
Microstructure and Mechanical Properties of Gradient Interfaces in Wire Arc Additive Remanufacturing of Hot Forging Die Steel
Abstract
:1. Introduction
2. Experimental Procedure
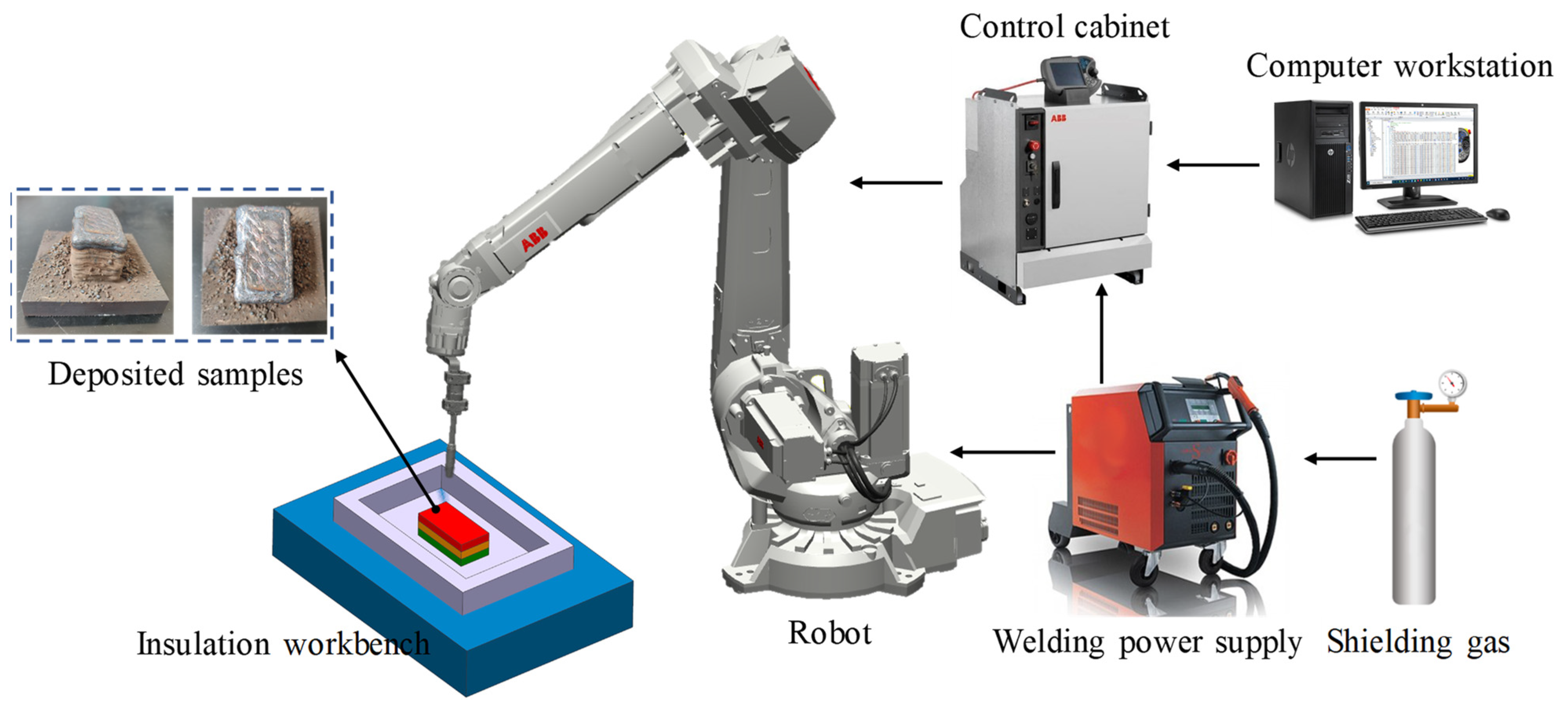
2.1. Experimental Setup
2.2. Materials
2.3. Testing and Characterization
3. Results and Discussion
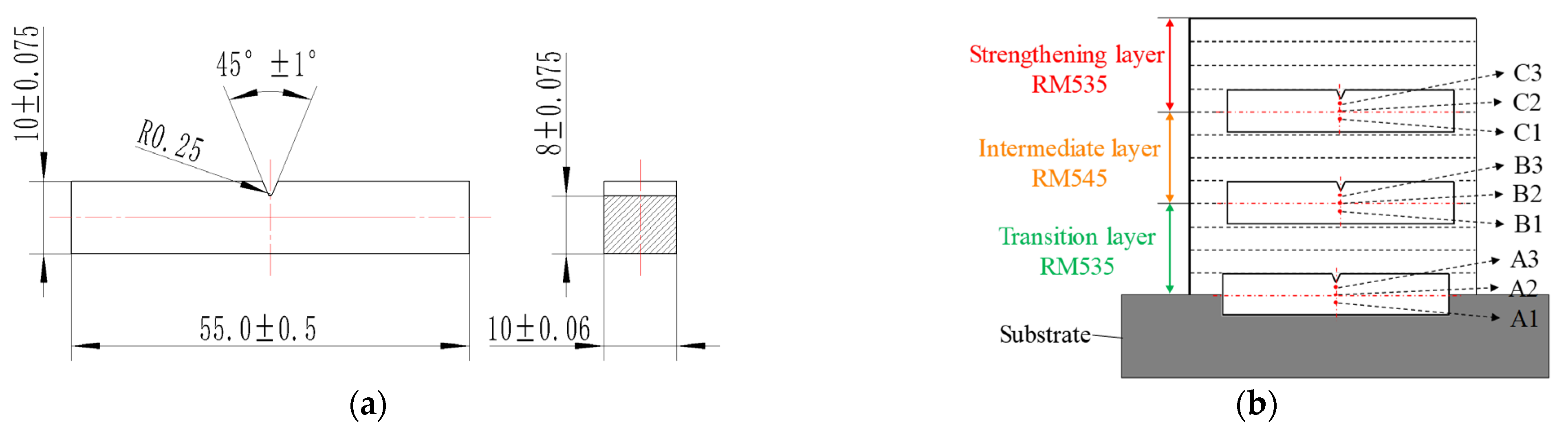
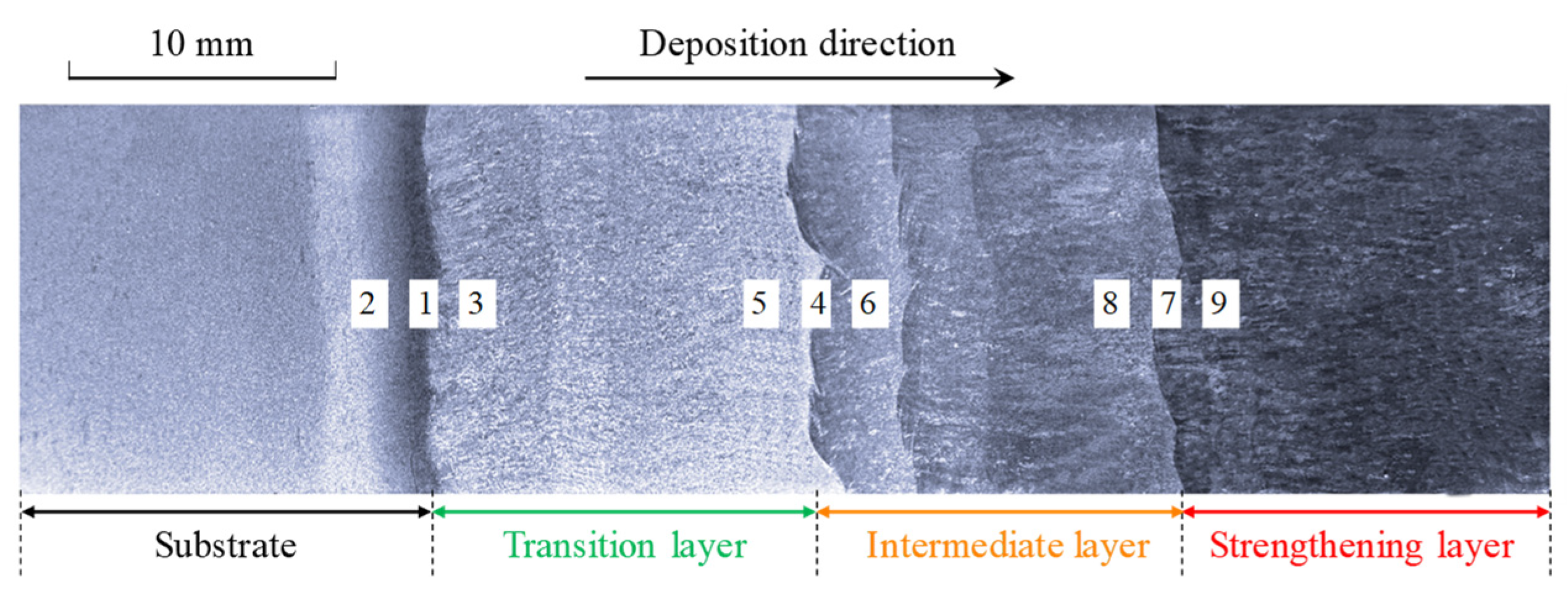
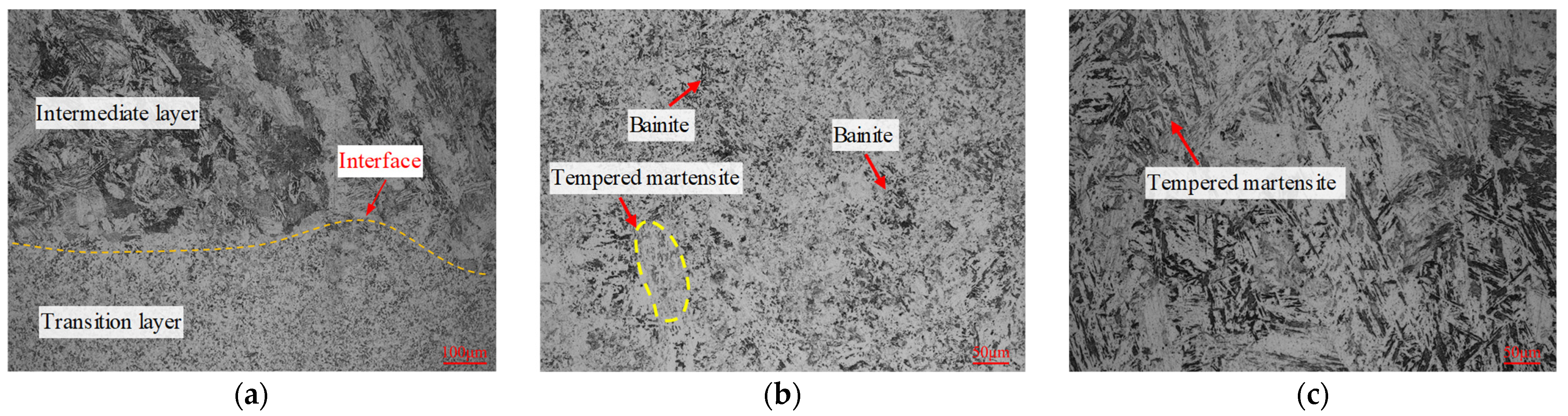
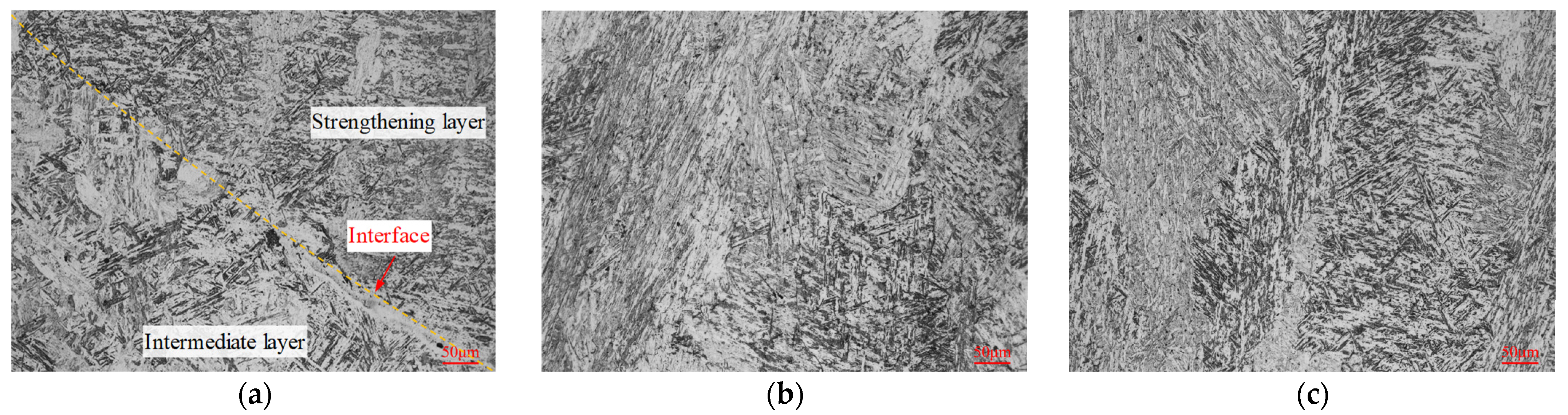
3.1. Microstructure of Gradient Interfaces
3.2. Microhardness and Bonding Strength of Gradient Interfaces
3.3. Impact Property of Gradient Interfaces
4. Production Application
5. Conclusions
- (1)
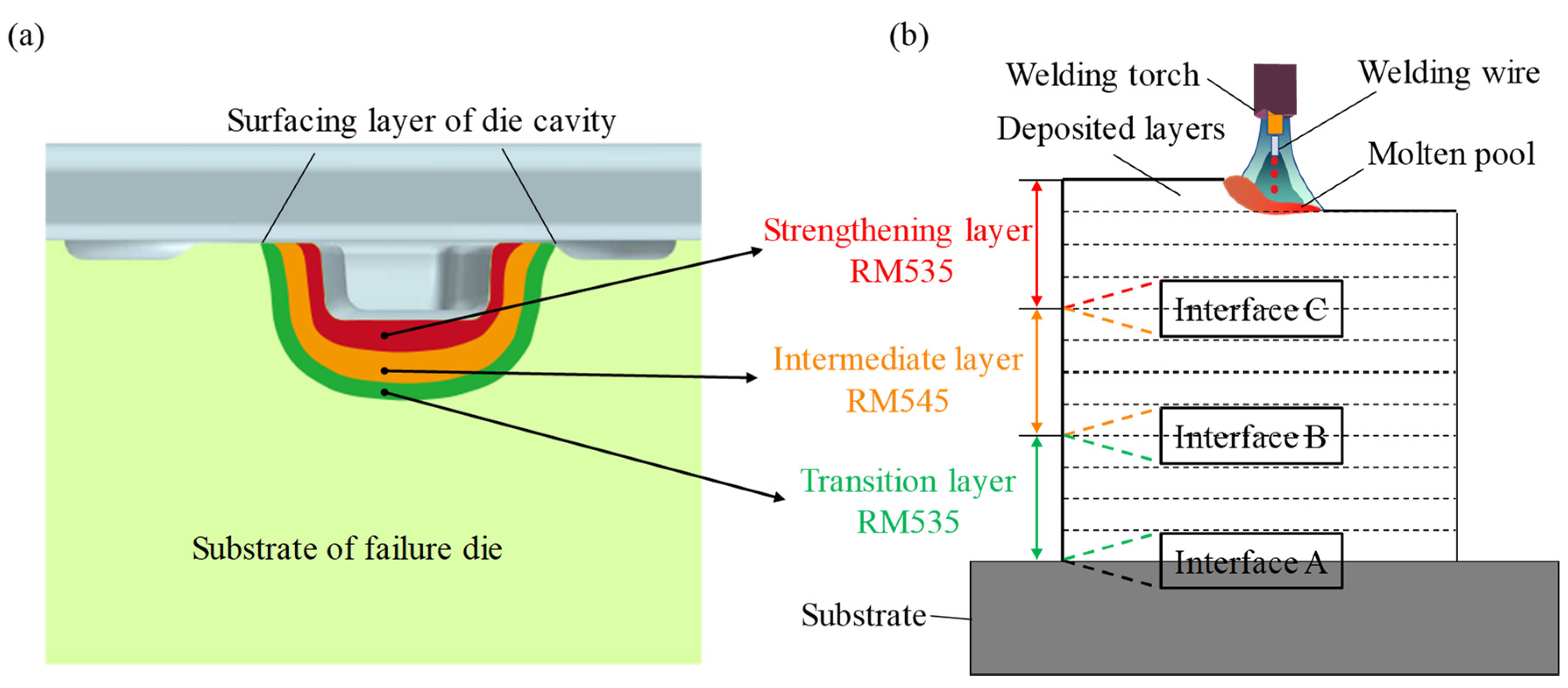
- Gradient interfaces A, B, and C were bonded without defects such as cracks, slag inclusions, or voids. The transition layer was predominantly composed of bainite, the intermediate layer exhibited a mixed structure of martensite and bainite, and the strengthening layer showed a fully martensitic structure. The microstructure of the gradient additive layers presented a gradient transformation process from bainite to martensite. Stable metallurgical bonding between the GAL and the substrate layer formed due to the sufficient interdiffusion of alloying elements during depositing.
- (2)
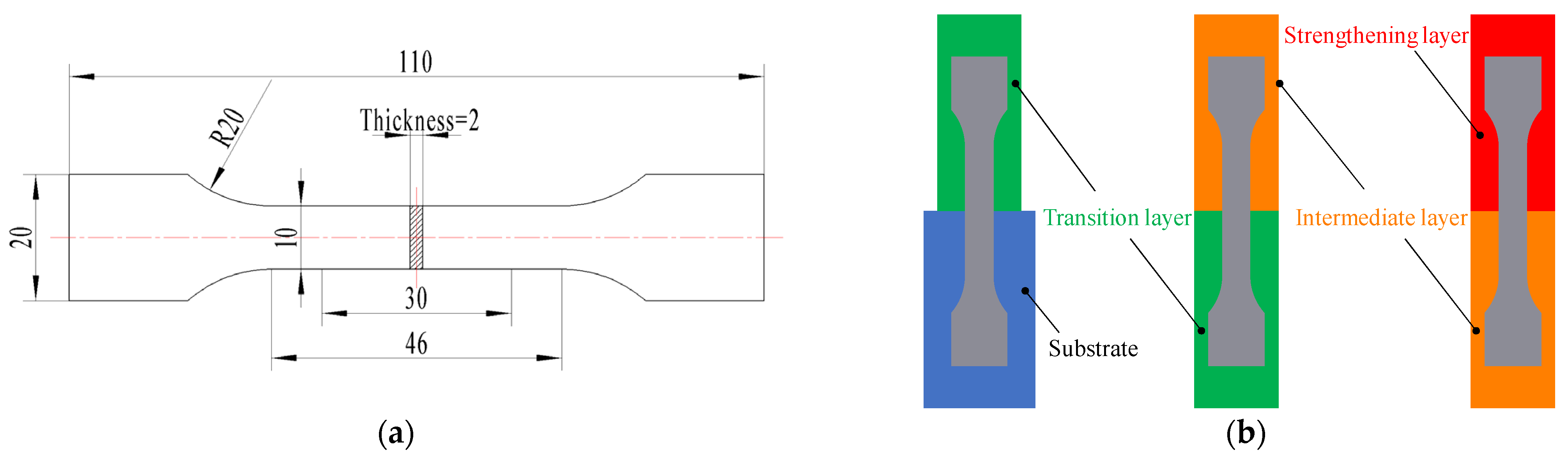
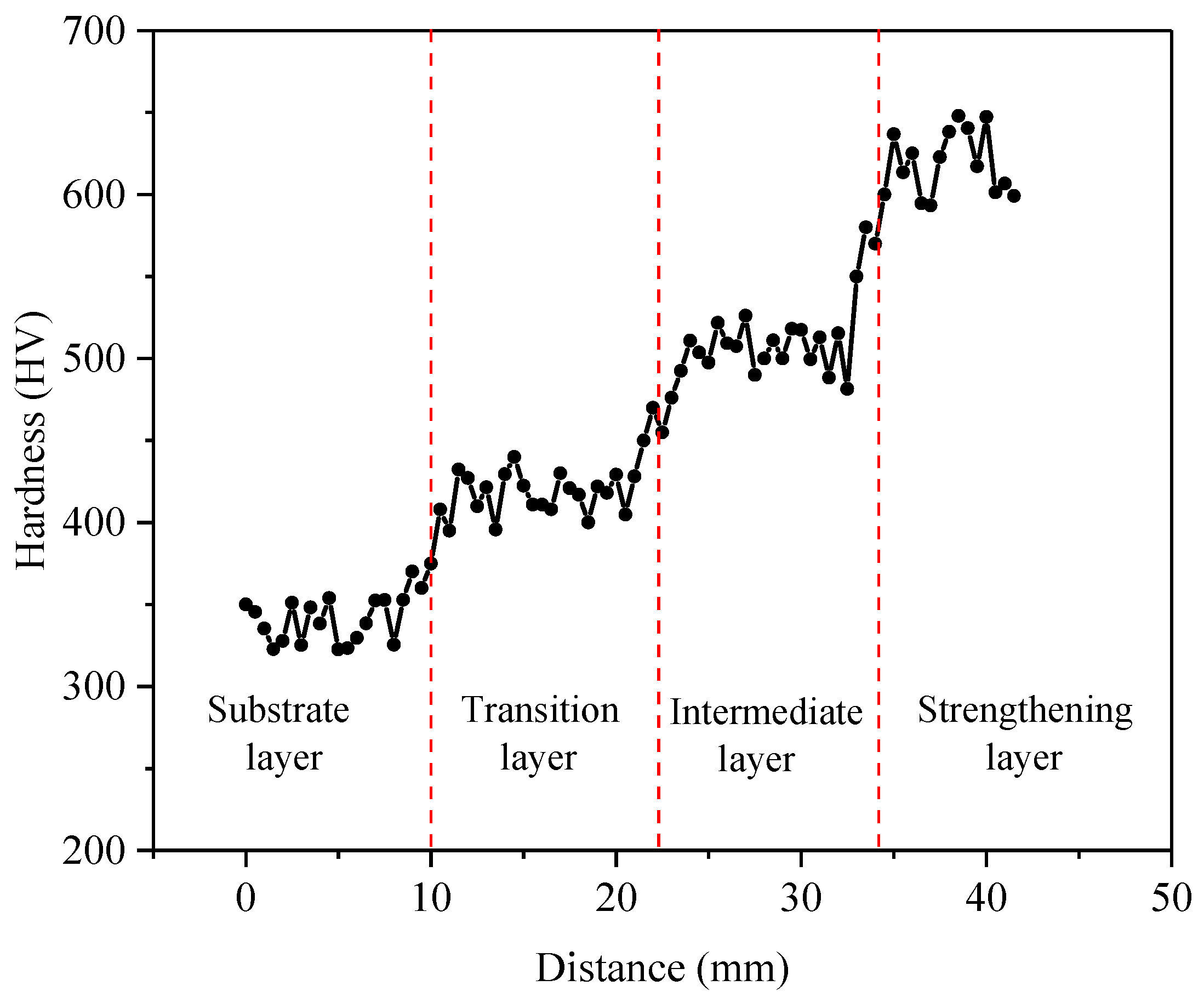
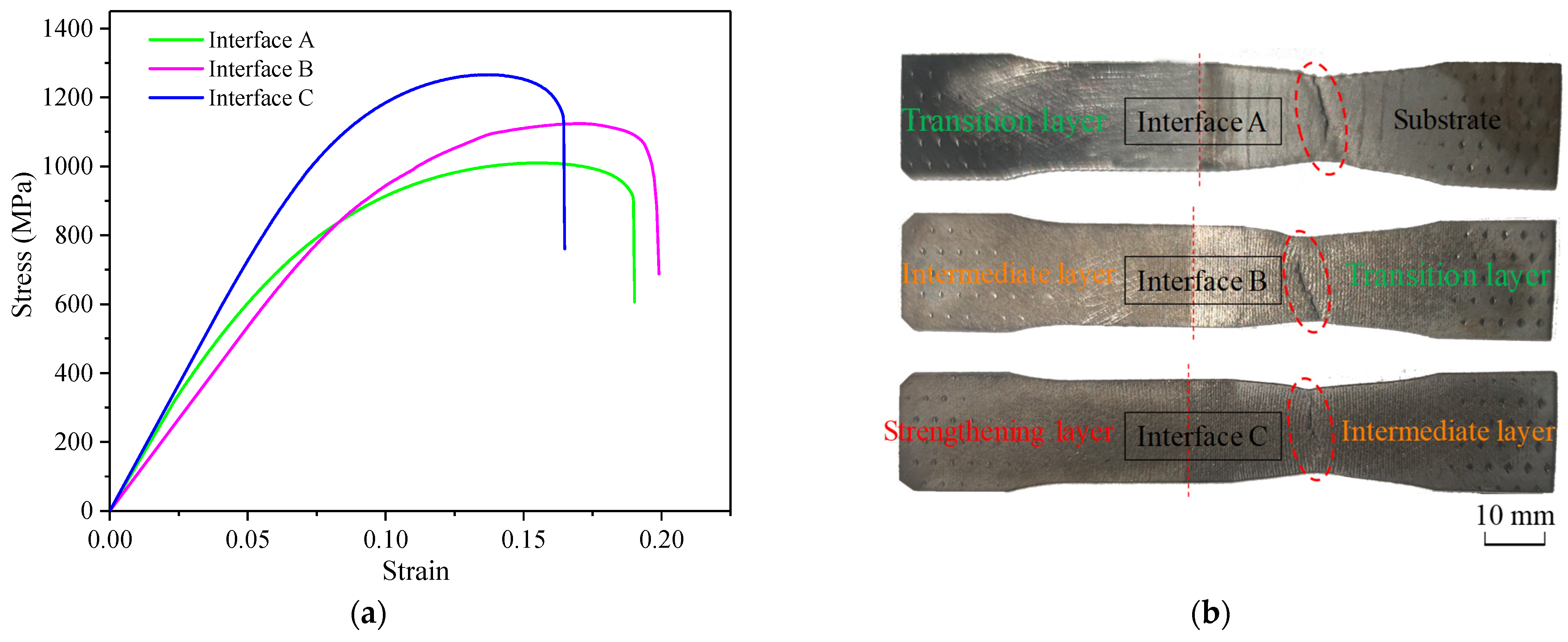
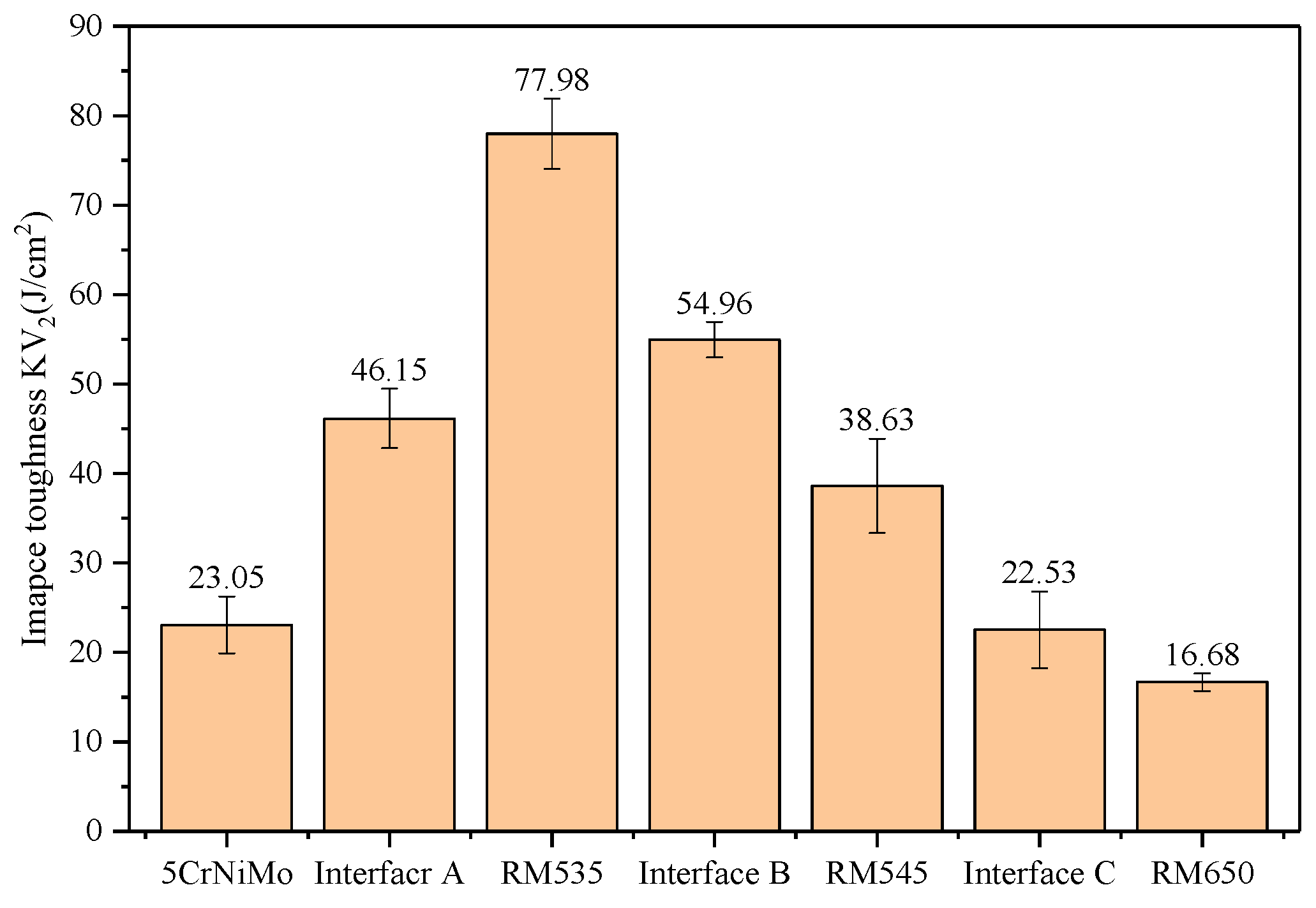
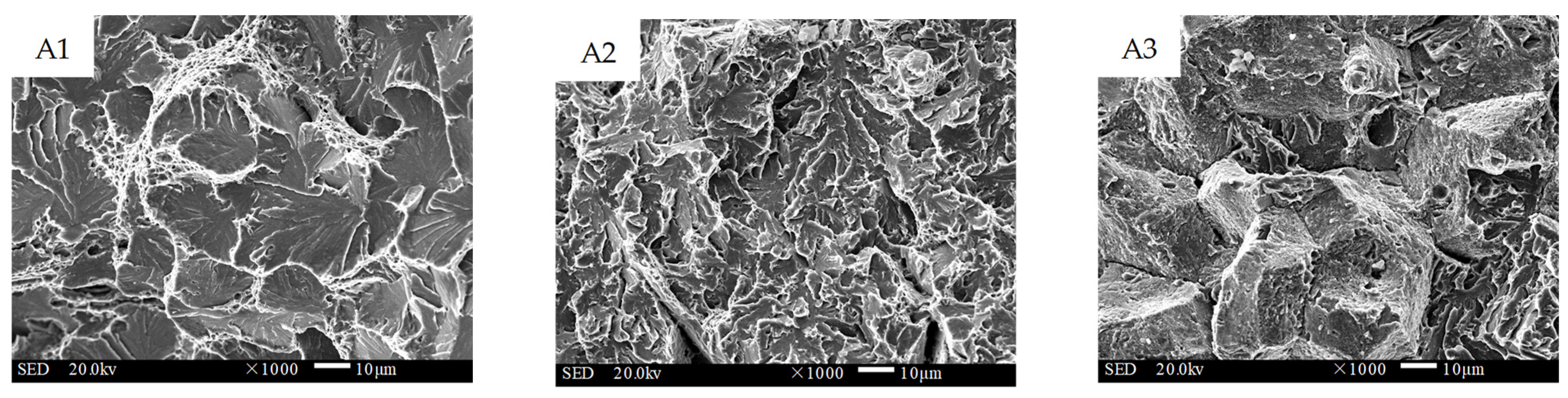
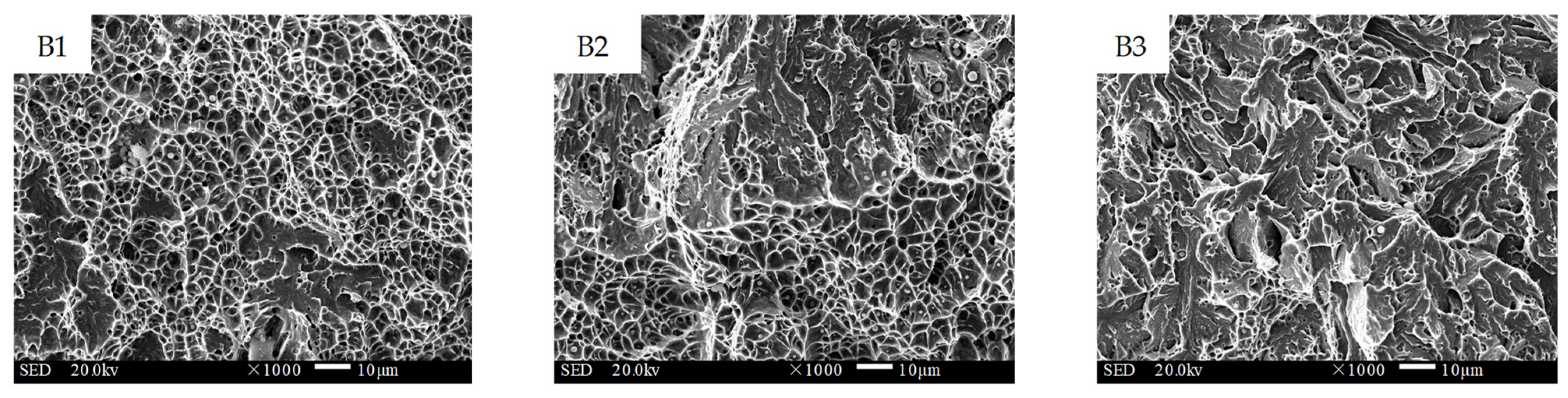
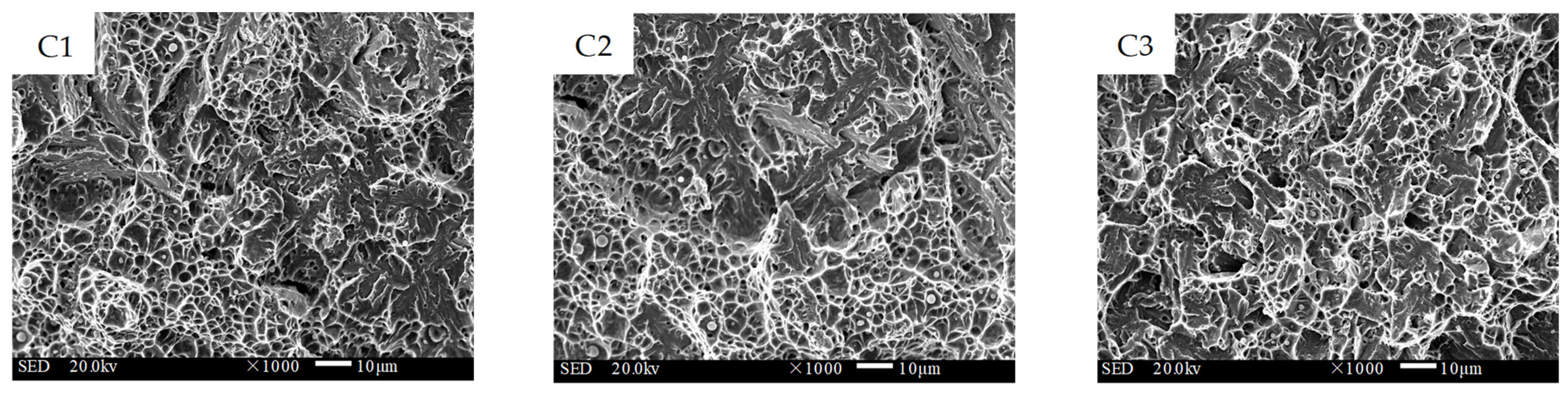
- The microhardness gradually increased from the substrate layer to the surface strengthening layer, forming a three-level gradient in the range of 100 HV. The strength of the substrate–transition layer, transition–intermediate layer, and intermediate–strengthening layer interfaces exhibited a reasonable increase, and the additive material of the transition layer showed an increase in both strength and tensile elongation at the same time. The fracture position of the tensile specimens was located rather far from the interface, which indicated that the gradient interfaces obtained high-strength metallurgical bonding. The impact toughness values of interfaces A, B, and C were 46.15 J/cm2, 54.96 J/cm2, and 22.53 J/cm2, and the impact fracture morphology ranged from ductile fracture to quasi-cleavage fracture.
- (3)
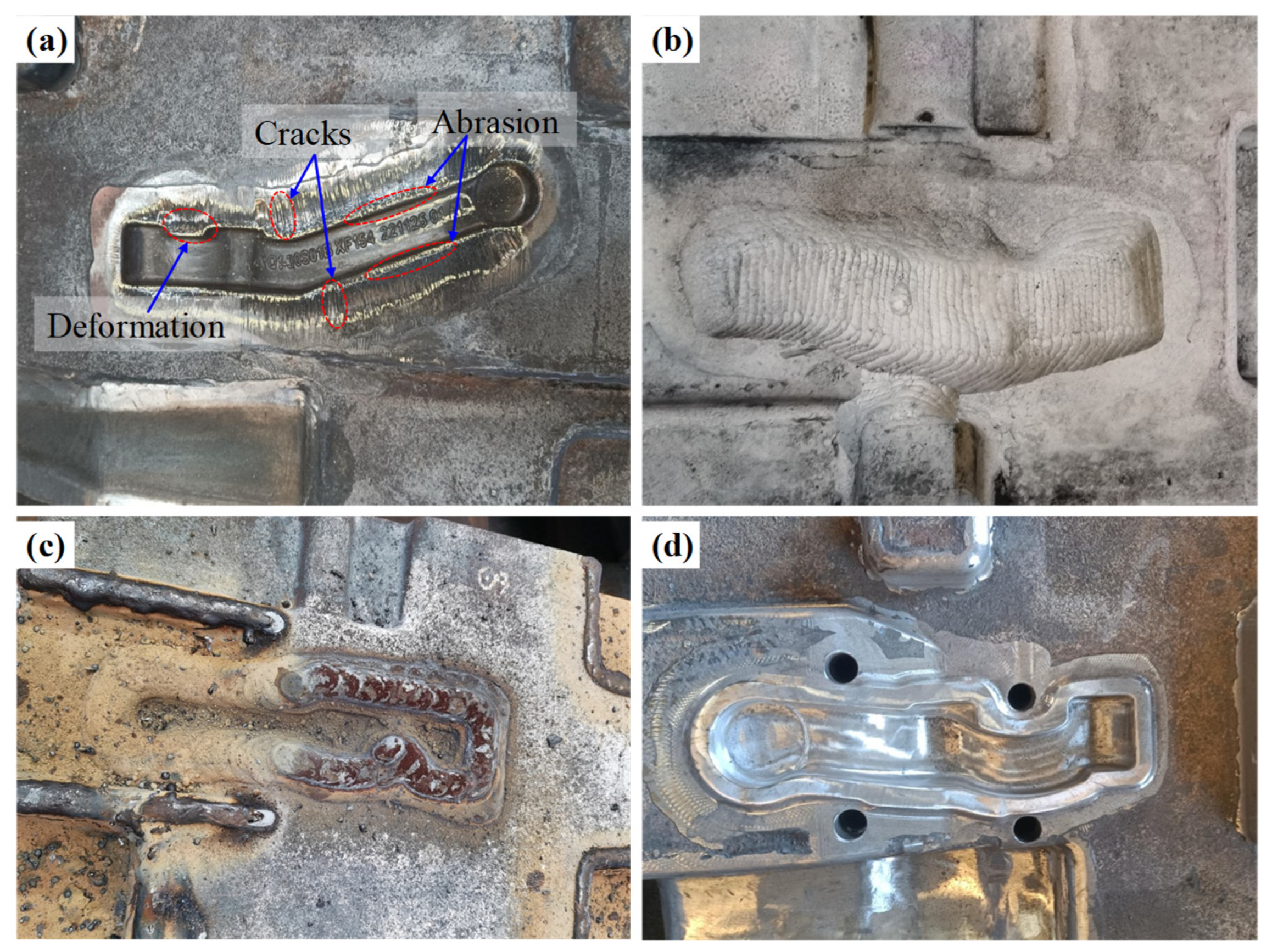
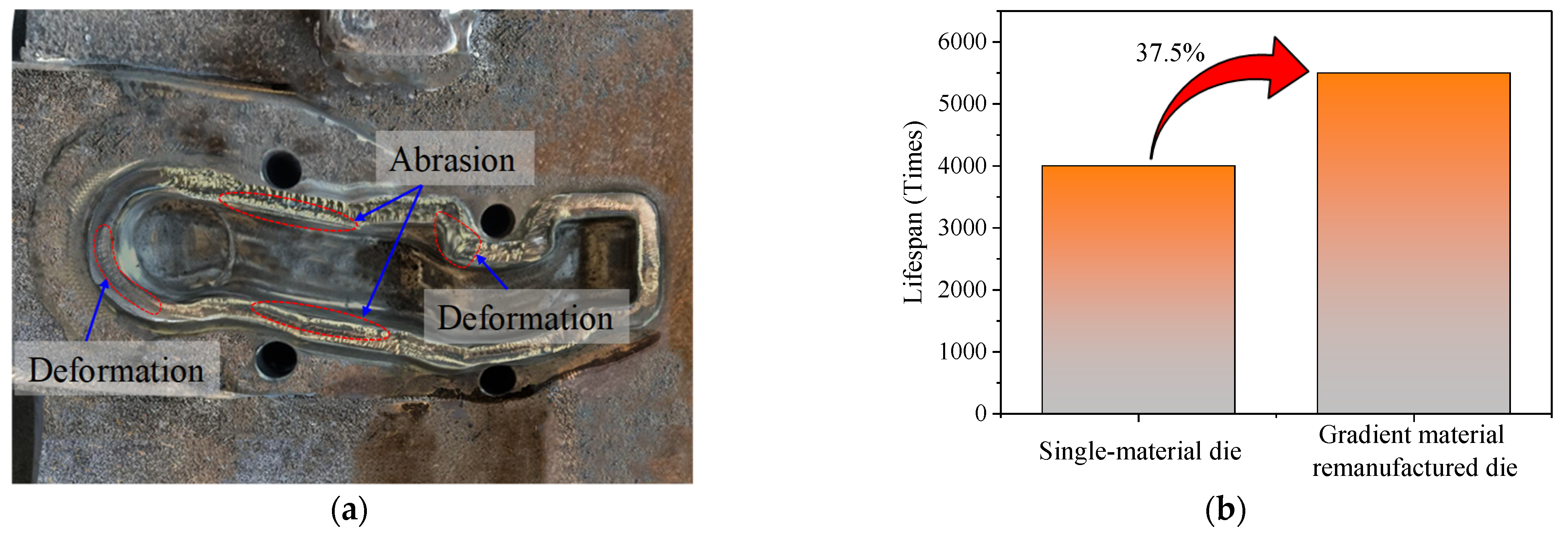
- In practical production applications, the hot forging dies using the gradient multi-material wire arc additive remanufacturing method had an average lifespan of 5500 pieces, an increase of 37.5% compared with the original single-material die, which indicated the superiority of the proposed multi-material gradient additive remanufacturing approach.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Du, N.; Liu, H.; Fu, P.; Liu, H.; Sun, C.; Cao, Y.; Li, D. Microstructural Stability and Softening Resistance of a Novel Hot-Work Die Steel. Crystals 2020, 10, 238. [Google Scholar] [CrossRef] [Green Version]
- Zhao, N.; Ma, H.; Hu, Z.; Yan, Y.; Chen, T. Microstructure and mechanical properties of Al-Mg-Si alloy during solution heat treatment and forging integrated forming process. Mater. Charact. 2022, 185, 111762. [Google Scholar] [CrossRef]
- Zheng, H.; Zhang, Z.; Bai, Y.; Xu, Y. Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy. Materials 2020, 13, 5591. [Google Scholar] [CrossRef]
- Hua, L.; Yuan, P.; Zhao, N.; Hu, Z.; Ma, H. Microstructure and mechanical properties of 6082 aluminum alloy processed by preaging and hot forging. Trans. Nonferrous Met. Soc. China 2022, 32, 790–800. [Google Scholar] [CrossRef]
- Kiani, P.; Ghoreishi, M.; Jalali, A. Simultaneous optimization of process parameters in hot forging of axisymmetric part of AA7075 by minimizing forming force and considering variation of stress distribution. J. Braz. Soc. Mech. Sci. 2022, 44, 373. [Google Scholar] [CrossRef]
- Luo, S.; Zhu, D.; Hua, L.; Qian, D.; Yan, S. Numerical analysis of die wear characteristics in hot forging of titanium alloy turbine blade. Int. J. Mech. Sci. 2017, 123, 260–270. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Chown, L.H.; Omotoyinbo, J.A. Development of low-cost titanium alloys: A chronicle of challenges and opportunities. Mater. Today Proc. 2021, 38, 564–569. [Google Scholar] [CrossRef]
- Hawryluk, M. Review of selected methods of increasing the life of forging tools in hot die forging processes. Arch. Civ. Mech. Eng. 2016, 16, 845–866. [Google Scholar] [CrossRef]
- Chander, S.; Chawla, V. Failure of Hot Forging Dies-An Updated Perspective. Mater. Today Proc. 2017, 4, 1147–1157. [Google Scholar] [CrossRef]
- Emamverdian, A.A.; Sun, Y.; Cao, C.; Pruncu, C.; Wang, Y. Current Failure Mechanisms and Treatment Methods of Hot Forging Tools (Dies)—A Review. Eng. Fail. Anal. 2021, 129, 105678. [Google Scholar] [CrossRef]
- Hong, X.; Xiao, G.; Zhang, Y.; Zhou, J. Research on Gradient Additive Remanufacturing of Ultra-Large Hot Forging Die Based on Automatic Wire Arc Additive Manufacturing Technology. Int. J. Adv. Manuf. Technol. 2021, 116, 2243–2254. [Google Scholar] [CrossRef]
- Dwivedi, D.K. Surface Modification by Developing Coating and Cladding. In Surface Engineering; Springer: New Delhi, India, 2018; p. 118. [Google Scholar] [CrossRef]
- Ahn, D. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Man.-GT 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Kanishka, K.; Acherjee, B. A systematic review of additive manufacturing-based remanufacturing techniques for component repair and restoration. J. Manuf. Processes 2023, 89, 220–283. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.; Kapil, S.; Das, M. A comprehensive review of the methods and mechanisms for powder feedstock handling in directed energy deposition. Addit. Manuf. 2020, 35, 101388. [Google Scholar] [CrossRef]
- Ni, M.; Qin, X.; Liu, H.; Hu, Z. Analysis and Design of Coaxial Nozzle with Rectangular Outlet for High Power Diode Laser in Laser Metal Deposition. Int. J. Adv. Manuf. Technol. 2020, 106, 4789–4803. [Google Scholar] [CrossRef]
- Jafari, D.; Vaneker, T.H.J.; Gibson, I. Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts. Mater. Design 2021, 202, 109471. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Processes 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Lu, S.; Zhou, J.; Zhang, J. Optimization of Welding Thickness on Casting-Steel Surface for Production of Forging Die. Int. J. Adv. Manuf. Technol. 2015, 76, 1411–1419. [Google Scholar] [CrossRef]
- Shen, Y.; Wei, Y.; Li, Z.; Du, X.; Liu, S. Wire and arc additive remanufacturing of hot-forging dies: A preliminary study. Weld. World. 2022, 66, 1691–1702. [Google Scholar] [CrossRef]
- Wu, Q.; Qin, X.; Li, Y.; Liang, C.; Hu, Z. Automatic calibration of work coordinates for robotic wire and arc additive re-manufacturing with a single camera. Int. J. Adv. Manuf. Technol. 2021, 114, 2577–2589. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Widomski, P.; Gronostajski, Z. Comprehensive Review of Methods for Increasing the Durability of Hot Forging Tools. Procedia Manuf. 2020, 47, 349–355. [Google Scholar] [CrossRef]
- Wang, H.J.; Wu, Y.Z.; Wang, H.C.; Sun, Y.Z.; Wang, G. Design Method and Verification for Long Life Hot Forging Die. Mater. Res. Innov. 2011, 15, s377–s380. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, J.; Tao, Y.; Shen, L.; Li, M. The Microstructure and Properties Change of Dies Manufactured by Bimetal-Gradient-Layer Surfacing Technology. Int. J. Adv. Manuf. Technol. 2015, 80, 1807–1814. [Google Scholar] [CrossRef]
- Shen, L.; Zhou, J.; Xiong, Y.B.; Zhang, J.S.; Meng, Y. Analysis of Service Condition of Large Hot Forging Die and Refabrication of Die by Bimetal-Layer Weld Surfacing Technology with a Cobalt-Based Superalloy and a Ferrous Alloy. J. Manuf. Processes 2018, 31, 731–743. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, Y.; Wu, Z.; Shi, C. Microstructure and Properties of Die Steel Fabricated by WAAM Using H13 Wire. Vacuum 2018, 149, 185–189. [Google Scholar] [CrossRef]
- Chen, J.; Xie, W.; Liu, R.; Wei, Y. Microstructure and Wear Resistance of Fe-Based Hardfacing Layer Prepared by Flux-Cored Wire Feeding MAG Welding Process. Weld. World 2022, 66, 175–185. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Hari, S.; Amirthalingam, M. Wire Arc Additive Manufacturing of Functionally Graded Material for Marine Risers. Mater. Sci. Eng. A 2020, 792, 139530. [Google Scholar] [CrossRef]
- Wang, H.; Ma, S.; Wang, J.; Lu, T.; Liu, C. Microstructure and mechanical properties of TA15/TC11 graded structural material by wire arc additive manufacturing process. T. Nonferr. Metal. Soc. 2021, 31, 2323–2335. [Google Scholar] [CrossRef]
- Ni, M.; Qin, X.; Hu, Z.; Ji, F.; Yang, S.; Wang, S. Forming Characteristics and Control Method of Weld Bead for GMAW on Curved Surface. Int. J. Adv. Manuf. Technol. 2022, 119, 1883–1908. [Google Scholar] [CrossRef]
- Zhang, M.; Qu, K.L.; Luo, S.X.; Liu, S.S. Effect of Cr on the microstructure and properties of TiC-TiB2 particles reinforced Fe-based composite coatings. Surf. Coat. Technol. 2017, 316, 131–137. [Google Scholar] [CrossRef]
- Wang, J.; Van Der Wolk, P.J.; Van Der Zwaag, S. On the influence of alloying elements on the bainite reaction in low alloy steels during continuous cooling. J. Mater. Sci. 2000, 35, 4393–4404. [Google Scholar] [CrossRef]
- Dundu, M. Evolution of stress–strain models of stainless steel in structural engineering applications. Constr. Build. Mater. 2018, 165, 413–423. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Ambient temperature (°C) | 25 |
| Initial forging temperature of workpiece (°C) | 1150 |
| Pre-heating temperature of die (°C) | 200 |
| Forming speed of press machine (mm/s) | 60 |
| Heat convection coefficient (N/s/mm/°C) | 0.02 |
| Radiation coefficient | 0.3 |
| Friction coefficient | 0.3 |
| Parameter | Time (s) | Heat Conduction Coefficient (N/s/mm/°C) [16] |
|---|---|---|
| Workpiece placing | 2 | 1 |
| Forging | 0.5 | 11 |
| Pressure maintenance | 1 | 2 |
| Cooling and lubrication | 2 | 8 |
| Additive Layer | Material | Element | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Mo | Ni | Ti | V | W | Ta | P | S | Fe | ||
| Substrate | 5CrNiMo | 0.55 | 0.32 | 0.62 | 0.76 | 0.23 | 1.61 | ~ | 0.02 | ~ | ~ | 0.01 | 0.01 | Bal. |
| Transition layer | RM535 | 0.06 | 0.32 | 1.20 | 1.71 | 1.65 | 2.60 | 0.04 | 0.01 | 0.04 | 0.03 | 0.01 | 0.01 | Bal. |
| Middle layer | RM545 | 0.09 | 0.45 | 1.29 | 8.68 | 2.26 | 1.98 | 0.06 | 0.02 | 0.04 | 0.18 | 0.01 | 0.01 | Bal. |
| Strengthening layer | RM650 | 0.18 | 0.44 | 1.36 | 10.96 | 3.10 | 1.92 | 0.06 | 0.03 | 0.04 | 0.22 | 0.01 | 0.01 | Bal. |
| Material | Arc Voltage (V) | Arc Current (A) | Wire Feed Speed (m/min) | Welding Speed (mm/s) | Single Bead Width (mm) | Single Bead Height (mm) |
|---|---|---|---|---|---|---|
| RM535 | 21.5 | 233.0 | 3.7 | 7.0 | 6.5 | 2.7 |
| RM545 | 21.5 | 233.0 | 3.7 | 7.5 | 6.8 | 2.5 |
| RM650 | 21.5 | 233.0 | 3.7 | 7.0 | 6.7 | 2.7 |
| Interface | Ultimate Strength (MPa) | Yield Strength (0.2% Strain Offset [35], MPa) | Elongation (%) | Tensile Fracture Position |
|---|---|---|---|---|
| Interface A | 1007 ± 9 | 672 ± 18 | 18.8 ± 1.0 | Substrate layer |
| Interface B | 1123 ± 23 | 809 ± 15 | 19.5 ± 0.3 | Transition layer |
| Interface C | 1265 ± 26 | 916 ± 12 | 16.2 ± 0.8 | Intermediate layer |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, M.; Hu, Z.; Qin, X.; Xiong, X.; Ji, F. Microstructure and Mechanical Properties of Gradient Interfaces in Wire Arc Additive Remanufacturing of Hot Forging Die Steel. Materials 2023, 16, 2639. https://doi.org/10.3390/ma16072639
Ni M, Hu Z, Qin X, Xiong X, Ji F. Microstructure and Mechanical Properties of Gradient Interfaces in Wire Arc Additive Remanufacturing of Hot Forging Die Steel. Materials. 2023; 16(7):2639. https://doi.org/10.3390/ma16072639
Chicago/Turabian StyleNi, Mao, Zeqi Hu, Xunpeng Qin, Xiaochen Xiong, and Feilong Ji. 2023. "Microstructure and Mechanical Properties of Gradient Interfaces in Wire Arc Additive Remanufacturing of Hot Forging Die Steel" Materials 16, no. 7: 2639. https://doi.org/10.3390/ma16072639