

Development of Preliminary Precision Forging Technology and Concept for Tools Used to Reforge 60E1A6 Profile Needle Rails with the Use of Numerical and Physical Modeling
 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Test Subject and Methodology
- -
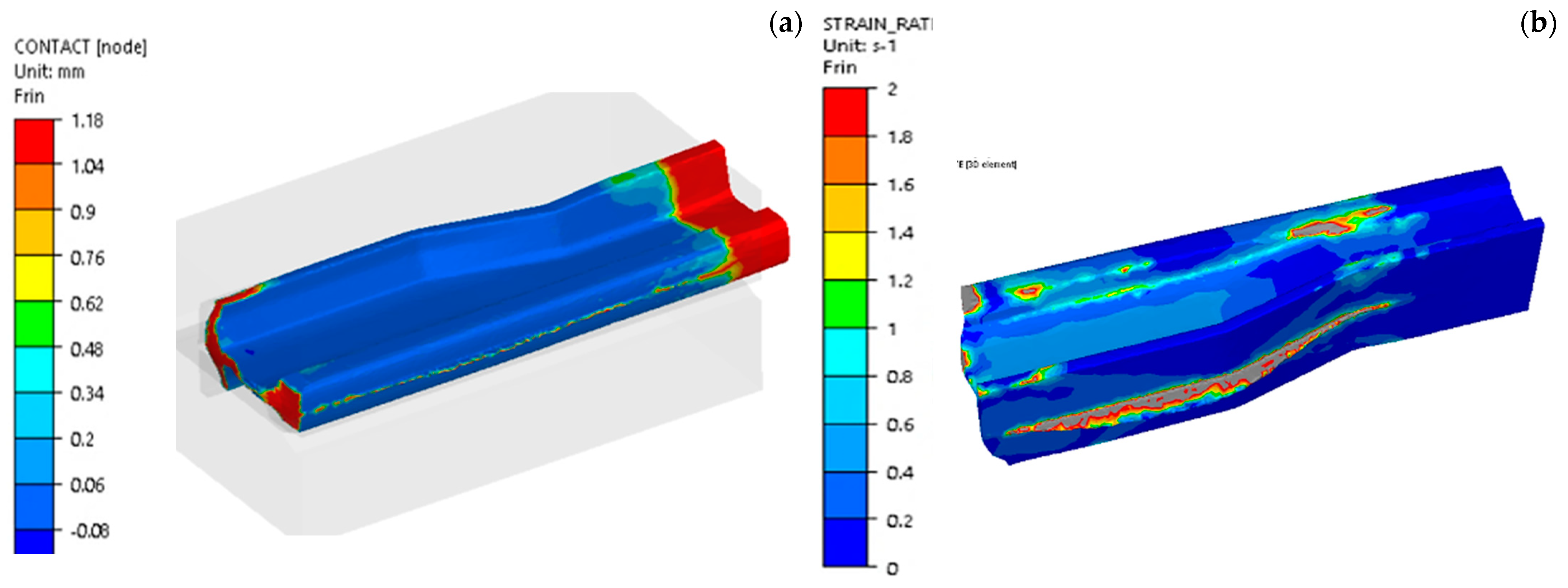
- Numerical modeling with the use of the Forge 3.0 Nxt calculation package for the process of reforging a rail section for the model material (lead), not for the target material, i.e., steel R350HT. The simulations were performed for such a material because the following step of research was verification of the obtained results based on physical modeling.
- -
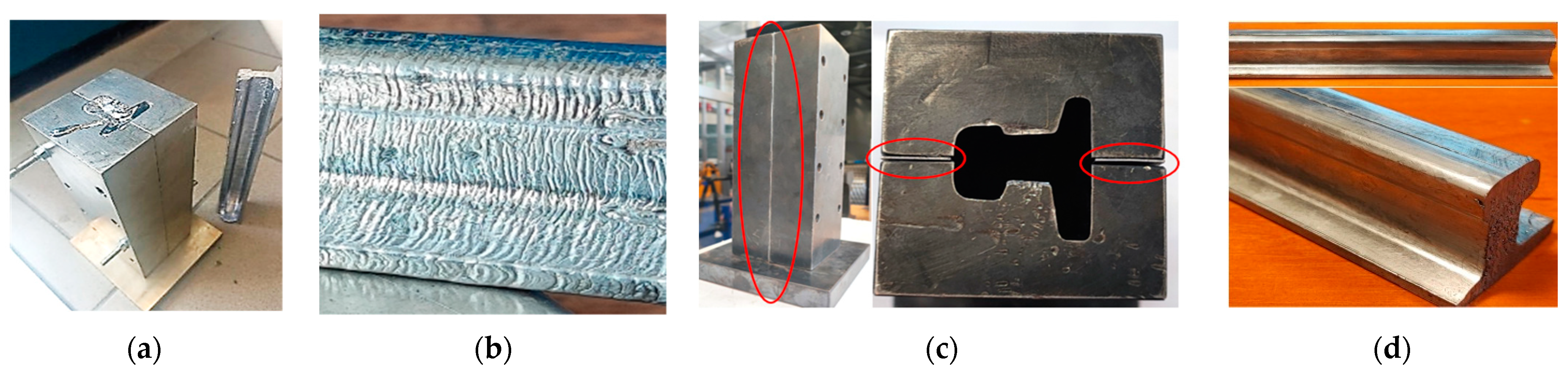
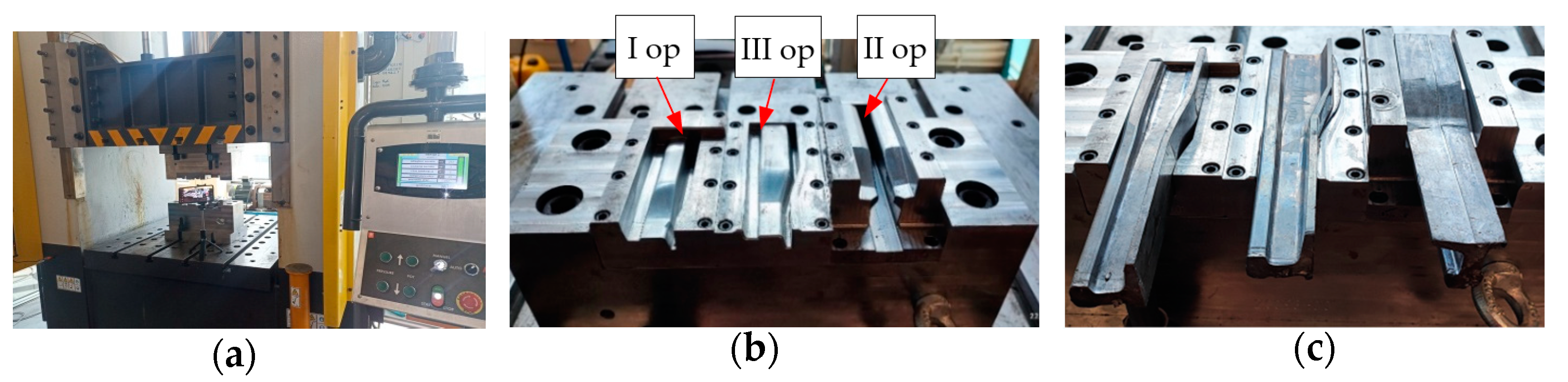
- Physical modeling of the process of forging a needle rail from lead in order to verify the virtual forging process (numerical modeling). A justification of performing physical modeling at a reduced scale is the facility and relatively low costs of such an experiment, as well as the fact that the large mass of forging (for the real dimensions) would cause problems with transport and the manipulation and removal of tools;
- -
- Analysis of the obtained results, numerical modeling of the industrial forging process and elaboration of the target tools (with the consideration of the real dimensions of forging) used to forge needle rails from R350 HT pearlitic steel.
3. Tests and Discussion of Results
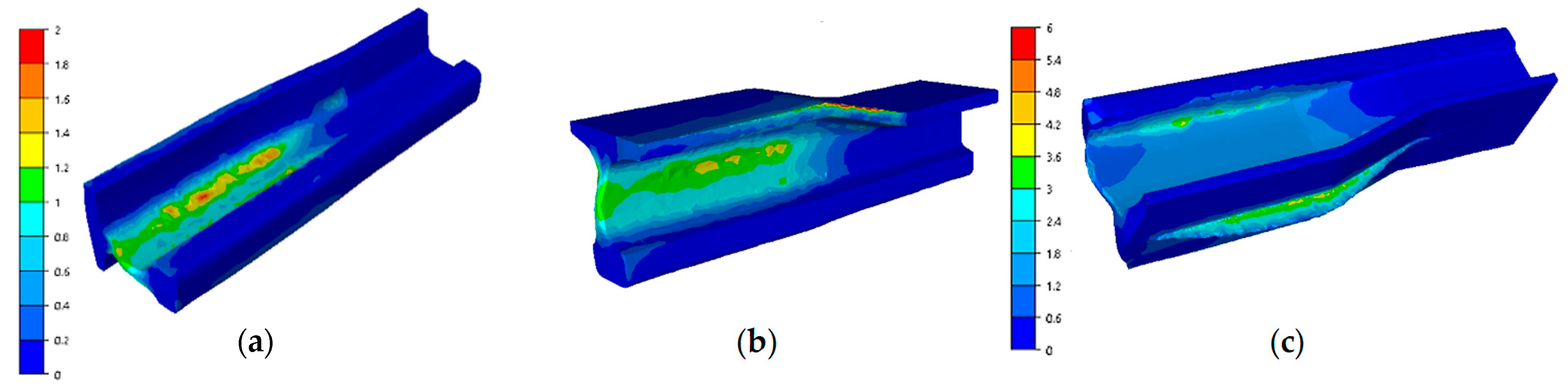
3.1. Numerical Modeling
3.2. Physical Modeling from Pb
3.3. Numerical Modeling of an Industrial Forging Process Based on the Results of Numerical Modeling for Lead at 1:4 Scale Verified by Physical Modeling
4. Conclusions
- -
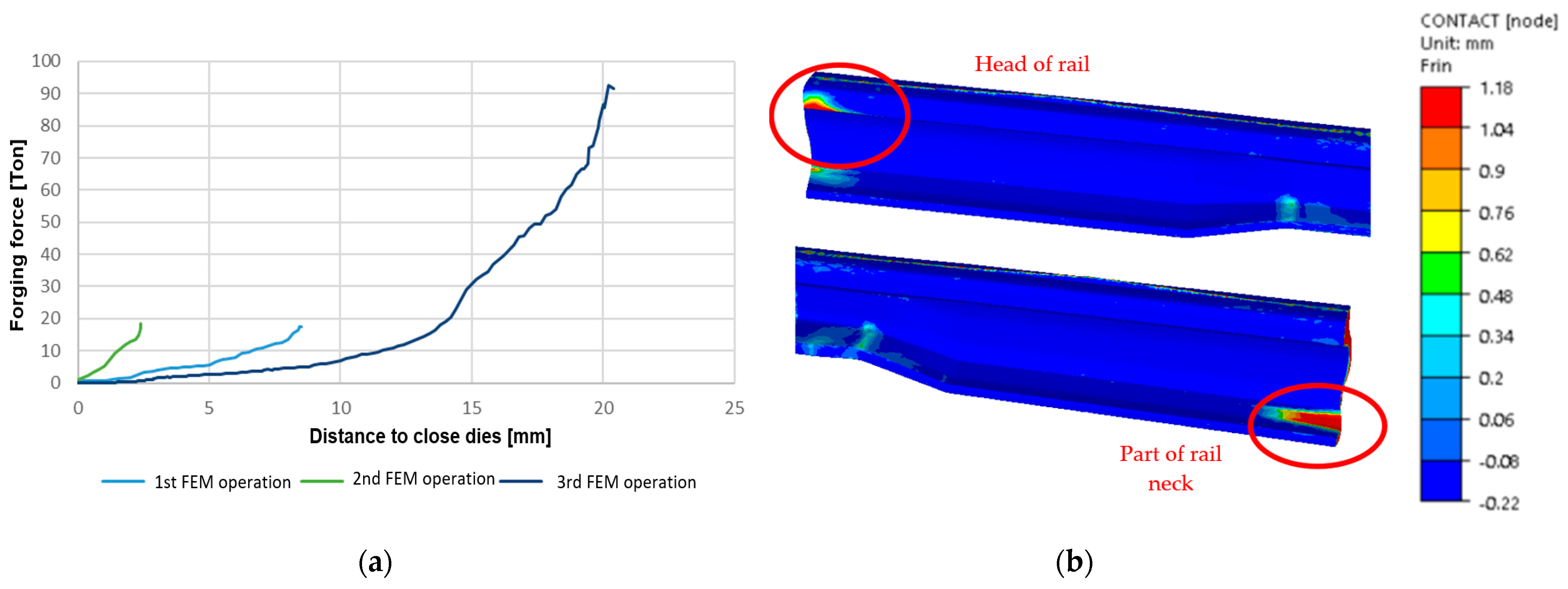
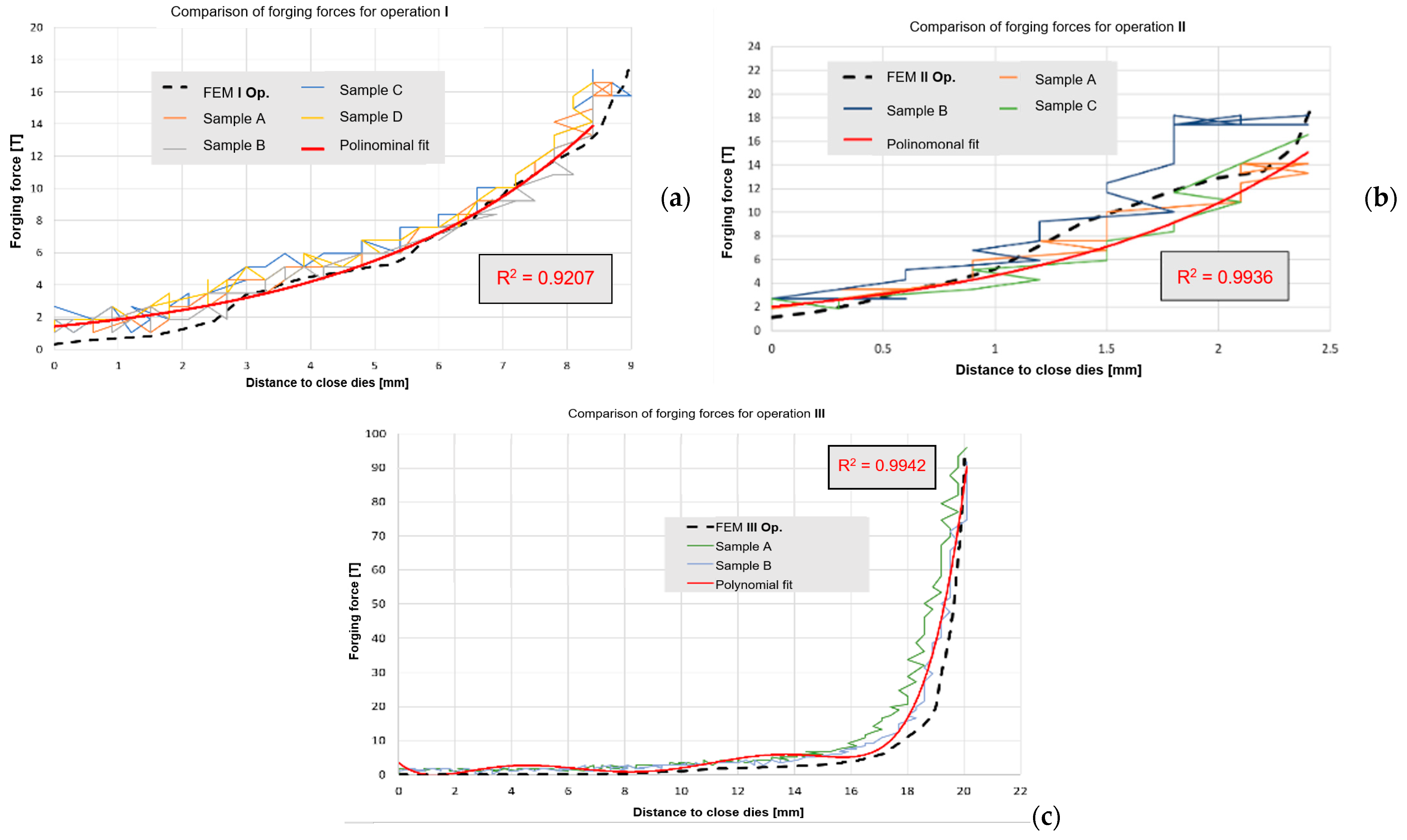
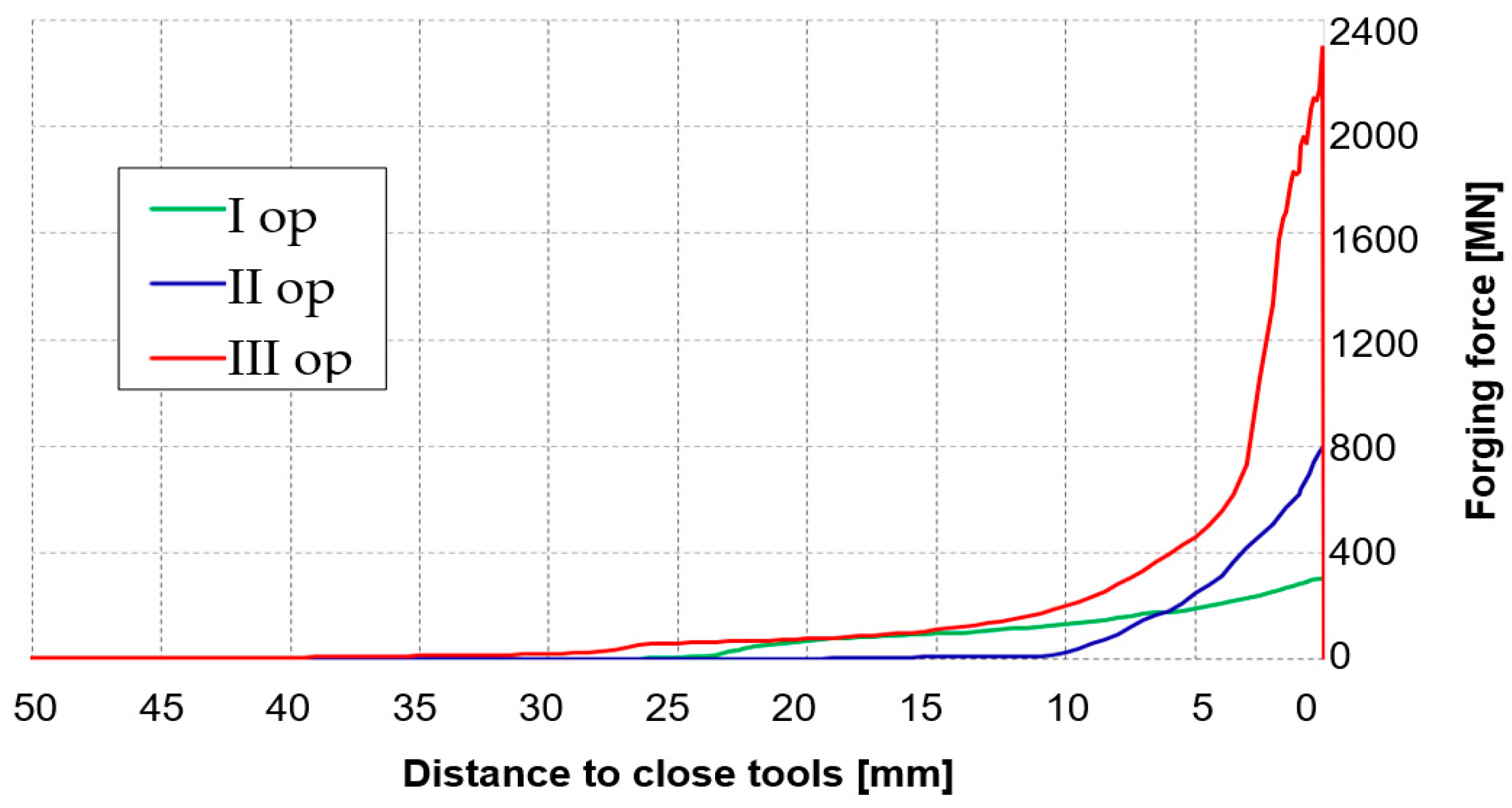
- The preliminary numerical simulation results for the process of forging from Pb referring to the force parameters demonstrate that verification of the numerical modeling would be conducted at 1:4 scale due to the obtained high forging force values (at 1:1 scale) as well as the availability of a semi-industrial hydraulic press with a nominal pressure of 200 t. The obtained results of numerical and physical modeling for a Pb rail are in good agreement, which is confirmed by the similar course of forging forces as well as their values in the case of the maximal forging force in numerical modeling (the determined error values equaled up to 8%);
- -
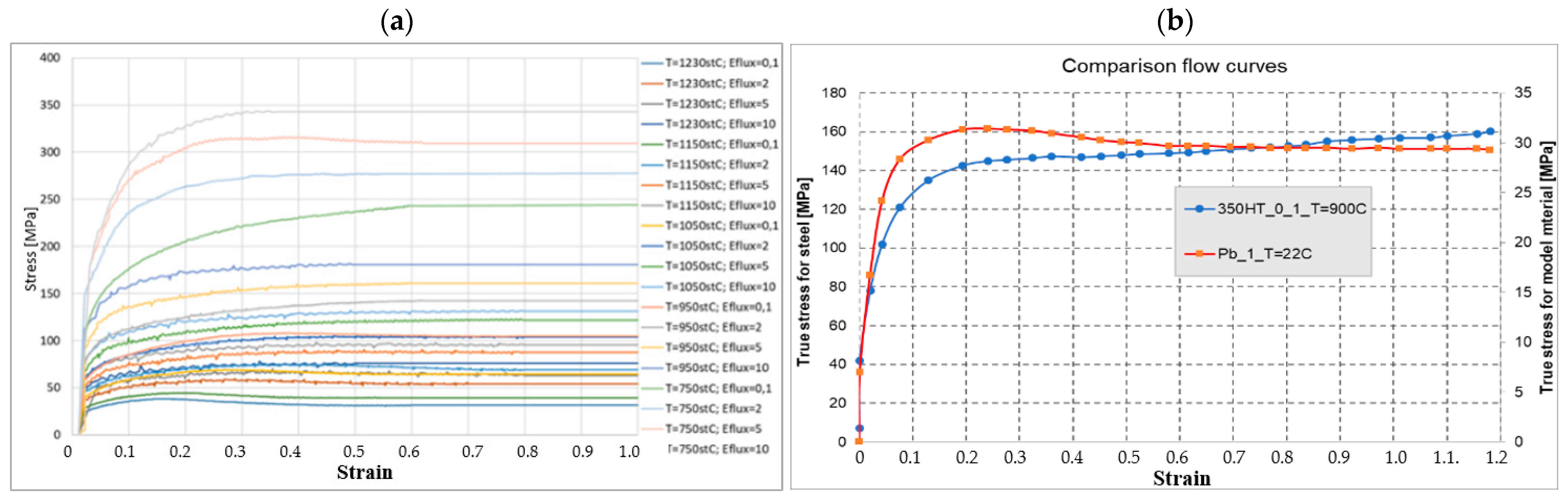
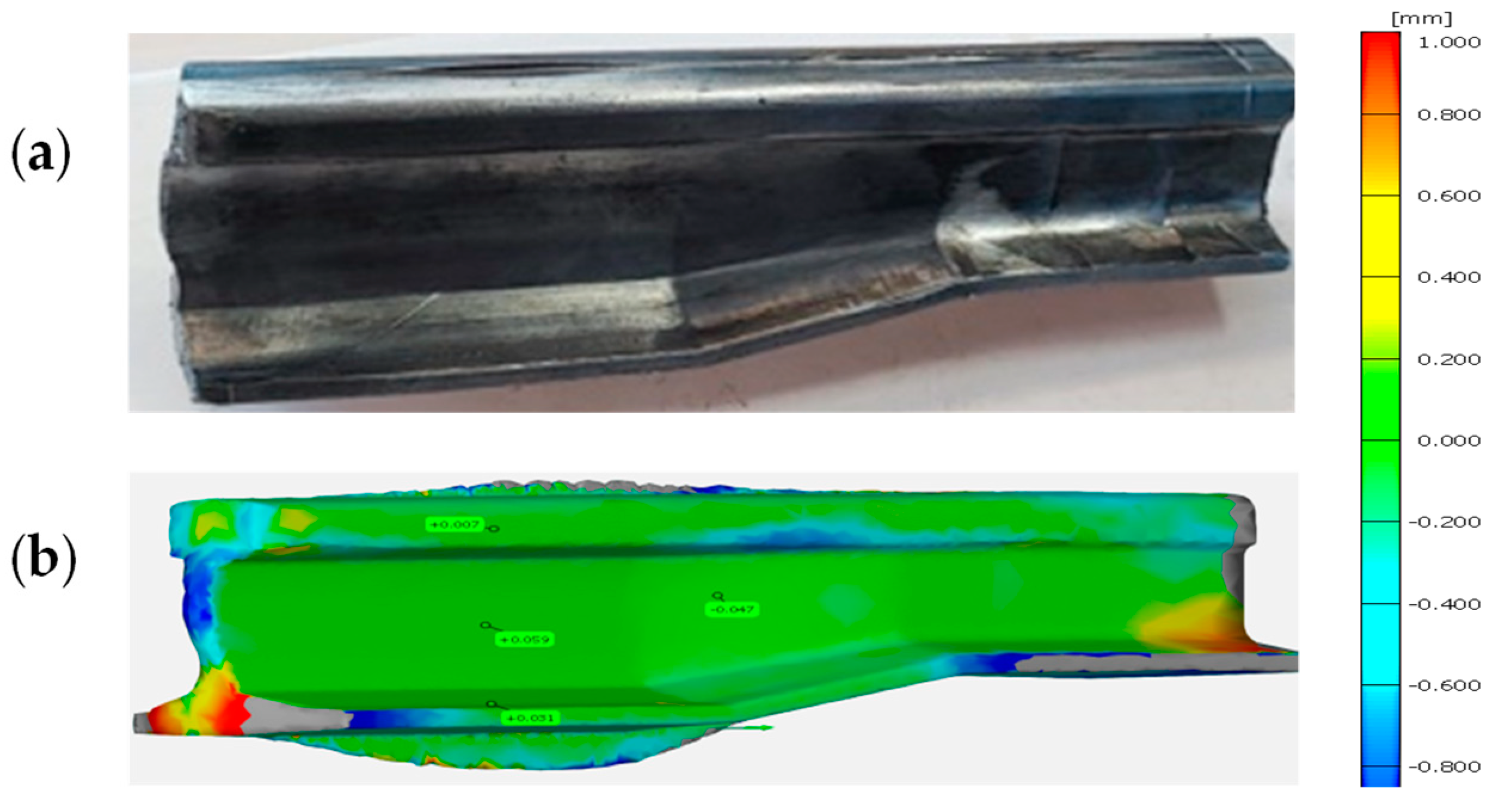
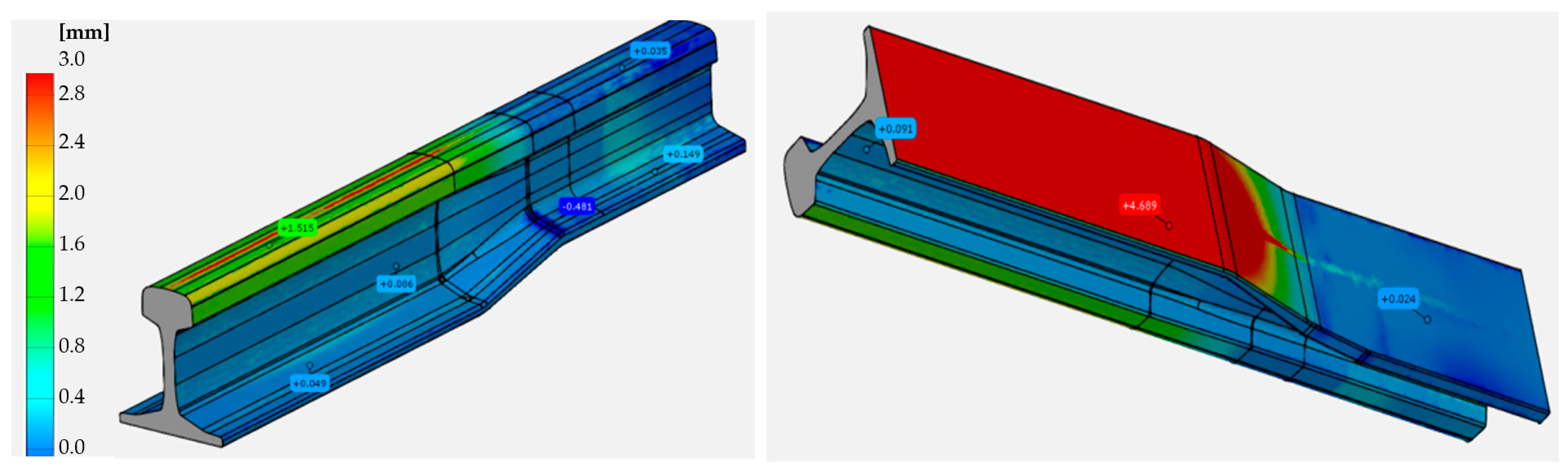
- A similar comparison of the 3D scan images of the rail forged from lead to the CAD model obtained from FEM shows a good agreement, as the geometrical deviations are within the assumed tolerance of 0–0.15 mm. At the same time, we should emphasize that both in numerical modeling and physical modeling, certain simplifications were made, those being that the main assumed criteria were the mean deformation rate and temperature in the numerical modeling of the target process. Nevertheless, such an approach is justified in order to minimize the costs of the industrial experiment and with undertake attempts at developing the target technology under industrial conditions with the greatest probability of success;
- -
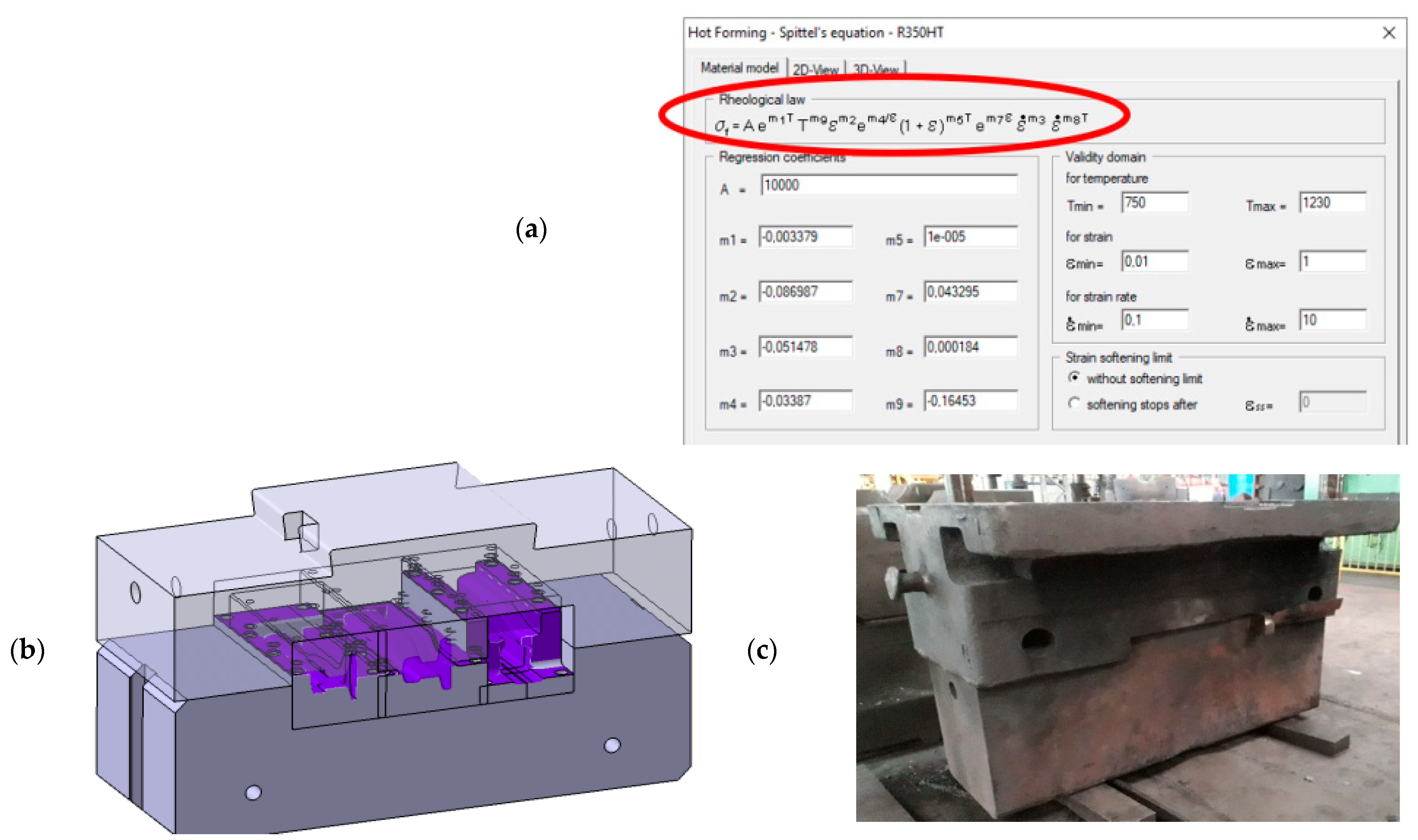
- The final stage of research was the construction of a numerical model of the industrial forging process based on the physical modeling results, in particular re-scaling the geometry of the working impressions of the tools used to forge Pb. The obtained numerical simulation results for the target forging process, after recalculation of the forging forces from the physical modeling based on the similarity condition in the plastic scope and consideration of the 1:4 scale, demonstrate a good agreement in terms of forging force values;
- -
- At present, works investigating mounting the tools in the holders on the press and selecting the optimal settings and technological parameters are being conducted, after which technological forging trials under industrial conditions will be realized. However, it is assumed that there might be a need for small process modifications and improvement of the technological parameters, e.g., adjusting the working temperature of the dies as well as the parameters and manner of lubrication, which of course is inevitable in the case of activating new forging processes;
- -
- The results of the conducted research can serve in the future towards developing similar technologies for precision forging railroad turnout needle rails not only for the commonly used pearlitic steels, but also bainitic steels used for high-speed trains as well as other special applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guide for Railway Commissions. Tracks, Turnouts and Crossings; Office of Rail Transport: Warsaw, Poland, 2017. [Google Scholar]
- Available online: www.interempresas.net/MetalMecanica/Articulos/115688-Mecanizado-de-railes-de-tren-desvios-y-cruzamientos.html (accessed on 15 January 2023).
- Steele, R.K.; Jorms, M.W. Fatigue Analysis of the Effects of Wheel Load on Rail Life. Transp. Res. Rec. 1988, 1174, 13–27. [Google Scholar]
- Bogdanski, S.; Olzak, M.; Stupnicki, J. Numerical stress analysis of rail rolling contact fatigue cracks. Wear 1996, 191, 14–24. [Google Scholar] [CrossRef]
- Available online: https://www.hydraulico.com/_pdf/rail-forging-system-article-hydraulico.pdf (accessed on 16 January 2023).
- Directive (EU) 2016/797 of the European Parliament and of the Council of 11/05/2016 on the Interoperability of the Rail System in the European Union. Available online: http://data.europa.eu/eli/dir/2016/797/oj (accessed on 2 March 2023).
- Pacyna, J. The microstructure and properties of the new bainitic rail steels. J. Achiev. Mater. Manuf. Eng. 2008, 28, 19–22. [Google Scholar]
- Clayton, P.; Devanathan, R.; Jin, N.; Steele, R.K. A Review of Bainitic Steels for Wheel/Rail Contact. In Rail Quality and Maintenance for Modern Railway Operation; Kalker, J.J., Cannon, D.F., Orringer, O., Eds.; Springer: Dordrecht, The Netherlands, 1993. [Google Scholar]
- Altan, T. Cold and Hot Forging Fundamentals and Application; ASM International: Novelty, OH, USA, 2005. [Google Scholar]
- Hawryluk, M. Methods of Analysis and Increasing the Durability of Forging Tools Used in Hot Die Forging Processes; Monographic Publishing Series: Problems of Machine Operation and Construction; Scientific ITE—National Research Institute: Los Angeles, CA, USA, 2016; ISBN 978-83-7789-410-1. [Google Scholar]
- Jolgaf, M.; Hamouda, A.M.S.; Sulaiman, S.; Hamdan, M.M. Development of a CAD/CAM system for the closed-die forging process. J. Mater. Process. Technol. 2003, 138, 436–442. [Google Scholar] [CrossRef]
- Srinivasan, N.; Ramakrishnan, N. CAE for forging of titanium alloy aero-engine disc and integration with CAD-CAM for fabrication of the dies. J. Mater. Process. Technol. 2002, 124, 353–359. [Google Scholar] [CrossRef]
- Hawryluk, M.; Jakubik, J. Analysis of forging defects for selected industrial die forging processes. Eng. Fail. Anal. 2016, 59, 396–409. [Google Scholar] [CrossRef]
- Li, S.; Cheng, S.Y. Design Optimization for Cold Forging by an Integrated Methodology of CAD/FEM/ANN. In Manufacturing Science and Engineering; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2010; pp. 3281–3284. [Google Scholar]
- Hawryluk, M.; Mrzygłód, B. A system of analysis and prediction of the loss of forging tool material applying artificial neural networks. J. Min. Metall. Sect. B Metall. 2018, 54, 323–337. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Liu, X.; Xiong, A. Prediction of the mechanical properties of forged TC11 titanium alloy by ANN. J. Mater. Process. Technol. 2012, 121, 1–4. [Google Scholar] [CrossRef]
- Gouveia, B.P.P.A.; Rodrigues, J.M.C.; Martins, P.A.F.; Bay, T. Physical and numerical simulation of the round-to-square forward extrusion. J. Mech. Work. Technol. 2001, 112, 244–251. [Google Scholar] [CrossRef]
- Vazquez, V.; Altan, T. New concepts in die design—Physical and computer modelling application. J. Mater. Process. Technol. 2000, 98, 212–223. [Google Scholar] [CrossRef]
- Sofuoglu, H.; Gedikli, H. Physical and numerical analysis of three-dimensional extrusion process. Comput. Mater. Sci. 2004, 31, 113–124. [Google Scholar] [CrossRef]
- Mohammadi, M.M.; Sadeghi, M.H. Simulation and physical modeling of forging sequence of Bj type outer race international. Adv. Mater. Res. 2010, 83–86, 150–156. [Google Scholar]
- Gangopadhyay, T.; Kumar, D.; Pratihar, D.I. Expert system to predict forging load and axial stress. Appl. Soft Comput. 2014, 11, 744–753. [Google Scholar] [CrossRef]
- Zienkiewicz, O.C. Finite Element Method; McGraw Hill: New York, NY, USA, 1977. [Google Scholar]
- Šraml, M.; Stupan, J.; Potr, C.I.; Kramberger, J. Computer-aided analysis of the forging process. Int. J. Adv. Manuf. Technol. 2004, 23, 161–168. [Google Scholar] [CrossRef]
- Available online: http://www.transvalor.com/en/cmspages/forge-nxt.32.html (accessed on 19 January 2023).
- Kawka, M.; Kakita, T.; Makinouchi, A. Simulation of multi-step sheet metal forming processes by a static explicit FEM code. J. Mater. Process. Technol. 1998, 80–81, 54–59. [Google Scholar] [CrossRef]
- Pertence, A.E.M.; Cetlin, P. Similarity of ductility between model and real materials. J. Mater. Process. Technol. 2000, 103, 434–438. [Google Scholar] [CrossRef]
- Creton, C.; Ciccotti, M. Fracture and adhesion of soft materials: A review. Rep. Prog. Phys. 2016, 79, 046601. [Google Scholar] [CrossRef] [PubMed]
- Buchely, M.F.; Maranon, A.; Silberschmidt, V.V. Material model for modeling clay at high strain rates. Int. J. Impact Eng. 2016, 90, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Hawryluk, M.; Ziemba, J.; Zwierzchowski, M.; Janik, M. Analysis of a forging die wear by 3D reverse scanning combined with SEM and hardness tests. Wear 2021, 476, 203749. [Google Scholar] [CrossRef]
- Hawryluk, M.; Rychlik, M.; Ziemba, J.; Jasiak, K.; Lewandowski, F.; Dudkiewicz, Ł. Analysis of the production process of the forked forging used in the excavator drive system in order to improve the currently implemented technology by the use of numerical modelling. Mater. Sci.-Pol. 2021, 39, 227–239. [Google Scholar] [CrossRef]
- Chao, L. A new local forming technology for special-shaped rails. J. Mater. Process. Technol. 1996, 62, 14–17. [Google Scholar] [CrossRef]
- Cho, H.Y.; Kim, Y.Y.; Lee, K.J.; Oh, B.K.; Nam, G.J. Process design for the hot forging of asymmetric rail to symmetric rail. KSME Int. J. 2004, 18, 1559–1564. [Google Scholar] [CrossRef]
- Jin, X.; Wen, Z.; Xiao, X.; Zhou, Z. A numerical method for prediction of curved rail wear. Multibody Syst. Dyn. 2007, 18, 531–557. [Google Scholar] [CrossRef]
- Ignesti, M.; Malvezzi, M.; Marini, L.; Meli, E.; Rindi, A. Development of a wear model for the prediction of wheel and rail profile evolution in railway systems. Wear 2012, 284–285, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Gan, F.; Dai, H.; Gao, H.; Chi, M. Wheel-rail wear progression of high speed train with type S1002CN wheel treads. Wear 2015, 328–329, 569–581. [Google Scholar] [CrossRef]
- Further Research on the Wheel-Rail Relationship in Turnout Zone of High-Speed Railway; Research Report; China Academy of Railway Sciences: Beijing, China, 2016.
- Wang, P.; Wang, S.; Si, D. Numerical Prediction of rail wear development in high-speed railway turnouts. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2020, 234, 1299–1318. [Google Scholar] [CrossRef]
- Doege, E.; Bohnsack, R. Closed Die Technologies for Hot Forging. J. Mater. Process. Technol. 2000, 98, 165–170. [Google Scholar] [CrossRef]
- Ward, M.J.; Miller, B.C. Simulation of a Multi-Stage Railway Wheel and Tyre Forming Process. J. Mater. Process. Technol. 1998, 80–81, 206–212. [Google Scholar] [CrossRef]
- Hawryluk, M.; Polak, S.; Gronostajski, Z.; Jaśkiewicz, K. Application of physical similarity utilizing soft modeling materials and numerical simulations to analyse the plastic flow of UC1 steel and the evolution of forces in a specific multi-operational industrial precision forging process with a constant-velocity joint housing. Exp. Tech. 2019, 43, 225–235. [Google Scholar]
- Gronostajski, Z.; Hawryluk, M.; Kaszuba, M.; Zwierzchowski, M. Analysis of forging process of constant velocity joint body. Steel Res. Int. 2000, 1, 547–554. [Google Scholar]
- Hawryluk, M. The Impact of the Plastic Similarity Condition on the Accuracy of Physical Modeling of Extrusion Processes. Ph.D. Thesis, Wroclaw University of Science and Technology, Wroclaw, Poland, 2006. (In Polish). [Google Scholar]
- Hawryluk, M.; Suliga, M.; Więcław, M. Application of physical modeling with the use of soft model materials for the analysis and optimization of metal extrusion processes. Phys. Mesomech. 2022, 25, 57–71. [Google Scholar] [CrossRef]





















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hawryluk, M.; Cygan, P.; Krawczyk, J.; Barełkowski, A.; Ziemba, J.; Lewandowski, F.; Wieczorek, I. Development of Preliminary Precision Forging Technology and Concept for Tools Used to Reforge 60E1A6 Profile Needle Rails with the Use of Numerical and Physical Modeling. Materials 2023, 16, 2103. https://doi.org/10.3390/ma16052103
Hawryluk M, Cygan P, Krawczyk J, Barełkowski A, Ziemba J, Lewandowski F, Wieczorek I. Development of Preliminary Precision Forging Technology and Concept for Tools Used to Reforge 60E1A6 Profile Needle Rails with the Use of Numerical and Physical Modeling. Materials. 2023; 16(5):2103. https://doi.org/10.3390/ma16052103
Chicago/Turabian StyleHawryluk, Marek, Piotr Cygan, Jakub Krawczyk, Artur Barełkowski, Jacek Ziemba, Filip Lewandowski, and Igor Wieczorek. 2023. "Development of Preliminary Precision Forging Technology and Concept for Tools Used to Reforge 60E1A6 Profile Needle Rails with the Use of Numerical and Physical Modeling" Materials 16, no. 5: 2103. https://doi.org/10.3390/ma16052103