
Microstructure, Mechanical Properties and Fracture Behavior of Micron-Sized TiB2/AlZnMgCu(Sc,Zr) Composites Fabricated by Selective Laser Melting
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
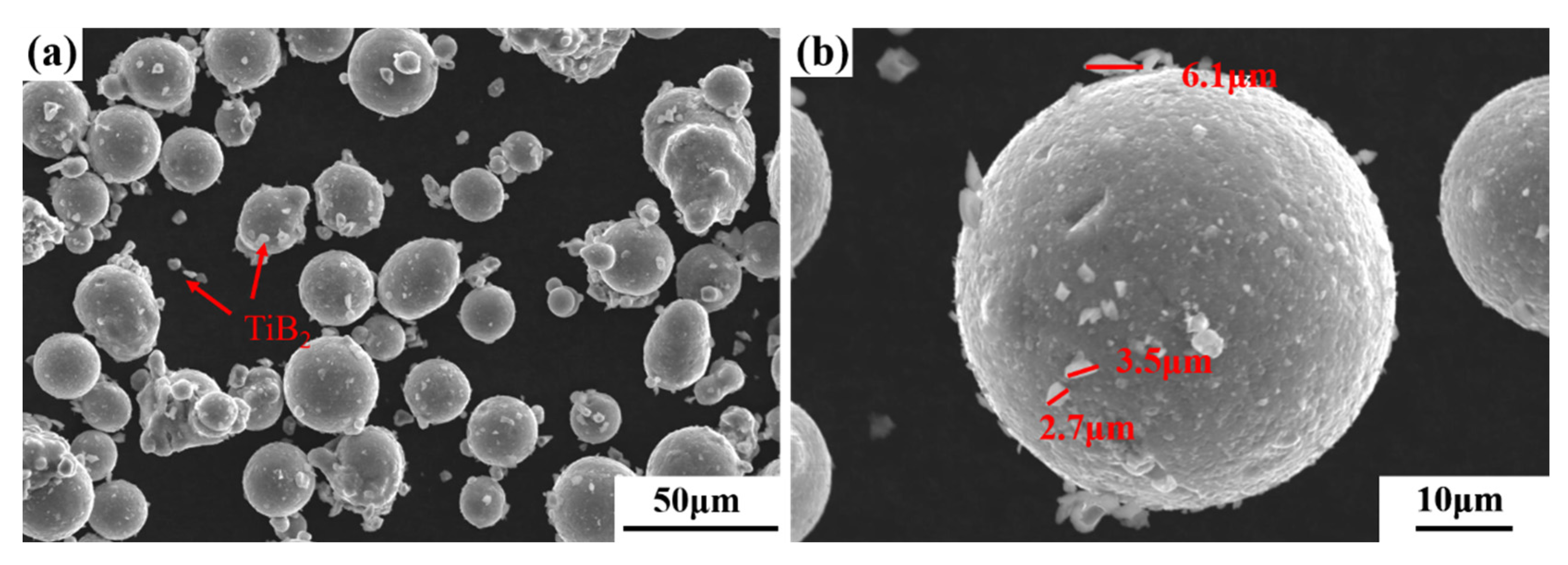
2.1. Powder Preparation
2.2. Forming Process
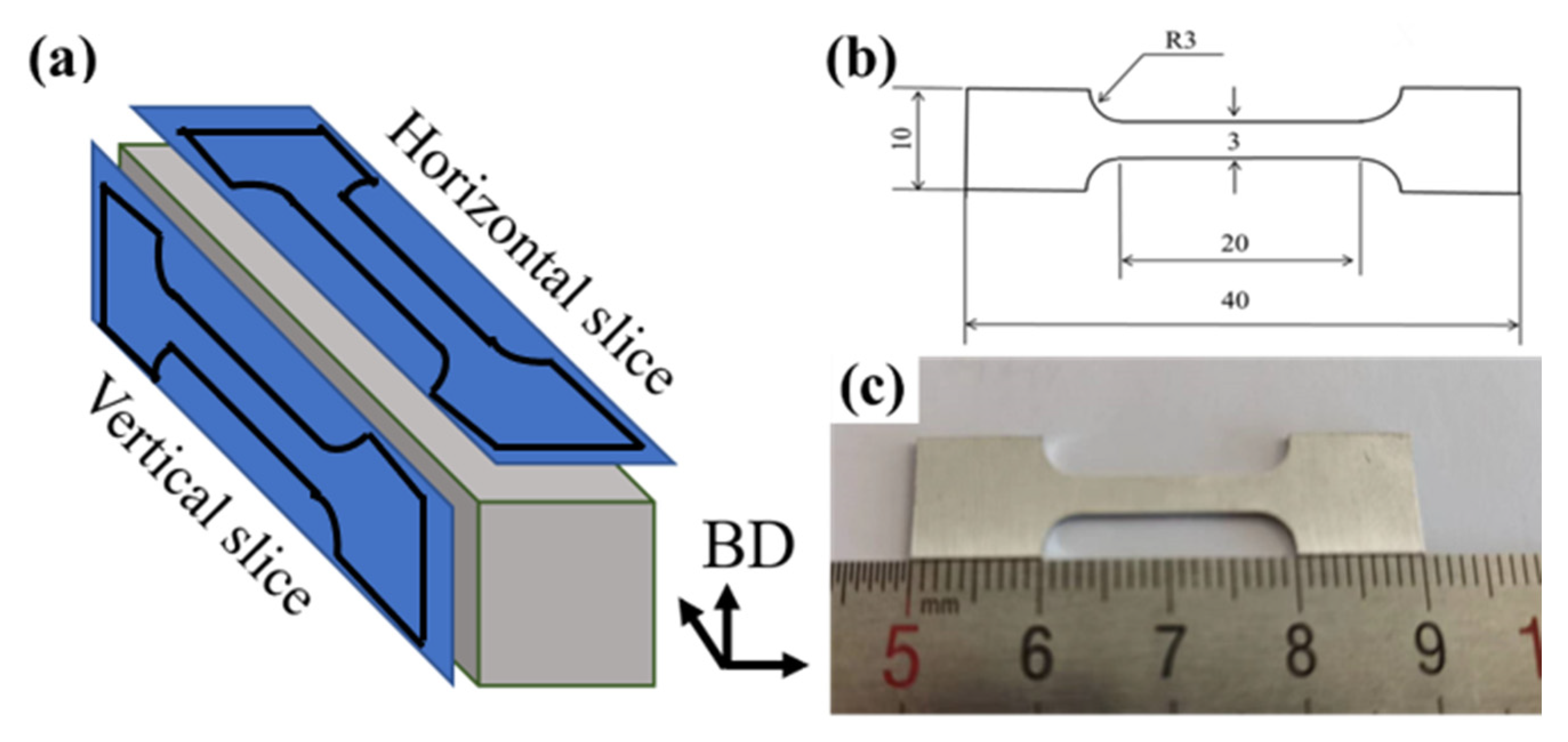
2.3. Experimental Procedures

3. Results and Discussion
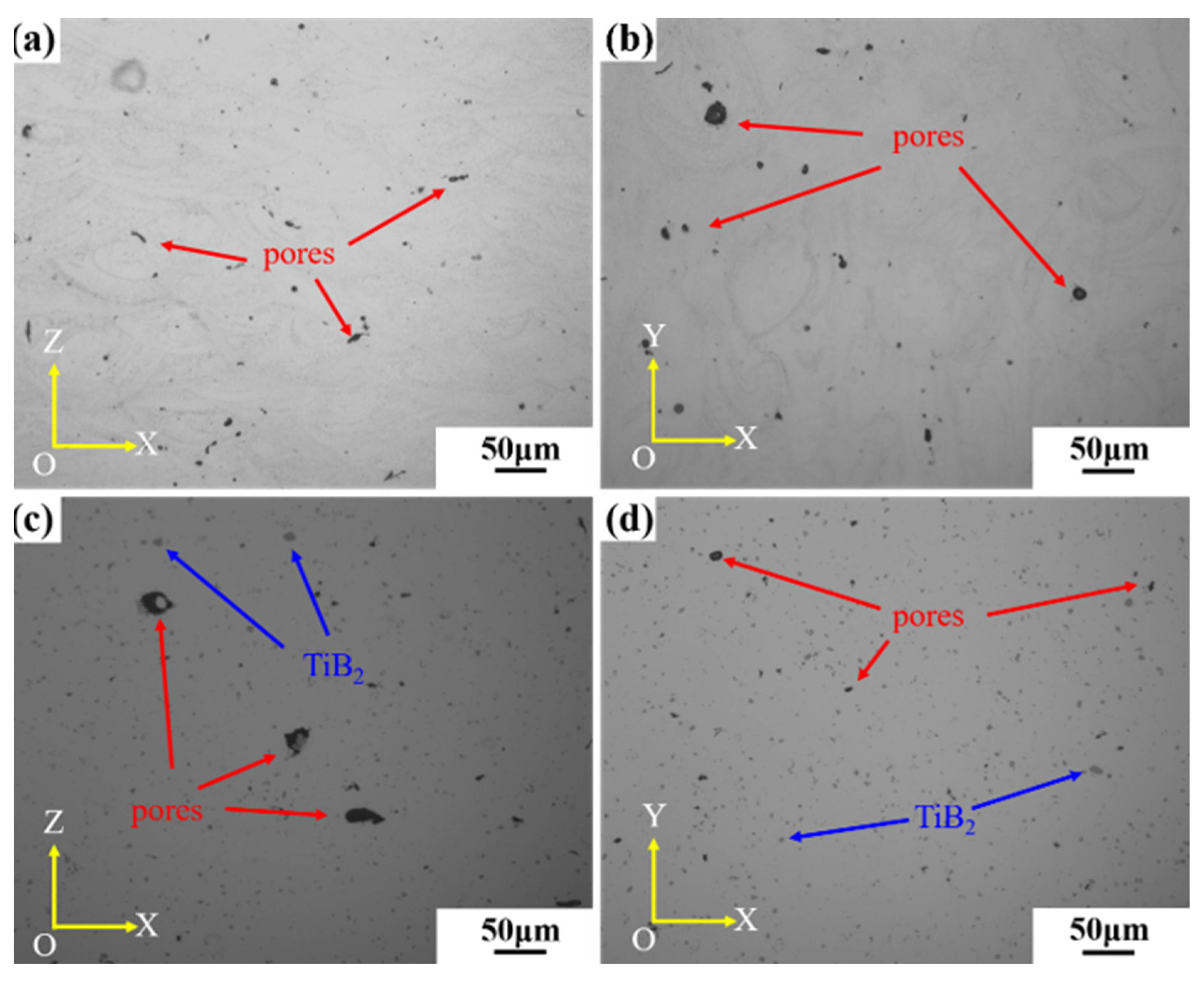
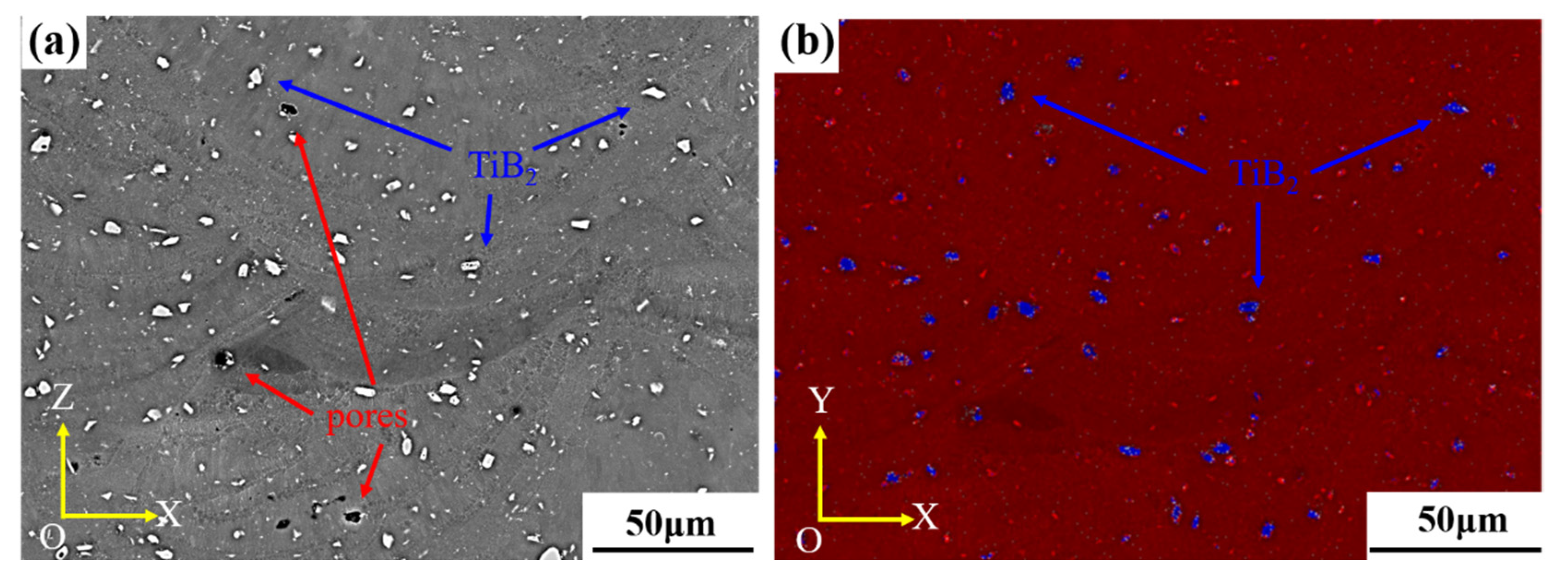
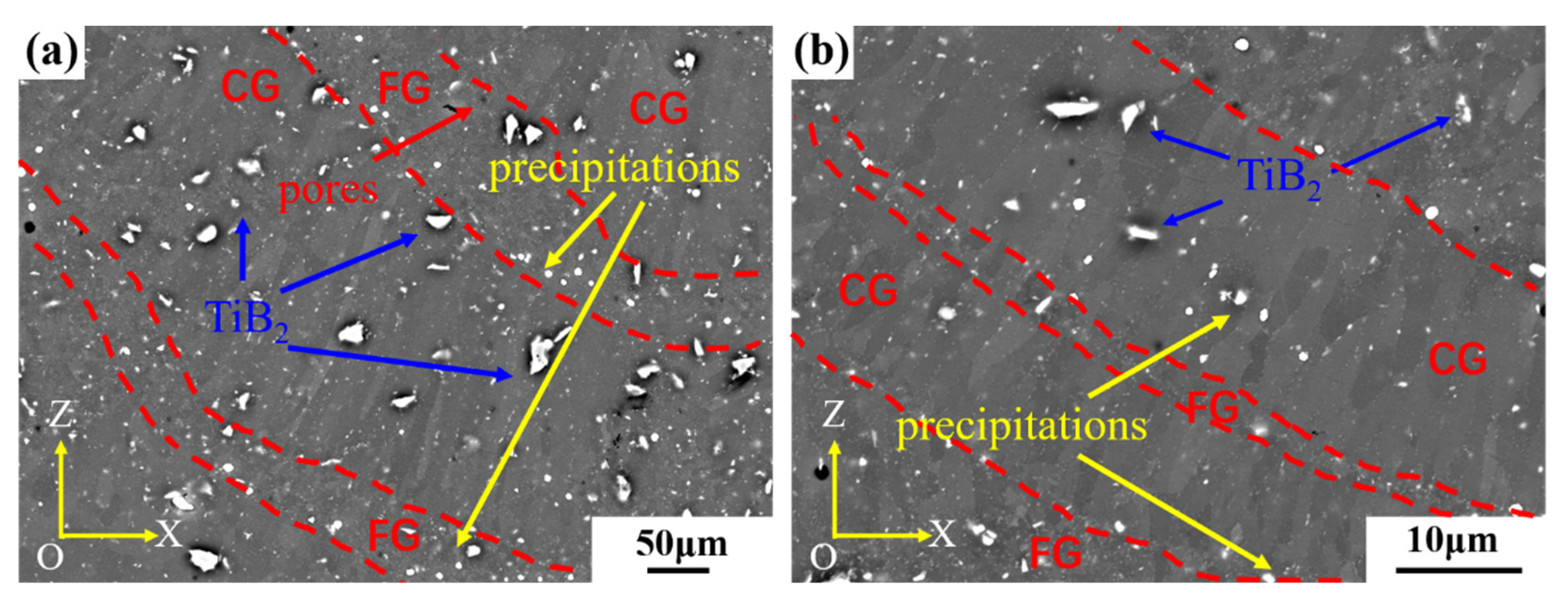
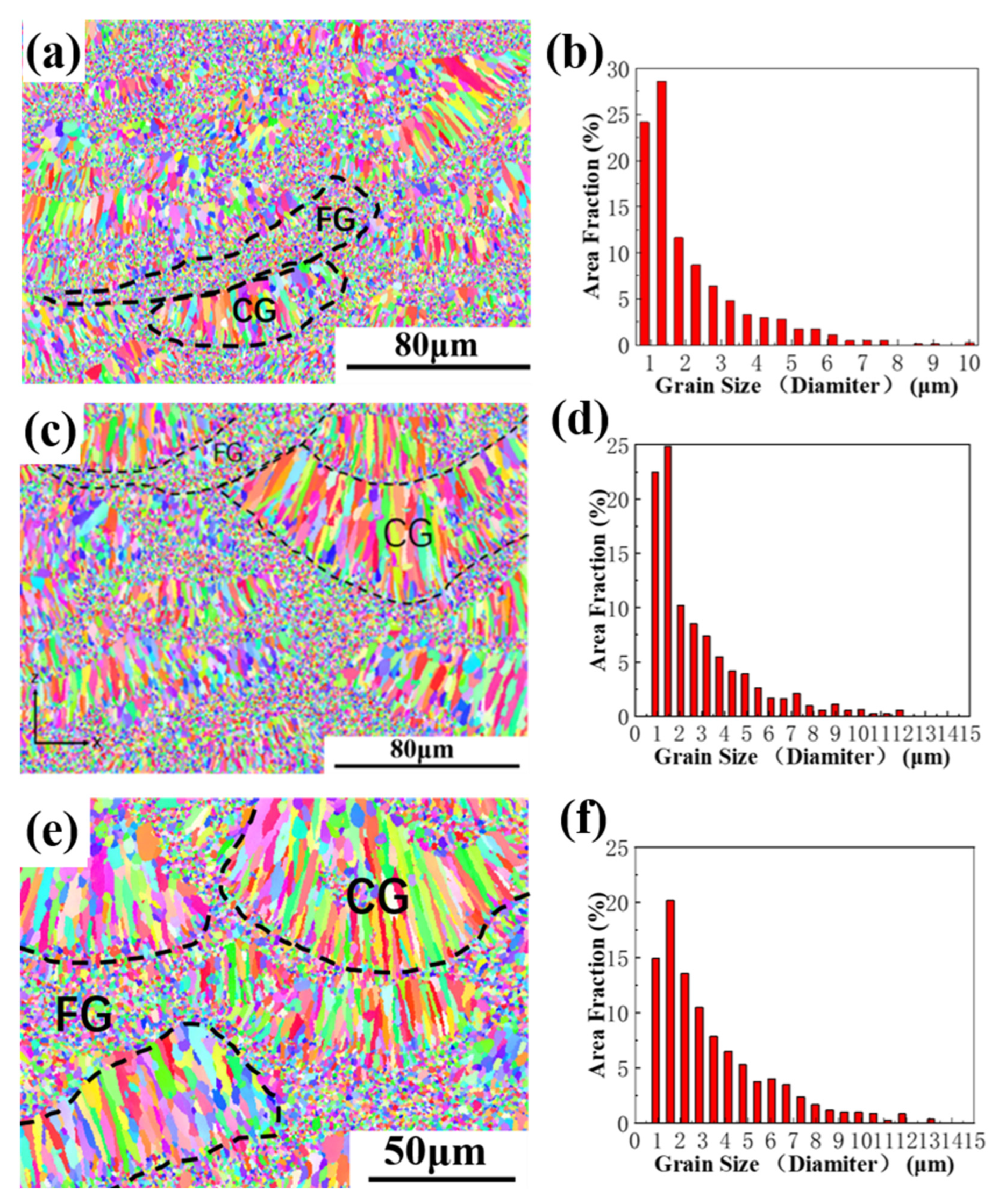
3.1. Defects and Microstructures Analysis
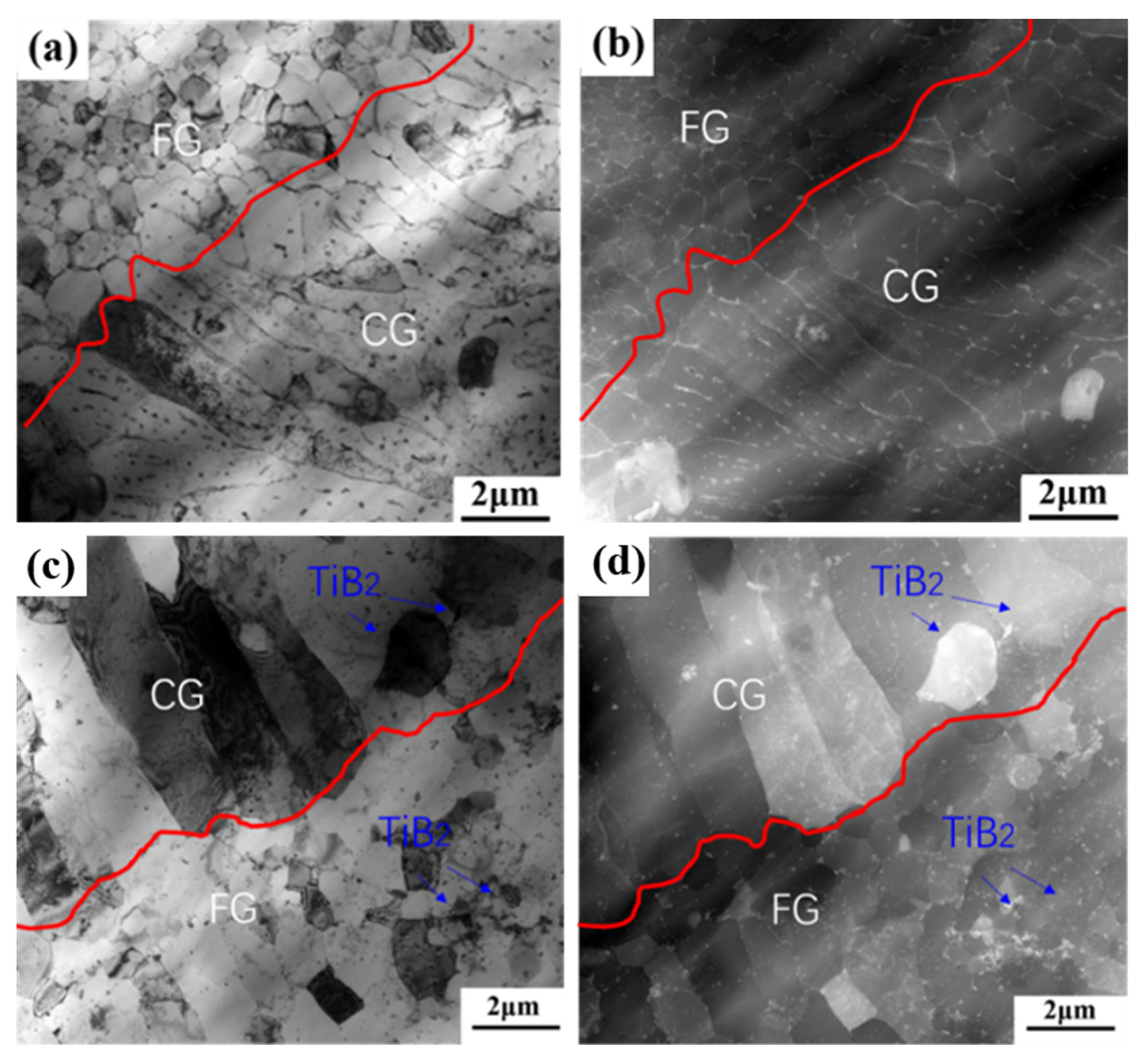
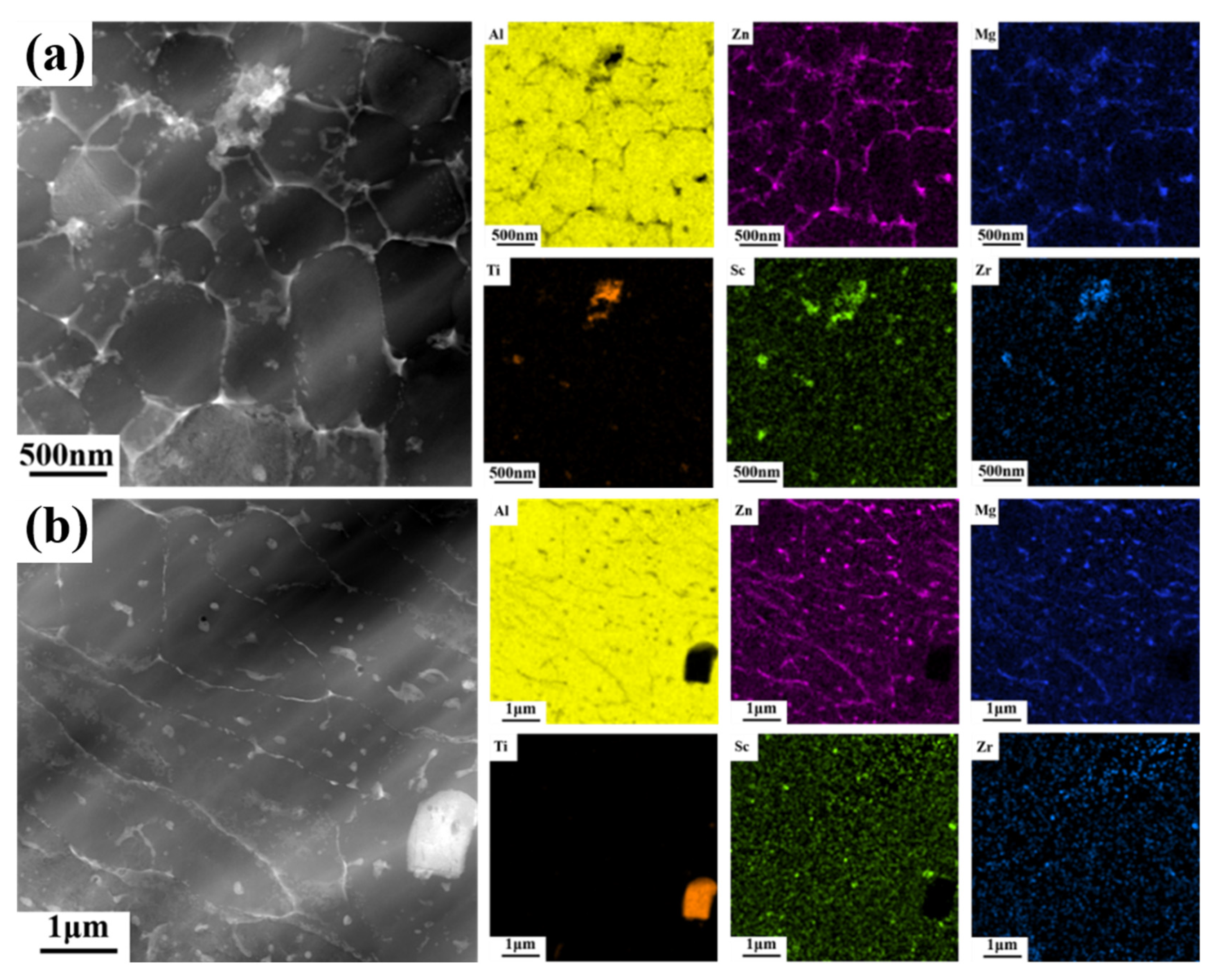
3.2. Precipitated Phase and Interface Analysis
3.3. Mechanical Properties
3.4. Fracture Behavior
4. Conclusions
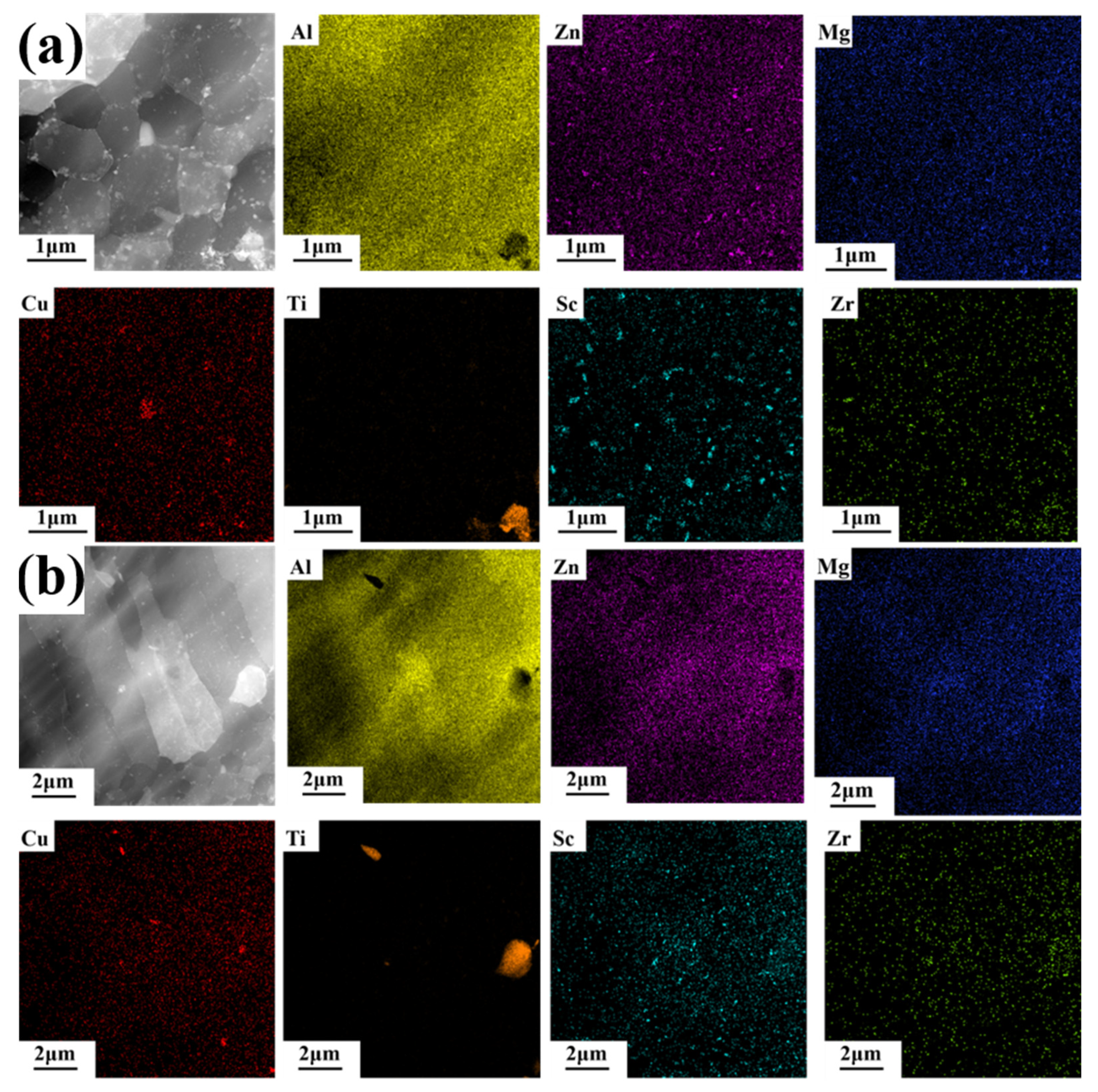
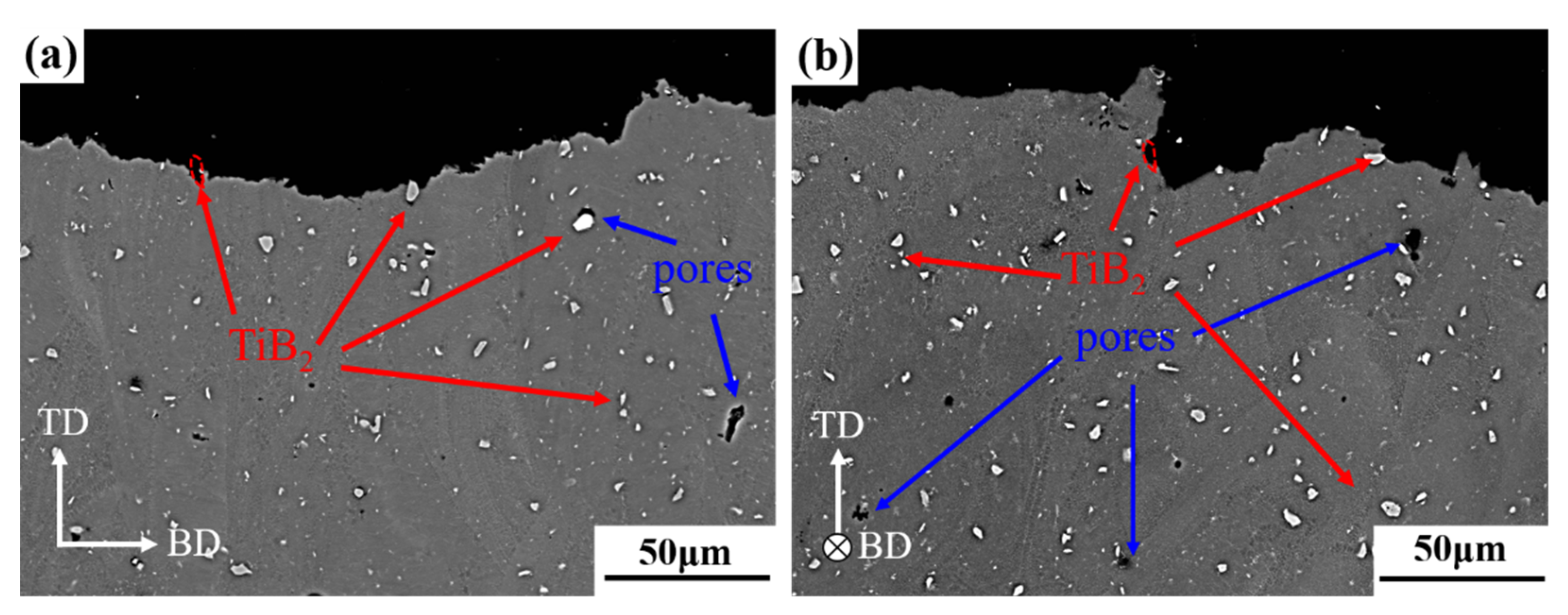
- The crack-free micron-sized TiB2/AlZnMgCu(Sc,Zr) composite with good surface quality and high densification of 99.76% have been successfully prepared by SLM. Micron-sized TiB2 particles are distributed uniformly in the matrix. The addition of TiB2 leads to an increase of densification, but has little influence on the microstructure, phase composition and heat-treatment process.
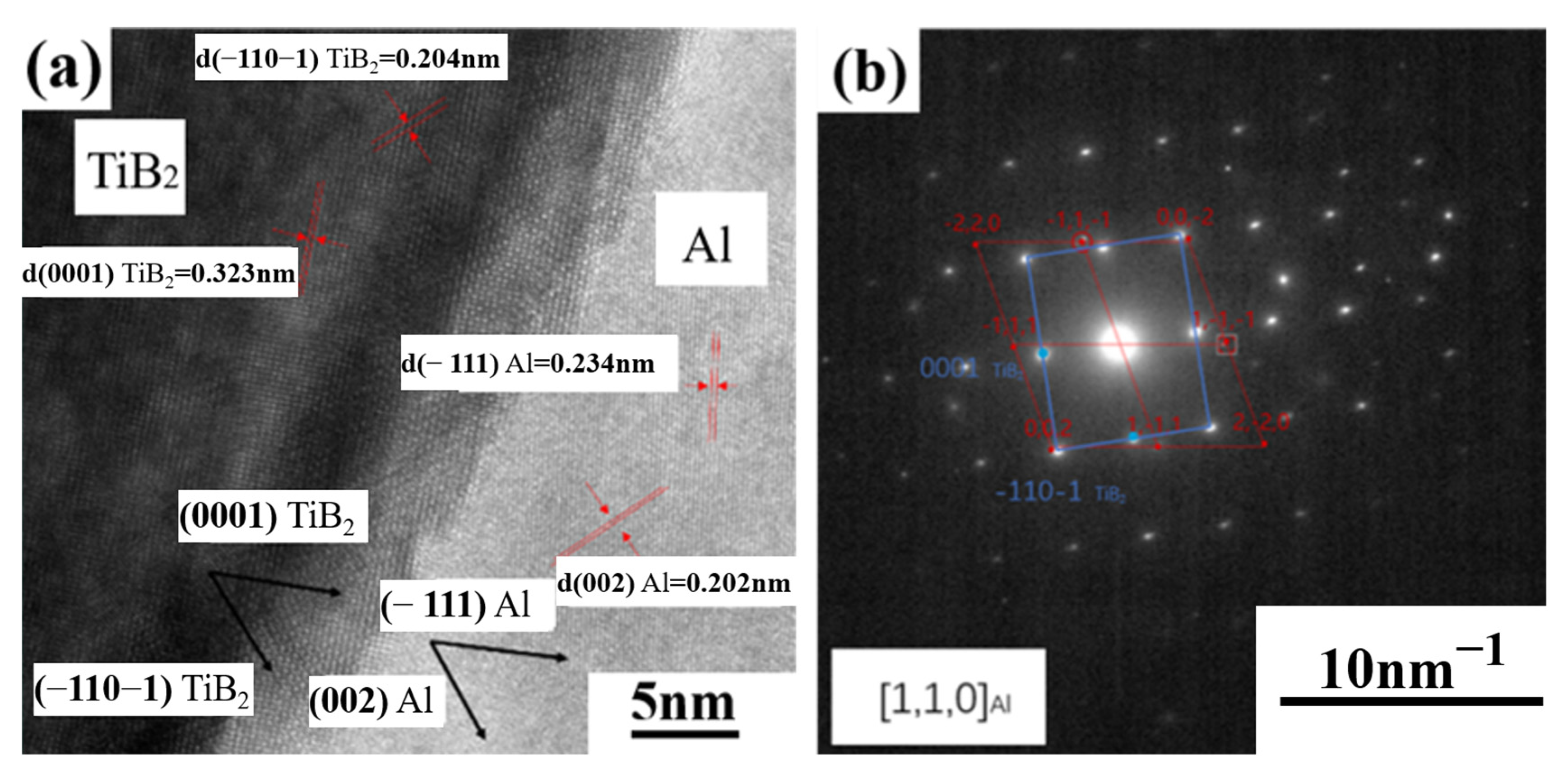
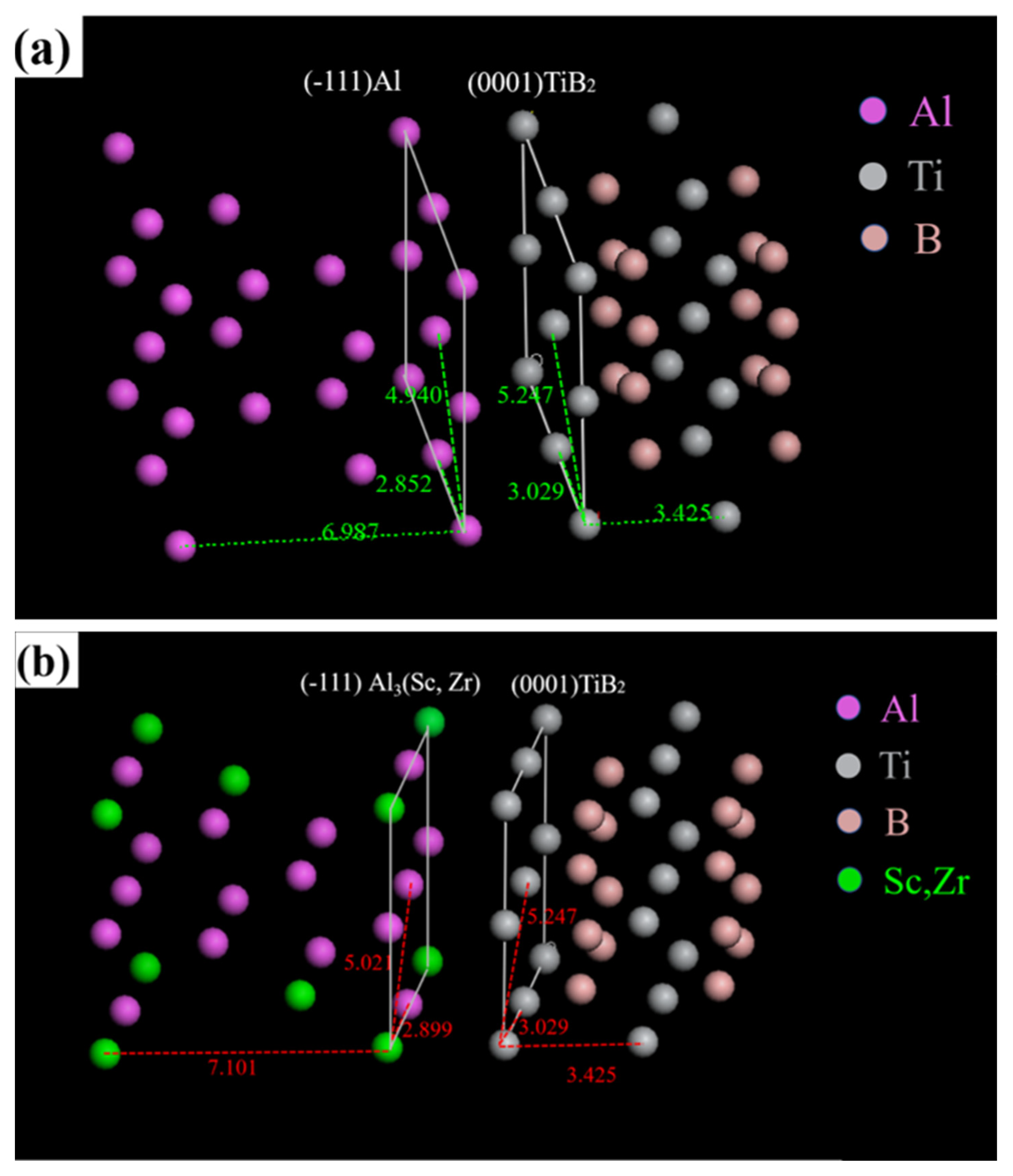
- The complete micron-sized TiB2 particle surface has a good interface with the aluminum matrix and the interface is clean and smooth, with no other intermediate phase. A large number of alloy-elements are enriched near the irregular surface of these broken TiB2, for relatively high surface free energy, similar to grain boundaries. Due to the poor interfacial bonding between these parts of the surface and the aluminum matrix, the Mg (Zn1.5Cu0.5) phase can form as the interphase to bond the matrix. The reason for this is that its lattice parameter at a specific crystal plane is between the TiB2 and aluminum matrix.
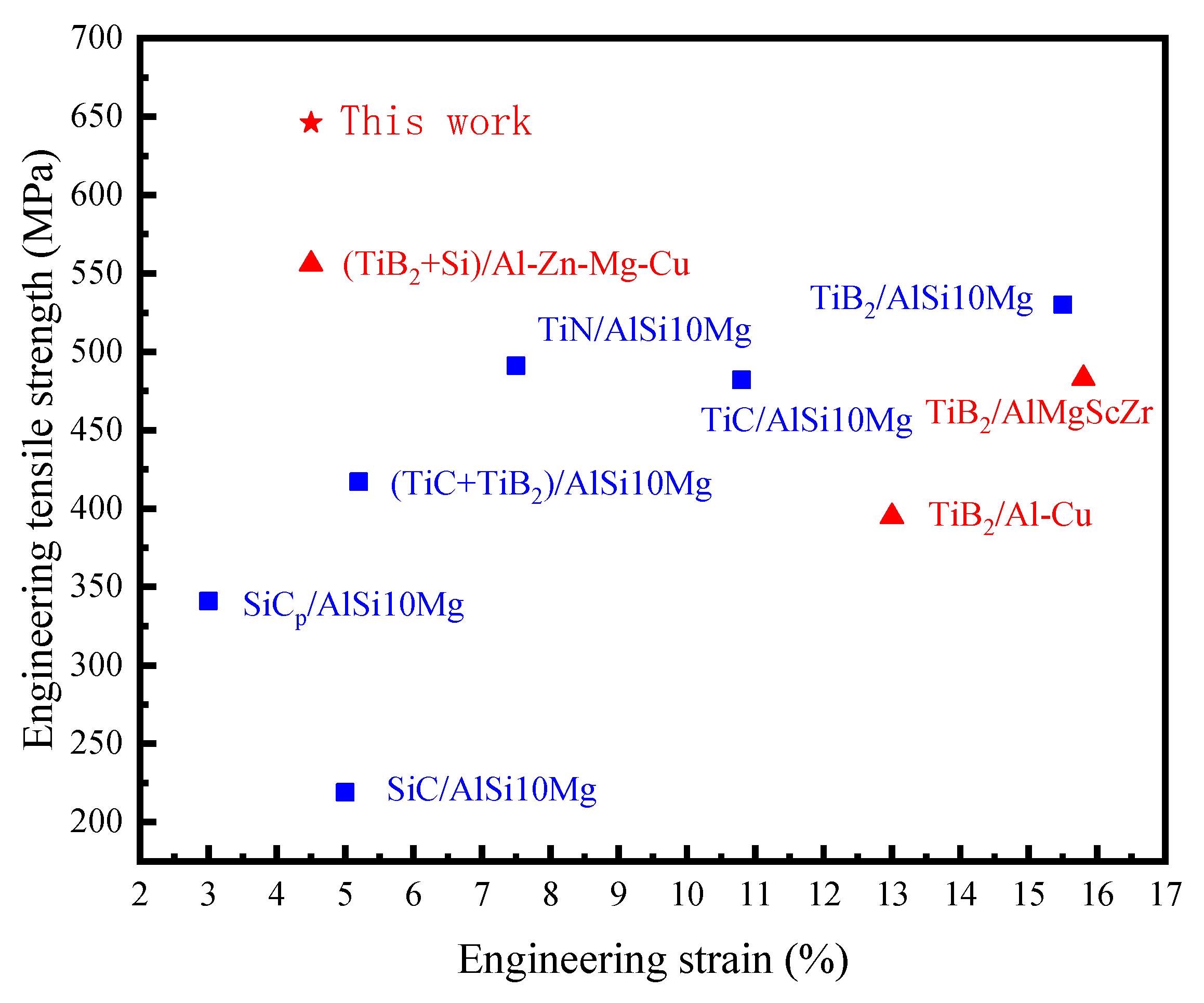
- The addition of micron-sized TiB2 particles has a beneficial effect on the mechanical properties of AlZnMgCu(Sc,Zr) samples, and the increase is about 6%. The main reason for the increase is the increase of densification due to the increase of the powder laser absorption rate. In contrast, due to the introduction of brittle ceramic particles and its stress concentration effect, the ductility has decreases by about 15%. The ultimate tensile strength and yield strength of the composite are about 646 MPa and 623 MPa, respectively. Moreover, the composite has some plasticity and elongation after fracture, which is about 4.5%.
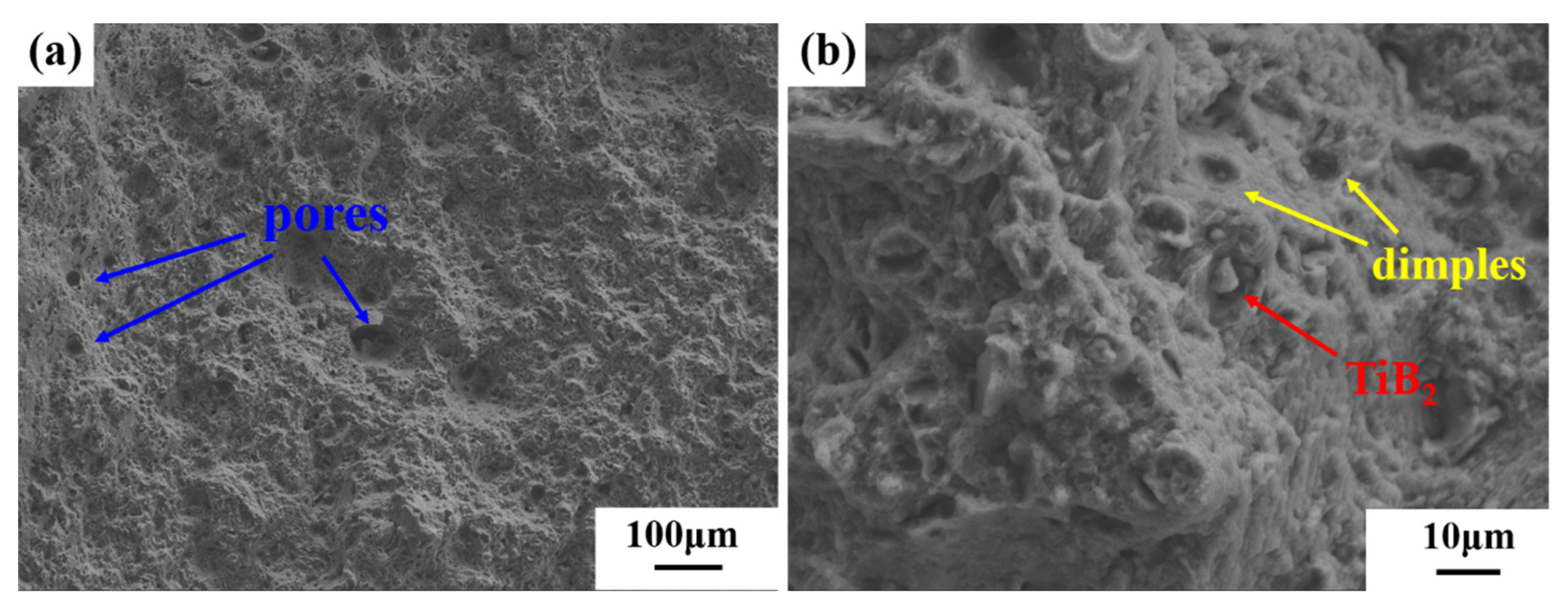
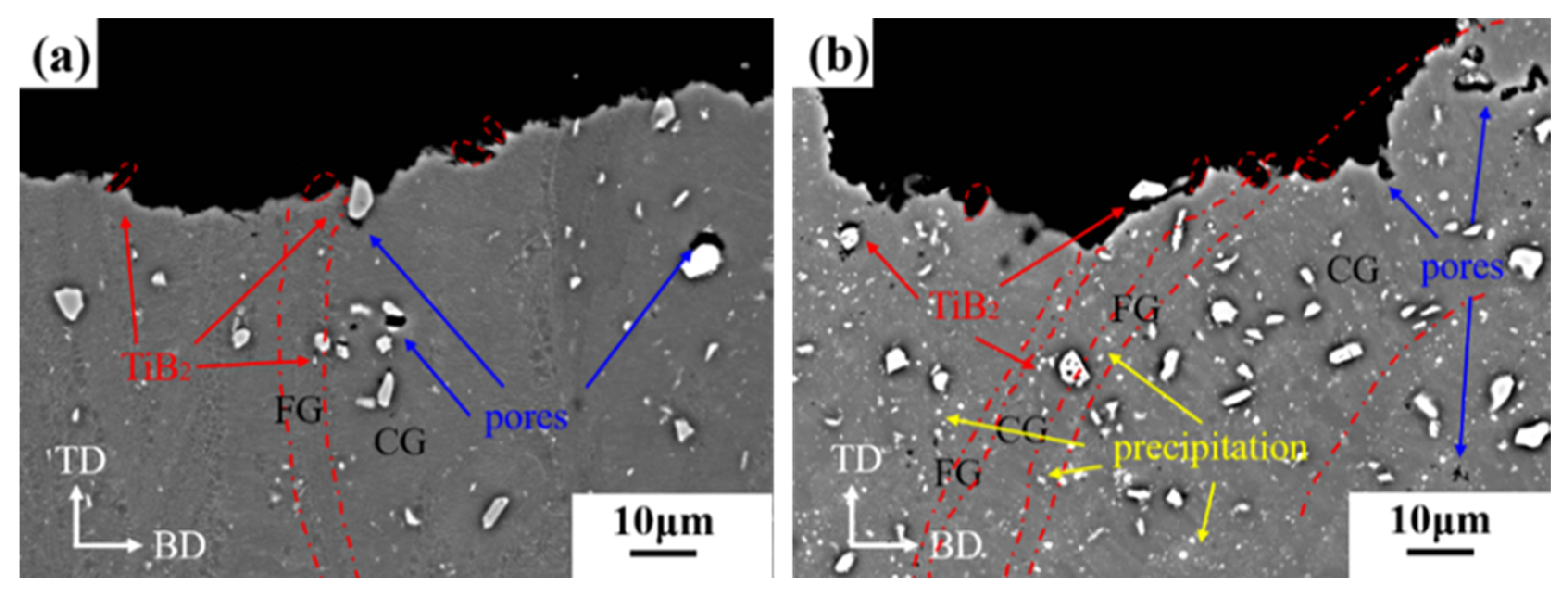
- The fracture of the micron-sized TiB2/AlZnMgCu(Sc,Zr) composite is due to the stress concentration of the sharp tips of TiB2. In addition, the large particles precipitated after heat treatment are mainly concentrated in the fine grain zone at the bottom of the molten pool, and these coarse precipitated phases can also easily cause propagation of cracks.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sadeghi, B.; Cavaliere, P.; Pruncu, C.I.; Balog, M.; Marques de Castro, M.; Chahal, R. Architectural design of advanced aluminum matrix composites: A review of recent developments. Crit. Rev. Solid State 2022, 35, 1–71. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Tan, C.; Weng, F.; Sui, S.; Chew, Y.; Bi, G. Progress and perspectives in laser additive manufacturing of key aeroengine materials. Int. J. Mach. Tools Manuf. 2021, 170, 103804. [Google Scholar] [CrossRef]
- Kontis, P.; Chauvet, E.; Peng, Z.; He, J.; da Silva, A.K.; Raabe, D.; Tassin, C.; Blandin, J.-J.; Abed, S.; Dendievel, R.; et al. Atomic-scale grain boundary engineering to overcome hot-cracking in additively-manufactured superalloys. Acta Mater. 2019, 177, 209–221. [Google Scholar] [CrossRef] [Green Version]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar]
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Gibbons, G.; Das, A.; Howes, P.D. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Fu, J.; Li, H.; Song, X.; Fu, M.W. Multi-scale defects in powder-based additively manufactured metals and alloys. J. Mater. Sci. Technol. 2022, 122, 165–199. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D Printing of Aluminium Alloys: Additive Man-ufacturing of Aluminium Alloys Using Selective Laser Melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Michi, R.A.; Plotkowski, A.; Shyam, A.; Dehoff, R.R.; Babu, S.S. Towards high-temperature applications of aluminium alloys enabled by additive manufacturing. Int. Mater. Rev. 2022, 67, 298–345. [Google Scholar] [CrossRef]
- Priya, P.; Johnson, D.R.; Krane, M.J.M. Precipitation during cooling of 7XXX aluminum alloys. Comput. Mater. Sci. 2017, 139, 273–284. [Google Scholar] [CrossRef]
- Sha, G.; Wang, Y.B.; Liao, X.Z.; Duan, Z.C.; Ringer, S.P.; Langdon, T.G. Influence of Equal-Channel Angular Pressing on Pre-cipitation in an Al–Zn–Mg–Cu Alloy. Acta Mater. 2009, 57, 3123–3132. [Google Scholar] [CrossRef]
- Pauly, S.; Wang, P.; Kühn, U.; Kosiba, K. Experimental determination of cooling rates in selectively laser-melted eutectic Al-33Cu. Addit. Manuf. 2018, 22, 753–757. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef]
- Li, L.; Li, R.; Yuan, T.; Chen, C.; Zhang, Z.; Li, X. Microstructures and Tensile Properties of a Selective Laser Melted Al–Zn–Mg–Cu (Al7075) Alloy by Si and Zr Microalloying. Mater. Sci. Eng. A 2020, 787, 139492. [Google Scholar] [CrossRef]
- Zhou, S.Y.; Su, Y.; Wang, H.; Enz, J.; Ebel, T.; Yan, M. Selective Laser Melting Additive Manufacturing of 7XXX Series Al-Zn-Mg-Cu Alloy: Cracking Elimination by Co-Incorporation of Si and TiB2. Addit. Manuf. 2020, 36, 101458. [Google Scholar] [CrossRef]
- Zhu, Z.; Ng, F.L.; Seet, H.L.; Lu, W.; Liebscher, C.H.; Rao, Z.; Raabe, D.; Mui Ling Nai, S. Superior mechanical properties of a selective-laser-melted AlZnMgCuScZr alloy enabled by a tunable hierarchical microstructure and dual-nanoprecipitation. Mater. Today 2021, 52, 90–101. [Google Scholar] [CrossRef]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective Laser Melting of nano-TiB2 Decorated AlSi10Mg Alloy with High Fracture Strength and Ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Wang, H.; Gu, D. Nanometric TiC reinforced AlSi10Mg nanocomposites: Powder preparation by high-energy ball milling and consolidation by selective laser melting. J. Compos. Mater. 2014, 49, 1639–1651. [Google Scholar] [CrossRef]
- Pan, W.; Zhai, Z.; Liu, Y.; Liang, B.; Liang, Z.; Zhang, Y. Research on Microstructure and Cracking Behavior of Al-6.2Zn-2Mg-xSc-xZr Alloy Fabricated by Selective Laser Melting. Crystals 2022, 12, 1500. [Google Scholar] [CrossRef]
- Gu, D.; Yang, Y.; Xi, L.; Yang, J.; Xia, M. Laser absorption behavior of randomly packed powder-bed during selective laser melting of SiC and TiB2 reinforced Al matrix composites. Opt. Laser Technol. 2019, 119, 105600. [Google Scholar] [CrossRef]
- Qu, M.; Guo, Q.; Escano, L.I.; Nabaa, A.; Hojjatzadeh, S.M.H.; Young, Z.A.; Chen, L. Controlling Process Instability for Defect Lean Metal Additive Manufacturing. Nat. Commun. 2022, 13, 1079. [Google Scholar] [CrossRef] [PubMed]
- Shirvanimoghaddam, K.; Hamim, S.U.; Karbalaei Akbari, M.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon fiber reinforced metal matrix composites: Fabrication processes and properties. Compos. Part A Appl. Sci. Manuf. 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Geng, J.; Li, Y.; Xiao, H.; Wang, Z.; Wang, M.; Chen, D.; Wang, H. Deformation-induced ultrafine grains near fatigue crack tip and correlative fatigue damage in Al matrix composite. Scr. Mater. 2021, 193, 49–54. [Google Scholar] [CrossRef]
- Shao, H.; Liu, T.; Zhang, K.; Zhang, C.; Jiang, S.; Xiong, Z.; Liao, W. Preparation of Ti3AlC2 matrix composites by selective laser melting combined with pressureless sintering. Adv. Appl. Ceram. 2020, 119, 158–165. [Google Scholar] [CrossRef]
- Ghosh, S.K.; Saha, P.; Kishore, S. Influence of Size and Volume Fraction of SiC Particulates On Properties of Ex Situ Reinforced Al–4.5Cu–3Mg Metal Matrix Composite Prepared by Direct Metal Laser Sintering Process. Mater. Sci. Eng. A 2010, 527, 4694–4701. [Google Scholar] [CrossRef]
- Xie, J.; Chen, Y.; Yin, L.; Zhang, T.; Wang, S.; Wang, L. Microstructure and mechanical properties of ultrasonic spot welding TiNi/Ti6Al4V dissimilar materials using pure Al coating. J. Manuf. Process. 2021, 64, 473–480. [Google Scholar] [CrossRef]
- Meng, C.; Cui, H.-C.; Lu, F.-G.; Tang, X.-H. Evolution behavior of TiB2 particles during laser welding on aluminum metal matrix composites reinforced with particles. Trans. Nonferrous Met. Soc. 2013, 23, 1543–1548. [Google Scholar] [CrossRef]
- Zhang, L.-L.; Jiang, H.-X.; He, J.; Zhao, J.-Z. Kinetic behaviour of TiB2 particles in Al melt and their effect on grain refinement of aluminium alloys. Trans. Nonferrous Met. Soc. 2020, 30, 2035–2044. [Google Scholar] [CrossRef]
- Xi, L.; Kaban, I.; Nowak, R.; Korpała, B.; Bruzda, G.; Sobczak, N.; Mattern, N.; Eckert, J. High-temperature wetting and interfacial interaction between liquid Al and TiB2 ceramic. J. Mater. Sci. 2015, 50, 2682–2690. [Google Scholar] [CrossRef]
- Ma, Y.; Addad, A.; Ji, G.; Zhang, M.; Lefebvre, W.; Chen, Z.; Ji, V. Atomic-Scale Investigation of the Interface Precipitation in a TiB2 Nanoparticles Reinforced Al–Zn–Mg–Cu Matrix Composite. Acta Mater. 2020, 185, 287–299. [Google Scholar] [CrossRef]
- Ma, Y.; Chen, H.; Zhang, M.; Addad, A.; Kong, Y.; Lezaack, M.B.; Gan, W.; Chen, Z.; Ji, G. Break through the strength-ductility trade-off dilemma in aluminum matrix composites via precipitation-assisted interface tailoring. Acta Mater. 2023, 242, 118470. [Google Scholar] [CrossRef]
- Su, Y.; Zhu, J.; Long, X.; Zhao, L.; Chen, C.; Liu, C. Statistical effects of pore features on mechanical properties and fracture behaviors of heterogeneous random porous materials by phase-field modeling. Int. J. Solids Struct. 2023, 264, 112098. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Kang, N.; Hu, Y.; Chen, J.; Huang, W. Strength-ductility synergy of selective laser melted Al-Mg-Sc-Zr alloy with a heterogeneous grain structure. Addit. Manuf. 2020, 34, 101260. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Kang, N.; Wang, Y.; Yu, X.; Tan, H.; Yang, H.; Huang, W. Making Selective-Laser-Melted High-Strength Al–Mg–Sc–Zr Alloy Tough Via Ultrafine and Heterogeneous Microstructure. Scripta Mater. 2021, 203, 114052. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Heeling, T.; Uggowitzer, P.J.; Schäublin, R.; Palm, F.; Wegener, K. Microstructural features of Sc- and Zr-modified Al-Mg alloys processed by selective laser melting. Mater. Des. 2017, 115, 52–63. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Voegtlin, M.; Palm, F.; Uggowitzer, P.J. Microstructure and mechanical properties of as-processed scandium-modified aluminium using selective laser melting. CIRP Ann. 2016, 65, 213–216. [Google Scholar] [CrossRef]
- Costa, S.; Puga, H.; Barbosa, J.; Pinto, A.M.P. The Effect of Sc Additions on the Microstructure and Age Hardening Behavior of as Cast Al–Sc Alloys. Mater. Des. 2012, 42, 347–352. [Google Scholar] [CrossRef] [Green Version]
- Knipling, K.E.; Karnesky, R.A.; Lee, C.P.; Dunand, D.C.; Seidman, D.N. Precipitation evolution in Al–0.1Sc, Al–0.1Zr and Al–0.1Sc–0.1Zr (at.%) alloys during isochronal aging. Acta Mater. 2010, 58, 5184–5195. [Google Scholar] [CrossRef]
- Wang, J.; Liu, T.; Luo, L.; Cai, X.; Wang, B.; Zhao, J.; Cheng, Z.; Wang, L.; Su, Y.; Xue, X.; et al. Selective Laser Melting of High-Strength TiB2/AlMgScZr Composites: Microstructure, Tensile Deformation Behavior, and Mechanical Properties. J. Mater. Res. Technol. 2022, 16, 786–800. [Google Scholar] [CrossRef]
- Yang, H.; Cai, Z.; Zhang, Q.; Shao, Y.; Dong, B.; Xuan, Q.; Qiu, F. Comparison of the Effects of Mg and Zn on the Interface Mismatch and Compression Properties of 50 Vol% TiB2/Al Composites. Ceram. Int. 2021, 47, 22121–22129. [Google Scholar] [CrossRef]
- Xue, G.; Ke, L.; Zhu, H.; Liao, H.; Zhu, J.; Zeng, X. Influence of processing parameters on selective laser melted SiCp/AlSi10Mg composites: Densification, microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 764. [Google Scholar] [CrossRef]
- Yi, J.; Zhang, X.; Rao, J.H.; Xiao, J.; Jiang, Y. In-Situ Chemical Reaction Mechanism and Non-Equilibrium Microstructural Evolution of (TiB2 + TiC)/AlSi10Mg Composites Prepared by SLM-CS Processing. J. Alloy. Compd. 2021, 857, 157553. [Google Scholar] [CrossRef]
- Gao, C.; Liu, Z.; Xiao, Z.; Zhang, W.; Wong, K.; Akbarzadeh, A.H. Effect of heat treatment on SLM-fabricated TiN/AlSi10Mg composites: Microstructural evolution and mechanical properties. J. Alloy. Compd. 2021, 853, 156722. [Google Scholar] [CrossRef]
- Xi, X.; Chen, B.; Tan, C.; Song, X.; Feng, J. Microstructure and mechanical properties of SiC reinforced AlSi10Mg composites fabricated by laser metal deposition. J. Manuf. Process. 2020, 58, 763–774. [Google Scholar] [CrossRef]
- Biffi, C.A.; Bassani, P.; Fiocchi, J.; Albu, M.; Tuissi, A. Selective Laser Melting of AlCu-TiB2 Alloy Using Pulsed Wave Laser Emission Mode: Processability, Microstructure and Mechanical Properties. Mater. Des. 2021, 204, 109628. [Google Scholar] [CrossRef]
- Oliveira de Menezes, J.T.; Castrodeza, E.M.; Casati, R. Effect of build orientation on fracture and tensile behavior of A357 Al alloy processed by Selective Laser Melting. Mater. Sci. Eng. A 2019, 766, 138392. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements/wt.% | Zn | Mg | Cu | Sc | Zr | Al |
|---|---|---|---|---|---|---|
| Design content | 8.5 | 3 | 1 | 0.8 | 0.6 | Bal. |
| Powder content | 8.28 | 2.96 | 1.02 | 0.66 | 0.39 | Bal. |
| Elements/wt.% | Zn | Mg | Cu | Ti | B | Sc | Zr | Al |
|---|---|---|---|---|---|---|---|---|
| Powder | 8.44 | 3.12 | 0.98 | 1.34 | 0.52 | 0.66 | 0.40 | Bal. |
| Sample | 6.24 | 2.60 | 1.01 | 2.05 | 0.85 | 0.68 | 0.41 | Bal. |
| Samples | UTS (MPa) | YS (MPa) | Elongation (%) | |
|---|---|---|---|---|
| AlZnMgCu(Sc,Zr) | As-printed | 475.3 ± 0.8 | 448.7 ± 4.0 | 16.0 ± 0.5 |
| Heat treated | 606.7 ± 14.5 | 603.7 ± 18.0 | 5.3 ± 1.5 | |
| TiB2/AlZnMgCu(Sc,Zr) | As-printed | 510.8 ± 16.5 | 452.3 ± 17.1 | 13.0 ± 1.3 |
| Heat treated | 646.7 ± 9.0 | 623.1 ± 22.6 | 4.5 ± 2.3 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, P.; Liu, Y.; Liang, Z.; Pan, W.; Shao, S.; Zhang, Y. Microstructure, Mechanical Properties and Fracture Behavior of Micron-Sized TiB2/AlZnMgCu(Sc,Zr) Composites Fabricated by Selective Laser Melting. Materials 2023, 16, 2112. https://doi.org/10.3390/ma16052112
Yin P, Liu Y, Liang Z, Pan W, Shao S, Zhang Y. Microstructure, Mechanical Properties and Fracture Behavior of Micron-Sized TiB2/AlZnMgCu(Sc,Zr) Composites Fabricated by Selective Laser Melting. Materials. 2023; 16(5):2112. https://doi.org/10.3390/ma16052112
Chicago/Turabian StyleYin, Peng, Yantao Liu, Zhuoheng Liang, Wei Pan, Shuobing Shao, and Yongzhong Zhang. 2023. "Microstructure, Mechanical Properties and Fracture Behavior of Micron-Sized TiB2/AlZnMgCu(Sc,Zr) Composites Fabricated by Selective Laser Melting" Materials 16, no. 5: 2112. https://doi.org/10.3390/ma16052112