
Mechanical Properties and Microstructure of Austenite—Ferrite Duplex Stainless Steel Hybrid (Laser + GMAW) and SAW Welded Joint

Abstract
:1. Introduction
2. Materials and Research Methodology
- KUKA KR30HA welding robot fitted with Trumpf TruDisk 12,002 laser with Trumpf D70 head for laser welding;
- EWM welding power supply with a push-pull feeder for MAG welding.
3. Research Results and Analysis
3.1. Non-Destructive Tests
3.2. Macroscopic Examinations
3.3. Microscopic Examinations
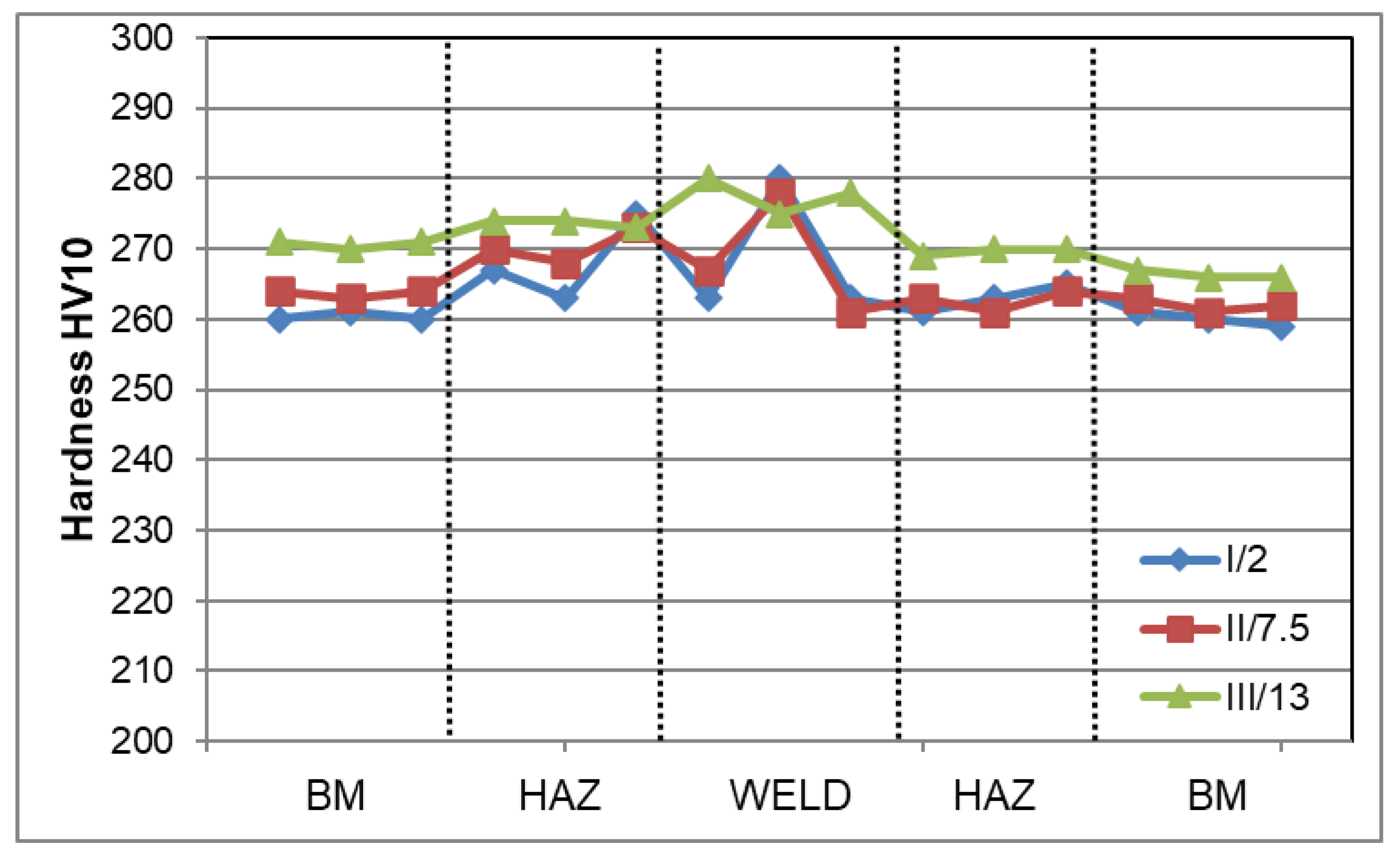
3.4. Mechanical Testing
4. Summary
- The analysed welded joint has proper macro- and microscopic structure in all its areas, both in the fusion zone made by hybrid laser + GMAW method and in the filler welds made by the SAW method, which allowed the highest quality level B to be obtained for this joint.
- The analysed joint had high strength properties (TS ~ 790 ± 7 MPa) with good toughness in the range of ~163 ± 4 ÷ 216 ± 26 J and also a very good plasticity (bending angle of 180° with no cracks).
- The use of high-performance welding processes conducted under automated conditions using skilfully selected parameters allows to obtain a high-quality joint while ensuring high efficiency and beneficial reduction in production costs.
- The combination of hybrid welding processes (laser + GMAW) and SAW used in the paper has a large potential in terms of controlling parameters that affect the amount of heat input. The application of the developed welding technology in industrial conditions allows thick-walled duplex steel welded joints with the required quality level to be obtained.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vinoth Jebaraj, A.; Ajaykumar, L.; Deepak, C.R.; Aditya, K.V.V. Weldability, machinability and surfacing of commercial duplex stainless steel AISI2205 for marine applications—A recent review. J. Adv. Res. 2017, 8, 183–199. [Google Scholar] [CrossRef]
- Charles, J. Composition and properties of duplex stainless steel. Weld. World 1995, 36, 43–54. [Google Scholar]
- Mohammed, G.R.; Ishak, M.; Aigda, S.N.; Abdulhadi, H.A. Effect of heat input on microstructure, corrosion and mechanical characteristics of welded austenitic and duplex stainless steels: A review. Metals 2017, 7, 39. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Du Zh Sheng, X.; Zhao, M.; Song, L.; Han, B.; Li, X. Comparative analysis of GTAW + SMAW and GTAW welded joints of duplex stainless steel 2205 pipe. Int. J. Press. Vessel. Pip. 2022, 199, 104748. [Google Scholar] [CrossRef]
- Devendranath Ramkumar, K.; Mishra, D.; Ganesh Gaj, B.; Vignesh, M.K.; Thiruvengatam, G.; Sudharsan, S.P.; Arivazhagan, N.; Sivashanmugam, N.; Rabel, A.M. Effect of optimal weld parameters in the microstructure and mechanical properties of autogeneous gas tungsten arc weldments of super-duplex stainless steel UNS S32750. Mater. Des. 2015, 66, 356–365. [Google Scholar] [CrossRef]
- Varbai, B.; Majlinger, K. Physical and theoretical modelling of the nitrogen content of duplex stainless steel weld metal: Shielding gas composition and heat input effects. Metals 2019, 9, 762. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, R.I.; Liou, H.-Y.; Pan, Y.-T. Effect of cooling time and alloying elements on the microstructure of Gleeble-simulated heat-affected zone of 22%Cr duplex stainless steels. J. Mater. Eng. Perform. 2001, 10, 526–536. [Google Scholar] [CrossRef]
- Valiente Bermejo, M.A.; Eyzop, D.; Hurtig, K.; Karlsson, L. Welding of large thickness super duplex stainless steel: Microstructure and Properties. Metals 2021, 11, 1184. [Google Scholar] [CrossRef]
- Słania, J.; Krawczyk, R.; Wójcik, S. Quality requirements put on the Inconel 625 austenite layer used on the sweet pile walls of the boiler’s evaporator to utilize waste thermally. Arch. Metall. Mater. 2015, 60, 677–685. [Google Scholar] [CrossRef]
- Valiente Bermejo, M.A.; Eyzop, D.; Hurtig, K.; Karlsson, L. New approach to the study of multi-pass welds–microstructure and properties of welded 20 mm-thick superduplex stainless steel. Appl. Sci. 2019, 9, 1050. [Google Scholar] [CrossRef] [Green Version]
- Pecly PH, R.; Almeida, B.B.; Perez, G.; Pimenta, A.R.; Tavares, S.S.M. Microstructure, corrosion resistance and hardness of simulated heat-affected zone of duplex UNS S32205 and superduplex UNS 32750 stainless steel. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- EN ISO 15614-1:2017-08; Specification and Qualification of Welding Procedures for Metallic Materials—Welding Procedure Test. Part 1: Arc and Gas Welding of Steels and Arc Welding of Nickel and Nickel Alloys. ISO: Geneva, Switzerland, 2017.
- EN ISO 5817:2014-05; Welding—Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections. ISO: Geneva, Switzerland, 2014.
- Varbai, B.; Majlinger, K. Optimal etching sequence for austenite to ferrite ratio evaluation of two lean duplex stainless steel weldments. Measurement 2019, 147, 106832. [Google Scholar] [CrossRef]
- Mourad, A.-H.I.; Khourshid, A.; Sharef, T. Gas tungsten arc and laser beam welding processes effects on duplex stainless steel 2205 properties. Mater. Sci. Eng. 2012, 549, 105–113. [Google Scholar] [CrossRef]
- Chen, L.; Tan, H.; Wang Zh Jiang, Y. Influence of cooling rate on microstructure evolution and pitting corrosion resistance in the simulated heat-affected zone of 2304 duplex stainless steels. Corros. Sci. 2012, 28, 168–174. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L. Investigation on microstructure evolution and properties of duplex stainless steel joint multi-pass welded by using different methods. Mater. Des. 2016, 109, 670–685. [Google Scholar] [CrossRef]
- Geng, S.; Sun, J.; Guo, L.; Wang, H. Evolution of microstructure and corrosion behavior in 2205 duplex stainless steel in GTA-welding joint. J. Manuf. Process. 2015, 19, 32–37. [Google Scholar] [CrossRef]
- Kose, C.; Topal, C. Texture, microstructure and mechanical properties of laser beam welded AISI 2507 super duplex stainless steel. Mater. Chem. Phys. 2022, 289, 126490. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, H.; Xu, H.; Han, Y.; Zhao, L.; Lv, X.; Zhang, J. Influence of heat input in electron beam process on microstructure and properties of duplex stainless steel welded interface. Appl. Surf. Sci. 2018, 435, 352–366. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Pardal, J.M.; Lima, L.D.; Bastos, I.N.; Nascimento, A.M.; de Souza, J.A. Characterization of microstructure, chemical composition, corrosion resistance and toughness of a multipass weld joint of superduplex stainless steel UNS S32750. Mater. Charact. 2007, 58, 610–616. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Hodgson, P.D.; Beladi, H. Microstructure dependence of impact toughness in duplex stainless steel. Mater. Sci. Eng. 2019, 745, 369–378. [Google Scholar] [CrossRef]
- Zhang, Z.; Jing, L.; Xu, L.; Han, Z.; Gao, Z.; Zhao, L.; Zhang, J. Microstructural characterization and electron backscatter diffraction analysis across the welded interface of duplex stainless steel. Appl. Surf. Sci. 2017, 413, 327–343. [Google Scholar] [CrossRef]
- Cui, S.; Yu, Y.; Tian, F.; Pang, S. Morphology, microstructure and mechanical properties of S32101 duplex stainless steel joints in K-TIG welding. Materials 2022, 15, 5432. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | Average Chemical Composition, wt. % | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Cr | Ni | Mo | Mn | P | S | N | |
| X2CrNiMoN22-5-3 | 0.011 | 0.53 | 22.8 | 7.21 | 3.14 | 1.29 | 0.022 | 0.002 | 0.11 |
| Material Grade | Chemical Composition of Weld Metal, % wt | Properties of Weld Metal | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | Cr | Mo | Ni | N | Tensile Strength N/mm2 | Yield Strength N/mm2 | El. % | KV−20 J | |
| OK Autrod 2209 | <0.08 | 1.50 | 0.50 | 22.5 | 3.2 | 8.5 | 0.15 | 765 | 600 | 28 | 85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krawczyk, R.; Słania, J.; Golański, G.; Pfeifer, T. Mechanical Properties and Microstructure of Austenite—Ferrite Duplex Stainless Steel Hybrid (Laser + GMAW) and SAW Welded Joint. Materials 2023, 16, 2909. https://doi.org/10.3390/ma16072909
Krawczyk R, Słania J, Golański G, Pfeifer T. Mechanical Properties and Microstructure of Austenite—Ferrite Duplex Stainless Steel Hybrid (Laser + GMAW) and SAW Welded Joint. Materials. 2023; 16(7):2909. https://doi.org/10.3390/ma16072909
Chicago/Turabian StyleKrawczyk, Ryszard, Jacek Słania, Grzegorz Golański, and Tomasz Pfeifer. 2023. "Mechanical Properties and Microstructure of Austenite—Ferrite Duplex Stainless Steel Hybrid (Laser + GMAW) and SAW Welded Joint" Materials 16, no. 7: 2909. https://doi.org/10.3390/ma16072909