
The Effect of Cu Content on the Microstructure and Properties of the Wire Arc Additive Manufacturing Al-Cu Alloy
Abstract
:1. Introduction
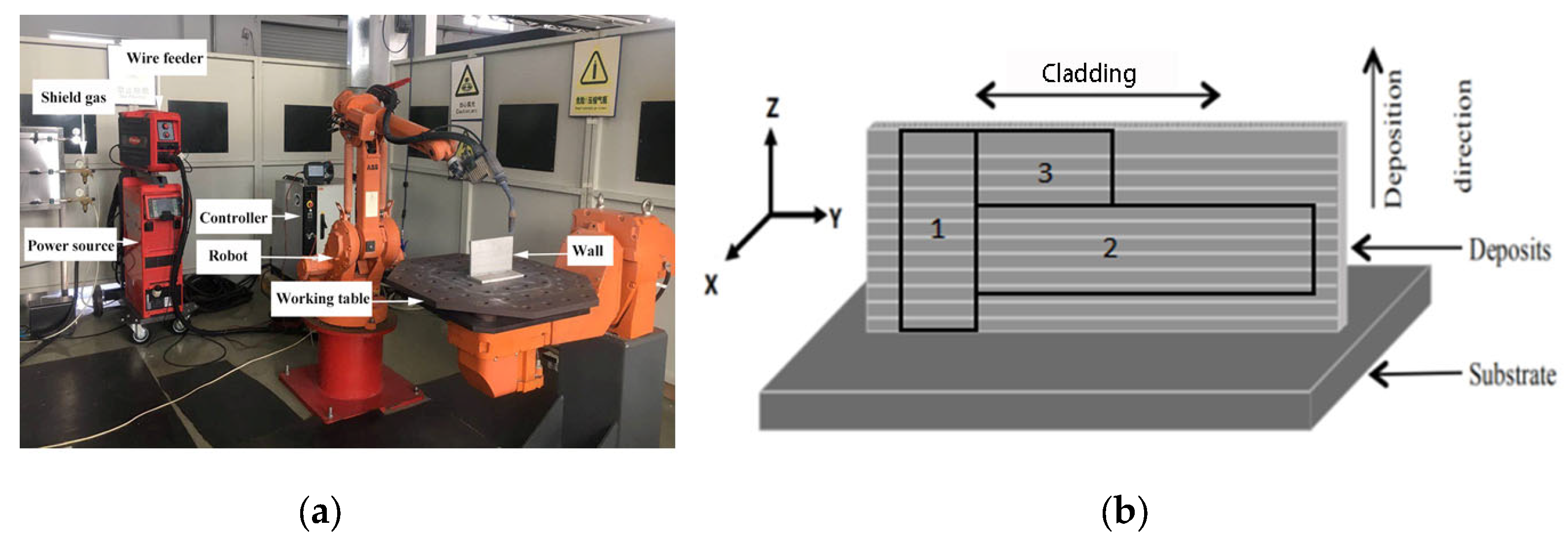
2. Materials and Methods
3. Results and Discussion
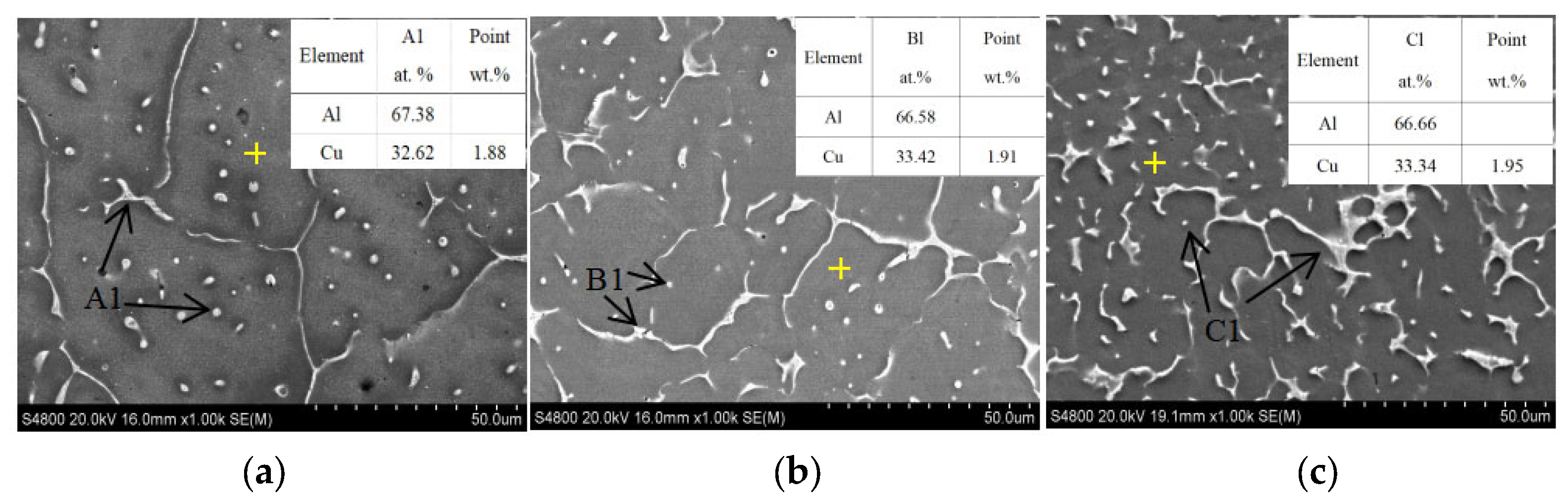
3.1. Microstructure of the Sample in As-Deposited Status
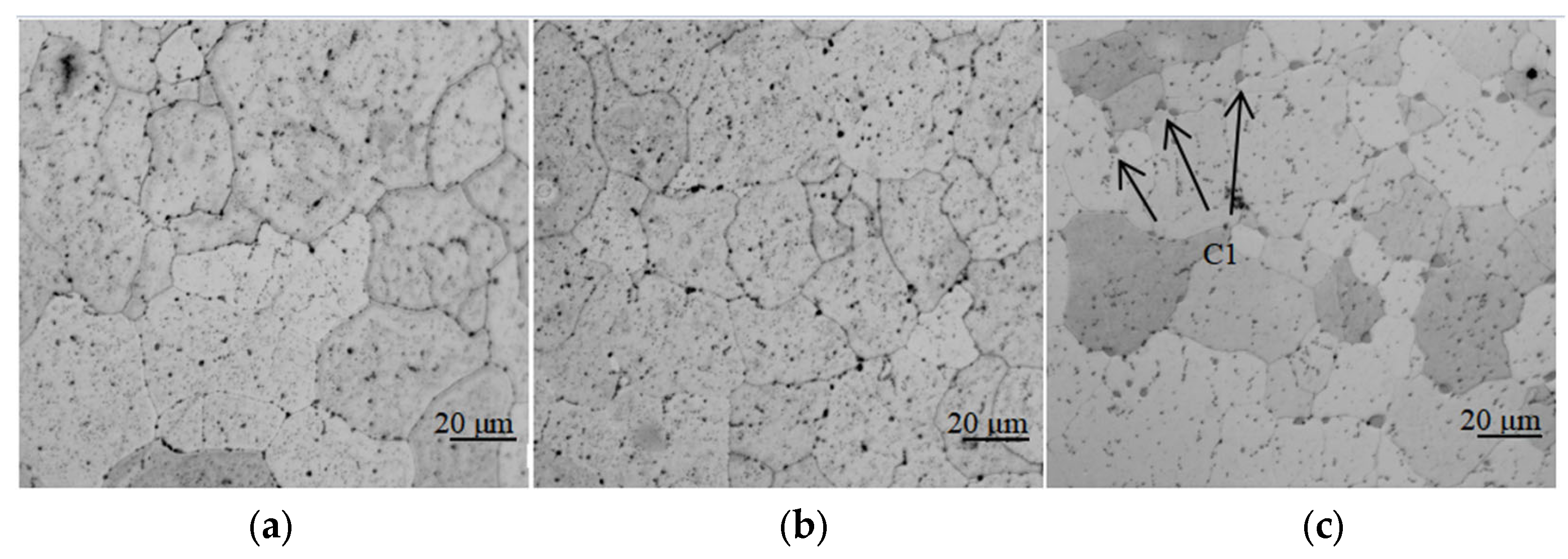
3.2. Microstructure of the Deposit after T4 Treatment
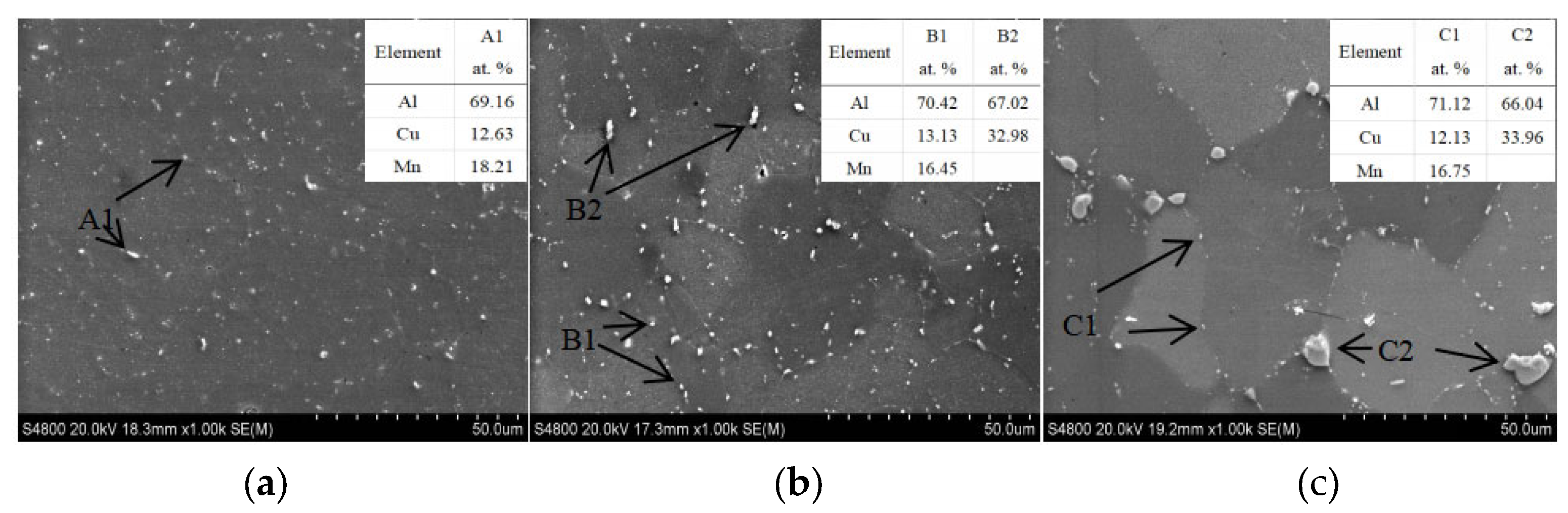
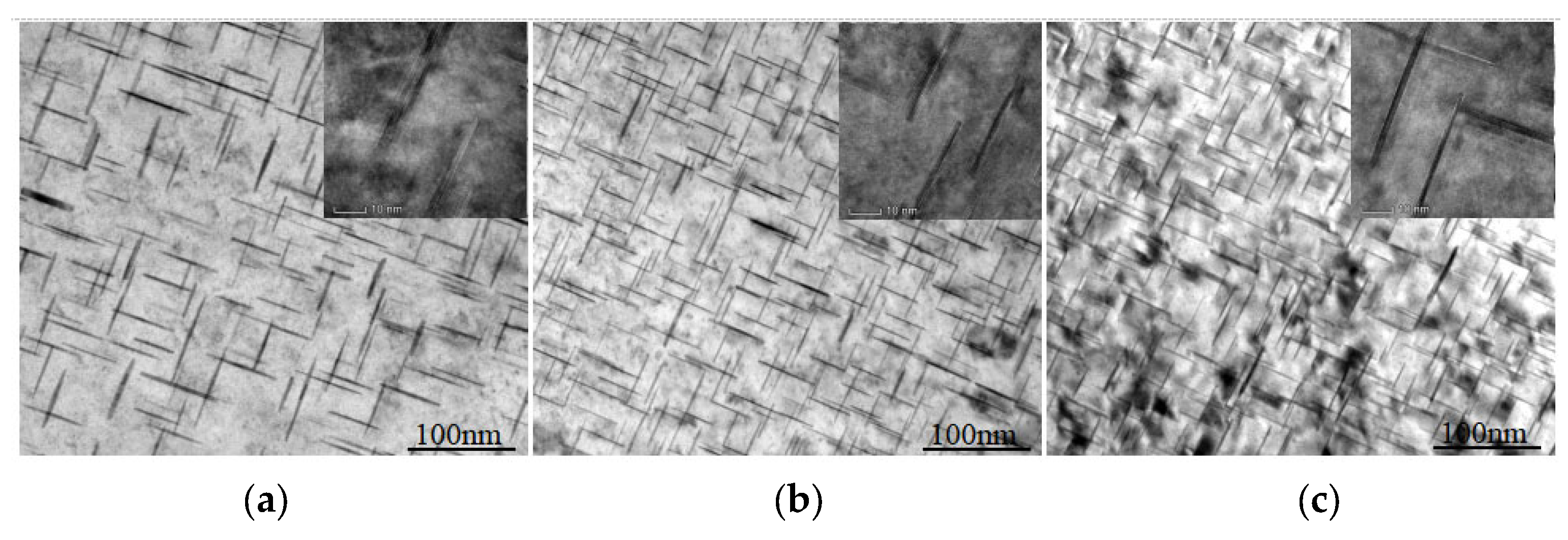
3.3. Precipitated Phase under Peak Ageing
3.4. Mechanical Properties
3.5. Fracture Morphology
4. Conclusions
- The number and size of θ phases precipitated from the as-deposited Al-Cu alloy increases when the content of Cu increases. When the Cu content is greater than 5.65%, under the solid solution treatment condition, larger remaining θ phases would appear with the higher Cu content.
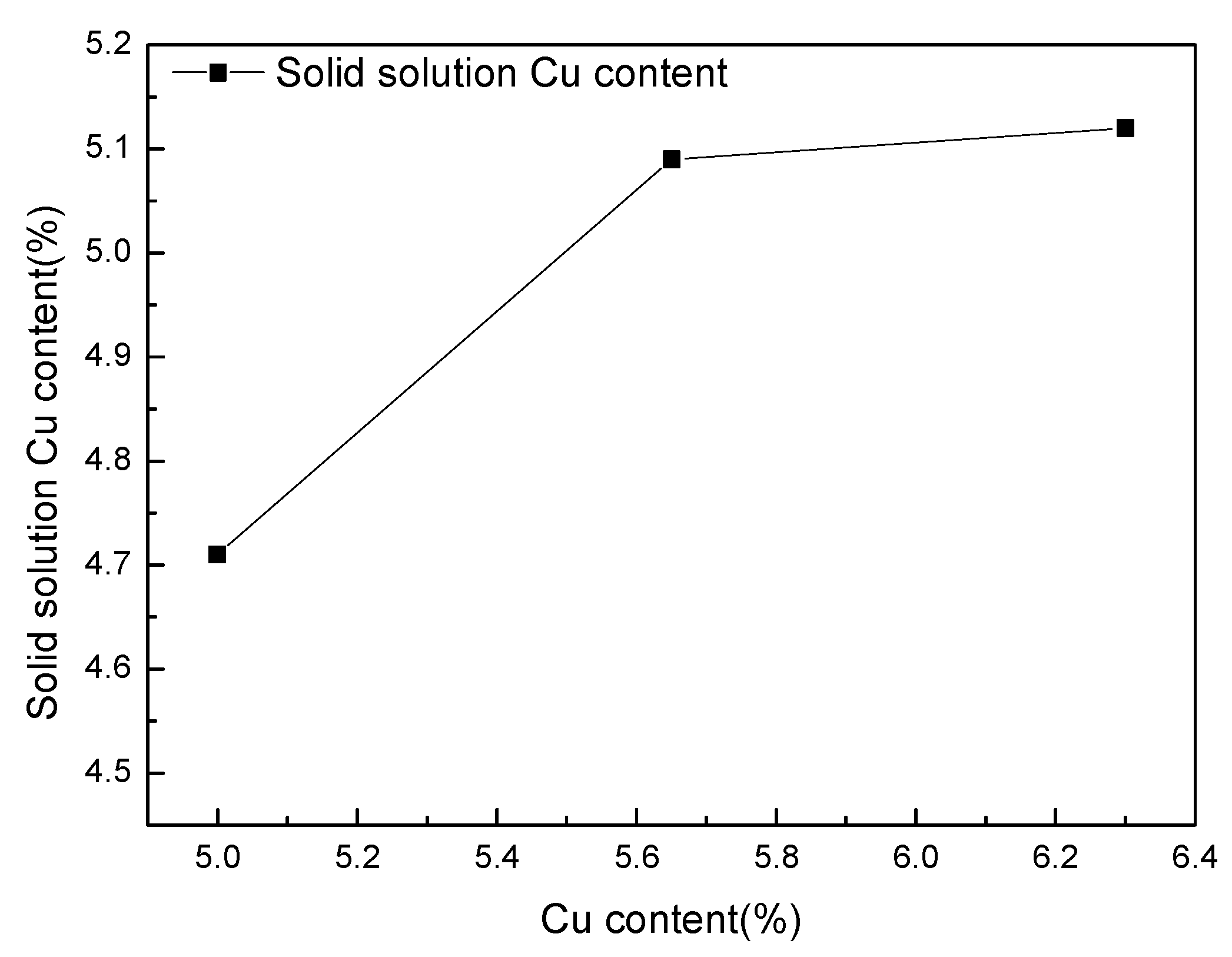
- After solid solution treatment, the solid solution amount of Cu in the matrix increases first and then remains unchanged with the change of Cu content in the deposit. Under the peak aging state, the number of θ’ phases also shows a trend of first increasing and then remaining unchanged.
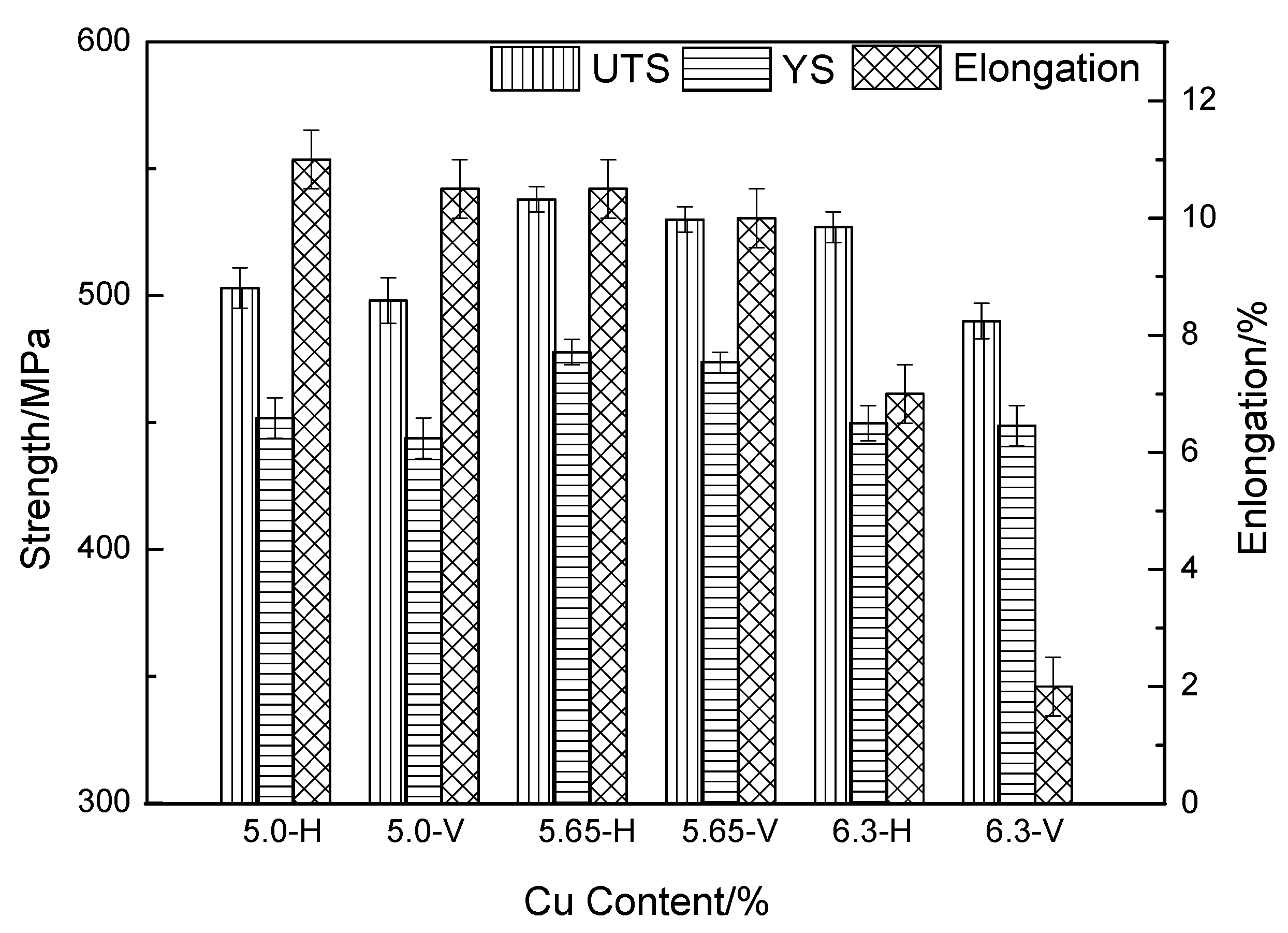
- After T6 treatment, the mechanical properties show a trend of first increasing and then decreasing with the increase of Cu content. The mechanical properties achieved the highest level when the content of Cu was 5.65%. The UTS, YS, and elongation reached 538 MPa, 478 MPa, and 10.5%, respectively, which are much higher than those of Al-Cu alloy prepared by the conventional process (UTS is 487 MPa, YS is 428 MPa, and elongation is 5.5%) [12].
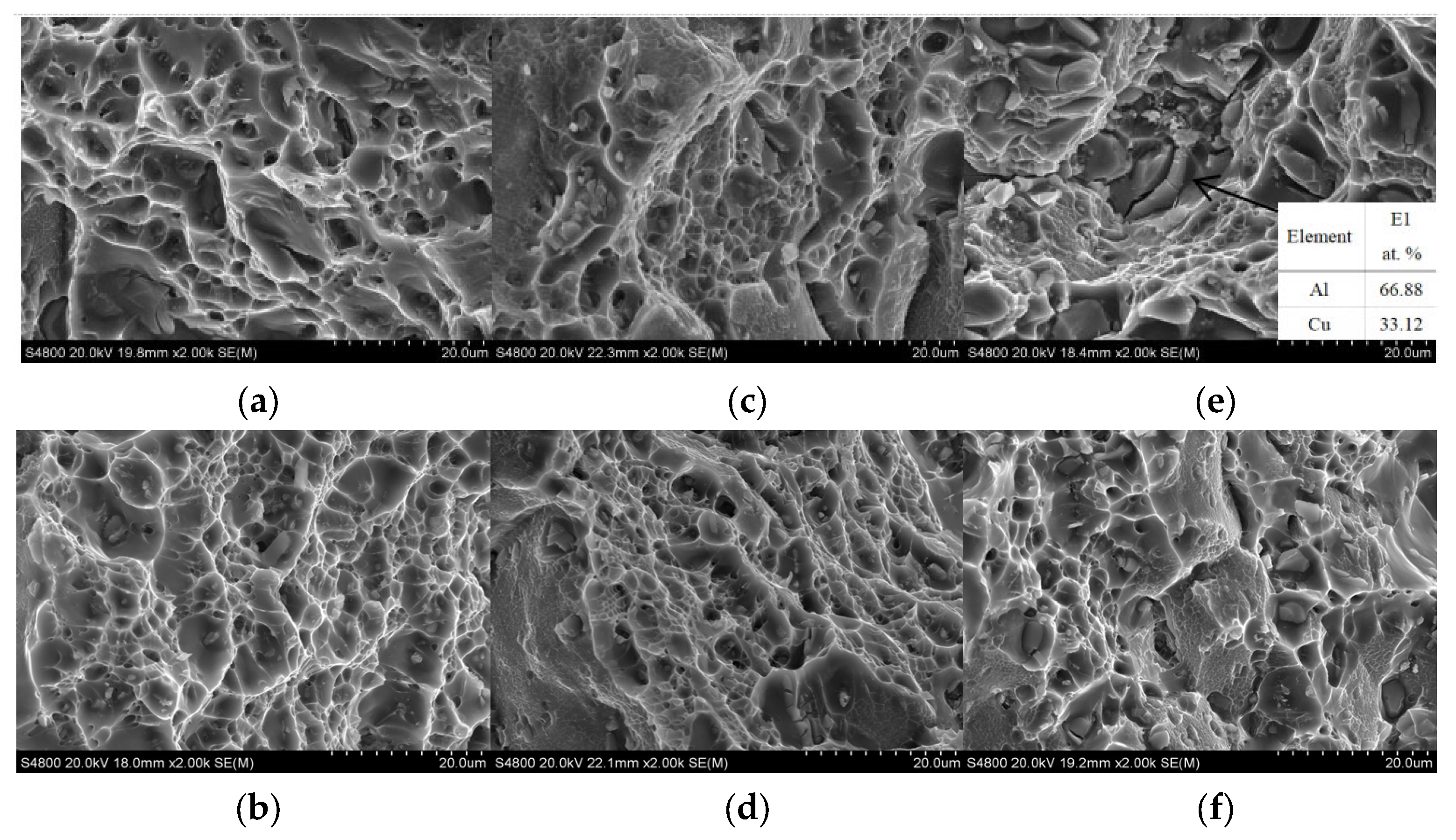
- When the content of Cu is greater than 5.65%, the anisotropy of the mechanical properties is obvious, and the vertical fracture mode changes from ductile fracture to brittle fracture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wojciechowski, S. New trends in the development of mechanical engineering materials. J. Mater. Process. Technol. 2000, 106, 230–235. [Google Scholar] [CrossRef]
- Warner, T. Recently-developed aluminum solutions for aerospace applications. Mater. Sci. 2006, 519–521, 1271–1278. [Google Scholar]
- Lee, J.; Park, J.; Jeong, H. Effect of strain on mechanical and microstructural properties of Al/Cu claddings during caliber-rolling. Mater. Lett. 2018, 222, 122–125. [Google Scholar] [CrossRef]
- Suyitno, D.G.; Eskin, L.K. Structure observations related to hot tearing of Al-Cu billets produced by direct-chill casting. Mater. Sci. Eng. A 2006, 420, 1–7. [Google Scholar] [CrossRef]
- Li, B.; Shen, Y.; Hu, W. Casting defects induced fatigue damage in aircraft frames of ZL205A aluminum alloy—A failure analysis. Mater. Des. 2011, 32, 2570. [Google Scholar] [CrossRef]
- Rao, S.R.K.; Reddy, G.M.; Rao, K.; Kamaraj, M.; Rao, K.P. Reasons for superior mechanical and corrosion properties of 2219 aluminum alloy electron beam welds. Mater. Charact. 2005, 55, 345. [Google Scholar]
- Zhou, Y.F.; Qin, G.K.; Li, L.; Xin Lu, X.; Jing, R.; Xing, X.L.; Yang, Q.X. Formability, microstructure and mechanical properties of Ti-6Al-4V deposited by wire and arc additive manufacturing with different deposition paths. Mater. Sci. Eng. A 2020, 772, 138654. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.L.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.L.; Xue, J.X.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Cong, B.; Ding, J.; Williams, S.W. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3% Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Bai, J.; Zhai, Y.C. The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al–6.3Cu alloy. Mater. Sci. Eng. A 2016, 651, 18–26. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Gu, H.M.; Wei, W.; Li, C.D.; Ren, L.L.; Wang, Z.B.; Zhai, Y.C.; Ma, P.H. Microstructure and Mechanical Properties of aluminum alloy (ZL205A) wall produced by wire arc additive manufacturing method. Rare Met. Mater. Eng. 2019, 9, 2910–2916. [Google Scholar]
- Wu, D.J.; Liu, D.H.; Niu, F.Y.; Miao, Q.Y.; Zhao, K.; Tang, B.K.; Bi, G.J.; Ma, G.Y. Al–Cu Alloy Fabricated by Novel Laser-TIG Hybrid. Addit. Manuf. 2019, 19, 100954. [Google Scholar]
- Fixter, J.; Gu, J.L.; Ding, J.L.; Williams, S.W.; Prangnell, P.B. Preliminary Investigation into the Suitability of 2xxx Alloys for Wire-Arc Additive Manufacturing. Mater. Sci. Forum 2016, 877, 611–616. [Google Scholar] [CrossRef]
- Shyam, A.S.; Roy, D.; Shin, J.D.; Poplawsky, L.; Allard, Y.; Yamamoto, J.; Morris, B.; Mazumder, J.; Idrobo, A. Elevated temperature microstructural stability in cast AlCuMnZr alloys through solute segregation. Mater. Sci. Eng. 2019, 765, 138279. [Google Scholar] [CrossRef]
- Zang, H. Study on the Weldability of 2024 High-Strength Aluminum Alloy by High Power CO2 Laser. Master’s Thesis, Shanghai Jiao Tong University, Shanghai, China, 2013. [Google Scholar]
- Xing, J.; Chen, K.H.; Chen, S.Y.; Chen, J.Q.; Yu, F.; Liu, D.B. Effect of Cu content on microstructure and properties of 2219 aluminum alloy forgings and its weld joints. J. Aeronaut. Mater. 2017, 37, 1–8. [Google Scholar]
- Cheng, X.X.; Chen, J.H.; Tao, S.J.; Liu, X.D.; Yin, J.R.; Wong, Y.Y. Application and research progress of microalloying in Al-Cu alloys. Mod. Transp. Metall. Mater. 2022, 2, 81–89. [Google Scholar]
- Soliman, M.S. Effect of Cu concentration on the high-temperature creep behavior of AlCu solid solution alloys. Mater. Sci. Eng. A 1995, 201, 111–117. [Google Scholar] [CrossRef]
- Xiao, Q.; Huang, F.X.; Xu, Y.H. Effect of Solution Temperature on Microstructure and Hardness of Ag-4Cu-0.3Ni Alloy. J. Chongqing Univ. Technol. Nat. Sci. 2013, 27, 65–69. [Google Scholar]
- Song, W.X. Metallurgy; Metallurgical Industry Press, University of Science and Technology Beijing: Beijing, China, 2008; pp. 85–87. [Google Scholar]
- Wang, F.X.; Luo, L.S.; Wang, L.; Zhang, D.H.; Li, X.Z.; Su, Y.Q.; Guo, J.J.; Fu, Z.J. Effect of alloy composition and cooling rate on the growth morphology of primary Al2Cu phase in Al-Cu alloy during solidification. Acta Metall. Sin. 2016, 3, 361–368. [Google Scholar]
- Staab, T.; Haaks, M.; Modrow, H. Early precipitation stages of aluminum alloys—The role of quenched-in vacancies. Appl. Surf. Sci. 2008, 255, 132–135. [Google Scholar] [CrossRef]
- Bahl, S.; Hu, X.; Hoar, E.; Cheng, J.; Haynes, J.A. Effect of copper content on the tensile elongation of Al–Cu–Mn–Zr alloys: Experiments and finite element simulations. Mater. Sci. Eng. A 2020, 772, 138801. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Fe | Cu | Mn | Mg | Cd | Zr | Ti | B | V |
|---|---|---|---|---|---|---|---|---|---|---|
| Al-Cu5.00 | 0.040 | 0.100 | 5.011 | 0.421 | 0.025 | 0.103 | 0.177 | 0.272 | 0.034 | 0.125 |
| Al-Cu5.65 | 0.041 | 0.102 | 5.647 | 0.415 | 0.026 | 0.112 | 0.171 | 0.278 | 0.030 | 0.119 |
| Al-Cu6.30 | 0.038 | 0.099 | 6.304 | 0.411 | 0.025 | 0.120 | 0.173 | 0.274 | 0.032 | 0.128 |
| Process Parameters | |
|---|---|
| Current | 90 A |
| Voltage | 10 V |
| Travel Speed | 8 mm/s |
| Wire Feed Speed | 6.5 mm/min |
| Gas Flow Rate | 25 L/min |
| Interlayer Cooling Time | 120 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, L.; Wang, Z.; Wang, S.; Li, C.; Wang, W.; Ming, Z.; Zhai, Y. The Effect of Cu Content on the Microstructure and Properties of the Wire Arc Additive Manufacturing Al-Cu Alloy. Materials 2023, 16, 2694. https://doi.org/10.3390/ma16072694
Ren L, Wang Z, Wang S, Li C, Wang W, Ming Z, Zhai Y. The Effect of Cu Content on the Microstructure and Properties of the Wire Arc Additive Manufacturing Al-Cu Alloy. Materials. 2023; 16(7):2694. https://doi.org/10.3390/ma16072694
Chicago/Turabian StyleRen, Lingling, Zhenbiao Wang, Shuai Wang, Chengde Li, Wei Wang, Zhu Ming, and Yuchun Zhai. 2023. "The Effect of Cu Content on the Microstructure and Properties of the Wire Arc Additive Manufacturing Al-Cu Alloy" Materials 16, no. 7: 2694. https://doi.org/10.3390/ma16072694