
Surface Flame-Retardant Systems of Rigid Polyurethane Foams: An Overview


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Non-Intumescent Flame-Retardant Coating
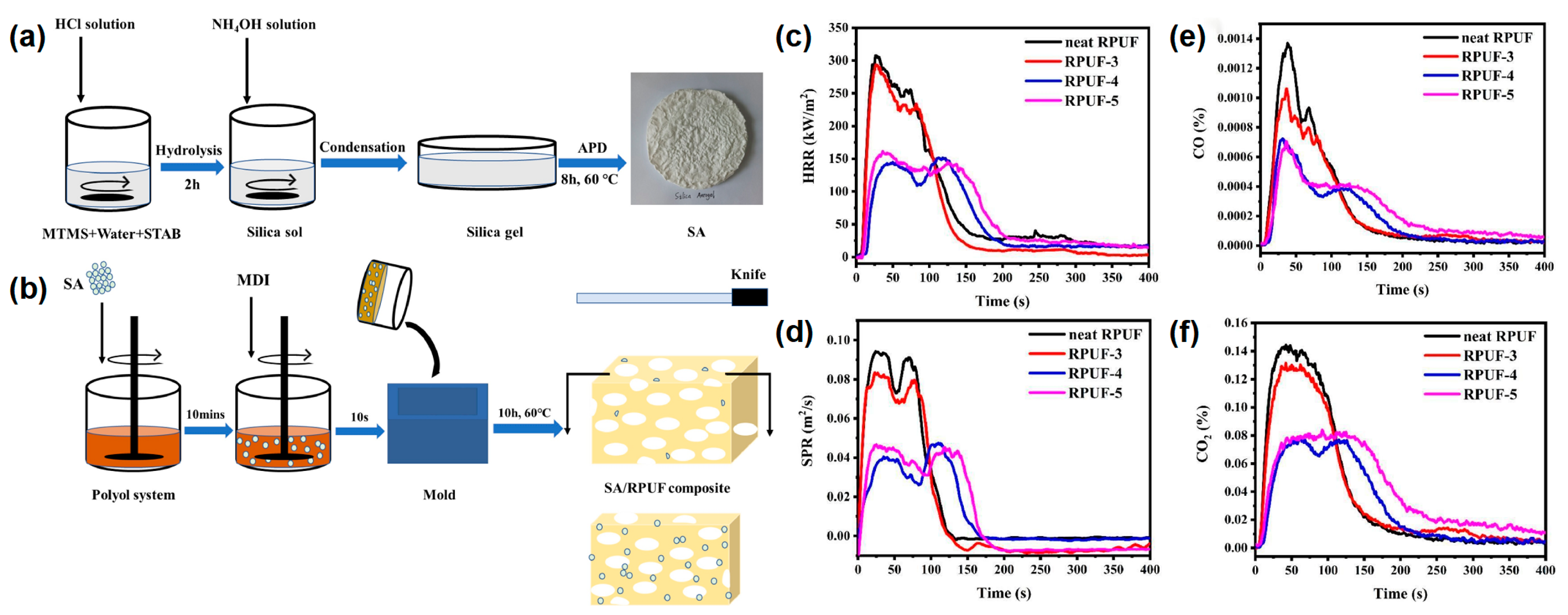
2.1. Hydrogel and Silica Sol
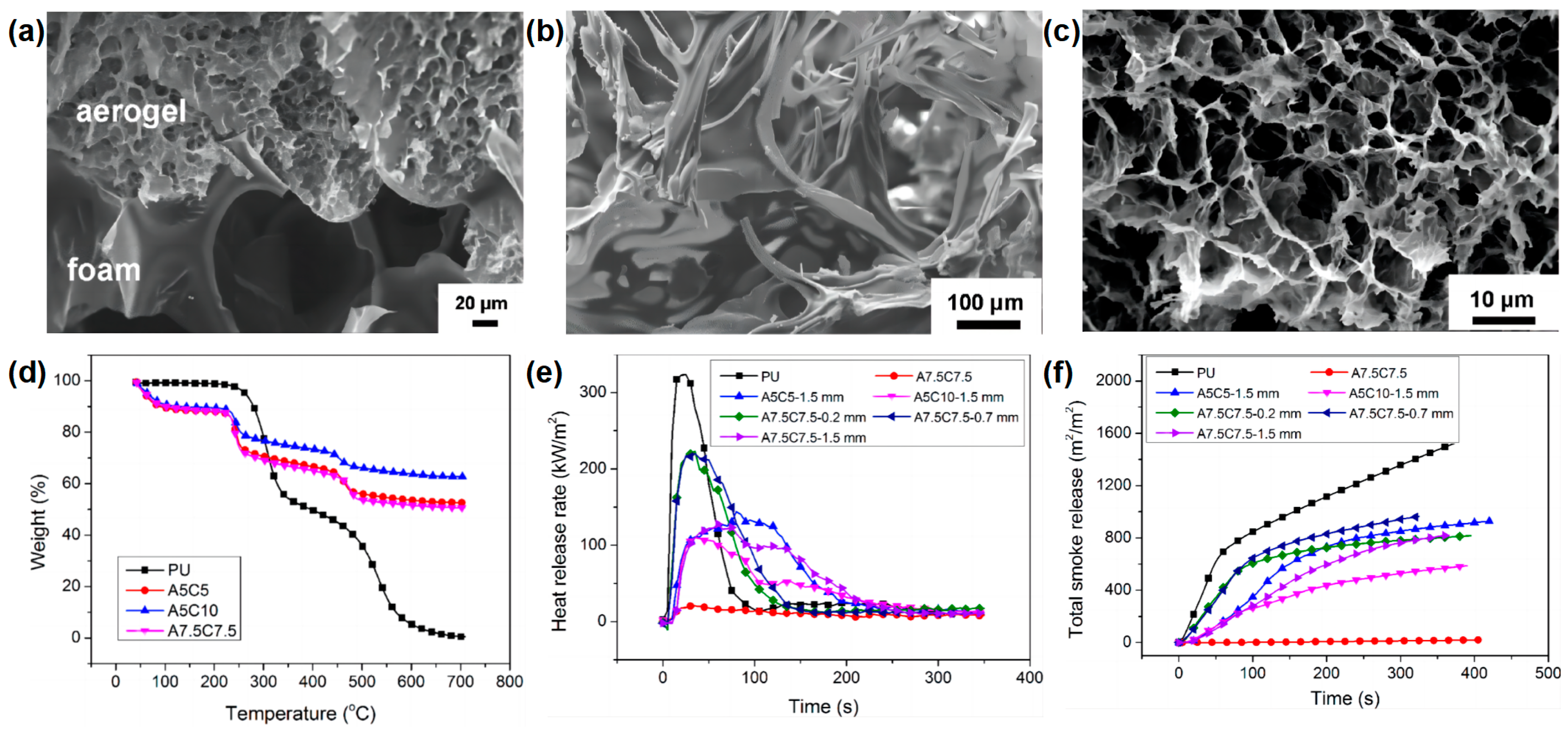
2.2. Aerogel
2.3. Ceramic
3. Intumescent Flame-Retardant Coating
3.1. Conventional Flame-Retardant in Coating
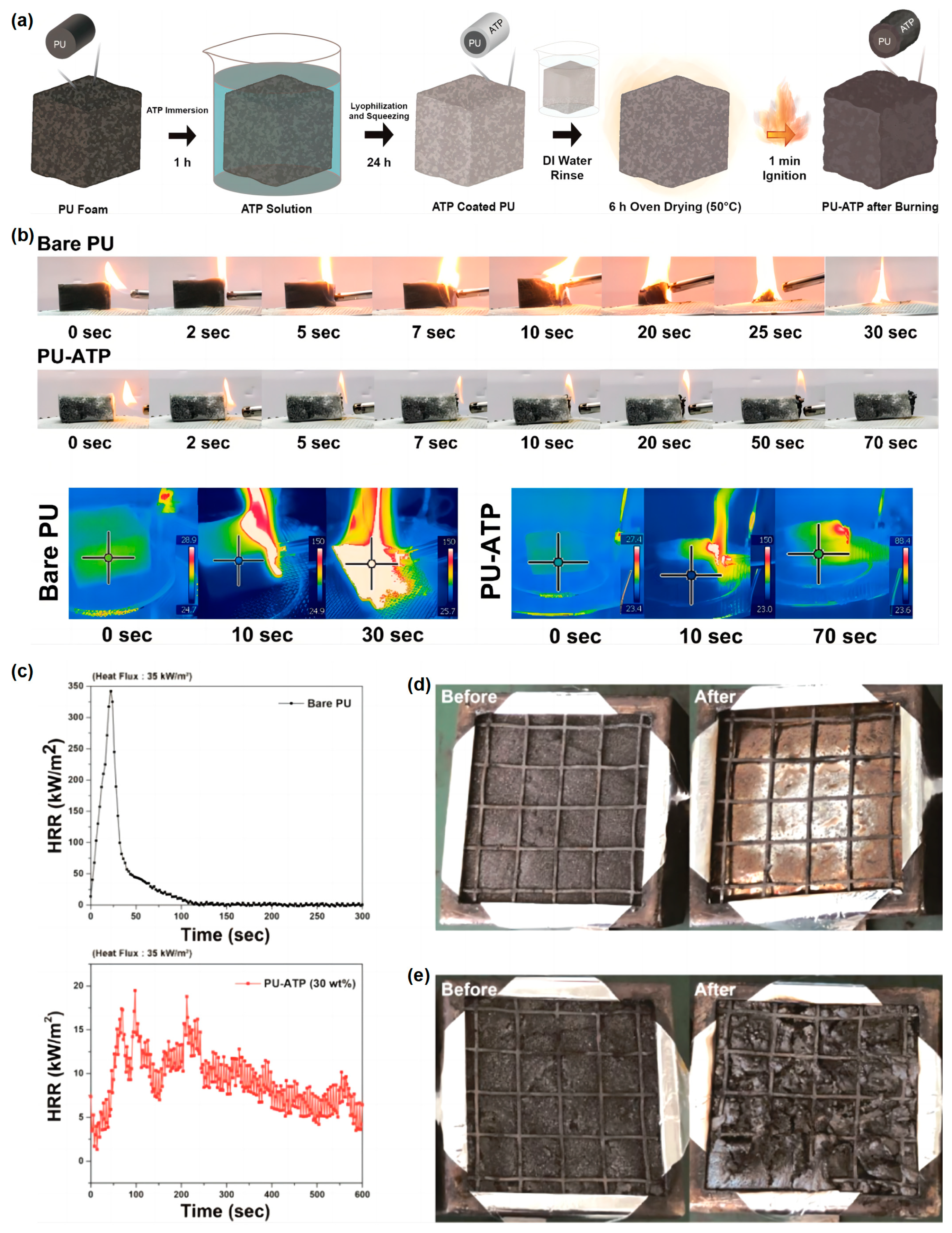
3.2. All-in-One
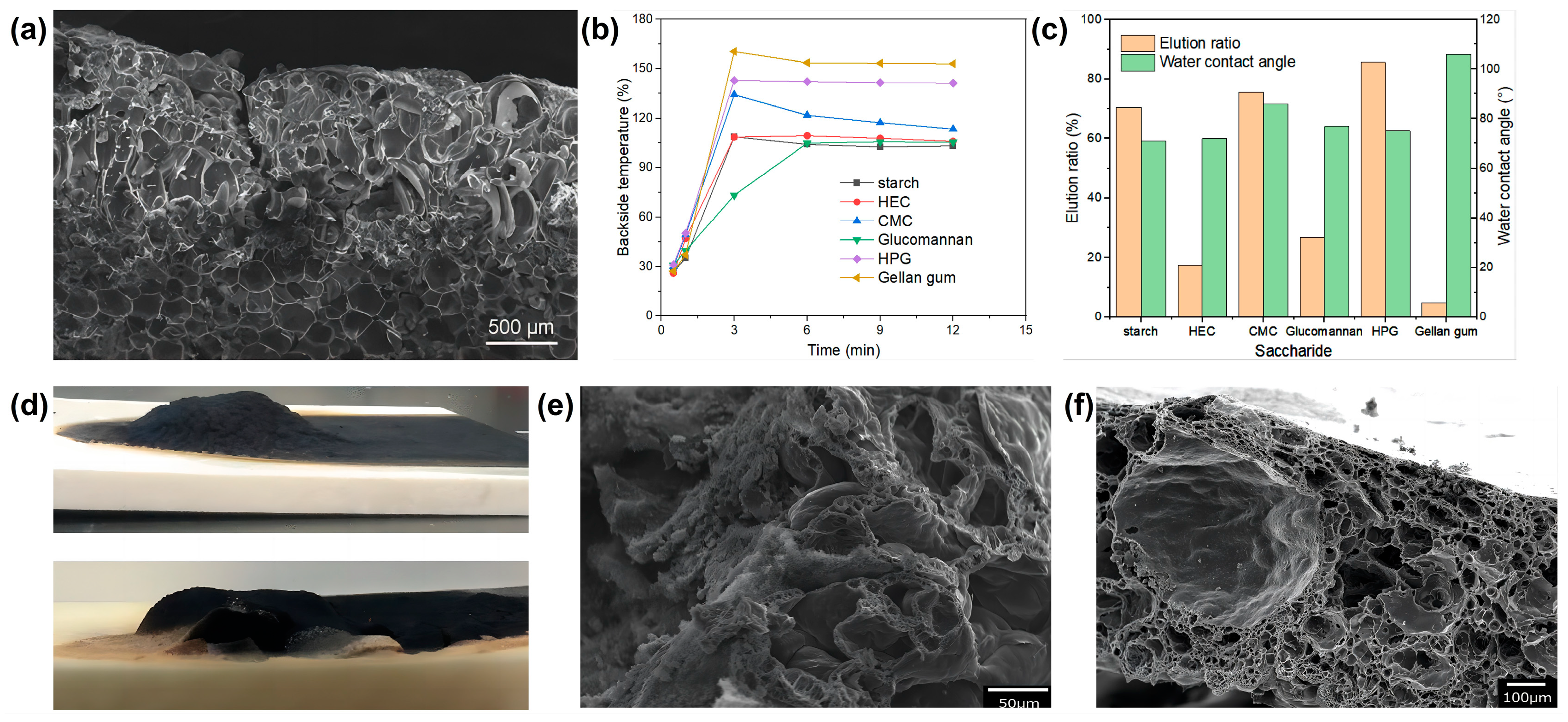
3.3. Bio-Based
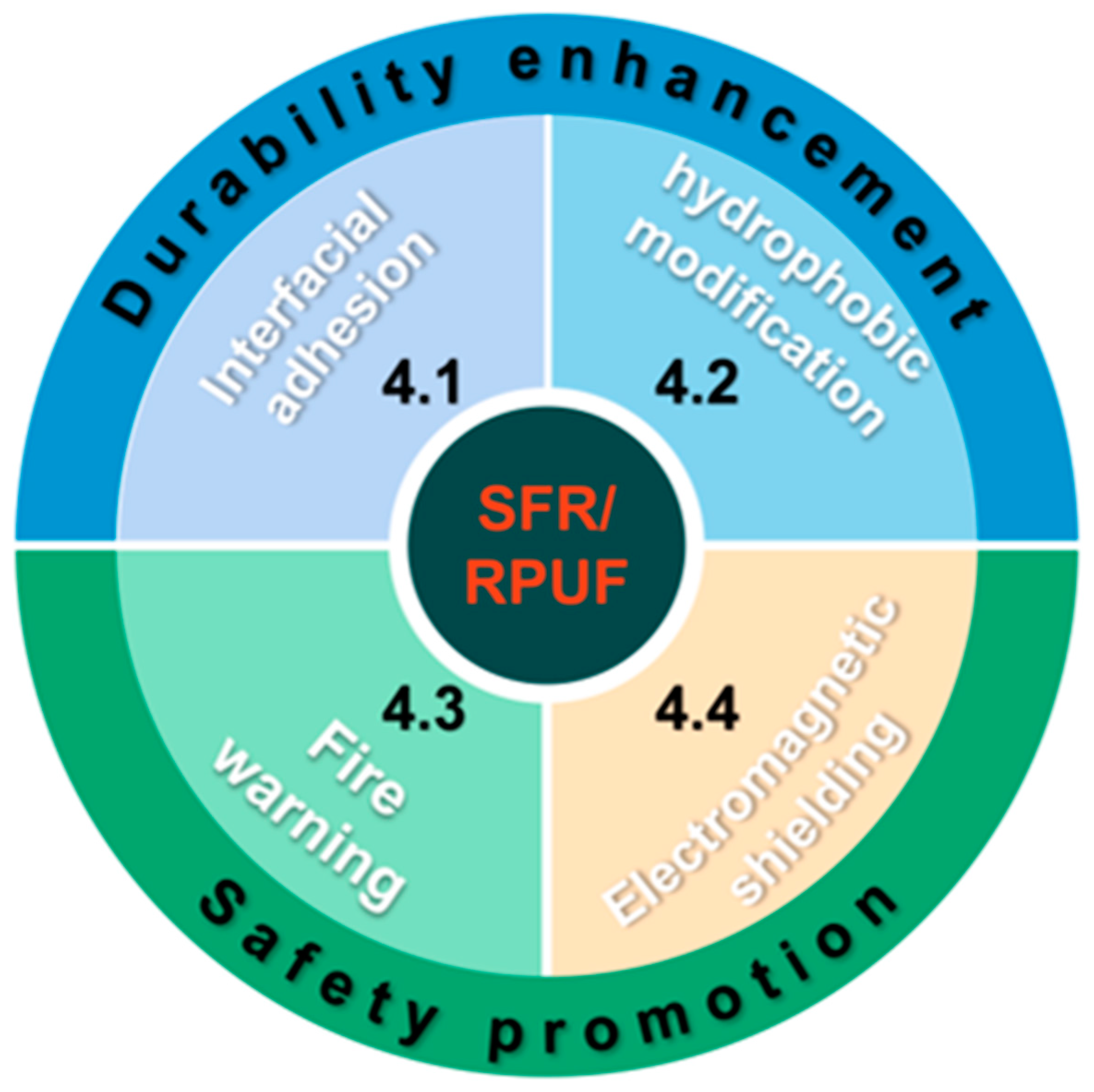
4. Modification of SFR/RPUF
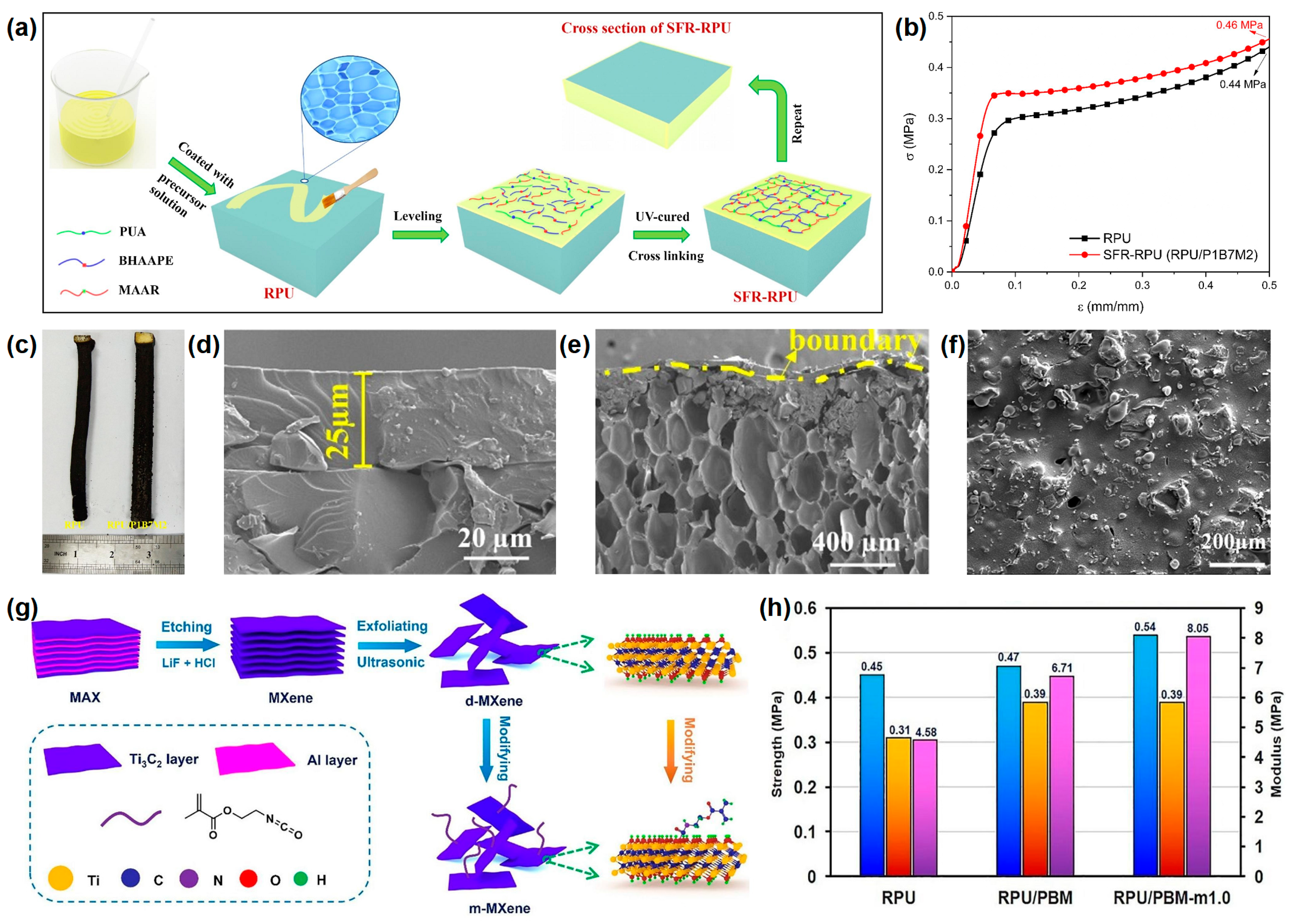
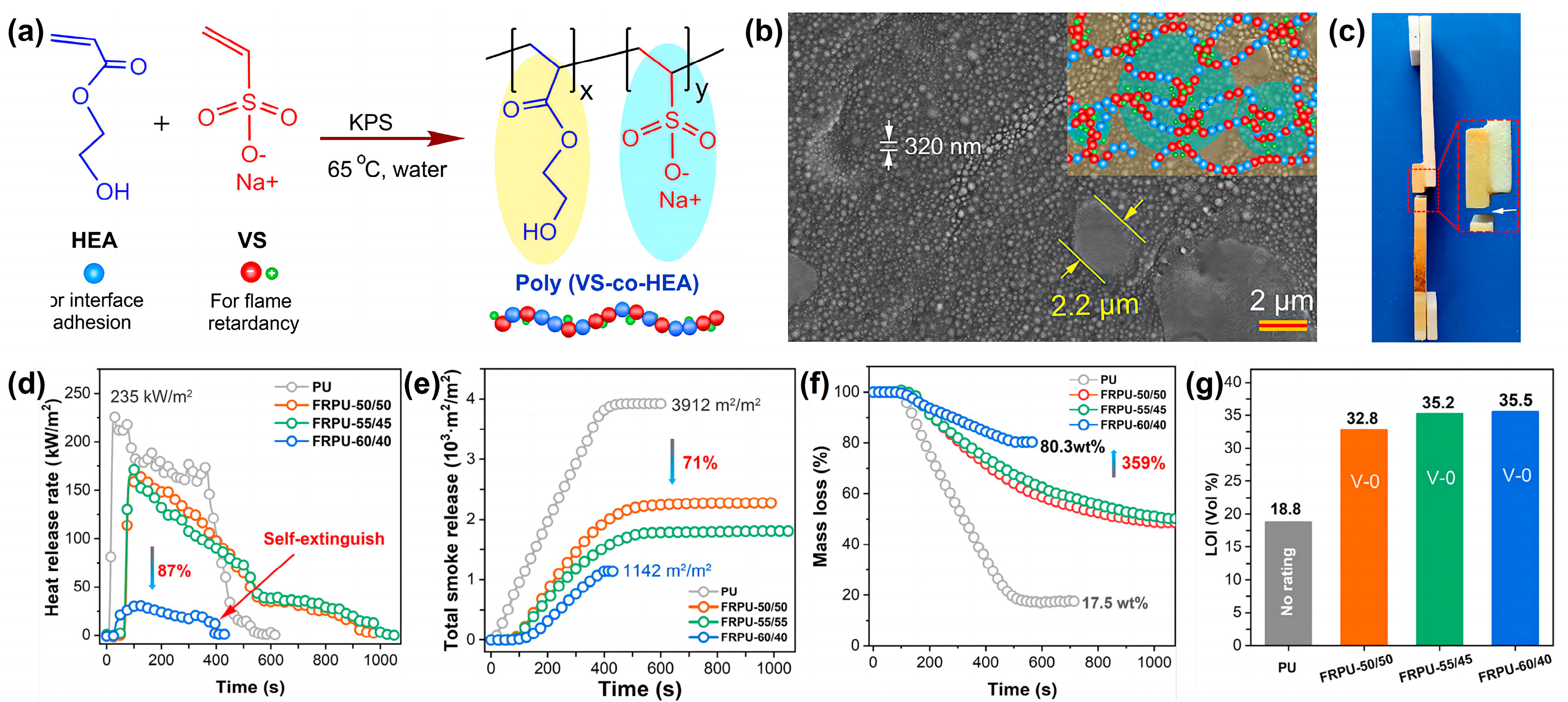
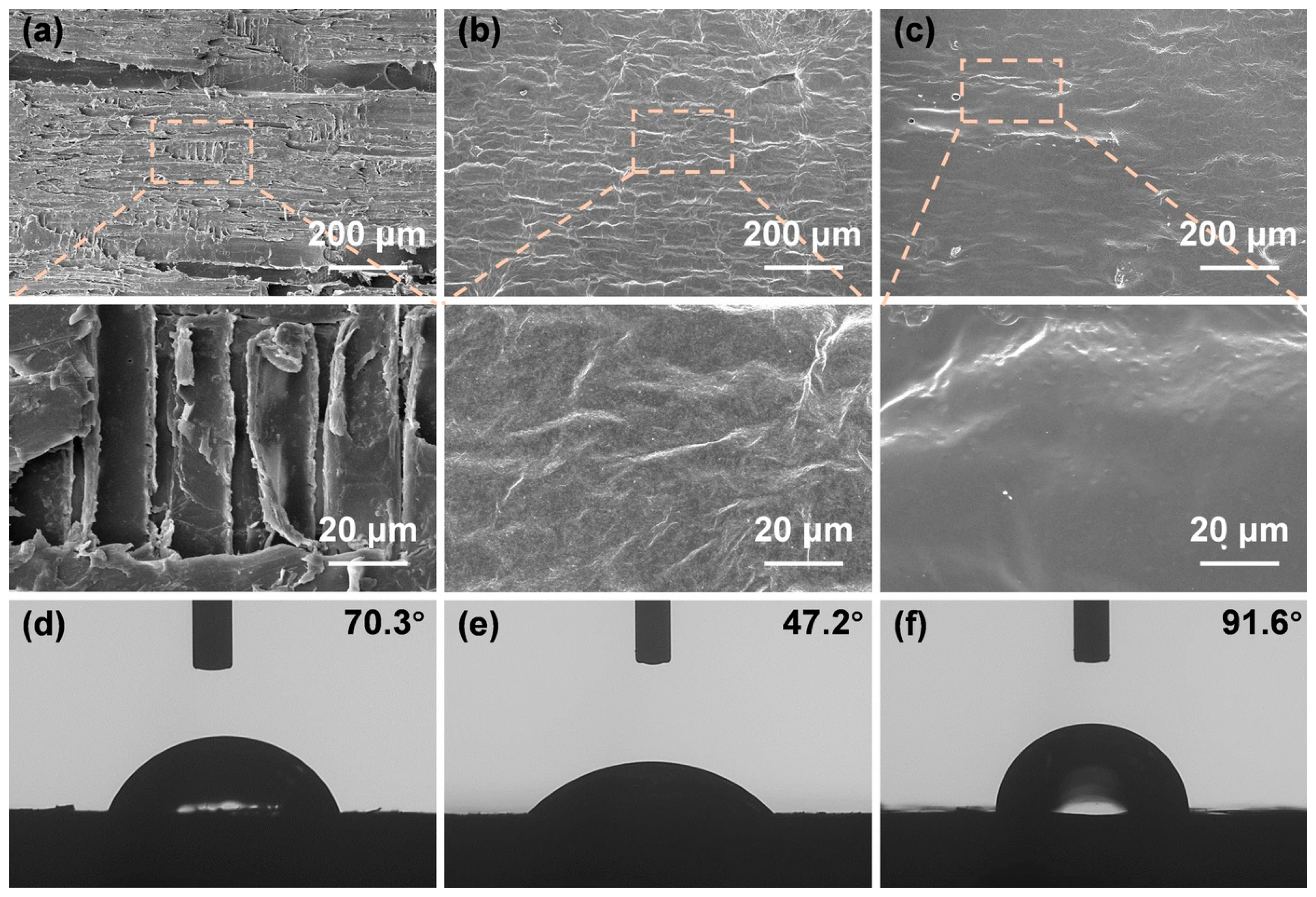
4.1. Interfacial Adhesion Property
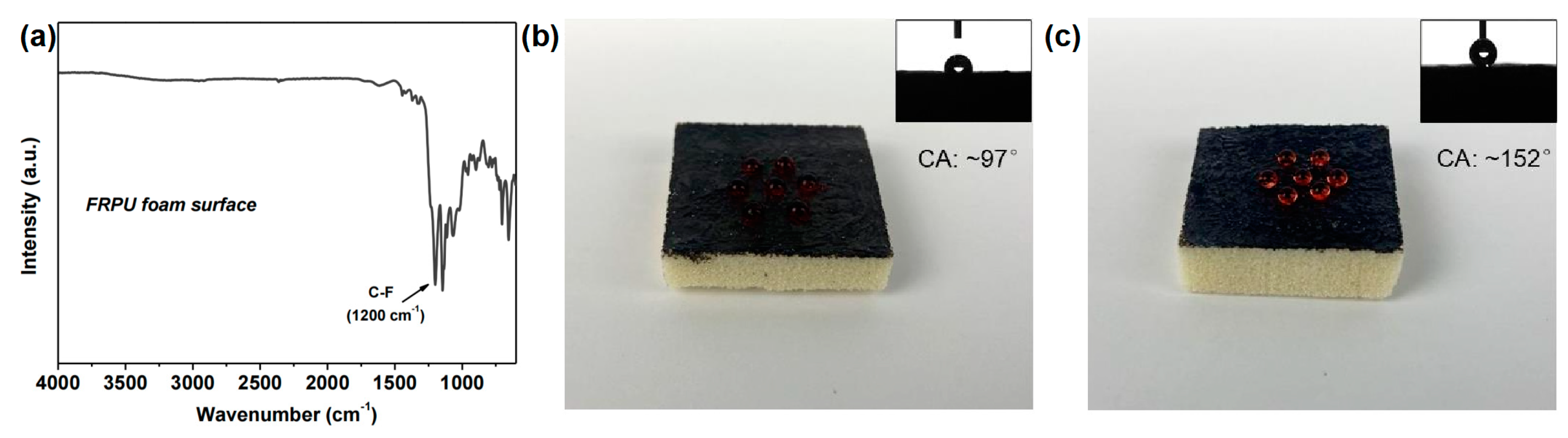
4.2. Hydrophobic Modification
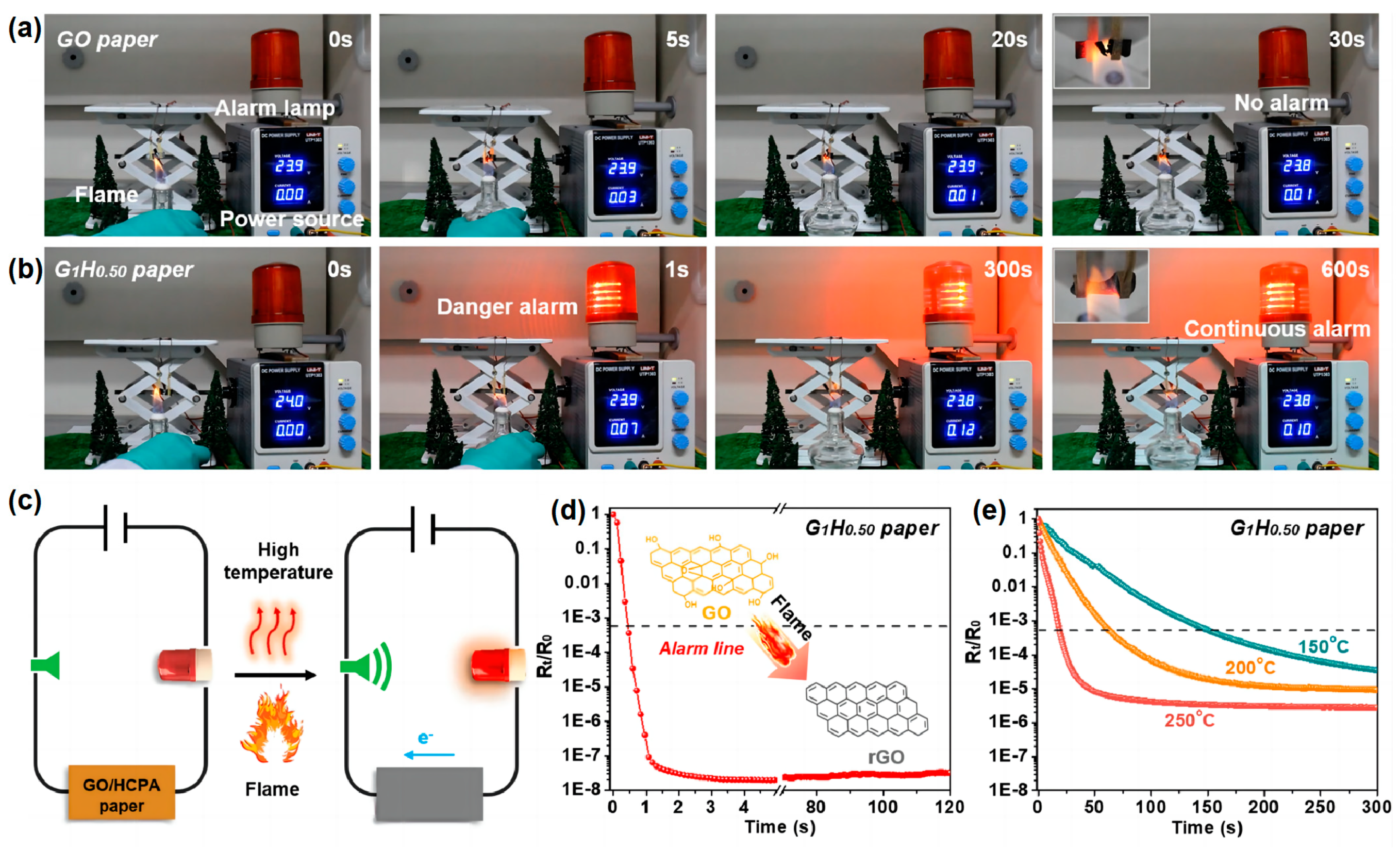
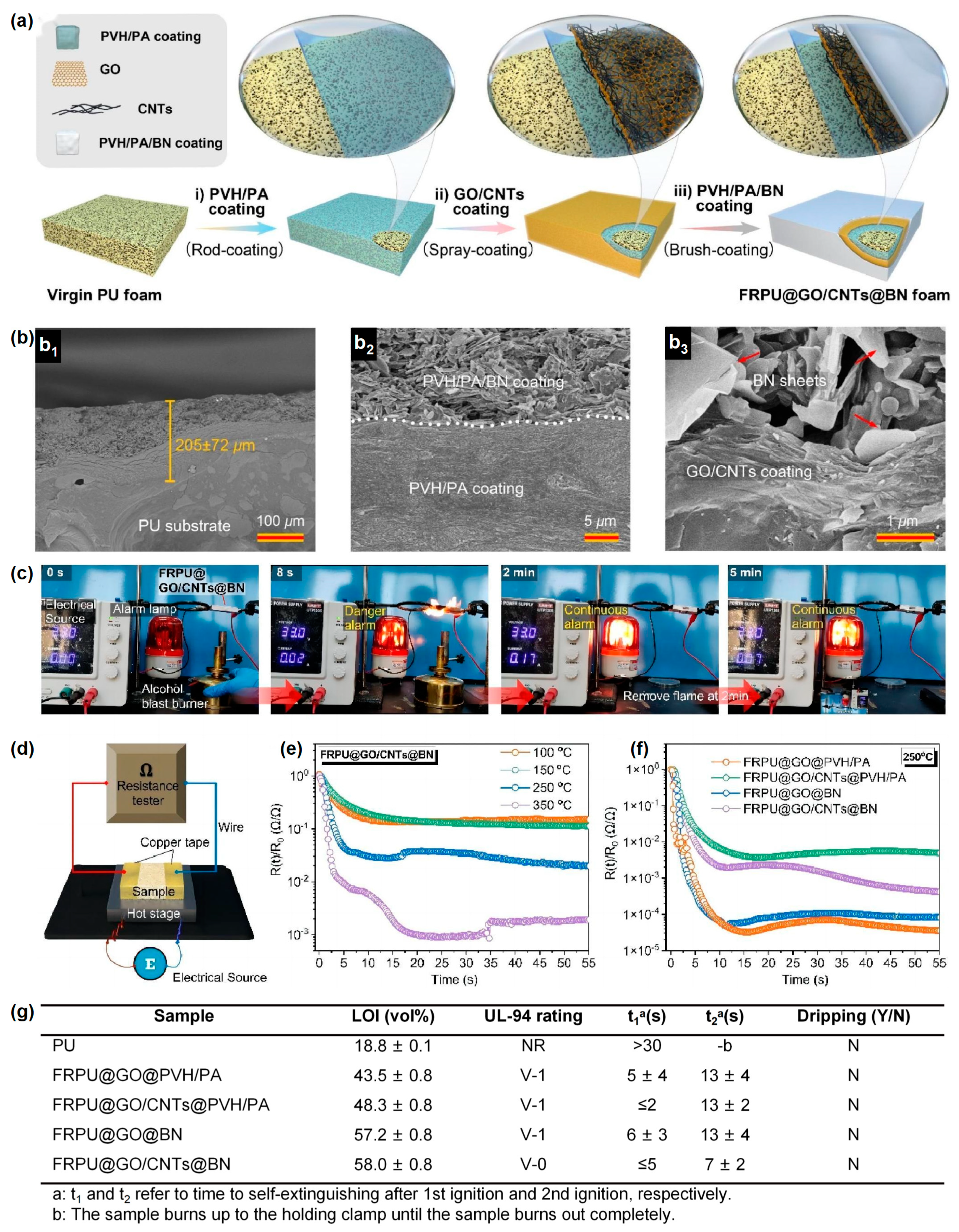
4.3. Fire Warning
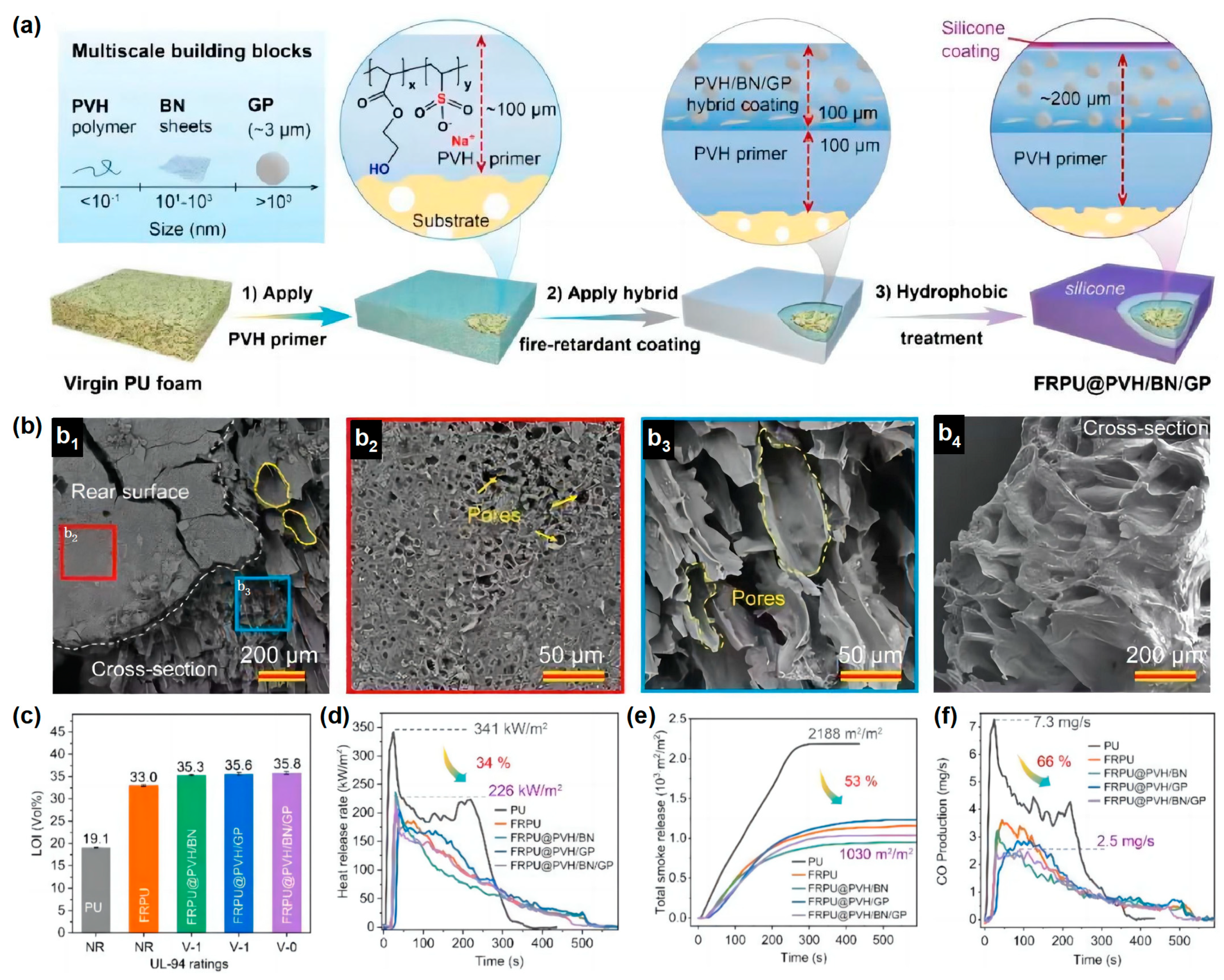
4.4. Electromagnetic Shielding
5. Summary and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Wang, G.; Liu, D.; Wang, Y. Applications of Rigid Polyurethane foam Insulation Materials in Architectural Energy Conservation. Adv. Mater. Res. 2012, 608-609, 1783–1785. [Google Scholar] [CrossRef]
- Xu, Z.; Duan, L.; Hou, Y.; Chu, F.; Jiang, S.; Hu, W.; Song, L. The Influence of Carbon-Encapsulated Transition Metal Oxide Microparticles On Reducing Toxic Gases Release and Smoke Suppression of Rigid Polyurethane Foam Composites. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105815. [Google Scholar] [CrossRef]
- Zhang, W.; Zhao, Z.; Lei, Y.; Cui, Y.; Li, X. Smoke-Suppressant and Flame-Retardant Rigid Polyurethane Foam Obtained Via Processing Based On Saccharomycetes Fungus and Ammonium Molybdate. Mater. Res. Express 2021, 8, 15305. [Google Scholar] [CrossRef]
- Liu, B.W.; Zhao, H.B.; Wang, Y.Z. Advanced Flame-Retardant Methods for Polymeric Materials. Adv. Mater. 2022, 34, 2107905. [Google Scholar] [CrossRef]
- Thirumal, M.; Singha, N.K.; Khastgir, D.; Manjunath, B.S.; Naik, Y.P. Halogen-Free Flame-Retardant Rigid Polyurethane Foams: Effect of Alumina Trihydrate and Triphenylphosphate On the Properties of Polyurethane Foams. J. Appl. Polym. Sci. 2010, 116, 2260–2268. [Google Scholar] [CrossRef]
- Chai, H.; Duan, Q.; Jiang, L.; Sun, J. Effect of Inorganic Additive Flame Retardant On Fire Hazard of Polyurethane Exterior Insulation Material. J. Therm. Anal. Calorim. 2019, 135, 2857–2868. [Google Scholar] [CrossRef]
- Liu, X.; Sui, Y.; Guo, P.; Chen, R.; Mu, J. A Flame Retardant Containing Biomass-Based Polydopamine for High-Performance Rigid Polyurethane Foam. New J. Chem. 2022, 46, 11985–11993. [Google Scholar] [CrossRef]
- Yang, H.; Liu, H.; Jiang, Y.; Chen, M.; Wan, C. Density Effect On Flame Retardancy, Thermal Degradation, and Combustibility of Rigid Polyurethane Foam Modified by Expandable Graphite Or Ammonium Polyphosphate. Polymers 2019, 11, 668. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Wang, X.; Song, L.; Yu, B.; Yuan, Y.; Hu, Y.; Yuen, R.K.K. Aluminum Hypophosphite in Combination with Expandable Graphite as a Novel Flame Retardant System for Rigid Polyurethane Foams. Polym. Adv. Technol. 2014, 25, 1034–1043. [Google Scholar] [CrossRef]
- Yang, H.; Song, L.; Hu, Y.; Yuen, R.K.K. Diphase Flame-Retardant Effect of Ammonium Polyphosphate and Dimethyl Methyl Phosphonate On Polyisocyanurate-Polyurethane Foam. Polym. Adv. Technol. 2018, 29, 2917–2925. [Google Scholar] [CrossRef]
- Zheng, Z.; Yan, J.; Sun, H.; Cheng, Z.; Li, W.; Wang, H.; Cui, X. Preparation and Characterization of Microencapsulated Ammonium Polyphosphate and its Synergistic Flame-Retarded Polyurethane Rigid Foams with Expandable Graphite. Polym. Int. 2014, 63, 84–92. [Google Scholar] [CrossRef]
- Yang, C.; Shao, S. Rigid Polyurethane Foams Containing Modified Ammonium Polyphosphate Having Outstanding Charring Ability and Increased Flame Retardancy. Front. Mater. 2021, 8, 712809. [Google Scholar] [CrossRef]
- Thirumal, M.; Khastgir, D.; Nando, G.B.; Naik, Y.P.; Singha, N.K. Halogen-Free Flame Retardant Puf: Effect of Melamine Compounds On Mechanical, Thermal and Flame Retardant Properties. Polym. Degrad. Stabil. 2010, 95, 1138–1145. [Google Scholar] [CrossRef]
- Xu, Q.; Zhai, H.; Wang, G. Mechanism of Smoke Suppression by Melamine in Rigid Polyurethane Foam. Fire Mater. 2015, 39, 271–282. [Google Scholar] [CrossRef]
- Lu, W.; Zeng, Z.; He, Z.; Liang, Y.; Sun, Y.; Song, S.; Wang, L.; Liu, R. A Highly Efficient Melamine/Red Phosphorus Flame Retardant for Polyurethane-Based Foams. J. Appl. Polym. Sci. 2023, 140, e53546. [Google Scholar] [CrossRef]
- Zhang, M.; Luo, Z.; Zhang, J.; Chen, S.; Zhou, Y. Effects of a Novel Phosphorus–Nitrogen Flame Retardant On Rosin-Based Rigid Polyurethane Foams. Polym. Degrad. Stabil. 2015, 120, 427–434. [Google Scholar] [CrossRef]
- Xing, Y.; Li, Y.; Lin, Z.; Ma, X.; Qu, H.; Fan, R. Synthesis and Characterization of Bio-Based Intumescent Flame Retardant and its Application in Polyurethane. Fire Mater. 2020, 44, 814–824. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, B.; Liu, M.; Yang, Y.; Liu, X.; Chen, D.; Wang, B.; Tang, G.; Liu, X. Fire Performance of Piperazine Phytate Modified Rigid Polyurethane Foam Composites. Polym. Adv. Technol. 2021, 32, 4531–4546. [Google Scholar] [CrossRef]
- Qian, X.; Liu, Q.; Zhang, L.; Li, H.; Liu, J.; Yan, S. Synthesis of Reactive Dopo-Based Flame Retardant and its Application in Rigid Polyisocyanurate-Polyurethane Foam. Polym. Degrad. Stabil. 2022, 197, 109852. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, C.; Shi, Y.; Song, L.; Hu, Y.; Hu, W. Highly-Efficient Reinforcement and Flame Retardancy of Rigid Polyurethane Foam with Phosphorus-Containing Additive and Nitrogen-Containing Compound. Mater. Chem. Phys. 2018, 211, 42–53. [Google Scholar] [CrossRef]
- Zhu, M.; Ma, Z.; Liu, L.; Zhang, J.; Huo, S.; Song, P. Recent Advances in Fire-Retardant Rigid Polyurethane Foam. J. Mater. Sci. Technol. 2022, 112, 315–328. [Google Scholar] [CrossRef]
- Wu, N.; Niu, F.; Lang, W.; Yu, J.; Fu, G. Synthesis of Reactive Phenylphosphoryl Glycol Ether Oligomer and Improved Flame Retardancy and Mechanical Property of Modified Rigid Polyurethane Foams. Mater. Des. 2019, 181, 107929. [Google Scholar] [CrossRef]
- Chi, J.; Zhang, Y.; Tu, F.; Sun, J.; Zhi, H.; Yang, J. The Synergistic Flame-Retardant Behaviors of Soybean Oil Phosphate-Based Polyols and Modified Ammonium Polyphosphate in Polyurethane Foam. J. Polym. Res. 2023, 30, 84. [Google Scholar] [CrossRef]
- Yuan, Y.; Yang, H.; Yu, B.; Shi, Y.; Wang, W.; Song, L.; Hu, Y.; Zhang, Y. Phosphorus and Nitrogen-Containing Polyols: Synergistic Effect On the Thermal Property and Flame Retardancy of Rigid Polyurethane Foam Composites. Ind. Eng. Chem. Res. 2016, 55, 10813–10822. [Google Scholar] [CrossRef]
- Das, S.; Kumar, S.; Samal, S.K.; Mohanty, S.; Nayak, S.K. A Review On Superhydrophobic Polymer Nanocoatings: Recent Development and Applications. Ind. Eng. Chem. Res. 2018, 57, 2727–2745. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, Y.; Zhang, X.; Wu, H.; Shen, J.; Chen, R.; Xiong, Y.; Li, J.; Guo, S. Progress On the Layer-by-Layer Assembly of Multilayered Polymer Composites: Strategy, Structural Control and Applications. Prog. Polym. Sci. 2019, 89, 76–107. [Google Scholar] [CrossRef]
- Eremina, T.; Korolchenko, D.; Minaylov, D. Experimental Evaluation of Fire Resistance Limits for Steel Constructions with Fire-Retardant Coatings at Various Fire Conditions. Sustainability 2022, 14, 1962. [Google Scholar] [CrossRef]
- Li, F. Comprehensive Review of Recent Research Advances On Flame-Retardant Coatings for Building Materials: Chemical Ingredients, Micromorphology, and Processing Techniques. Molecules 2023, 28, 1842. [Google Scholar] [CrossRef]
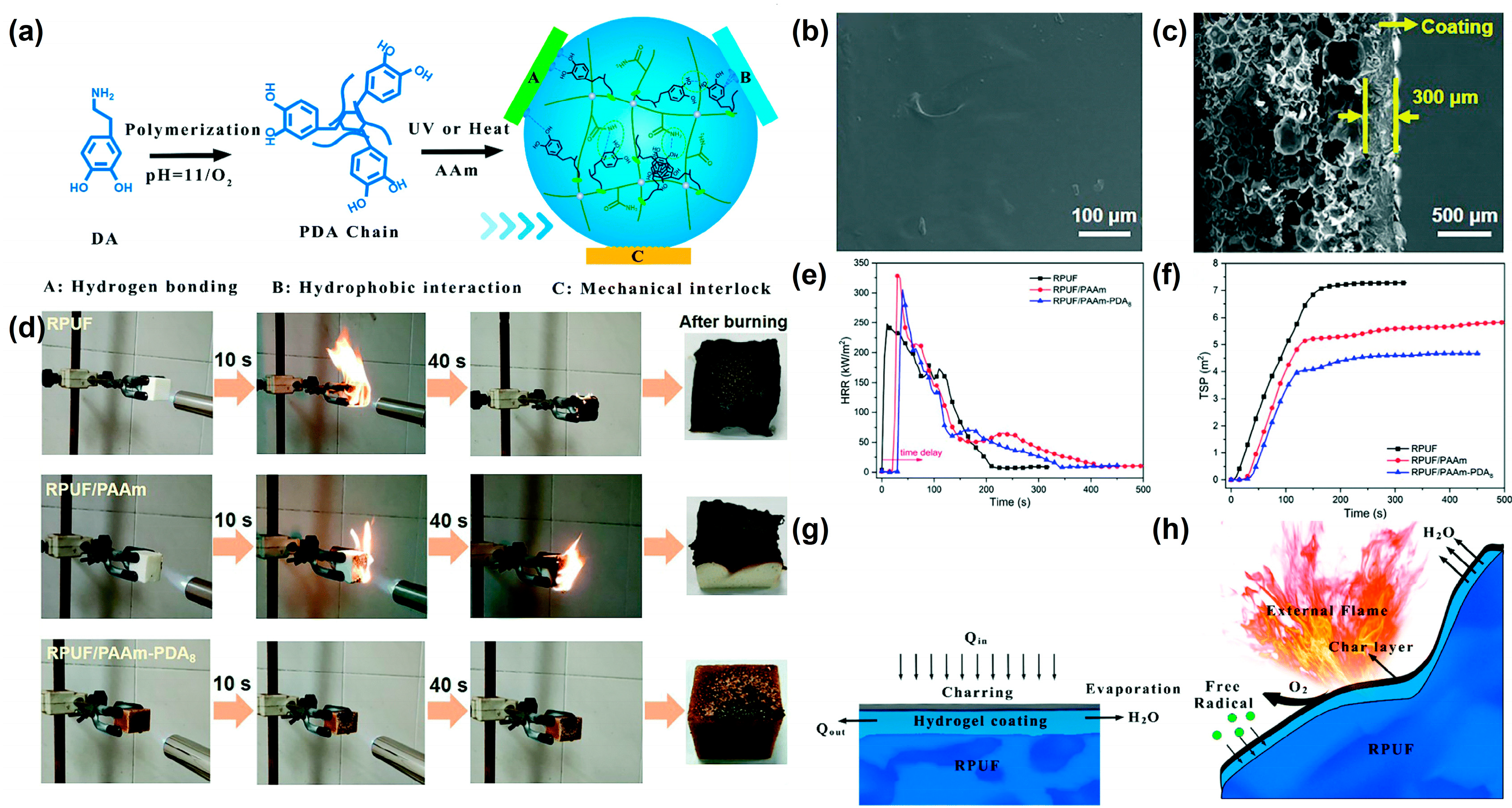
- Huang, Y.; Zhou, J.; Sun, P.; Zhang, L.; Qian, X.; Jiang, S.; Shi, C. Green, Tough and Highly Efficient Flame-Retardant Rigid Polyurethane Foam Enabled by Double Network Hydrogel Coatings. Soft Matter 2021, 17, 10555–10565. [Google Scholar] [CrossRef]
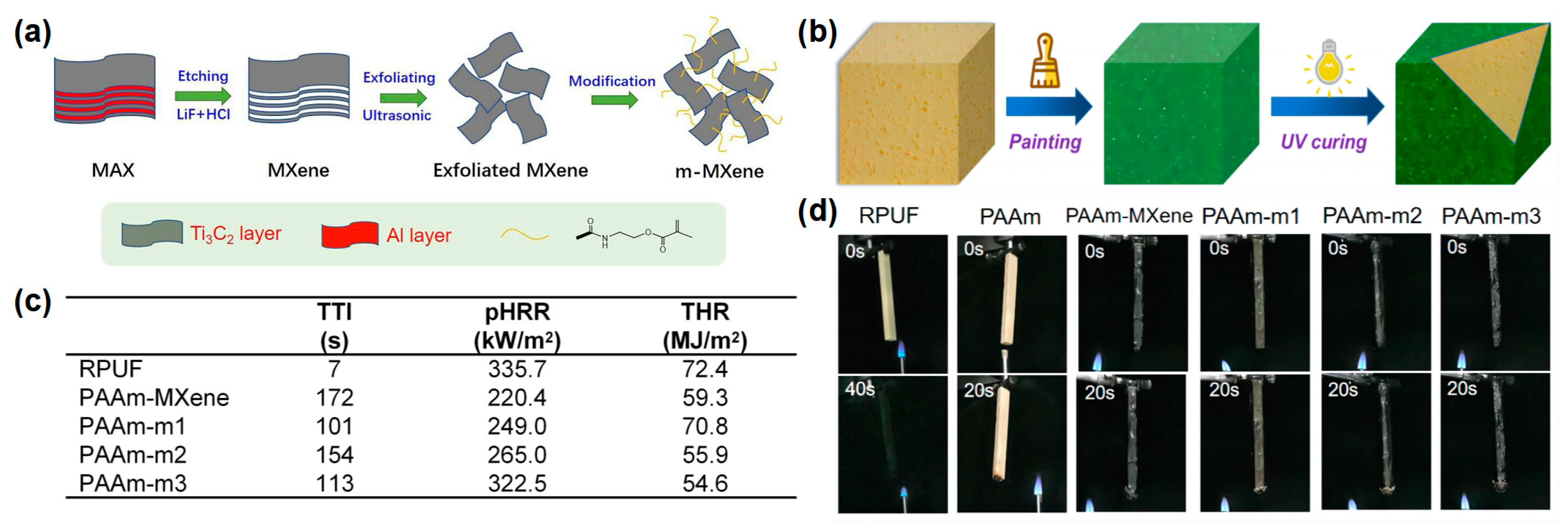
- Chen, B.; Yang, L. Enhanced Flame Retardancy of Rigid Polyurethane Foams by Polyacrylamide/Mxene Hydrogel Nanocomposite Coating. Int. J. Mol. Sci. 2022, 23, 12632. [Google Scholar] [CrossRef]
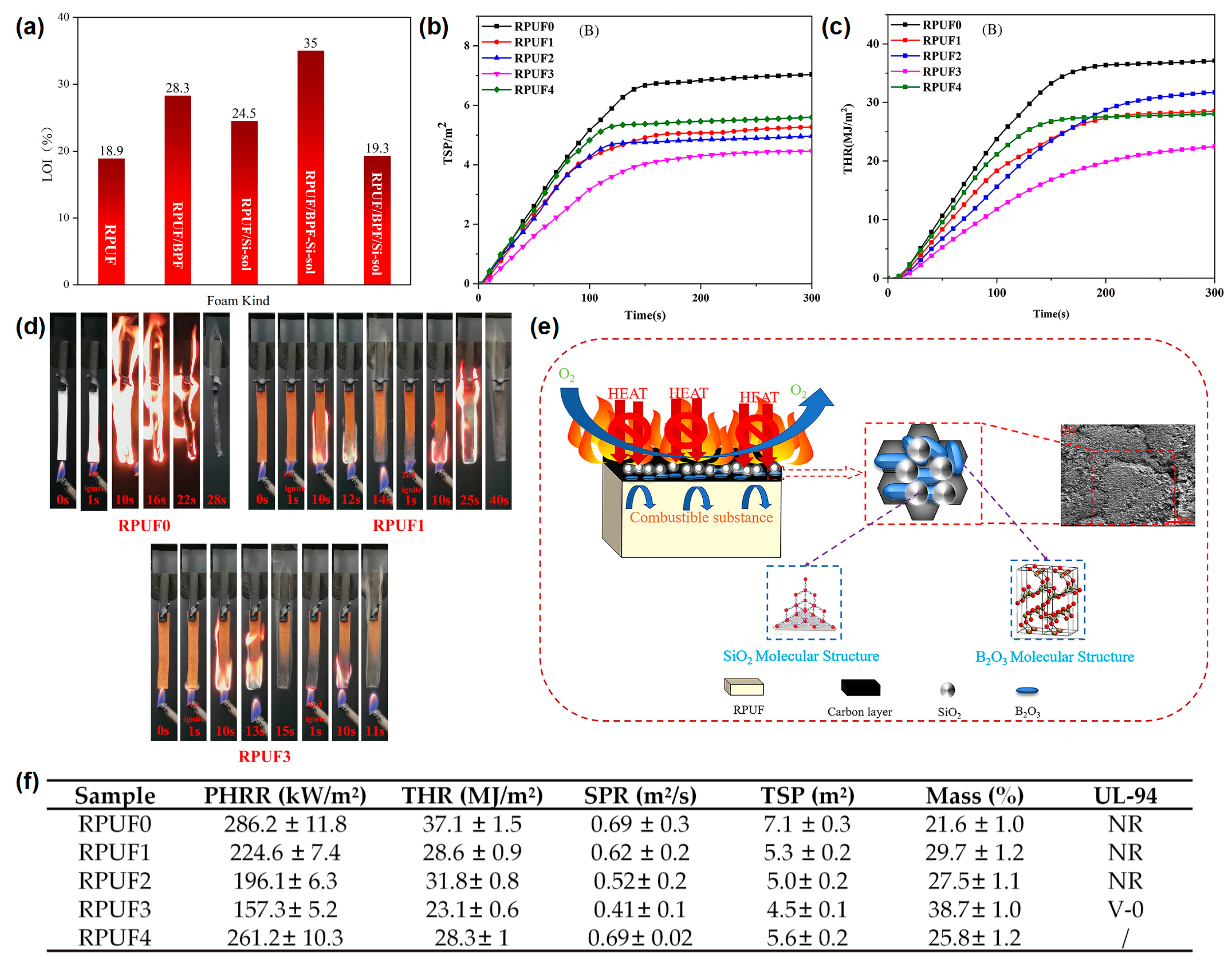
- Xu, W.; Zhong, D.; Chen, R.; Cheng, Z.; Qiao, M. Boron Phenolic Resin/Silica Sol Coating Gives Rigid Polyurethane Foam Excellent and Long-Lasting Flame-Retardant Properties. Polym. Adv. Technol. 2021, 32, 4029–4040. [Google Scholar] [CrossRef]
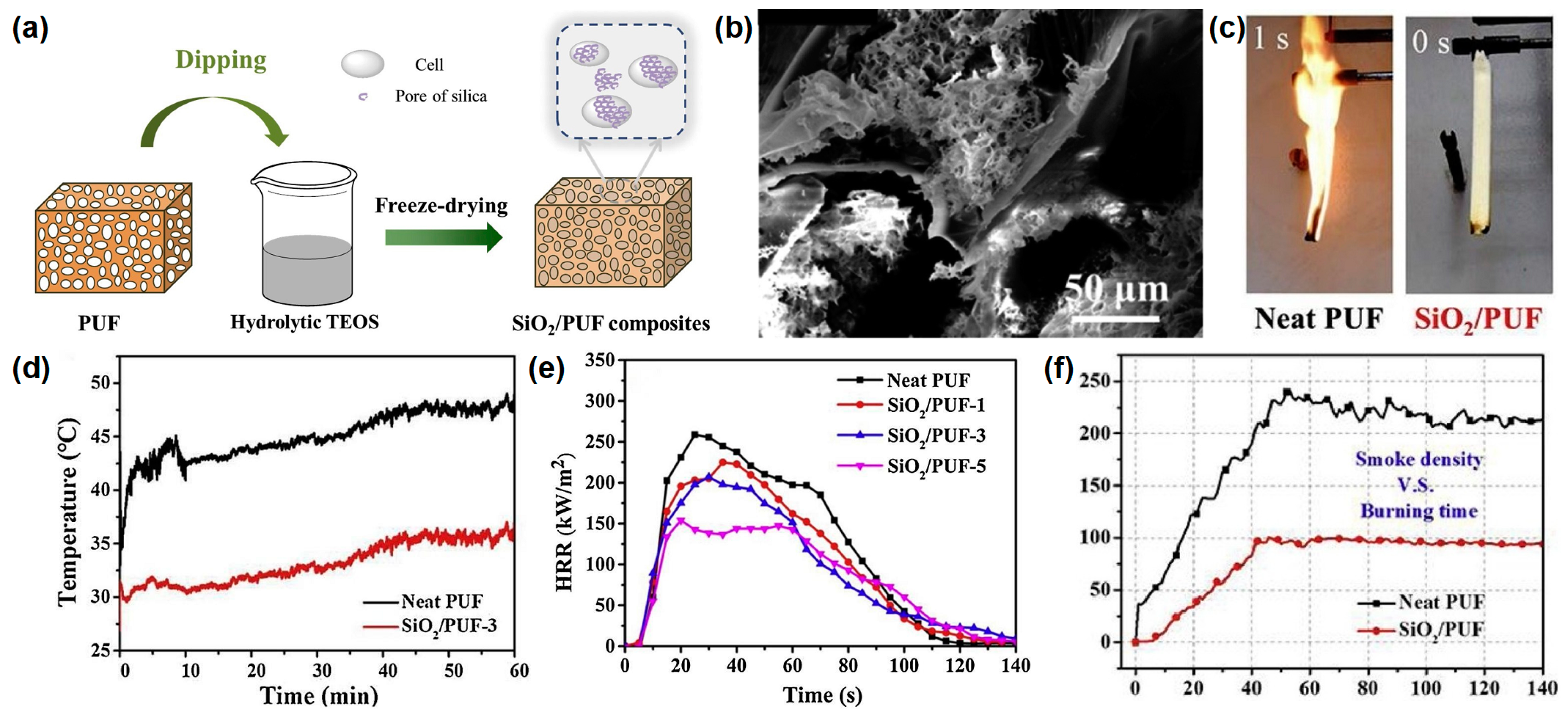
- Li, M.; Wang, S.; Han, L.; Yuan, W.; Cheng, J.; Zhang, A.; Zhao, H.; Wang, Y. Hierarchically Porous Sio2/Polyurethane Foam Composites Towards Excellent Thermal Insulating, Flame-Retardant and Smoke-Suppressant Performances. J. Hazard. Mater. 2019, 375, 61–69. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Wang, X.; Wang, X.; Li, H.; Sun, J.; Sun, W.; Yao, Y.; Gu, X.; Zhang, S. Surface Coated Rigid Polyurethane Foam with Durable Flame Retardancy and Improved Mechanical Property. Chem. Eng. J. 2020, 385, 123755. [Google Scholar] [CrossRef]
- Liu, H.; Yang, H.; Chen, M.; Jiang, Y.; Wan, C. An Effective Approach to Reducing Fire Hazards of Rigid Polyurethane Foam: Fire Protective Coating. J. Coat. Technol. Res. 2019, 16, 257–261. [Google Scholar] [CrossRef]
- Miao, Z.; Yan, D.; Zhang, T.; Yang, F.; Zhang, S.; Liu, W.; Wu, Z. High-Efficiency Flame Retardants of a P-N-Rich Polyphosphazene Elastomer Nanocoating On Cotton Fabric. Acs Appl. Mater. Interfaces 2021, 13, 32094–32105. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, J.; Maluk, C.; Yu, Y.; Seraji, S.M.; Yu, B.; Wang, H.; Song, P. A Lava-Inspired Micro/Nano-Structured Ceramifiable Organic-Inorganic Hybrid Fire-Extinguishing Coating. Matter 2022, 5, 911–932. [Google Scholar] [CrossRef]
- Cheng, H.; Yue, K.; Kazemzadeh-Narbat, M.; Liu, Y.; Khalilpour, A.; Li, B.; Zhang, Y.S.; Annabi, N.; Khademhosseini, A. Mussel-Inspired Multifunctional Hydrogel Coating for Prevention of Infections and Enhanced Osteogenesis. Acs Appl. Mater. Interfaces 2017, 9, 11428–11439. [Google Scholar] [CrossRef] [Green Version]
- Qi, X.; Guan, Y.; Chen, G.; Zhang, B.; Ren, J.; Peng, F.; Sun, R. A Non-Covalent Strategy for Montmorillonite/Xylose Self-Healing Hydrogels. Rsc Adv. 2015, 5, 416–4112. [Google Scholar] [CrossRef]
- Liu, Y.; Pan, Y.; Wang, X.; Acuña, P.; Zhu, P.; Wagenknecht, U.; Heinrich, G.; Zhang, X.; Wang, R.; Wang, D. Effect of Phosphorus-Containing Inorganic–Organic Hybrid Coating On the Flammability of Cotton Fabrics: Synthesis, Characterization and Flammability. Chem. Eng. J. 2016, 294, 167–175. [Google Scholar] [CrossRef]
- Cheng, W.; Hu, X.; Xie, J.; Zhao, Y. An Intelligent Gel Designed to Control the Spontaneous Combustion of Coal: Fire Prevention and Extinguishing Properties. Fuel 2017, 210, 826–835. [Google Scholar] [CrossRef]
- Yu, Z.; Suryawanshi, A.; He, H.; Liu, J.; Li, Y.; Lin, X.; Sun, Z. Preparation and Characterisation of Fire-Resistant Pnipaam/Sa/Agnp Thermosensitive Network Hydrogels and Laminated Cotton Fabric Used in Firefighter Protective Clothing. Cellulose 2020, 27, 5391–5406. [Google Scholar] [CrossRef]
- Yu, Z.; Liu, J.; He, H.; Ma, S.; Yao, J. Flame-Retardant Pnipaam/Sodium Alginate/Polyvinyl Alcohol Hydrogels Used for Fire-Fighting Application: Preparation and Characteristic Evaluations. Carbohydr. Polym. 2021, 255, 117485. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.; Liu, J.; Suryawanshi, A.; He, H.; Wang, Y.; Zhao, Y. Thermal Insulating and Fire-Retarding Behavior of Treated Cotton Fabrics with a Novel High Water-Retaining Hydrogel Used in Thermal Protective Clothing. Cellulose 2021, 28, 2581–2597. [Google Scholar] [CrossRef]
- Wang, L.; Liu, Z.; Yang, H.; Li, H.; Yu, M.; He, T.; Luo, Z.; Liu, F. A Novel Biomass Thermoresponsive Konjac Glucomannan Composite Gel Developed to Control the Coal Spontaneous Combustion: Fire Prevention and Extinguishing Properties. Fuel 2021, 306, 121757. [Google Scholar] [CrossRef]
- Xiao, G.; Li, F.; Li, Y.; Chen, C.; Chen, C.; Liu, Q.; Chen, W. A Novel Biomass Material Composite Hydrogel Based On Sodium Alginate. Colloids Surf. A Physicochem. Eng. Asp. 2022, 648, 129383. [Google Scholar] [CrossRef]
- Pirzada, T.; Ashrafi, Z.; Xie, W.; Khan, S.A. Cellulose Silica Hybrid Nanofiber Aerogels: From Sol–Gel Electrospun Nanofibers to Multifunctional Aerogels. Adv. Funct. Mater. 2020, 30, 1907359. [Google Scholar] [CrossRef]
- Bo, G.; Xu, X.; Tian, X.; Wu, J.; He, X.; Xu, L.; Yan, Y. Enhancing the Flame Retardancy for Castor Oil-Based Rigid Polyurethane Foams Via Silica Aerogel. J. Non-Cryst. Solids 2021, 562, 120783. [Google Scholar] [CrossRef]
- Niu, Q.; Yue, X.; Cao, W.; Guo, Z.; Fang, Z.; Chen, P.; Li, J. Interfacial Silicon-Nitrogen Aerogel Raise Flame Retardancy of Bamboo Fiber Reinforced Polylactic Acid Composites. Int. J. Biol. Macromol. 2022, 222, 2697–2708. [Google Scholar] [CrossRef]
- Bo, G.; Xu, X.; Tian, X.; Wu, J.; Yan, Y. Enhancing the Fire Safety and Smoke Safety of Bio–Based Rigid Polyurethane Foam Via Inserting a Reactive Flame Retardant Containing P@N and Blending Silica Aerogel Powder. Polymers 2021, 13, 2140. [Google Scholar] [CrossRef]
- Chen, H.; Shen, P.; Chen, M.; Zhao, H.; Schiraldi, D.A. Highly Efficient Flame Retardant Polyurethane Foam with Alginate/Clay Aerogel Coating. Acs Appl. Mater. Interfaces 2016, 8, 32557–32564. [Google Scholar] [CrossRef]
- Köklükaya, O.; Carosio, F.; Wågberg, L. Superior Flame-Resistant Cellulose Nanofibril Aerogels Modified with Hybrid Layer-by-Layer Coatings. Acs Appl. Mater. Interfaces 2017, 9, 29082–29092. [Google Scholar] [CrossRef] [PubMed]
- Xue, B.; Yang, S.; Qin, R.; Deng, S.; Niu, M.; Zhang, L. Effect of a Graphene-App Composite Aerogel Coating On the Polyester Fabric for Outstanding Flammability. Prog. Org. Coat. 2022, 172, 107130. [Google Scholar] [CrossRef]
- Zhu, Z.; Niu, Y.; Wang, S.; Su, M.; Long, Y.; Sun, H.; Liang, W.; Li, A. Magnesium Hydroxide Coated Hollow Glass Microspheres/Chitosan Composite Aerogels with Excellent Thermal Insulation and Flame Retardancy. J. Colloid Interface Sci. 2022, 612, 35–42. [Google Scholar] [CrossRef] [PubMed]
- Chattopadhyay, D.K.; Webster, D.C. Thermal Stability and Flame Retardancy of Polyurethanes. Prog. Polym. Sci. 2009, 34, 1068–1133. [Google Scholar] [CrossRef]
- Yadav, A.; de Souza, F.M.; Dawsey, T.; Gupta, R.K. Recent Advancements in Flame-Retardant Polyurethane Foams: A Review. Ind. Eng. Chem. Res. 2022, 61, 15046–15065. [Google Scholar] [CrossRef]
- Kandola, B.K.; Horrocks, A.R. Complex Char Formation in Flame-Retarded Fibre-Intumescent Combinations—Ii. Thermal Analytical Studies. Polym. Degrad. Stabil. 1996, 54, 289–303. [Google Scholar] [CrossRef]
- Huang, Y.; Jiang, S.; Liang, R.; Liao, Z.; You, G. A Green Highly-Effective Surface Flame-Retardant Strategy for Rigid Polyurethane Foam: Transforming Uv-Cured Coating Into Intumescent Self-Extinguishing Layer. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105534. [Google Scholar] [CrossRef]
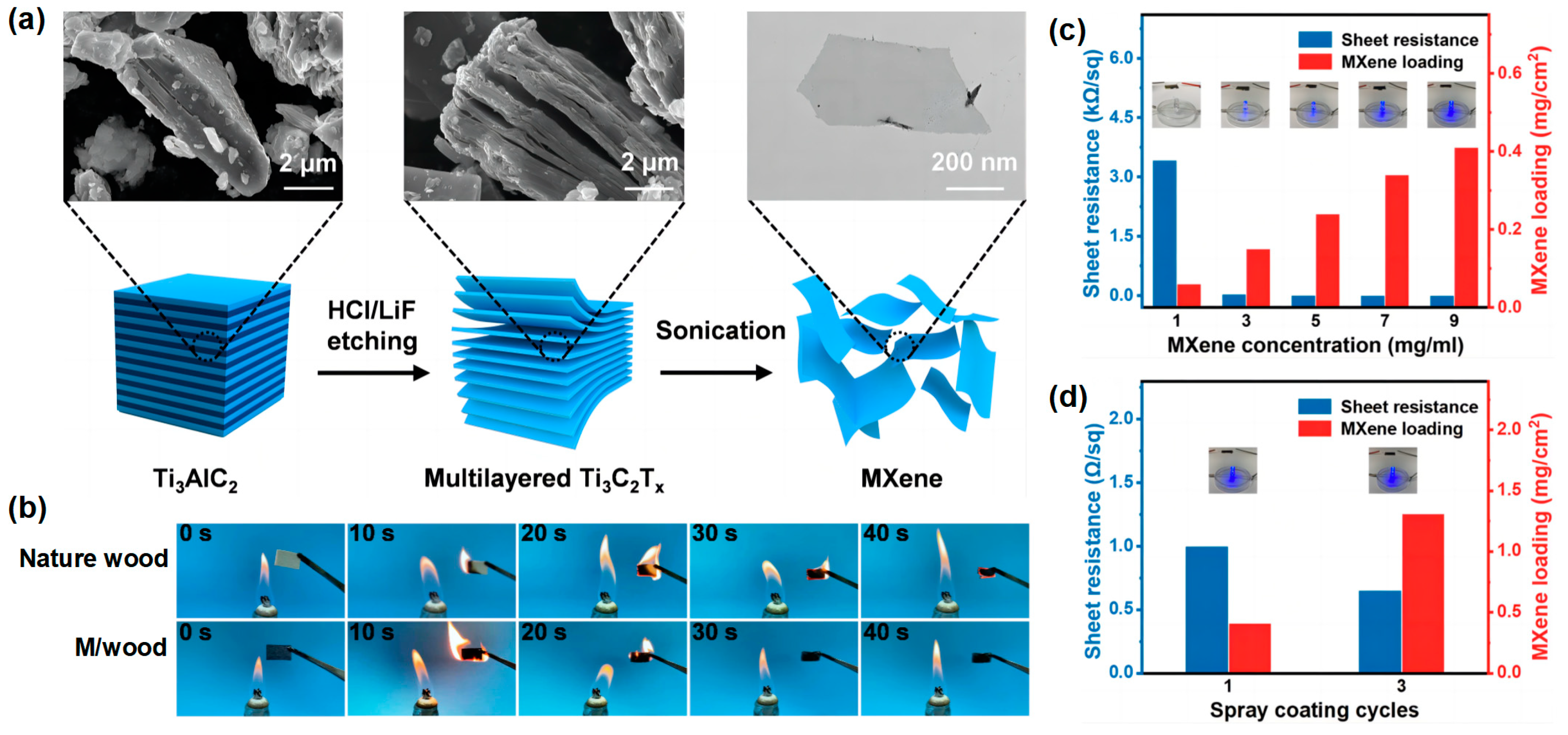
- Huang, Y.; Jiang, S.; Liang, R.; Sun, P.; Hai, Y.; Zhang, L. Thermal-Triggered Insulating Fireproof Layers: A Novel Fire-Extinguishing Mxene Composites Coating. Chem. Eng. J. 2020, 391, 123621. [Google Scholar] [CrossRef]
- Pan, Y.; Luo, Z.; Wang, B. Cross-Linking Modification of Ammonium Polyphosphate Via Ionic Exchange and Self-Assembly for Enhancing the Fire Safety Properties of Polypropylene. Polymers 2020, 12, 2761. [Google Scholar] [CrossRef]
- Ding, S.; Liu, P.; Zhang, S.; Ding, Y.; Wang, F.; Gao, C.; Yang, M. Preparation and Characterization of Cyclodextrin Microencapsulated Ammonium Polyphosphate and its Application in Flame Retardant Polypropylene. J. Appl. Polym. Sci. 2020, 137, 49001. [Google Scholar] [CrossRef]
- Zhang, L.; Yi, D.; Hao, J. Poly (Diallyldimethylammonium) and Polyphosphate Polyelectrolyte Complexes as an All-in-One Flame Retardant for Polypropylene. Polym. Adv. Technol. 2019, 31, 260–272. [Google Scholar] [CrossRef]
- Vahabi, H.; Rastin, H.; Movahedifar, E.; Antoun, K.; Brosse, N.; Saeb, M.R. Flame Retardancy of Bio-Based Polyurethanes: Opportunities and Challenges. Polymers 2020, 12, 1234. [Google Scholar] [CrossRef] [PubMed]
- Shi, X.; Jiang, S.; Hu, Y.; Peng, X.; Yang, H.; Qian, X. Phosphorylated Chitosan-Cobalt Complex: A Novel Green Flame Retardant for Polylactic Acid. Polym. Adv. Technol. 2018, 29, 860–866. [Google Scholar] [CrossRef]
- Li, M.; Hu, X.; Yang, J.; Yang, H.; Yuan, Y. Facile Synthesis of a Novel Bio-Based P-N Containing Flame Retardant for Effectively Reducing the Fire Hazards of Epoxy Resin. J. Renew. Mater. 2022, 10, 2639–2654. [Google Scholar] [CrossRef]
- Tsuyumoto, I.; Miura, Y.; Nirei, M.; Ikurumi, S.; Kumagai, T. Highly Flame Retardant Coating Consisting of Starch and Amorphous Sodium Polyborate. J. Mater. Sci. 2011, 46, 5371–5377. [Google Scholar] [CrossRef]
- Tsuyumoto, I. Flame-Retardant Coatings for Rigid Polyurethane Foam Based On Mixtures of Polysaccharides and Polyborate. J. Coat. Technol. Res. 2021, 18, 155–162. [Google Scholar] [CrossRef]
- Jeong, S.H.; Heo, J.H.; Lee, J.W.; Kim, M.J.; Park, C.H.; Lee, J.H. Bioinspired Adenosine Triphosphate as an “All-in-One” Green Flame Retardant Via Extremely Intumescent Char Formation. Acs Appl. Mater. Interfaces 2021, 13, 22935–22945. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Liu, B.W.; Wang, Y.Z.; Zhao, H.B. Recent Advances in Halogen-Free Flame-Retardant Polyurethane Foams. Acta Polym. Sin. 2022, 53, 842–855. [Google Scholar]
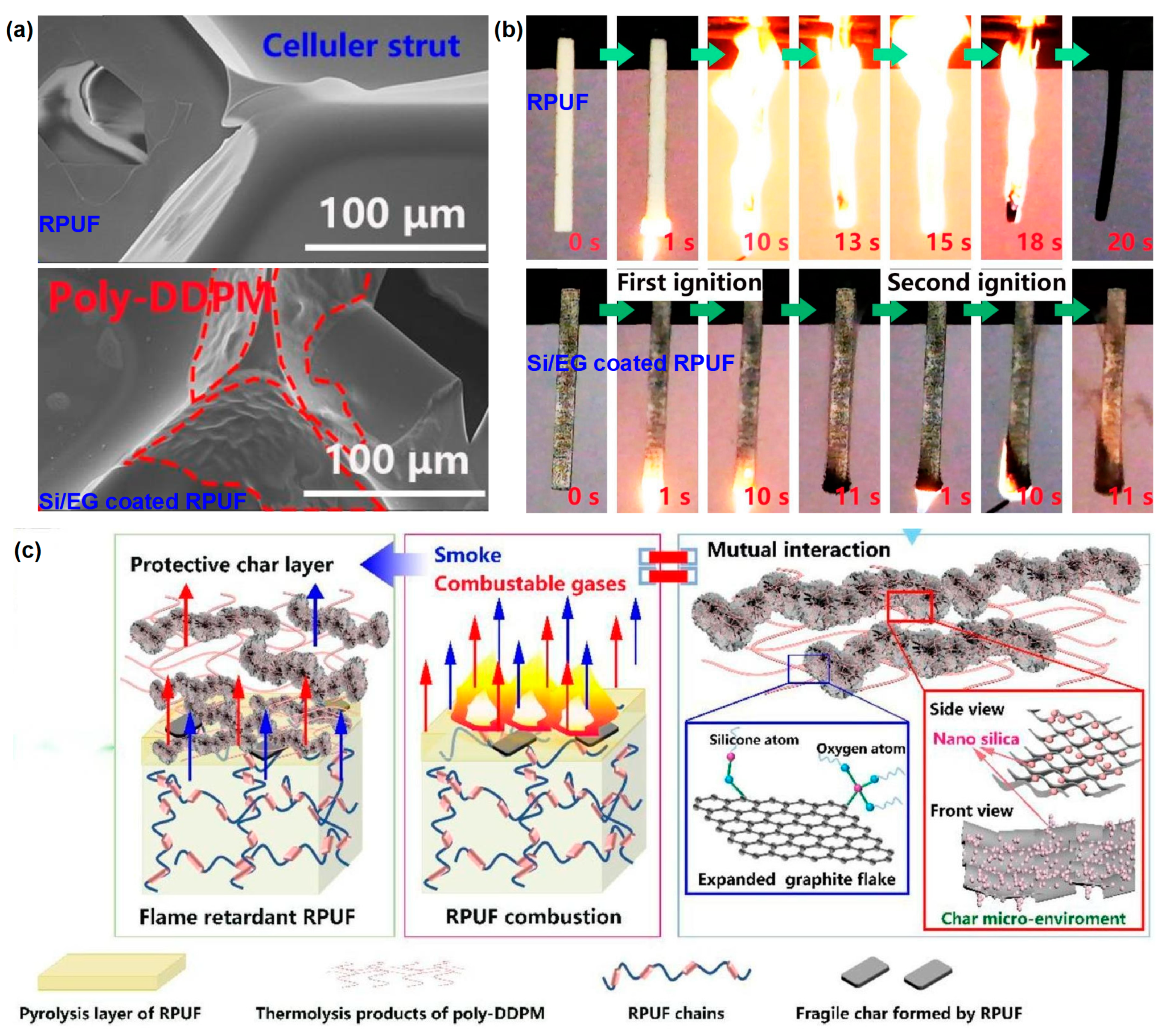
- Ma, Z.; Liu, X.; Xu, X.; Liu, L.; Yu, B.; Maluk, C.; Huang, G.; Wang, H.; Song, P. Bioinspired, Highly Adhesive, Nanostructured Polymeric Coatings for Superhydrophobic Fire-Extinguishing Thermal Insulation Foam. Acs Nano 2021, 15, 11667–11680. [Google Scholar] [CrossRef]
- Sykam, K.; Försth, M.; Sas, G.; Restás, Á.; Das, O. Phytic Acid: A Bio-Based Flame Retardant for Cotton and Wool Fabrics. Ind. Crop. Prod. 2021, 164, 113349. [Google Scholar] [CrossRef]
- Guo, K.; Wu, Q.; Mao, M.; Chen, H.; Zhang, G.; Zhao, L.; Gao, J.; Song, P.; Tang, L. Water-Based Hybrid Coatings Toward Mechanically Flexible, Super-Hydrophobic and Flame-Retardant Polyurethane Foam Nanocomposites with High-Efficiency and Reliable Fire Alarm Response. Compos. Part B Eng. 2020, 193, 108017. [Google Scholar] [CrossRef]
- Cao, C.F.; Yu, B.; Chen, Z.Y.; Qu, Y.X.; Li, Y.T.; Shi, Y.Q.; Ma, Z.W.; Sun, F.N.; Pan, Q.H.; Tang, L.C.; et al. Fire Intumescent, High-Temperature Resistant, Mechanically Flexible Graphene Oxide Network for Exceptional Fire Shielding and Ultra-Fast Fire Warning. Nano-Micro Lett. 2022, 14, 92. [Google Scholar] [CrossRef] [PubMed]
- Wei, Y.; Dai, Z.; Zhang, Y.; Zhang, W.; Gu, J.; Hu, C.; Lin, X. Multifunctional Waterproof Mxene-Coated Wood with High Electromagnetic Shielding Performance. Cellulose 2022, 29, 5883–5893. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, J.; Liu, L.; Zheng, H.; Dai, J.; Tang, L.; Song, P. A Highly Fire-Retardant Rigid Polyurethane Foam Capable of Fire-Warning. Compos. Commun. 2022, 29, 101046. [Google Scholar] [CrossRef]
- Yun, T.; Kim, H.; Iqbal, A.; Cho, Y.S.; Lee, G.S.; Kim, M.K.; Kim, S.J.; Kim, D.; Gogotsi, Y.; Kim, S.O.; et al. Electromagnetic Shielding of Monolayer Mxene Assemblies. Adv. Mater. 2020, 32, 1906769. [Google Scholar] [CrossRef]
- Liang, C.; Gu, Z.; Zhang, Y.; Ma, Z.; Qiu, H.; Gu, J. Structural Design Strategies of Polymer Matrix Composites for Electromagnetic Interference Shielding: A Review. Nano-Micro Lett. 2021, 13, 181. [Google Scholar] [CrossRef]
- Cheng, J.; Li, C.; Xiong, Y.; Zhang, H.; Raza, H.; Ullah, S.; Wu, J.; Zheng, G.; Cao, Q.; Zhang, D.; et al. Recent Advances in Design Strategies and Multifunctionality of Flexible Electromagnetic Interference Shielding Materials. Nano-Micro Lett. 2022, 14, 80. [Google Scholar] [CrossRef]



















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Yang, H.; Lin, X.; Xiang, S.; Feng, X.; Wan, C. Surface Flame-Retardant Systems of Rigid Polyurethane Foams: An Overview. Materials 2023, 16, 2728. https://doi.org/10.3390/ma16072728
Jiang Y, Yang H, Lin X, Xiang S, Feng X, Wan C. Surface Flame-Retardant Systems of Rigid Polyurethane Foams: An Overview. Materials. 2023; 16(7):2728. https://doi.org/10.3390/ma16072728
Chicago/Turabian StyleJiang, Yuping, Hongyu Yang, Xiang Lin, Simeng Xiang, Xiaming Feng, and Chaojun Wan. 2023. "Surface Flame-Retardant Systems of Rigid Polyurethane Foams: An Overview" Materials 16, no. 7: 2728. https://doi.org/10.3390/ma16072728