; Hehmann, F.J. Rapid Solidification of Al, Mg and Ti. JOM 1987, 39, 14–21. [Google Scholar] [CrossRef]
- Kawamura, Y.; Hayashi, K.; Inoue, A.; Masumoto, T. Rapidly Solidified Powder Metallurgy Mg97Zn1Y2Alloys with Excellent Tensile Yield Strength above 600 MPa. Mater. Trans. 2001, 42, 1172–1176. [Google Scholar] [CrossRef] [Green Version]
- Chang, C.F.; Das, S.K.; Raybould, D. Rapidly solidified Mg-Al-Zn-Rare earth alloys. J. Mater. Eng. 1987, 9, 141–146. [Google Scholar] [CrossRef]
- Elsayed, A.; Umeda, J.; Kondoh, K. The texture and anisotropy of hot extruded magnesium alloys fabricated via rapid solidification powder metallurgy. Mater. Des. 2011, 32, 4590–4597. [Google Scholar] [CrossRef]
- Ayman, E.; Junko, U.; Katsuyoshi, K. Application of Rapid Solidification Powder Metallurgy to the Fabrication of High-Strength, High-Ductility Mg–Al–Zn–Ca–La Alloy through Hot Extrusion. Acta Mater. 2011, 59, 273–282. [Google Scholar] [CrossRef]
- Kim, W.; Lee, Y.; Lee, M.; Wang, J.; Park, Y. Exceptionally high strength in Mg–3Al–1Zn alloy processed by high-ratio differential speed rolling. Scr. Mater. 2011, 65, 1105–1108. [Google Scholar] [CrossRef]
- Ding, S.; Lee, W.; Chang, C.; Chang, L.; Kao, P. Improvement of strength of magnesium alloy processed by equal channel angular extrusion. Scr. Mater. 2008, 59, 1006–1009. [Google Scholar] [CrossRef]
- Murai, T.; Matsuoka, S.-I.; Miyamoto, S.; Oki, Y. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions. J. Mater. Process. Technol. 2003, 141, 207–212. [Google Scholar] [CrossRef]
- Zhao, H.L.; Guan, S.K.; Zhang, C.X.; Zheng, F.Y.; Wang, L.G.; Li, Q.K. Rapidly Solidified AZ31 Magnesium Alloy Ribbons Used in Rechargeable Batteries. Mater. Sci. Forum 2005, 488–489, 291–294. [Google Scholar] [CrossRef]
- Liu, C.P.; Pan, F.S.; Wang, W.Q. Phase Analysis of Al-Mn Compounds in the Az Magnesium Alloys. Mater. Sci. Forum 2007, 546–549, 395–398. [Google Scholar] [CrossRef]
- Nie, J.-F. Precipitation and Hardening in Magnesium Alloys. MTA 2012, 43, 3891–3939. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.-Y.; Liu, F.; Yang, N.; Zhai, X.-B.; Zhang, L.; Yang, Y.; Li, B.; Li, J.; Ma, E.; Nie, J.-F.; et al. Large plasticity in magnesium mediated by pyramidal dislocations. Science 2019, 365, 73–75. [Google Scholar] [CrossRef]
- Wei, K.; Hu, R.; Yin, D.; Xiao, L.; Pang, S.; Cao, Y.; Zhou, H.; Zhao, Y.; Zhu, Y. Grain size effect on tensile properties and slip systems of pure magnesium. Acta Mater. 2021, 206, 116604. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K. Effect of crystallographic texture on the kinetics of hot deformation of rolled Mg–3Al–1Zn alloy plate. Mater. Sci. Eng. A 2006, 432, 170–177. [Google Scholar] [CrossRef]
- Jiang, M.; Xu, C.; Yan, H.; Fan, G.; Nakata, T.; Lao, C.; Chen, R.; Kamado, S.; Han, E.; Lu, B. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Zhang, W.; Wei, Q.; Huo, W.; Lu, J.; Hu, J.; Zhang, Y. Dynamic recrystallization in nanocrystalline AZ31 Mg-alloy. Vacuum 2017, 143, 236–240. [Google Scholar] [CrossRef]
- Guo, L.; Chen, Z.; Gao, L. Effects of grain size, texture and twinning on mechanical properties and work-hardening behavior of AZ31 magnesium alloys. Mater. Sci. Eng. A 2011, 528, 8537–8545. [Google Scholar] [CrossRef]
- del Valle, J.; Carreño, F.; Ruano, O. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling. Acta Mater. 2006, 54, 4247–4259. [Google Scholar] [CrossRef]
- Hull, D.; Bacon, D.J. Introduction to Dislocations; Elsevier: Amsterdam, The Netherlands, 2011; Volume 37. [Google Scholar]
- Ashby, M.F. The Deformation of Plastically Non-Homogeneous Materials. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y. Geometrically necessary dislocation and size-dependent plasticity. Scr. Mater. 2003, 48, 113–118. [Google Scholar] [CrossRef]
- Toth, L.; Gu, C.; Beausir, B.; Fundenberger, J.; Hoffman, M. Geometrically necessary dislocations favor the Taylor uniform deformation mode in ultra-fine-grained polycrystals. Acta Mater. 2016, 117, 35–42. [Google Scholar] [CrossRef]
- Foley, D.L.; Latypov, M.I.; Zhao, X.; Hestroffer, J.; Beyerlein, I.J.; Lamberson, L.E.; Taheri, M.L. Geometrically necessary dislocation density evolution as a function of microstructure and strain rate. Mater. Sci. Eng. A 2022, 831, 142224. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, H.; Wang, S.; Wang, H.; Min, G. Microstructure and Tensile Properties of ZK60 Alloy Fabricated by Simplified Rapid Solidification Powder Metallurgy (S-RS P/M) Process. J. Mater. Sci. Technol. 2010, 26, 151–155. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, P.; Yang, C.; Li, Z.; Bao, S.; Sun, Y.; Ding, W.; Chen, Y. Texture and High Yield Strength of Rapidly Solidified AZ31 Magnesium Alloy Extruded at 250 °C. Materials 2023, 16, 2946. https://doi.org/10.3390/ma16082946
Ye P, Yang C, Li Z, Bao S, Sun Y, Ding W, Chen Y. Texture and High Yield Strength of Rapidly Solidified AZ31 Magnesium Alloy Extruded at 250 °C. Materials. 2023; 16(8):2946. https://doi.org/10.3390/ma16082946
Chicago/Turabian StyleYe, Peiran, Chao Yang, Zhenshuai Li, Shuai Bao, Yuchu Sun, Wucheng Ding, and Yungui Chen. 2023. "Texture and High Yield Strength of Rapidly Solidified AZ31 Magnesium Alloy Extruded at 250 °C" Materials 16, no. 8: 2946. https://doi.org/10.3390/ma16082946